
Abstract
Dense silicon carbide (SiC) matrix composites with SiC whiskers and particles as reinforcement were prepared by infiltrating molten Si at 1550 °C into porous preforms composed of pyrolysed rice husks (RHs) and extra added SiC powder in different ratios. The Vickers hardness of the composites showed an increase from 18.6 to 21.3 GPa when the amount of SiC added in the preforms was 20% (w/w), and then decreased to 17.3 GPa with the increase of SiC added in the preforms up to 80% (w/w). The values of flexural strength of the composites initially decreased when 20% (w/w) SiC was added in the preform and then increased to 587 MPa when the SiC concentration reached 80% (w/w). The refinement of SiC particle sizes and the improvement of the microstructure in particle distribution of the composites due to the addition of external SiC played an effective role in improving the mechanical properties of the composites.
Download PDF
Full Article
Fabrication and Mechanical Properties of SiCw(p)/SiC-Si Composites by Liquid Si Infiltration using Pyrolysed Rice Husks and SiC Powders as Precursors
Dan Zhu,a Mingxia Gao,a* Hongge Pan,a Yi Pan,a Yongfeng Liu,a Shouquan Li,a Hongwei Ge,a and Ningxiang Fang b
Dense silicon carbide (SiC) matrix composites with SiC whiskers and particles as reinforcement were prepared by infiltrating molten Si at 1550 °C into porous preforms composed of pyrolysed rice husks (RHs) and extra added SiC powder in different ratios. The Vickers hardness of the composites showed an increase from 18.6 to 21.3 GPa when the amount of SiC added in the preforms was 20% (w/w), and then decreased to 17.3 GPa with the increase of SiC added in the preforms up to 80% (w/w). The values of flexural strength of the composites initially decreased when 20% (w/w) SiC was added in the preform and then increased to 587 MPa when the SiC concentration reached 80% (w/w). The refinement of SiC particle sizes and the improvement of the microstructure in particle distribution of the composites due to the addition of external SiC played an effective role in improving the mechanical properties of the composites.
Keywords: SiC ceramics matrix composites; Rice husks; Liquid Si infiltration; Mechanical properties
Contact information: a: State Key Laboratory of Silicon Materials & Department of Materials Science and Engineering, Zhejiang University, Hangzhou, 310027, P. R. China; b: Zhejiang Light-Tough Composite Materials Co., Ltd. Hangzhou, 310027, P. R. China;
* Corresponding author: gaomx@zju.edu.cn (M. Gao); Tel. /Fax: +86-571-87952615
INTRODUCTION
Silicon carbide (SiC) ceramic matrix composites are widely used in structural, nuclear, and semiconductor applications due to their outstanding mechanical, thermal, and electrical properties (Amirthan et al. 2009; Chakrabarti et al. 2005; Wang et al. 2004). Liquid silicon infiltration (LSI), in which liquid Si infiltrates into porous preforms composed of carbon or mixtures of carbon and SiC powders, is a promising method to fabricate SiC ceramics. The process of infiltration results in formation of newly formed SiC grains by the reaction of Si with carbon. LSI is a simple fabrication technology that can fabricate dense SiC ceramics in a short time at a comparatively low temperature (Margiotta et al. 2010; Wang et al. 2004). The dimensional variation of the final product prepared by LSI is small. Such a near-net shape feature makes LSI an effective method in producing SiC ceramic parts with none or less expensive post-machining (Chen et al. 2002).
In recent years, biological carbon-based precursors obtained via carbonisation of woods, bamboo coir, and cotton fabric have been investigated to fabricate SiC ceramics by LSI (Amirthan et al. 2009; Maityet al. 2010; Varela-Feria et al. 2008). Different from these biological plant materials, rice husks (RHs) are commonly used in low-value applications in agriculture such as fuel, or otherwise simply disposed as wastes. Pollution is usually a result of the disposal process (Ramasamy et al. 2013; Sun and Gong 2001). These applications ignore the potential of RHs as a SiC source, for they have high content of silicon in addition to carbon. The yearly yield of RHs in the world is huge. Finding uses for RHs is important for the environment and the economy. Use of RHs to produce powder materials, including SiC, SiO2, Si3N4, Si, and activated carbon have been attempted (Ai et al. 2013; Lee and Cutler 1975; Sun and Gong 2001), but industrial uses remain limited. RHs have also been used to produce porous SiO2/C composites or as fillers in the preparation of ceramic matrix composites by reaction of RHs ash with polysiloxane or melamine formaldehyde composites by compression molding (Chen et al. 2013; Kumagai and Sasaki 2009; Schiavon et al. 2009), but the mechanical properties of these composites were very poor. Recently, the authors used RHs as the raw material to produce mixtures of carbon and SiC containing SiC-whisker (SiCw). These powders have been employed to make SiCw reinforced SiC-based composites by LSI (Zhu et al. 2012).
However, the large particle sizes and inhomogeneous distribution of SiC and C in the ball-milled pyrolysed RH product resulted in SiCw/SiC-Si composites from pure RHs preforms composed of large SiC particles and large areas of residual Si (Zhu et al. 2012). The coarse microstructure and inhomogeneous phase distribution greatly limited the mechanical properties of the SiCw/SiC-Si composites. In this work, different amounts of external fine SiC powder were added to the pyrolysed RH product, and the mixtures were then ball-milled and used to prepare preforms for LSI. The addition of the external SiC powder in the pyrolysed RHs was used to adjust the carbon content and reduce the particle size of the mixture. Therefore, the microstructure of the composites was expected to be optimized and the mechanical properties of the composites to be improved. The microstructure and mechanical properties of the composites were investigated and the fracture mechanism of the composites was evaluated.
EXPERIMENTAL
Materials
Sample preparation
The RHs were sieved, washed with water, dried, and then coked at 900 °C for 2 h in an Ar stream. The coked RHs were further pyrolysed at 1550 °C for 6 h in the same flowing Ar atmosphere. As-supplied SiC powder, which was predominantly α-SiC (Weifang kaihua Co., Ltd., China, purity > 99%) with an average particle size of ca. 0.5 µm, was added to the pyrolysed RHs. Differing amounts of SiC powder (20%, 40%, 60%, and 80% w/w) were added to the mixture. The mixtures were ball-milled at 50 rpm in ethanol for 4 h in polyethylene bottles using stainless steel balls, and then dried at 80 °C. A polyvinyl alcohol (PVA) solution in distilled water (5% w/w) and glyceryl alcohol (analytical purity) were added as a binder and a plasticiser, respectively, in amounts of 30% and 10% (w/w) to the milled mixture. The mixtures were screened through an 80 mesh sieve and uniaxially pressed at 32 MPa to produce rectangular bars of 50 mm × 50 mm × 5 mm, which were further compacted by cold isostatic pressing at 180 MPa. The as-pressed preforms were initially heat-treated in a graphite furnace at 1550 °C for 4 h under a dynamic vacuum of 0.01 Pa in order to remove the gaseous phases and initiate densification of the preforms. Melt infiltration was performed in the same graphite furnace at 1550 °C for 1 h under a dynamic vacuum of 0.1 Pa. Si fragments were placed on the top of the preforms for infiltration. The amount of infiltrate needed for complete infiltration was estimated from the preform characteristics (pore volume and carbon content), the change in volume from the conversion of C to SiC, and the evaporation of Si during infiltration under vacuum, which was further determined by experimental trials. In practice, the infiltrate was used in slight excess compared to the required quantity.
Methods
Microstructure and mechanical properties characterisation
The bulk density of the composites was measured in distilled water by the Archimedes’ principle. The crystalline phases of the SiC powder, pyrolysed RHs, the mixture of the pyrolysed RHs with 40 % (w/w) SiC addition after ball-milling, and composites with different amounts of added SiC powder were determined by X-ray diffraction (XRD; PANalytical, X’ Pert PRO) using Cu-Kα radiation (λ=1.5418 Å) with step scanning in 0.02 intervals and count time of 1 s per step. Phase compositions of the added SiC powder and composites were calculated by the XRD Reitveld refinement method. Morphologies of the as-supplied SiC powder, as-pyrolysed RHs, the ball-milled mixture of the pyrolysed RHs and SiC powders, and fracture surfaces of the composites were observed by scanning electron microscopy (SEM; Hitachi, S-4800) in the model of secondary electron. The surfaces of the samples were subjected to a gold deposition treatment prior to the SEM observation. The content of the free carbon in the pyrolysed RHs was estimated by a method previously reported (Krishnarao and Mahajan 1996), in which the sample was burned in air at 700 °C for 3 h, with the weight loss due to oxidation of the free carbon. The microstructure of the composites was observed by optical microscopy (OM; Leica, DM LM). The surfaces of the specimens were ground and polished with diamond agent with a particle size of 1 µm prior to the OM observation.
The three-point flexural strength of the composites was tested on bar specimens (3.6 mm × 3.7 mm × 45 mm) cut from the infiltrated samples and ground down with diamond plated wheels of 15 µm. Edges of all specimens were chamfered prior to the test. Also, a composite span of 20 mm and a crosshead speed of 0.5 mm/min were used in the tests. The elastic modulus of the composites was measured with an ultrasonic pulse receiver (Olympus, 5072PR). The hardness of the composites was measured by the Vickers diamond pyramid indentation method, with an applied load of 9.8 N and a dwelling time of 10 s. Indentation fracture toughness was calculated by the Evans (Evans and Jones 1978) and Niihara (Niihara et al. 1982) models,
1. Evans model:
 (1)
(1)
2. Niihara model: (2)

where c is the half length between the tips of two opposed indentation cracks of the Vickers indentation, a is the half length of the diagonal of indentation, E is the elastic modulus, and Hv is the Vickers hardness. The value of c/a should be in the range of 1.5 to 7.0 for the applicability of the Evans model and 1.25 to 3.5 for the applicability of the Niihara model. The values of c and a were measured by optical microscopy. Reported values of the hardness and fracture toughness were the averages of at least five tests for each composite. Values of flexural strength of the composites were the averages of at least eight specimens.
RESULTS AND DISCUSSION
Properties of the Powder Materials
Figure 1a is an SEM micrograph of the as-supplied SiC powder, showing SiC particles in the range of 0.2 to 1 µm. The particles that made up the pyrolysed RHs were up to 10 µm in size and were interspersed with numerous whiskers (Fig. 1b). The whiskers have been shown to consist of SiC in a previous study. The diameter of the whiskers was in the range of 200 to 500 nm and the length may be up to tens of microns (Zhu et al. 2012). The distribution of SiC whiskers was not homogeneous in the pyrolysed RHs. According to others, the SiC whiskers are formed through the carbothermic reaction of SiO2 and carbon in the pyrolysed process of coked RHs (Krishnarao and Mahajan 1996; Lee and Cutler 1975).

Fig. 1. SEM micrographs of the starting SiC powder (a), the as-pyrolysed RHs (b) and the mixture of the pyrolysed RHs with 40 % (w/w) SiC addition after ball-milling (c)
The O content in the pyrolysed RHs detected by EDS (energy dispersive spectrometry under SEM was ca. 3 % w/w) according to our previous work (Wu et al. 2012). The oxygen is supposed to come mainly from SiO2. In this case, the estimated SiO2 content was ca. 5 % (w/w), which was not high. Figure 1c shows the mixture of the as-pyrolysed RHs with the addition of 40% (w/w) SiC powder after ball-milling. The SiC whiskers were dispersed in the mixture after the ball-milling. The particles of the combined amorphous carbon and SiC were crushed by the ball-milling, and the particle size was greatly reduced compared with that in the as-pyrolysed RHs.
XRD patterns of the starting SiC powder are shown in Fig. 2. The as-supplied SiC powder was composed of both -SiC and -SiC; the -SiC was the predominant phase, amounting for 91.9% (w/w) of the solids, while -SiC made up only of 8.1% (w/w) according to the XRD Reitveld refinement results. -SiC and carbon were the main phases in the pyrolysed RHs (Fig. 2). In addition, a minor amount of -SiC was also found. The broad peak centered at ca. 26° indicates the existence of weakly crystallized carbon. Therefore, the large particles in the pyrolysed RHs were composed of SiC particles and amorphous carbon. The XRD pattern of the mixture of pyrolysed RHs with 40% (w/w) SiC addition after ball-milling shows that -SiC, -SiC, and carbon were the main phases in the mixture (Fig. 2).

Fig. 2. XRD patterns of the raw SiC powder, the pyrolysed RHs, and the mixture of the pyrolysed RHs with 40 % (w/w) SiC addition after ball-milling.
Structure Characterisation of the Preforms and Composites
Assuming the theoretical density of the free carbon and SiC to be 1.85 and 3.21 g/cm3, respectively, the theoretical densities of the composites were estimated and listed in Table 1. As the free carbon in the preform was in weak crystalline form, the density should be lower than common density of ca. 2.2 g/cm3 for graphite. In addition, a density of 1.7 g/cm3 for carbon was also reported (JCPDS cards, No.74-2329). Therefore, the density of the present weakly crystallized carbon is assumed to be 1.85 g/cm3. Combining the measured apparent densities of the preforms, which are also listed in Table 1, the estimated relative densities of the preforms after pre-sintering with different amounts of SiC added were in the range of 44 to 51%, in which a higher amount of SiC added corresponds to a higher relative density. The relative density of the preform without SiC addition was ca. 44%. This means that the pore volume of the preforms was in the range of 49 to 56%, which was high, due to the existence of the SiC whiskers and the high content of amorphous carbon. There was no obvious volume shrinkage for the preforms with SiC addition after the pre-sintering (1550 °C for 4 h). However, the density of the preform increased with an increase in the amount of SiC powder, due to the reduced particle size and content of amorphous carbon and SiC whiskers in the mixed powders.
Table 1. Phase Composition and Density of Preforms with Different Amounts of SiC Added after Pre-sintering

XRD patterns of the composites prepared from preforms with different amounts of SiC added are shown in Fig. 3. The composites obtained from preforms with external SiC addition are composed of β-SiC, α-SiC, and Si, with mostly β-SiC and Si phases found in the composite without SiC addition. Phase composition of the composites was calculated by the Reitveld refinement method and provided in Table 2. The content of α-SiC in the composites increased with an increase in SiC added in the preform, while the total content of SiC phase in the composites decreased from 82 to 69% (w/w). Correspondingly, the content of residual Si in the composites was increased from 18 to 31% (w/w), corresponding to 23 to 39% (v/v). Measured values of bulk density of the composites are also listed in Table 2. By taking the theoretical densities of Si as 2.33 g/cm3, and that of SiC as given above, the theoretical densities of the composites were calculated (Table 2). The relative density of the composites is determined from both sets of values and is also listed in Table 2. It can be seen that all the composites had a high relative density above 98.0%. Based on the results in Table 2, the estimated porosity of the composites was below 2%, with the unreacted carbon ignored in the calculations.
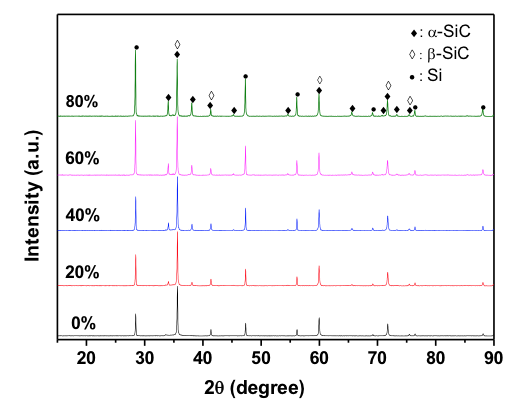
Fig. 3. XRD patterns of the composites prepared from preforms with different amounts of SiC added.
Since no visible volume expansion or shrinkage of the composites was found after the infiltration, it is possible that the lower volume fraction of residual Si in the composites than the porosity of the preform was mainly due to the volume expansion of the newly formed SiC from the reaction of carbon with liquid Si. In addition, the content of the residual Si in the composites increased with the increasing amount of SiC, which may be due to the decreasing content of carbon in the composites.
Table 2. Phase Compositions and Density of the Composites Infiltrated from Preforms with Different Amounts of Added SiC

Figures 4a through 4e show optical micrographs of the composites prepared from the preforms with different amounts of added SiC. The dark grey areas are SiC and the light blue clumps are Si. It can be observed that the average particle size of SiC in the composites decreased when the amount of SiC added in the preform was increased. The hard particles of the added SiC may have acted to grind or crush the large particles of the pyrolysed RHs during the ball-milling process. As a result, small SiC particles were well dispersed in the composites from preforms with 80% (w/w) SiC, as can be seen in Fig. 4e. Only very limited small pores and unreacted carbon were found in the composites by OM observation, indicating a high relative density as that obtained from the calculation aforementioned. The wetting and infiltration ability of molten Si into the preform are high. Molten Si infiltrated fully into the preforms by capillary pressure, filling up almost all pore spaces in the preforms. The reaction of molten Si with carbon was thorough.
Mechanical Properties and Fracture Mechanism of the Composites
The values of Vickers hardness, elastic modulus, flexural strength, and indentation fracture toughness of the composites are summarised in Table 3. The Vickers hardness of the composites showed an increase from 18.6 to 21.3 GPa when 20% (w/w) of external SiC was added in the preforms, and then it decreased to 17.3 GPa with the increase of SiC added in the preforms up to 80% (w/w). The improved homogeneity of SiC particles as discussed are supposed to act as an effective skeleton to increase the hardness of the composite with 20% (w/w) SiC, although the relative soft phase of Si had a slightly higher content. However, the Vickers hardness of the composites decreased with further addition of SiC, due mainly to the increase of the Si content and the decrease of the SiC particles. The content of residual Si in the composites with SiC added of 20 and 40% (w/w) increased only slightly from 20 to 21% (w/w) (Table 2). However, when the amounts of SiC added in the preform were further increased to 60 and 80% (w/w), the content of residual Si in the composite increased evidently to 26% and 31% (w/w), respectively. Therefore a decrease in the hardness from ca. 21 GPa to the range of 19.4 to 17.3 GPa (Table 3) results. The value of elastic modulus of the composite decreased from 342 to 306 GPa with the increasing amount of SiC added in the preform up to 80% (w/w) due to the increasing content of Si in the composites.

Fig. 4. Optical micrographs of the composites from preforms with different amounts (w/w) of added SiC: (a) 0%; (b) 20%; (c) 40%; (d) 60%; (e) 80%
The values of flexural strength of the composites initially decreased when 20% (w/w) SiC was added in the preform and then increased to 587 MPa when the SiC added in the preform up to 80% (w/w). As the analysis aforementioned, the particle size of both SiC and Si phases in the composites decreased and the two phases also became dispersed and much more homogeneous with the increasing amount of SiC added in the preforms. The decreased particle sizes and improved uniformity of the two phases contributed to the improvement of the flexural strength of the composites. The slightly low flexural strength of the composite from the preform with 20% (w/w) SiC added compared with the one without extra SiC added was supposed to be due to the fact that the decreased particle sizes of SiC and Si and the improved dispersing of the two phases still could not compete the increasing amount of the brittle Si. In addition, the decreasing amount of SiC whisker reinforcement in the composite with 20% (w/w) added in the preform also took on somewhat the decreased flexure strength.
Table 3. Mechanical Properties of the Composites Infiltrated from Preforms with Different Amounts of SiC Additions

a Biomorphic Si/SiC ceramics from birch powder; b Commercial RB-SiC
The values of c/a of the Vickers indentations in the present study were in the range of 1.62 to 2.70, which fit the requirement of both the Evans and Niihara equations (Eq. 1 and Eq. 2). The fracture toughness of the composites prepared from different preforms calculated from the two models were close in value. The composites fabricated from preforms without extra SiC added and with 20 to 40% (w/w) SiC added showed comparable fracture toughness, the values of which were slightly higher than those of the composites with 60 to 80% (w/w) SiC added in their preforms. The increased contents of residual Si in the composites and the decreased content of SiC whisker reinforcement of the latter are supposed to respond for their decreased fracture toughness.
Table 3 also shows mechanical properties of the biomorphic Si/SiC ceramics from birch powder and a commercial RB-SiC ceramics, which were all fabricated by LSI (Yan et al. 2011). The fracture toughness of the present composites exhibited comparable fracture toughness with them. However, the present composites showed much higher flexural strength, except for the one prepared from the preform with 20% (w/w) SiC added. The composites prepared from the preforms with 40 to 80% (w/w) SiC added possessed flexural values of 452 to 587 MPa (Table 3), respectively, which represents an improvement of 120 to 250 MPa compared to 330 MPa of the commercial RB-SiC (Yan et al.2011). It is also much higher than the value of 388 MPa for the biomorphic Si/SiC ceramics from birch powder by LSI (Yan et al. 2011). The refinement of fine SiC particles and improved dispersing of the SiC particles of the composites due to the addition of external SiC in the preforms play an effective role in improving the flexural strength of the composites.
Figure 5 shows representatively the SEM images of the fractured surfaces of the composites prepared from preforms with different amounts of added SiC. Figure 5a is an image of the fractured surface of the composite prepared from preforms without the addition of SiC. It can be seen that de-bonding of the interface of SiC and Si coexisted with and transgranular fractures.

Fig. 5. SEM images of the fracture surfaces of the composites produced from preforms with different amounts (w/w) of added SiC: (a) 0%; (b) 20%; (c) 40%; (d) 80%.
Transgranular fracturing was found in the Si and large SiC particles, and de-bonding of the interface of SiC and Si occurred mainly for the fine SiC particles and SiC whiskers. Pullout and pits of SiC whiskers were evidently observed on the fractured surface of the composite. However, there are less amount of pullout of SiC whiskers in the composite with 20% (w/w) SiC added (Fig. 5b) compared with the one without extra SiC added due mainly to the reduced amount of SiC whiskers for the former. Moreover, the pulled length of the whiskers decreased, indicating improved boundary strength of the SiC whiskers and the Si phase. When the amount of SiC in the preform was further increased to 40% (w/w), no evident pullout of SiC whiskers was observed on the fractured surface of the composite (Fig. 5c), but more de-bonded fine SiC particles from Si phase were observed on the fractured surface, indicating a weak boundary of the Si and the fine SiC particles. However, with the further increase of SiC added in the preform up to 80% (w/w), the feature of the de-bonded SiC particles was not evidently varied, but more transgranular fracture was observed (Fig. 5d), which is suggested to be due to the increased content of the brittle Si.
CONCLUSIONS
- SiC matrix composites with SiC whiskers and fine particles as reinforcement were prepared by infiltrating molten Si at 1550 °C into porous preforms composed of pyrolysed RHs and SiC powder in different proportions. The introduction of fine SiC powder in the preparation of the preforms decreased the particle size of the SiC in the composites by reducing the particle size of the pyrolysed RHs during milling of the powder blends. Dense composites with relative densities higher than 98% were obtained.
- The Vickers hardness of the composites prepared from the preforms with the addition of SiC from 20 to 60% (w/w) was from 21.3 to 19.4 GPa, all higher than 18.6 GPa of the composites prepared from the preforms without SiC addition. As the further addition of SiC to 80% (w/w) resulted in a too high residual Si, the Vickers hardness of the composite was lowered to 17.3 GPa. The flexural strength of the composites also improved as the amount of SiC added reached 40% (w/w), with the highest value of 587 MPa when the amount of SiC added was 80% (w/w). Close value of ca. 3.5 MPa∙m1/2 of fracture toughness was obtained for the composites.
- The refinement of the fine SiC particle and the more homogeneous phase distribution of SiC and Si in the composites played an effective role in improving the mechanical properties of the composites.
ACKNOWLEDGMENTS
The work was supported by the National Natural Science Foundation for Distinguished Youth Scholars of China (No. 51025102). National Nature Science Foundation of China (No. 51371158), Program for Innovative Research Team in University of Ministry of Education of China (IRT13037).
REFERENCES CITED
Ai, N., Zeng, G. N., Zhou, H. Y., and He, Y. T. (2013). “Co-production of activated carbon and bio-oil from agricultural residues by molten salt pyrolysis,” BioResources 8(2), 1551-1562.
Amirthan, G., Udayakumar, A., Prasad, V. V. B., and Balasubramanian, M. (2009). “Synthesis and characterization of Si/SiC ceramics prepared using cotton fabric,” Ceramics International 35(3), 967-973.
Chakrabarti, O., Weisensel, L., and Sieber, H. (2005). “Reactive melt infiltration processing of biomorphic Si-Mo-C ceramics from wood,” Journal of the American Ceramic Society 88(7), 1792-1798.
Chen, C., Guo, W.H., Zhou, Y.L., Xiao, P.C., Li, Y.F., and Wang, J. K. (2013). “Curing behavior and properties of rice husk/melamine formaldehyde composites,” BioResources 8(1), 327-339.
Chen, M. H., Gao, L., Zhou, J. H., and Wang, M. (2002). “Application of reaction sintering to the manufacturing of a spacecraft combustion chamber of SiC ceramics,” Journal of Materials Processing Technology 129(1-3), 408-411.
Evans, A.G., and Jones, R. L. (1978). “Evaluation of a fundamental approach for statistical-analysis of fracture,” Journal of the American Ceramic Society 61(3-4), 156-160.
Krishnarao, R. V., and Mahajan, Y. R. (1996). “Formation of SiC whiskers from raw rice husks in argon atmosphere,” Ceramics International 22(5), 353-358.
Kumagai, S., and Sasaki, J. (2009). “Carbon/silica composite fabricated from rice husk by means of binderless hot-pressing,” Bioresource Technology 100(13), 3308-3315.
Lee, J. G., and Cutler, I. B. (1975). “Formation of silicon-carbide from rice hulls,” American Ceramic Society Bulletin 54(2), 195-198.
Maity, A., Kalita, D., Kayal, T. K., Goswami, T., Chakrabarti, O., Maiti, H. S., and Rao, P. G. (2010). “Synthesis of SiC ceramics from processed cellulosic bio-precursor,” Ceramics International 36(1), 323-331.
Margiotta, J. C., Zhang, D. J., and Nagle, D. C. (2010). “Microstructural evolution during silicon carbide (SiC) formation by liquid silicon infiltration using optical microscopy,” International Journal of Refractory Metals & Hard Materials 28(2), 191-197.
Niihara, K., Morena, R., and Hasselman, D. P. H. (1982). “Evaluation of Klc of brittle solids by the indentation method with low crack-to-indent ratios,” Journal of Materials Science Letters 1(1), 13-16.
Ramasamy, S., Ismail, H., and Munusamy, Y. (2013). “Effect of rice husk powder on compression behavior and thermal stability of natural rubber latex foam,” BioResources 8(3), 4258-4269.
Schiavon, M. A., Siqueira, E. J., Yoshida, I. V. P., and Pardini, L. C. (2009). “Preparation and characterization of ceramic composites derived from rice husk ash and polysiloxane,” Ceramics International 35(1), 213-220.
Sun, L. Y., and Gong, K. C. (2001). “Silicon-based materials from rice husks and their applications,” Industrial & Engineering Chemistry Research 40(25), 5861-5877.
Varela-Feria, F. M., Ramirez-Rico, J., de Arellano-Lopez, A. R., Martinez-Fernandez, J., and Singh, M. (2008). “Reaction-formation mechanisms and microstructure evolution of biomorphic SiC,” Journal of Materials Science 43(3), 933-941.
Wang, Y. X., Tan, S. H., and Jiang, D. L. (2004). “The fabrication of reaction-formed silicon carbide with controlled microstructure by infiltrating a pure carbon preform with molten Si,” Ceramics International 30(3), 435-439.
Wu, H. Y., Gao, M. X., Zhu, D., Zhang, S. C., Pan, Y., Pan, H. G., Liu, Y. F., Oliveira, F. J., and Vieira, J. M. (2012). “SiC whisker reinforced multi-carbides composites prepared from B4C and pyrolyzed rice husks via reactive infiltration,” Ceramics International 38 (5) 3519-3527.
Yan, Z. L., Liu, J., Zhang, J. C., Ma, T. A., and Li, Z. C. (2011). “Biomorphic silicon/silicon carbide ceramics from birch powder,” Ceramics International 37(3), 725-730.
Zhu, D., Gao, M. X., Zhang, S. C., Wu, H. Y., Pan, Y., Liu, Y. F., Pan, H. G., Oliveira, F. J., and Vieira, J. M. (2012). “A high-strength SiCw/SiC-Si composite derived from pyrolyzed rice husks by liquid silicon infiltration,” Journal of Materials Science 47(12), 4921-4927.
Article submitted: December 16, 2013; Peer review completed: March 6, 2014; Revised version received: March 18, 2014; Accepted: March 19, 2014; Published: March 24, 2014.