
Abstract
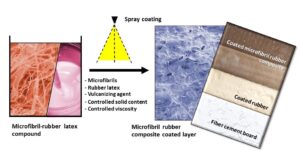
Novel composite materials were made by combining micro-lignocellulosic fibrils and natural rubber applied as spray coated layers for building materials. The micro-lignocellulosic fibrils were produced based on the mechanical pulping process with jute bast as the raw material. The obtained micro-lignocellulosic fibrils had a good content of water-suspended materials with fibril widths of about 0.1 to 1.0 µm and fibril length of about 100 to 150 µm. The composites were produced using natural rubber mixed with the micro-lignocellulosic fibrils at 0, 5, and 10 parts per hundred of rubber, vulcanizing sulfur, and activated zinc oxide. The fibril-rubber suspension was formed in the composite sheets with a thickness of 0.5 to 1.5 mm using a spray coating technique and was oven-dried at 100 °C. The rubber composite had a homogenous fibril distribution in the rubber composite matrix, with good bonding between the fibrils and the rubber polymers. The fibrils contributed to the strength reinforcement of the rubber composite layers. The application of the micro-lignocellulosic fibril rubber composites coated onto industrial fiber cement boards enhanced the thermal insulation properties, which had a lower degree of thermal conductivity and heat diffusivity and enhanced the toughness and waterproofing of the fiber cement boards.
Download PDF
Full Article
Production of Micro-Lignocellulosic Fibril Rubber Composites and their Application in Coated Layers of Building Materials
Sarocha Teangtam,a Wissanee Yingprasert,b and Phichit Somboon a,*
Novel composite materials were made by combining micro-lignocellulosic fibrils and natural rubber applied as spray coated layers for building materials. The micro-lignocellulosic fibrils were produced based on the mechanical pulping process with jute bast as the raw material. The obtained micro-lignocellulosic fibrils had a good content of water-suspended materials with fibril widths of about 0.1 to 1.0 µm and fibril length of about 100 to 150 µm. The composites were produced using natural rubber mixed with the micro-lignocellulosic fibrils at 0, 5, and 10 parts per hundred of rubber, vulcanizing sulfur, and activated zinc oxide. The fibril-rubber suspension was formed in the composite sheets with a thickness of 0.5 to 1.5 mm using a spray coating technique and was oven-dried at 100 °C. The rubber composite had a homogenous fibril distribution in the rubber composite matrix, with good bonding between the fibrils and the rubber polymers. The fibrils contributed to the strength reinforcement of the rubber composite layers. The application of the micro-lignocellulosic fibril rubber composites coated onto industrial fiber cement boards enhanced the thermal insulation properties, which had a lower degree of thermal conductivity and heat diffusivity and enhanced the toughness and waterproofing of the fiber cement boards.
DOI: 10.15376/biores.19.1.620-634
Keywords: Micro-lignocellulosic fibrils; Mechanical pulping process; Rubber composites; Thermal insulation; Fiber cement board
Contact information: a: Kasetsart University, Factory of Forestry, Department of Forest Product, Bangkok, Thailand; b: Prince of Songkla University, Faculty of Sciences and Industrial Technology, Surat Thani Campus, 84000, Thailand; *Corresponding author: Phichit.S@ku.ac.th
GRAPHICAL ABSTRACT

INTRODUCTION
Typically, rubber composites are produced from rubber and reinforcing materials that improve their physical and mechanical properties. Normally, the reinforcement materials are called fillers and include carbon back, clay, silica, calcium carbonate, cellulose materials, and lignocellulosic-based materials. These materials are used to improve tensile strength, tear resistance, modulus of rupture, hardness, abrasion resistance, and thermo-oxidative resistance (Mente et al. 2016), while the lignocellulosic-based materials are applied as fillers to enhance the thermal and sound insulation properties (Hurtado et al. 2016). Currently, the impetus of the Bio-Circular-Green Economy (BGC) models has been to sustain economies in many countries where renewable and eco-friendly lignocellulosic materials are of interest as filler materials that are used to produce rubber composites (Ramlee et al. 2021). The USA and the European Union have agricultural policies supporting lignocellulosic crops for the production of fibers for use in rubber composites, with the goal of replacing synthetic fibers with composite reinforced materials (Gallos et al. 2017). In Thailand, lignocellulosic materials could be produced from various types of raw materials, including wood, agricultural plants, and agricultural residues. These lignocellulosic materials could be converted based on chemical and mechanical processing to produce valuable chemical and mechanical pulps. Such pulps are normally used as filler materials for rubber composites (Kazemi et al. 2022). Chemical pulp fibers have a lower lignin content and a higher cellulose content in the fiber cell walls with good heat transfer (Gullichsen 1999) compared to mechanical pulp fibers that have a higher lignin content. In addition, their properties are close to those of the original lignocellulosic material with better heat resistance (Hurtado et al. 2016).
One of the most interesting properties of natural rubber composites composed of lignocellulosic materials is their thermal insulation (Chan et al. 2013). Because Thailand is located in the tropical zone with long periods of hot weather, building construction requires thermal insulation. The functions of building envelope thermal insulation are to reduce heat transfer and to provide thermal comfort for the interior. Traditional insulation materials used for building construction are glass fiber, stone wool, expanded polystyrene, and polyurethane foam. These materials are efficient in maintaining thermal insulation properties, but these insulation materials are made from non-renewable resources (Ramlee et al. 2021). Therefore, new insulation materials produced from rubber composite with lignocellulosic pulp fibers have been studied and manufactured. However, it has been reported that the natural fiber rubber composites had a lower bonding between polar-hydrophilic lignocellulosic fibers and nonpolar hydrophobic polymer matrix (John and Anandjiwala 2008; Ismail et al. 2001; Lozada et al. 2023), and the cellulosic fibers are poorly dispersed in the natural rubber matrix causing fiber agglomeration and thus reducing composite strength (Datta and Włoch 2016; Petinakis et al. 2013). In this research, the modification of lignocellulosic fibers including their physical and chemical properties were investigated in order to: 1) improve the internal bonding of rubber composite matrix; 2) reduce the aggregation of pulp fibers; and 3) contribute knowledge about the thermal insulation properties of the rubber composites contained within renewable lignocellulosic materials.
Analysis of lignocellulosic pulp fibers indicates that the mechanical pulp cell walls have a high lignin content, which provides insulation. Additionally, these cell walls can be more easily delaminated, producing the micro fibrillated materials (Sundholm 1999). It has been proposed that the obtained micro fibrils from mechanical pulp could result in greater bonding areas and better insulation properties, and this fibril type could be suitably used to produce rubber composites with a better quality than the traditional fiber rubber composites. However, currently, the methods for producing micro-lignocellulosic fibrils with a high production volume requires a high investment cost. In addition to microfibril production, the rubber latex compound recipe and the composite forming methods between the lignocellulosic fibrils and natural rubber must be developed for practical industrial application.
Therefore, the objective of this study was to produce rubber composites reinforced by micro-lignocellulosic fibrils that could then be coated on building materials as an insulation composite layer. The production of micro fibrils using a pilot high-consistency mechanical pulp refiner was studied to investigate the large-scale production of renewable reinforcement materials. The quality of the obtained mechanical pulp fibrils was examined, including their morphology and sedimentation. Subsequently, this study developed rubber composite recipes for micro-lignocellulosic fibrils in which the ratio of micro fibril content, the vulcanizing agent, and activating additives were formulated. The forming method was studied using the spray coating technique to further apply on various shapes of building materials and the properties of the obtained rubber composited were analyzed. The application of the developed rubber composite was completed by laminating the composites on industrial building materials using fiber cement boards, with analysis of the physical properties, thermal insulation properties, and mechanical properties of coated products.
EXPERIMENTAL
Materials
Natural rubber (NR) with a high solid content of 61.51%, vulcanizing sulfur with a concentration of 49.8%, and accelerating zinc oxide with a concentration of 48.64% were obtained from the Rubber Authority of Thailand. Jute bast was obtained from the domestic industry and was used to produce mechanical pulp and micro-lignocellulosic fibrils. The fiber cement boards used as industrial building base materials were obtained from Shera Public Company Limited, Thailand.
Methods
The experiments consisted of the production of lignocellulosic fibrils, the analysis of the fibril properties, rubber composite production reinforced with the obtained fibrils, the analysis of the composite properties, and the application of the fibril rubber composite coated onto the fiber cement board. The production of the micro-lignocellulosic fibrils was completed using a pilot high-consistency refiner at the Laboratory of Pulp and Paper Technology, Department of Forest Products, Faculty of Forestry, Kasetsart University, Thailand. The refiner was equipped with defibering plates, as shown in Fig. 1. The jute bast was soaked to achieve a moisture content of 70% (dryness of 30%). The mechanical pulping was performed based on the refiner mechanical pulping process (RPM) at room temperature and atmospheric pressure (Kongcrup et al. 2017). The plate gap clearances were 200 µm, to defiber the jute bast to make mechanical pulp. Subsequently, the obtained mechanical pulp was further fibrillated using a high-consistency refiner equipped with fibrillated plates, as shown in Fig. 1. Fibrillation was performed with plate gap clearances down to 30 µm to mechanically delaminate the fiber cell walls. The pulp suspension passing through the fibrillating plates had a controlled consistency of 5% and was circulated through the fibrillating plates for about 80 passes. The fibrillated pulps were disintegrated under hot conditions, according to the ISO 5263-3 (2004) standard and analyzed for their fibril contents using a Bauer McNett classifier at the Laboratory of Pulp and Paper Technology, Department of Forest Products, Faculty of Forestry, Kasetsart University, Thailand, according to the TAPPI T233 cm-06 (2006) standard.
The subsequent stage of microfibril production was screening, where the micro fibrils were separated from the fibrillated pulp. The micro-lignocellulosic fibrils were screened using a Bauer McNett classifier equipped with a screen sieve of 200-mesh. The micro fibrils passed through this screen and were retained on the 400-mesh wire. The obtained micro fibrils were further used to produce the rubber composites and their properties were analyzed, including the fibril morphology and degrees of sedimentation. The morphology of the fibril was observed under a scanning electron microscope after the fibrils had been dried using a critical point drying method (El Boustani et al. 2015). The sedimentation of fibrils was analyzed using the sludge volume test method (Torfs et al. 2016).

Fig. 1. Process diagram of micro-lignocellulosic fibril production
In the study of rubber composite production with micro-lignocellulosic fibrils (MLCF), the fibrils were mixed into the natural rubber latex (0, 5, 1, and 10 parts per hundred rubber, phr) as shown in Table 1, and the solid content of the fibril rubber suspension was controlled at approximately 16 to 50% by weight. Subsequently, the fibril rubber suspension was mixed with the sulfur used as the vulcanizing agent (2 phr) and with the zinc oxide used as the activating agent (1.5 phr), where the viscosity of the fibril rubber suspension was controlled in the range of 300 to 380 cP. In the following stage, the rubber suspension compound was subjected to the forming process using a liquid sprayer equipped with a nozzle with an opening of 2 mm and a controlled pressure of 1 bar. The rubber composite suspension was sprayed into the forming mold (size 20 cm x 20 cm) as shown in Fig. 2. The thickness of the fibril composite samples was controlled at 0.5, 1, and 1.5 mm with the controlled coat weight of 500, 1,000 and 1,500 g/m2, respectively. Next, the fibril rubber suspension compound was oven-dried at 100 °C with hot air circulation, and the rubber setting time was controlled at 24 h. After the drying process, the micro fibril rubber composites were conditioned at 20 °C ± 1 °C and room humidity of 50 ± 2%, according to IS0 187 (1990) standard. The composite samples were observed for their fibril structure in the Z-direction using a scanning electron microscope (SEM-Hitachi SU8020; Hitachi High-Technologies Corporation, Tokyo, Japan). The strength properties of rubber composites were analyzed based on the modified tensile strength testing method according to ISO 37 (1994).
Table 1. Compounding Formulation of Micro-lignocellulosic Fibrils Rubber Composite

The application of the fibril rubber composites was carried out by laminating the invented composites on the building materials using industrial fiber cement board. The rubber suspension compound was prepared similar to the previous section and taken for spraying onto the building materials (Fig. 2), using fiber cement board (size 20 cm x 8 cm x 0.6 cm), prior to oven-drying at 100 °C with hot air circulation. The setting time for the rubber composites was controlled at 24 h. The fiber cement boards with a coated micro fibril rubber composites were analyzed in the following ways: for the color of the coated layer according to AMS-STD-595-Colors Used in Government Procurement; for the bonding strength between the coated layers and the cement board according to the EN 311 (2002) standard; the flexural strength according to the ASTM C1185-08 (2016) standard; the insulation properties (including thermal conductivity and thermal diffusivity) using a hot disk thermal constant analyzer (TCA; Hot Disk AB: TPS2500S; Hot Disk®, Göteborg,
Sweden), according to ISO 22007-2 (2022); and the surface wettability (contact angle test), according to the TAPPI T 458 cm-04 (2004), the water resistance including the surface absorption of water and the swelling under soaking condition, according to the ASTM C127 (2001) standard.

Fig. 2. Process diagram of spray forming and coating production
RESULTS AND DISCUSSION
Production of Micro-Lignocellulosic Fibrils (MLCF)
The fibrillated pulp produced from the mechanical treatment process was examined under a light microscope, which showed that the mechanically treated pulp contained a high portion of microfibrils and the partial remains of some fibers. This indicated that micro-lignocellulosic fibrils could be produced using the high-consistency refining technique. Under the fractionating process, the micro-lignocellulosic fibrils were separated from the treated pulp using the Bauer McNett classifier with the fibrils passed through a screen of 200-mesh size and retained on 400 mesh (R400). The fibril fraction was about 54.6%, while the remaining fibers contained consisted of the long fiber fraction (R48) of about 26.5%, a middle fraction (R100) of about 12.3%, and the short fiber fraction (R200) of about 6.6%, as shown in Fig. 3(a). In the sedimentation analysis, there was no settling in the surface layer by the micro-lignocellulosic fibrils after 24 h of testing, whereas in contrast, the whole pulp and the long fiber did settle, as shown in Fig. 3(b). The microfibrils were dispersed into the surrounding medium with an electrical potential balance in their suspension, indicating that the fractionated microfibrils were suitable for producing a liquid fibril-rubber suspension that was homogeneous, with no fibril sedimentation during the spraying and forming processes. Furthermore, when forming the fibril-rubber suspension in the mold during the drying period, the final product had a uniform fibril distribution in thickness direction of the composite structure due to the lack of sedimentation of filler materials. The production of micro fibrils using the mechanical treatment and the subsequent screening method was required for fractionating the microfibrils used in the spray formation of the rubber composite. The micro-lignocellulosic fibrils collected from the screening process were observed under a light microscope and a scanning electron microscope for observing their morphology, as shown in Figs. 4(a) and 4(b), respectively. The fibrils had a thin, long shape of elements in the range of the nano-to-micro scale, where the fibril width was in a range of about 0.1 to 1.0 µm, and the fibril length was about 100 to 150 µm. Based on the fibril images obtained from scanning electron microscopy, the nano/micro fibrils were derived from the delamination of fiber cells walls that subsequently peeled from their structure. These fibrils were dominantly derived from the secondary layer of fiber cell walls (El Mekawy et al. 2016).


(a) (b)
Fig. 3. Fractionation of fibrillated pulp (a) and sedimentation levels of various fraction of treated pulp analyzed (b)


Fig. 4. Micro-lignocellulosic fibrils observed using a light microscope (a) and using a scanning electron microscope (b)
Micro-Lignocellulosic Fibril Rubber Composites
Structure of micro-lignocellulosic fibril rubber composites
Micro-lignocellulosic fibril rubber composites were produced using the spray forming method, and the various contents of the fibrils are shown in Fig. 4. The increase in fibril contents darkened the rubber composites. The rubber composite without any added fibril content had small air bubbles on the surface, caused by the evaporation of water during the curing and setting process (Fig. 5A). However, the surfaces of the micro-fibril rubber composites were smooth, without air bubbles due to the porous structure of the fibril rubber composite (Fig. 5B and 5C). An examination of the fibril-rubber matrix indicated that the fibrils had strongly bonded with the polymerized rubber (Fig. 6), without any chemical treatment of the fibril surfaces. The fibril orientation inside the composite layer was observed using a scanning electron microscope and indicated that the micro fibrils were distributed homogenously in the Z-direction and the composite structure had neither of the two surfaces with any fibril sedimentation. This meant that the obtained fibrils could be used in spray forming for rubber composites without any sedimentation deposits on the composite structure’s surfaces during forming and drying processes.

Fig. 5. Micro-lignocellulosic fibril rubber composites with various contents of fibrils: (A) no fibril content, (B) fibril content of 5 phr, and (C) fibril content of 10 phr

Fig. 6. Micro-lignocellulosic fibril rubber composites obtained using scanning electron microscope
Reinforcement properties of micro-lignocellulosic fibrils on rubber composites
The micro-lignocellulosic fibrils in the rubber composites had a strong influence on the reinforcement and strength properties of the rubber composite products, which enhanced the modulus of elasticity and tensile strength. Figure 7 shows the effects of the fibril content and thickness of the rubber composite on the composite product’s strength. The fibrils contained in the rubber composites made with 0, 5, and 10 phr had tensile strengths of 0.18, 2.66, and 4.75 kN/m, respectively, for a composite thickness of 0.5 mm. When the thickness of the rubber composite was increased to 1.5 mm, the tensile strengths for the three different rubber contents increased to 0.96, 7.63, and 10.13 kN/m, respectively. Without any fibril content, the thickness of rubber composites had less influence on the tensile strength and elastic modulus, as increasing the rubber composite thickness from 0.5 to 1.5 mm only increased the tensile strength from 0.18 to 0.96 kN/m and the elastic modulus from 4.63 to 7.01 MPa. In contrast, in the composite with a fibril content of 10 phr, increasing the thickness from 0.5 to 1.5 mm had a major impact on the tensile strength. The strength increased from 4.75 to 10.13 KN/m, and also on the elastic modulus increased from 383.57 to 582.80 MPa, compared with the rubber compounds without fibril content of thickness 0.5 to 1.5 mm, for which the strength and the modulus was less effected. This result shows clearly that the reinforcement fibril materials have strongly enhancing the modulus and strength of rubber composite materials where the rubber matrix holds the micro fibrils together (Fig. 6), while the micro fibrillated fibrils have a good bonding network (Alince et al. 2001), enhancing energy absorption of fibril rubber matrix under deforming stress.


(a) (b)
Fig. 7. Tensile strength and elastic modulus of micro-lignocellulosic fibril rubber composites with various contents of fibrils
Application of Micro-Lignocellulosic Fibril Rubber Composites on Fiber Cement Board
Coated composite layers and their bonding
The coated micro fibril rubber composites on fiber cement board had various colors depending on the degree of fibril contents, as shown in Fig. 8. Increasing the fibril contents in the rubber layers resulted in increasing the light absorption, with a reduction in the L* value, which resulted in the darkening of products. The coated composite with no micro fibril content had a yellow color and the 5 phr micro fibril content had an olive yellow color, while the 10 phr micro fibril content had a khaki color.
The ply bond between the coated micro-lignocellulosic fibril composites and the fiber cement boards was measured using a universal testing machine of the composite material. Increasing the content of coated microfibrils in the rubber composite on the fiber cement board increased the force required to pull the microfibril rubber composite off the fiber cement board. The ply bond test was carried out using the coated cement boards with the rubber composites containing fibrils of 0, 5, and 10 phr and a coated thickness of 1.5 mm. It was found that the maximum force for breaking the bonding between the coated microfibril rubber composite and cement boards was 0.10, 0.26, and 0.43 MPa, respectively, indicating that a higher microfibril content in the rubber composites could potentially increase the bond with the fiber cement board. According to the wetting theory of adhesives (Ebnesajjad 2014) and the observation of separated interface contact surfaces between the fibril rubber composite and the cement board (Fig. 9), the interface area of fibril rubber composites had a good wetting, partial cement board peeled off attached on their interface contact surfaces, while the rubber compounds with no fibrils had a poor wetting, would be caused by air bubbles on their contact surfaces (Fig. 5).

Fig. 8. Coated micro fibril rubber composites with various fibril contents on fiber cement board

Fig. 9. Separated interface contact surfaces of microfibril rubber composites (a) and rubber composites with no fibril content (b) on fiber cement boards.
Thermal insulation properties
Thermal insulation properties were based on thermal conductivity and heat diffusion properties. It was found that the coated micro-fibril rubber composites on the fiber cement board had lower values for thermal conductivity and thermal diffusivity, thus improving the thermal insulation properties of the fiber cement board. In the analysis of thermal conductivity, the coated natural rubber sample without any fibril content and the micro-fibril rubber composites both noticeably reduced the thermal conductivity of the fiber cement board materials. The natural rubber had a strong effect on thermal conductivity, while the fibril content had less effect. Figure 10(a) shows that the uncoated fiber cement board with thickness of 6 mm had a thermal conductivity of 0.582 w/mK, whereas after lamination with microfiber rubber composites that were 0.5-mm thick, the thermal conductivity values were 0.299, 0.388, and 0.3140 w/mK for microfiber contents of 0, 5, and 10 phr, respectively. In the coated composites with a thickness of 1 mm, the thermal conductivity was 0.196, 0.230, and 0.205 w/mK for microfiber contents of 0, 5, and 10 phr, respectively, and for a thickness of 1.5 mm, the thermal conductivity values were 0.167, 0.189, and 0.178 w/mK, respectively. The thermal conductivity mechanism of materials is dependent on the heat transferred of materials, distance, and area of isothermal planes and temperature difference (Shah 2019). According to the thermal conductivity mechanism, the raw material properties had a strong influence on thermal conductivity of the studied composites, where the thermal conductivity of jute fiber was about 0.2976 W/mK (Jawaid et al. 2017), while for natural rubber it was 0.15 W/mK. Therefore, increasing the level of micro-lignocellulosic fibril content from 0 to 10 phr had less effect on the conductivity of fibril rubber composites, but it clearly reduced thermal conductivity of coated cement boards.
However, heat diffusivity was greatly reduced with an increase in the level of micro-lignocellulosic fibrils in the sheet rubber composites. The thermal diffusion of the uncoated fiber cement board was 0.45 mm2/s (Fig. 10b). The coated microfiber rubber composites with a thickness of 0.5 mm and microfiber contents of 0, 5, and 10 phr had thermal diffusion values of 0.709, 0.595, and 0.544 mm2/s, respectively. With a fibril rubber composite thickness of 1 mm, thermal diffusion was reduced to 0.466, 0.374, and 0.231 mm2/s, respectively, and with a thickness of 1.5 mm, the thermal diffusion was reduced further to 0.261, 0.222, and 0.168 mm2/s, respectively. These results showed that the thickness of coated layers containing the micro fibril rubber composites needed to be greater than 1 mm to obtain an efficient reduction in thermal diffusivity.


(a) (b)
Fig. 10. Thermal conductivity (a) and thermal diffusivity (b) of coated fiber cement using different micro-lignocellulosic fibril rubber composites
Water absorption and thickness swelling
The analysis of water resistance of products was performed by examining the surface absorption of water and swelling under soaking conditions. The waterproof properties of the cement board coated with micro-lignocellulosic fibril rubber composite were examined where the water had been dropped onto the surface of products. The droplet contact angles after 60 second were 128° to 130° with the coated fibril rubber composites of MLCF 0-10 phr (Fig. 11), while the fiber cement boards had the droplet contact angle of 0°. The latter droplets totally penetrated the cement board structures. This result shows that the water did not penetrate the microfibril rubber composite layer, while in testing with uncoated cement board, the water could be absorbed, indicating that the rubber composite layer on the surface of the fiber cement board acted as a water proofing material. Under soaking conditions, the results showed that there was no difference in thickness swelling of the final products between the coated micro-lignocellulosic fibril rubber composite and the product base of fiber cement board, as shown in Fig. 12. The coated microfibril rubber composites did not peel off the fiber cement board. However, the water absorption value of the fiber cement board was somewhat reduced when the product was coated with microfibril rubber composites on the fiber cement board.

Fig. 11. Contact angle of water drop measured after 60 s absorption with fiber cement board (a), MLCF 0 phr (b), MLCF 5 phr (c) and MLCF 10phr (d)

Fig. 12. Water absorption values of coated microfibril rubber composites
Flexural strength properties
The mechanical properties of the coated micro-lignocellulosic fibril rubber composite on fiber cement board were analyzed based on flexural strength, MOR, MOE, and toughness properties. The results showed that there were no significant differences in the maximum flexural forces between the fiber cement boards and the coated products, as shown in Fig. 13. However, under flexural testing, the elongation values of the coated microfibril rubber composites were higher than for the fiber cement board alone, resulted from crosslinked rubber enhancing elastic properties. The maximum flexural force of the fiber cement board was about 49.8 kgf, and the maximum flexural forces of the coated micro-lignocellulosic fibril rubber composites with fibril contents of 0 phr, 5 phr, and 10 phr were about 44.1, 46.9, and 51.2 kgf, respectively. The MOR of the fiber cement board was 19.6 MPa, while the values for the coated micro-lignocellulosic fibril rubber composites with fibril contents of 0 phr, 5 phr, and 10 phr were 14.7, 16.3, and 16.4 MPa, respectively (Fig. 14). The MOE for the fiber cement board was 7,000 MPa, while the values for the coated micro-lignocellulosic fibril rubber composites with fibril contents of 0 phr, 5 phr, and 10 phr were 4820, 4380, and 5430 MPa, respectively (Fig. 14). Based on these results, it was hypothesized that the reductions in the MOR and MOE might have been due to the composite products having different strengths in the thickness direction, which resulted in a weak point in the coated products; furthermore, the thickness and the bending distance of the coated products were taken into account in the MOR and MOE calculations, resulting in lower results for MOR and MOE while the maximum flexural forces were not different.
However, the analysis of product toughness indicated a substantial improvement. The toughness of the fiber cement board was 11.8 N/m, with coated microfiber rubber composites on fiber cement board containing 0, 5, and 10 phr had toughness values of 12.7, 13.4, and 19.2 N/m, respectively (Fig. 13). Increasing the fibril content in the rubber composite resulted in increased product toughness, which could potentially withstand a high breaking force during construction.


(a) (b)
Fig. 13. Flexural forces (a) and toughness (b) of coated fiber cement with different micro-lignocellulosic fibril rubber composites


(a) (b)
Fig. 14. MOR (a) and MOE (b) of coated fiber cement with different micro-lignocellulosic fibril rubber composites
CONCLUSIONS
- Micro-lignocellulosic fibrils could be produced by mechanical treatment processing of jute fiber. The mechanical pulp was fibrillated and fractionated yielding microfibrils of about 54.6% of fibrillated pulp. The obtained micro fibrils had good water-suspended materials with fibril widths and lengths in the ranges 0.1 to 1.0 µm and 100 to 150 µm, respectively.
- The micro-fibril rubber composite could be produced using a spray coating technique. The rubber suspension was prepared with micro-fibril content containing rubber up to 10 phr, sulfur at 2 phr, and zinc oxide at 1.5 phr. The solid content of suspension was controlled in the range 17.0 to 49.4%, and the viscosity was in the range 300 to 380 cP. The fibril rubber composite suspension could be formed using a spraying method into the forming mold and was cured at 100 °C with hot air circulation.
- The obtained micro-fibril rubber composites had a homogenous distribution of microfibrils in the composite structure. There was good surface bonding between the microfibrils and the rubber polymer. Increasing the level of microfibril content enhanced the reinforcement properties, resulting in high tensile strength, modulus of elasticity, and tensile stiffness of the rubber composites.
- The application of the micro-lignocellulosic fibril rubber composites coated on fiber cement boards for use as a building material improved the waterproofing and insulation properties of the product, with good bonding between the coated micro-lignocellulosic fibril composites and the fiber cement board. The toughness of the final building product was substantially improved.
ACKNOWLEDGMENTS
This research is funded by Kasetsart University through the Graduate School Fellowship Program, which we gratefully acknowledge.
REFERENCES CITED
Alince, B., Porubská, J., and van de Ven, T. G. M. (2001). “Effect of model and fractionated TMP fines on sheet properties,” in: The Science of Papermaking, 12th Fundamental Research Symposium in the Oxford and Cambridge series 2001, C. F. Baker (ed.), FSC, Manchester, pp. 1343-1355.
ASTM C127 (2001). “Standard test method for density, relative density (specific gravity), and absorption of coarse aggregate,” ASTM International, West Conshohocken, PA, USA.
ASTM C1185-08 (2016). “Standard test methods for sampling and testing non-asbestos fiber-cement flat sheet, roofing and siding shingles, and clapboards,” ASTM International, West Conshohocken, PA, USA.
Chan, C. H., Joy, J., Maria, H. J., and Thomas, S. (2013). “Natural rubber-based composites and nanocomposites: State of the Art, new challenges and opportunities,” in: Natural Rubber Materials, S. Thomas (Ed.), the Royal Society of Chemistry, London, UK, pp. 1-33.
Datta, J., and Włoch, M. (2016). “Preparation, morphology and properties of natural rubber composites filled with untreated short jute fibres,” Polymer Bulletin 74, 763-782.
Ebnesajjad, S. (2014). Surface Treatment of Materials for Adhesive Bonding, Elsevier, Waltham, USA.
El Boustani, M., Brouillette, F., Lebrun, G., and Belfkira, A. (2015). “Solvent-free acetylation of lignocellulosic fibers at room temperature: Effect on fiber structure and surface properties,” Journal of Applied Polymer Science 132(29), article 42247. DOI: 10.1002/app.42247
El Mekawy, A., Mohanakrishna, G., Srikanth, S., and Pant, D. (2016). “The role of bioreactors in industrial wastewater treatment,” in: Environmental Waste Management, R. Chandra (ed.), Taylor & Francis Group, LLC, London, UK, pp. 157-159. DOI: 10.1201/b19243-11
EN 311 (2002). “Wood-based panels – Surface soundness – Test method,” European Committee for Standardization, Brussels, Belgium.
Gallos, A., Paës, G., Allais, F., and Beaugrand, J. (2017). “Lignocellulosic fibers: A critical review of the extrusion process for enhancement of the properties of natural fiber composites,” RSC Advances 7(55), 34638-34654. DOI: 10.1039/c7RA05240E
Gullichsen, J. (1999). “Fiber line operations,” in: Chemical Pulping (Papermaking Science and Technology, Book 6, Vol. 6A), J. Gullichsen, and H. Paulapuro (eds.), Fapet Oy, Helsinki, Finland, pp. 27-28.
Hurtado, P. L., Rouilly, A., Vandenbossche, V., and Raynaud, C. (2016). “A review on the properties of cellulose fibre insulation,” Building and Environment 96, 170-177. DOI: 10.1016/j.buildenv.2015.09.031
Ismail, H., Edyham, M. R., and Wirjosentono, B. (2001). “Bamboo fibre filled natural rubber composites: The effects of filler loading and bonding agent,” Polymer Testing 21(2), 139-144. DOI: 10.1016/S0142-9418(01)00060-5
ISO 37 (1994). “Rubber, vulcanized or thermoplastic – Determination of tensile stress-strain properties,” International Organization for Standardization, Geneva, Switzerland.
ISO 187 (1990). “Paper, board and pulps – Standard atmosphere for conditioning and testing and procedure for monitoring the atmosphere and conditioning of samples,” International Organization for Standardization, Geneva, Switzerland.
ISO 5263-3 (2002). “Pulps – Laboratory wet disintegration – Part 3: Disintegration of mechanical pulps at ≥ 85 °C,” International Organization for Standardization, Geneva, Switzerland.
ISO 22007 (2022). ” Plastics – Determination of thermal conductivity and thermal diffusivity – Part 2: Transient plane heat source (hot disc) method,” International Organization for Standardization, Geneva, Switzerland.
Jawaid, M., Saba, N., Alothman, O. Y., Khalil, H. P. S. A., and Mariatti, M. (2017). “Thermal conductivity behavior of oil palm/jute fibre-reinforced hybrid composites,” in: AIP Conference Proceedings, American Institute of Physics, New York, NY, USA, pp. 030007-1-030007-5.
John, M. J., and Anandjiwala, R. D. (2008). “Recent developments in chemical modification and characterization of natural fiber-reinforced composites,” Polymer Composites 29(2), 187-207. DOI: 10.1002/pc.20461
Kazemi, H., Mighri, F., and Rodrigue, D. (2022). “A review of rubber biocomposites reinforced with lignocellulosic fillers,” Journal of Composites Science 6(7), article 183. DOI: 10.3390/jcs6070183
Kongcrup, J., Savangsrisutikun, W., Somboon, P., and Witayakran, S. (2017). “Characteristics and papermaking potential of jute fibers produced by soda and refiner mechanical pulping methods,” ASEAN Bioenergy and Bioeconomy Conference: Sustainable Management and Partnership, Bangkok, Thailand.
Lozada, E. R., Gutierrez Aguilar, C. M., Jaramillo Carvalho, J. A., Sanchez, J. C., and Barrera Torres, G. (2023). “Vegetable cellulose fibers in natural rubber composites,” Polymers (Basel) 15(13), article 2914. DOI: 10.3390/polym15132914
Mente, P., Motaung, T., and Hlangothi, S. (2016). “Natural rubber and reclaimed rubber composites–A systematic review,” Polymer Science 2(1), article ID 100015. DOI: 10.4172/2471-9935.100015
Petinakis, E., Yu, L., Simon, G., and Dean, K. (2013). “Natural fiber bio-composites incorporating poly(lactic acid),” M. A. Masuelli (ed.), Fiber Reinforced Polymers – The Technology Applied for Concrete Repair, InTech, Rijeka, Croatia, pp. 41-59.
Ramlee, N. A., Naveen, J., and Jawaid, M. (2021). “Potential of oil palm empty fruit bunch (OPEFB) and sugarcane bagasse fibers for thermal insulation application – A review,” Construction and Building Materials 271, article ID 121519. DOI: 10.1016/j.conbuildmat.2020.121519
Shah, H. (2019). “Thermal Conductivity,” (https://byjus.com/chemistry/thermal-conductivity/). Accessed 01 August 2019.
Sundholm, J. (1999). “What is mechanial pulping?,” in: Mechanical Pulping (Papermaking Science and Technology, Book 5), J. Gullichsen, and H. Paulapuro (eds.), Fapet Oy, Helsinki, Finland, pp. 17-21.
TAPPI T233-06 (2006). “Fiber length of pulp by classification,” TAPPI Press, Atlanta, GA, USA.
TAPPI T 458 cm-04 (2004). “Surface wettability of paper (angle of contact method),” TAPPI Press, Atlanta, GA, USA.
Torfs, E., Nopens, I., Winkler, M. K. H., Vanrolleghem, P. A., Balemans, S., and Smets, I. Y. (2016). “Settling tests,” in: Experimental Methods in Wastewater Treatment, M. C. M. v. Loosdrecht, P. H. Nielson, C. M. Lopez-Vazquez, and D. Brdjanovic (eds.), IWA Publishing, London, UK, pp. 235-259.
Article submitted: September 22, 2023; Peer review completed: October 21, 2023; Revised version received: October 30, 2023; Accepted: November 13, 2023; Published: November 30, 2023.
DOI: 10.15376/biores.19.1.620-634