
Abstract
Beech (Fagus sylvatica L.) and pine (Pinus sylvestris L.) wood specimens were heat-treated separately at three different temperatures (170 °C, 190 °C, and 210 °C) with steam treatment method (STM), oil treatment method (OTM), and hot-air treatment method (HTM). Then, the specimen surfaces were coated with water-based, polyurethane-based, and oil-based varnishes according to industrial applications. The study results show that both hardness and adhesion strength values of STM and HTM treated specimens were similar for both wood species. In contrast, these values were generally lower in OTM-treated specimens. For all applied methods, heat treatment temperature had no significant effect on hardness values. Varnish adhesion strength decreased in all heat-treated wood specimens compared to untreated specimens. Adhesion strength also decreased in STM- and HTM-treated specimens with increasing heat treatment temperature. Hardness values increased in all specimens coated with polyurethane- and water-based varnish compared to the specimens without varnish. However, hardness decreased in the specimens coated with oil-based varnish. In contrast, the highest adhesion resistance was determined in the specimens coated with oil-based varnish under all heat treatment conditions. In addition, the heat treatment method is more effective relative to the hardness values and the treatment temperature is more effective relative to the adhesion strength of varnished pine and beech specimens.
Download PDF
Full Article
Adhesion Strength and Pendulum Hardness of Some Coatings in Wood Heat-treated by Different Methods
Huseyin Pelit,a,* Erol Koc,b and Nevzat Cakicier c
Beech (Fagus sylvatica L.) and pine (Pinus sylvestris L.) wood specimens were heat-treated separately at three different temperatures (170 °C, 190 °C, and 210 °C) with steam treatment method (STM), oil treatment method (OTM), and hot-air treatment method (HTM). Then, the specimen surfaces were coated with water-based, polyurethane-based, and oil-based varnishes according to industrial applications. The study results show that both hardness and adhesion strength values of STM and HTM treated specimens were similar for both wood species. In contrast, these values were generally lower in OTM-treated specimens. For all applied methods, heat treatment temperature had no significant effect on hardness values. Varnish adhesion strength decreased in all heat-treated wood specimens compared to untreated specimens. Adhesion strength also decreased in STM- and HTM-treated specimens with increasing heat treatment temperature. Hardness values increased in all specimens coated with polyurethane- and water-based varnish compared to the specimens without varnish. However, hardness decreased in the specimens coated with oil-based varnish. In contrast, the highest adhesion resistance was determined in the specimens coated with oil-based varnish under all heat treatment conditions. In addition, the heat treatment method is more effective relative to the hardness values and the treatment temperature is more effective relative to the adhesion strength of varnished pine and beech specimens.
DOI: 10.15376/biores.18.4.7353-7366
Keywords: Adhesion strength; Beech wood; Heat treatment method; Pine wood; Pendulum hardness; Varnishes
Contact information: a: Department of Wood Products Industrial Engineering, Faculty of Forestry, Duzce University; 81620, Duzce, Turkey; b: Institute of Postgraduate Education, Duzce University; 81620, Duzce, Turkey; c: Department of Forest Industrial Engineering, Faculty of Forestry, Duzce University; 81620, Duzce, Turkey; *Corresponding author: huseyinpelit@duzce.edu.tr
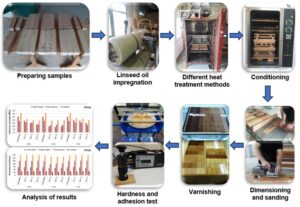
GRAPHICAL ABSTRACT
INTRODUCTION
As a renewable and natural composite material, wood is an ideal material for many structural and non-structural applications. This is due to its superior properties, such as easy processing and low energy consumption, high strength-to-weight ratio, and attractive appearance. However, the insufficient dimensional stability and biological resistance can limit the usage areas of natural wood. Therefore, there is a need for modification processes that will reduce the hygroscopic behavior of wood to increase dimensional stability as well as resistance to biological organisms such as fungi and insects. Heat treatment, chemical modification, surface modification, impregnation, and densification processes are applied as wood modification methods (Rowell 2012; Sandberg et al. 2017; Lee et al. 2018a).
Heat treatment, or thermal treatment, is the most widely commercialized wood modification method; it is applied to improve some properties of wood at temperatures above 160 °C, without the use of chemical additives and in a limited oxygen environment (Militz 2005; Torniainen et al. 2021). For thermal modification processes, temperatures above 240 °C are not used because of the excessive degradation of wood components (Hill et al. 2021). Although heat treatment is a physical process, it causes chemical changes in the basic components of wood (cellulose, hemicellulose, and lignin) that affect properties such as hygroscopicity, dimensional stability, and biological resistance (Boonstra 2016). As a result of heat treatment, the equilibrium moisture content (EMC) of wood decreases and its dimensional stability improves significantly (Esteves et al. 2007; Korkut and Güller 2008; Kaygın et al. 2009; Aydemir et al. 2011; Kocaefe et al. 2015; Hill et al. 2021). At the same time, the improvement in decay resistance against biological organisms, such as fungi, insects, and termites are one of the most prominent properties imparted to wood by heat treatment (Kamdem et al. 2002; Pelit and Yalçın 2017; Lee et. al. 2018b). Moreover, after heat treatment, the wood color darkens homogeneously and can be more visually interesting (Bekhta and Niemz 2003; Toker et al. 2016; Pelit 2017; Sivrikaya et al. 2019). However, mechanical strength and hardness properties of heat-treated wood generally decrease due to high temperatures (Bekhta and Niemz 2003; Korkut et al. 2008; Pelit et al. 2015; Pelit and Yorulmaz 2019).
Changes in the surface properties of heat-treated wood affect further applications such as gluing or coating (Nuopponen et al. 2003; Gérardin 2016). When wood is subjected to heat treatment at high temperatures, the surface of the wood becomes hydrophobic, and the absorption of varnishes and glues occurs more slowly in comparison to untreated wood. The temperature drastically affects the superficial energy of wood, which limits the use of normal finishes with heat-treated wood (Vernois 2001; Esteves and Pereira 2009). Even if heat treatment increases the hydrophobic character of the wood, it has no adverse effect on the wetting of wood surfaces with waterborne coatings. On the contrary, exterior waterborne coatings exhibit much better wetting on modified wood (Petrič et al. 2007).
Different heat treatment methods and processes are used in many countries, and these applications are being further developed over the course of time (Esteves and Pereira 2009; Sandberg et al. 2013). The heat treatment can be carried out in different atmospheric environments, such as air, nitrogen, and water. Each environment causes a different degree of variation in the properties of the treated wood (Lee et al. 2018a). Hot air, hot oil, hygrothermal, and hydrothermal processes are commonly used heat treatment methods. The main differences between these methods are based on the treatment conditions applied (wet and dry treatment, heating medium, use of protective gas, heating and cooling phases, application time, etc.), the equipment required for heat treatment application (heat treatment boiler, treatment furnace, etc.), and the wood material properties used (wood species, moisture content, dimensions, etc.) (Boonstra 2008).
The color stability resistance of heat-treated wood to external environmental conditions is better than that of untreated wood. However, if the surface of heat-treated wood is not coated with a preservative, discoloration occurs, as in untreated wood (Syrjanen and Kangas 2000; Ayadi et al. 2003). It is well known that the dimensional stability and biological resistance of heat-treated wood material increases, depending on the application parameters. However, as with untreated wood, heat-treated wood is affected by various environmental factors and especially its aging performance decreases. For this reason, it is important to cover the heat-treated wood with a surface material, such as varnish and paint, to preserve the positive properties imparted to the wood by heat treatment for a longer period.
Varnishes and paints are commonly used surface treatments to protect wood and give it an aesthetic appearance, and they form the outermost layer of treated wood. Alkyd (oil-based), polyurethane, acrylate, polyester, and nitrocellulose are widely used as binder resins for varnishes or paints. In addition, special resins can be obtained by using combinations of these resins in different amounts (Sönmez and Budakçı 2004; Sönmez 2005; Rowell 2012). In the selection of the binder resin, the place where wood or wood-based materials will be used and the possible effects it may encounter here are decisive. The objective of the present study was to determine the adhesion strength performance and pendulum hardness properties of varnishes with different structures applied to heat-treated wood surfaces by different methods at various temperature levels.
EXPERIMENTAL
Materials
Wood material
Scotch pine (Pinus sylvestris L.) and European beech (Fagus sylvatica L.) woods were studied because they are widely used in the furniture industry and decoration applications. Woods with a moisture content of approximately 11% were selected randomly from a timber company in Düzce, Turkey. Wood specimens were cut in draft dimensions of 15 mm × 70 mm × 350 mm (tangential × radial × longitudinal) from sapwood of boards. Before heat treatment, the specimens were held in a conditioning cabin of relative humidity (RH) 65% at 20 °C until they reached a stable weight. The air-dry density of pine and beech specimens was 572 and 587 kg/m3, respectively.
Heat treatments
Heat treatments of the pine and beech specimens were carried out under three different conditions: steam treatment method (STM), oil treatment method (OTM), and hot-air treatment method (HTM). For all heat treatment methods, the wood specimens were heat treated at three different targeted temperature levels (170 °C, 190 °C, and 210 °C). For all three methods, the heat treatment time at the target temperatures was 2 h and the total heat treatment time was 36 h. Thus, it was ensured that the heat treatment temperatures and times were equal in all methods.
The STM process was performed in three stages: (1) drying at elevated temperature, (2) thermal treatment, and (3) cooling and conditioning; and under the protection of water vapor according to the methods described in the ThermoWood Handbook (Finnish ThermoWood Association 2003). In the OTM process, wood specimens were first impregnated with linseed oil. Before impregnation, the specimens were dried at 60 °C for 48 h and weighed. Linseed oil was diluted with a synthetic thinner at the rate of 25% by weight. A cylindrical tank assembly with a vacuum holder was used in the impregnation of the wood specimens. A pre-vacuum equivalent pressure of 760 mm Hg was applied to the specimens for 30 min and then the pressure of 8 bar was applied for 30 min.
The OTM and HTM processes were completed under atmospheric pressure for targeted temperatures and times. After all heat treatment processes, the specimens remained in a conditioning cabin (RH 65% ± 3% and 20 °C ± 2 °C) until they reached a stable weight. Then, specimens were cut in final dimensions of 10 mm × 60 mm × 80 mm (tangential × radial × longitudinal). The test specimens were prepared in a number (216 pieces for each wood species and 432 pieces in total) sufficient to accommodate six repetitions (n = 6) for each variable in the study. Then, the surfaces of the specimens were sanded with 150 and 180 grit sandpaper, respectively, and the dust was removed with the help of compressed air and a cloth, and the specimens were made ready for varnishing.
Application of varnishes
Water-based, oil-based, and polyurethane-based (two-component) wood varnishes were used for the coating of heat-treated and control wood specimens. In the selection of varnish types, the fact that they are frequently preferred for interior or exterior applications has been effective. Some technical specifications of the varnishes used are shown in Table 1. The recommendations of the varnish manufacturers were taken into consideration in the preparation and application of varnishes.
Table 1. Some Properties of Varnishes

Polyurethane-based varnishes were applied as filler coat and topcoat. The polyurethane filler varnish was applied in two cross coats, and after waiting for 12 h the surfaces of the specimens were sanded with 320-grit sandpaper. Then, polyurethane topcoat varnish was applied to the surfaces of the dust-cleaned specimens in two cross coats with an interval of 20 min. Water-based varnish was applied in three coats with an interval of 4 h, and oil-based varnish was applied in three coats with an interval of 24 h. For both varnishes, the surfaces were lightly sanded with 320-grit sandpaper between coats. After varnish applications, all specimens were kept parallel to the ground plane and under ambient conditions (about 22 °C and RH 60%) for four weeks. Before the tests, the specimens were conditioned at 23 °C ± 2 °C and RH 50% ± 5% for 24 h.
Methods
The retention amount values of wood specimens impregnated with linseed oil were determined using Eq. 1,
Amount of retention (kg/m3) = (G × C) / V × 10 (1)
where G is the amount (g) of linseed oil absorbed by the specimens, C is the concentration (%) of the linseed oil solution, and V is the volume (cm3) of the wood specimens.
Pendulum hardnesses were determined in accordance with TS EN ISO 1522 (2022) and according to the König measurement method (Pendulum Damping Tester, Model 299/300 Erichsen, Hemer, Germany). Surface hardness measurements of the control and treated wood specimens were made by counting the oscillations from 6º to 3º of the pendulum oscillating with two balls with a hardness of 63 ± 3.3 HRC and a diameter of 5 ± 0.0005 mm. Surfaces with a high number of oscillations are hard and those with fewer oscillations have lower hardness (Sönmez 1989).
The adhesion strength (or pull-off) of the varnishes was determined by Positest AT-A tester (DeFelsko Corporation, Ogdensburg, NY, USA) in accordance with TS EN ISO 4624 (2016). Experiment cylinders with a diameter of 20 mm were adhered to the specimen surfaces at room temperature (about 22 °C) with the help of a mold. The specimens were kept in this state for 24 h. In the gluing process, a two-component epoxy resin adhesive with 150 ± 10 g/m2 calculation was used, which has no dissolving effect on the varnish layer. The varnish layer around the glued cylinders was cut with an apparatus to ensure that the rupture occurred from the varnish layer. Then, the pulling speed of the test device was set to 0.5 mm/min and the tests were conducted. If adhesion failure occurred after the test, the process was repeated. The adhesion strength of the varnishes was calculated according to Eq. 2,
Adhesion strength (MPa) = 4F / π.d2 (2)
where F is the rupture force (N) and d is the diameter of the experiment cylinder (mm).
Statistical analysis
The MSTAT-C 2.1 statistical software (Michigan State University, East Lansing, MI, USA) was used for data analysis. Analysis of variance (ANOVA) tests were performed to determine the effect of heat treatments applied by different methods and at different temperatures on hardness and adhesion strength of varnishes applied to pine and beech wood specimens at the 0.05 significance level. Duncan’s one-way tests were conducted for comparisons between the means of the selected properties for each wood species.
RESULTS AND DISCUSSION
The mean amount of retention determined for pine and beech specimens pre-impregnated with linseed oil before OTM was 318 and 394 kg/m3, respectively. The amount retained was higher in beech wood. It can be said that the impregnability properties of the wood species affected the results.
The ANOVA results for pendulum hardness and adhesion strength of wood samples heat-treated under different conditions and coated with different varnishes are shown in Table 2. According to the findings, the effects of heat treatment method, heat treatment temperature, and varnish type on tested properties for pine and beech woods were statistically significant (p ≤ 0.05). Only the effect of heat treatment method on adhesion strength of beech specimens was insignificant.
The highest hardness average regarding heat treatment method was in the specimens treated with STM and HTM (81.05 and 80.95 for pine; 86.67 and 86.77 for beech, respectively), while the lowest was obtained in the specimens treated with OTM (73.84 for pine and 80.59 for beech) (Table 3). For both wood species, the surface hardness values of the STM and HTM treated specimens were similar. At all temperature levels, both before and after varnishing, hardness values were lower in OTM-treated specimens (Fig. 1). In these specimens, it was observed that the linseed oil impregnation before heat treatment had a reducing effect on the hardness values and the same effect continued after varnishing.
Table 2. ANOVA Results for Hardness and Adhesion Strength of Wood Specimens

* Significant at 95% confidence level; NS: not significant
Table 3. Duncan’s Test Results for Means of Hardness and Adhesion Strength Values

SG: statistical group (different letters denote significant differences)
For pine wood, the maximum hardness average in the heat treatment temperature level was obtained in the untreated specimens (80.2) and the minimum was determined in specimens that were heat treated at 170, 190, and 210 °C (77.7, 78.3, and 78.3, respectively) and the difference between them was statistically insignificant. For beech wood, the maximum hardness average was obtained in the specimens untreated and heat treated at 190 °C (85.2 and 85.6) and the minimum was determined in specimens heat treated at 170 °C and 210 °C (84.1 and 83.9, respectively) (Table 3). For both unvarnished and varnished specimens, the hardness values after STM and HTM processes increased slightly compared to untreated specimens (Fig. 1).


Fig. 1. Pendulum hardness values of heat treated and varnished pine and beech specimens
This was due to the decrease in the EMC of the specimens after heat treatment. It is well known that the EMC of heat-treated wood is lower than that of untreated wood (Esteves and Pereira 2009; Boonstra 2016; Gérardin 2016; Hill et al. 2021). In the literature, it has been reported that excess moisture in the wood material has a decreasing effect on the surface hardness value and higher surface hardness values were obtained at 8% moisture content compared to 10% and 12% moisture content (Sönmez et al. 2011). Contrastingly, surface hardness values decreased after OTM compared to untreated specimens. However, in all methods, it was observed that the variation in heat treatment temperature did not have a significant effect on the hardness values (Fig. 1).
In a previous study, it was stated that for heat-treated (by ThermoWood method) and varnished pine wood, the pendulum hardness of heat-treated specimens at lower temperature and time increased, but the hardness decreased again with the increase in temperature and time (Gurleyen et al. 2017). Çakıcıer et al. (2011) reported that the surface hardness of varnished samples after heat treatment was lower than that of varnished untreated samples and that the surface hardness generally decreased with increasing heat treatment temperature and time for the varnishes and wood species used in the study.
Regarding varnish type, the highest hardness average for both wood species was in the specimens with polyurethane-based varnish applied (137.7 for pine and 139.0 for beech), while the lowest was obtained in the specimens with oil-based varnish applied (27.2 for pine and 28.5 for beech) (Table 3). For all heat treatment methods and temperatures, the hardness value increased in the specimens coated with polyurethane- and water-based varnish compared to the samples unvarnished (Fig. 1). This was attributable to the fact that the hardness of the dried varnish layer is higher than the surface hardness of the wood material. In the oil-based varnish-coated specimens, the surface hardness value decreased compared to the unvarnished specimens. It can be said that the formation of a more flexible layer on the wood material surfaces, depending on the resin properties of oil-based varnishes, had an effect on the results. A previous study stated that oil-based varnishes give softer and more flexible layers than other varnishes due to the oil alkyds used in their production and that when these oils are used in excess, layer hardness decreases and flexibility increases (Sönmez and Budakçı 2004).
With respect to heat treatment method, the highest adhesion strength average for pine wood was determined in the specimens treated with STM and HTM (2.91 and 3.00 MPa) and the lowest was found in the specimens treated with OTM (2.67 MPa). For beech wood, the difference between heat treatment methods on adhesion resistance averages was statistically insignificant (Table 3). At all temperature levels, the adhesion strength of STM- and HTM-treated specimens were similar. The adhesion strength of OTM-treated pine and beech specimens was generally lower. This is more pronounced in pine specimens. However, as an exception, beech specimens treated with OTM and coated with oil-based varnish showed higher adhesion strength than the other two methods (Fig. 2). It was observed that pre-impregnation with linseed oil in the OTM process negatively affected the varnish adhesion strength, especially in pine specimens. This is because the dried oil layer settling in the wood material cavities reduced the mechanical adhesion between the varnish and the wood material. In previous studies, it was reported that the adhesion resistance of subsequently applied varnishes or paints decreased for wood materials treated with oil-containing preservatives (Sönmez and Budakçı 2001; Budakçı and Sönmez 2005). In addition, it was stated that the adhesion strength of water-based varnish decreased in pine and fir wood samples heat-treated with linseed oil (Kesik et al. 2017).
The highest adhesion strength average for both wood species in the heat treatment temperature level was obtained in the untreated specimens (3.51 MPa for pine and 3.72 MPa for beech), while the lowest was determined in the specimens heat treated at 210 °C (2.52 MPa for pine and 2.57 MPa for beech) (Table 3). After the heat treatments applied by all methods, the adhesion strength values decreased compared to the control (non-heat treated) specimens. In STM and HTM methods, the adhesion strength values also decreased with the increasing heat treatment temperature (Fig. 2).


Fig. 2. Adhesion strength values of varnishes applied to heat treated pine and beech specimens
Observations after the adhesion test on these samples showed that the ruptures were generally in the form of fiber rupture from the wood material. In the literature, it was reported that varnish adhesion strength decreases with increasing temperature after heat treatment and this is due to possible weakening of intermolecular bonds as a result of thermal degradation of the chemical components of wood. This indicates that the adhesion bonds between the varnish layer and wood are higher than the cohesive bonds of wood molecules that are degraded by heat treatment (Pelit 2014). In addition, the low adhesion strength of heat-treated wood was attributed to microcracks in the wood cell walls (Can et al. 2021). In different previous studies, it has been reported that the varnish adhesion strength of wood material is negatively affected by increasing the heat treatment temperature or duration (Özalp et al. 2009; Atar et al. 2015; Kesik and Akyıldız 2015; Ayata et al. 2017; Gurleyen et al. 2019; Can et al. 2021; Krystofiak et al. 2022). In contrast, the effect of the increase in heat treatment temperature on varnish adhesion resistance was not significant in the OTM method (Fig. 2).
Regarding varnish type, the highest adhesion strength average for both wood species was determined in the specimens with oil-based varnish applied (3.35 MPa for pine and 3.57 MPa for beech), and the lowest was obtained in the specimens with polyurethane-based varnish applied (2.52 MPa for pine and 2.54 MPa for beech) (Table 3). In STM- and HTM-treated specimens, higher adhesion strength values were determined for water-based varnish than polyurethane-based varnish. However, in OTM-treated specimens, adhesion strength values were generally higher for polyurethane-based varnish. For all heat treatment methods, the most successful results in adhesion strength were obtained with oil-based varnish (Fig. 2). It is thought that the better penetration of the oil-based synthetic varnish into the heat-treated wood specimens and thus the formation of a stronger mechanical adhesion affects the results. In a previous study, it was reported that the highest adhesion strength values for various varnishes applied to heat-treated wood materials at different temperatures and times were obtained in oil-based varnish specimens (Yalınkılıç 2013).
CONCLUSIONS
- In the present study, the effects of heat treatments applied under different conditions on the adhesion strength and pendulum hardness properties of some varnishes applied on pine and beech wood surfaces were investigated. Both hardness and adhesion strength values of steam (STM) and hot air (HTM) treated specimens were similar at all temperature levels and for both wood species. In contrast, these were generally lower in oil (OTM) treated specimens. However, adhesion strength was higher in OTM-treated and oil-based varnished beech specimens compared to the other two methods.
- The hardness values of the STM- and HTM-treated specimens increased slightly compared to the untreated specimens, while the hardness values of the OTM-treated specimens decreased. However, for all methods, the difference in heat treatment temperature did not have a significant effect on hardness values. In contrast, adhesion strength decreased after all heat treatments compared to untreated specimens. In STM- and HTM-treated specimens, adhesion strength also decreased with increasing temperature. However, the effect of increase in heat treatment temperature on adhesion strength was not evident in OTM-treated specimens.
- For all heat treatment methods and temperatures, hardness increased for polyurethane- and water-based varnish coated specimens compared to unvarnished specimens but decreased for oil-based varnish-coated specimens. However, the most successful results in terms of adhesion strength in all wood specimens were obtained with oil-based varnish.
- As a result, it was seen that the heat treatments applied under different conditions had varying effects on the determined layer properties of the varnishes. For long-term durability, it may be recommended to choose the varnish type depending on the heat treatment method and temperature applied to the wood specimens.
ACKNOWLEDGMENTS
The authors are grateful for the support of the Research Fund of Duzce University, Grant No. BAP-2022.02.01.1300.
REFERENCES CITED
Atar, M., Cinar, H., Dongel, N., and Yalinkilic, A. C. (2015). “The effect of heat treatment on the pull-off strength of optionally varnished surfaces of five wood materials,” BioResources 10(4), 7151-7164. DOI: 10.15376/biores.10.4.7151-7164
Ayadi, N., Lejeune, F., Charrier, F., Charrier, B., and Merlin, A. (2003). “Color stability of heat-treated wood during artificial weathering,” Holz als Roh-und Werkstoff 61(3), 221-226. DOI: 10.1007/s00107-003-0389-2
Ayata, U., Gurleyen, L., Esteves, B., Gurleyen, T., and Cakicier, N. (2017). “Effect of heat treatment (ThermoWood) on some surface properties of parquet beech (Fagus orientalis Lipsky.) with different layers of UV system applied,” BioResources 12(2), 3876-3889. DOI: 10.15376/biores.12.2.3876-3889
Aydemir, D., Gündüz, G., Altuntaş, E., Ertas, M., Şahin, H. T., and Alma, M. H. (2011). “Investigating changes in the chemical constituents and dimensional stability of heattreated hornbeam and Uludağ fir wood,” BioResources 6(2), 1308-1321. DOI: 10.15376/biores.6.2.1308-1321
Bekhta, P., and Niemz, P. (2003). “Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood,” Holzforschung 57(5), 539-546. DOI: 10.1515/HF.2003.080
Boonstra, M. J. (2008). A Two-Stage Thermal Modification of Wood, Ph.D. Thesis, Ghent University, Ghent, Belgium, and Université Henry Poincaré, Nancy, France.
Boonstra, M. (2016). “Dimensional stabilization of wood and wood composites,” in: Lignocellulosic Fibers and Wood Handbook: Renewable Materials for Today’s Environment, N. Belgacem and A. Pizzi (eds.), Scrivener Publishing, Salem, MA, USA, pp. 629-655. DOI: 10.1002/9781118773727.ch26
Budakçı, M., and Sönmez, A. (2005). “Effect of drying time on adhesion resistance of varnish layers in wood preservatives,” in: 1st International Vocational and Technical Education Technologies Congress, Marmara University, Istanbul, pp. 1486-1494.
Çakıcıer, N., Korkut, S., and Korkut, D. S. (2011). “Varnish layer hardness, scratch resistance, and glossiness of various wood species as affected by heat treatment,” BioResources 6(2), 1648-1658. DOI: 10.15376/biores.6.2. 1648-1658
Can, A., Krystofiak, T., and Lis, B. (2021). “Shear and adhesion strength of open and closed system heat-treated wood samples,” Maderas. Ciencia y Tecnología 23(32), 1-10. DOI: 10.4067/s0718-221×2021000100432
Esteves, B., Marques, A. V., Domingos, I., and Pereira, H. (2007). “Influence of steam heating on the properties of pine (Pinus pinaster) and eucalypt (Eucalyptus globulus) wood,” Wood Science and Technology 41, 193-207. DOI:10.1007/s00226-006-0099-0
Esteves, B. M., and Pereira, H. M. (2009). “Wood modification by heat treatment: A review,” BioResources 4(1), 370-404. DOI: 10.15376/biores.4.1.370-404
Finnish Thermowood Association (2003). ThermoWood Handbook, FIN-00171, Helsinki, Finland.
Gérardin, P. (2016). “New alternatives for wood preservation based on thermal and chemical modification of wood—A review,” Annals of Forest Science 73(3), 559-570. DOI: 10.1007/s13595-015-0531-4
Gurleyen, L., Ayata, U., Esteves, B., and Cakicier, N. (2017). “Effects of heat treatment on the adhesion strength, pendulum hardness, surface roughness, color and glossiness of Scots pine laminated parquet with two different types of UV varnish application,” Maderas. Ciencia y Tecnología 19(2), 213-224. DOI: 10.4067/S0718-221X2017005000019
Gurleyen, L., Ayata, U., Esteves, B., Gurleyen, T., and Cakicier, N. (2019). “Effects of thermal modification of oak wood upon selected properties of coating systems,” BioResources 14(1), 1838-1849. DOI: 10.15376/biores.14.1.1838-1849
Hill, C., Altgen, M., and Rautkari, L. (2021). “Thermal modification of wood—A review: Chemical changes and hygroscopicity,” Journal of Materials Science 56, 6581-6614. DOI: 10.1007/s10853-020-05722-z
Kamdem, D. P., Pizzi, A., and Jermannaud, A. (2002). “Durability of heat-treated wood,” Holz als Roh- und Werkstoff 60(1), 1-6. DOI: 10.1007/s00107-001-0261-1
Kaygın, B., Gündüz, G., and Aydemir, D. (2009). “Some physical properties of heattreated paulownia (Paulownia elongata) wood,” Drying Technology 27(1), 89-93. DOI: 10.1080/07373930802565921
Kesik, H. I., and Akyildiz, M. H. (2015). “Effect of the heat treatment on the adhesion strength of water based wood varnishes,” Wood Research 60(6), 987-994.
Kesik, H. İ., Özkan, O. E., and Öncel, M. (2017). “Characteristics of a protective layer on oil heat-treated scots pine and fir wood,” BioResources 12(2), 3067-3075. DOI: 10.15376/biores.12.2.3067-3075
Kocaefe, D., Huang, X., and Kocaefe, Y. (2015). “Dimensional stabilization of wood,”
Current Forestry Reports 1(3), 151-161. DOI: 10.1007/s40725-015-0017-5
Korkut, D. S., and Guller, B. (2008). “The effects of heat treatment on physical properties and surface roughness of red-bud maple (Acer trautvetteri Medw.) wood,” Bioresource Technology 99(8), 2846-2851. DOI: 10.1016/j.biortech.2007.06.043
Korkut, S., Kok, M. S., Korkut, D. S., and Gurleyen, T. (2008). “The effects of heat treatment on technological properties in red-bud maple (Acer trautvetteri Medw.) wood,” Bioresource Technology 99(6), 1538-1543. DOI: 10.1016/j.biortech.2007.04.021
Krystofiak, T., Can, A., and Lis, B. (2022). “Investigation of roughness and adhesion strength properties of pine and poplar wood heat treated in air and under vacuum after artificial aging,” Coatings 12(12), article 1910. DOI: 10.3390/ coatings12121910
Lee, S. H., Ashaari, Z., Lum, W. C., Halip, J. A., Ang, A. F., Tan, L. P., Chin, K. L., and Tahir, P. M. (2018a). “Thermal treatment of wood using vegetable oils: A review,” Construction and Building Materials 181, 408-419. DOI: 10.1016/j.conbuildmat.2018.06.058
Lee, S. H., Ashaari, Z., Lum, W. C., Ang, A. F., Abdul Halip, J., and Halis, R. (2018b). “Chemical, physico-mechanical properties and biological durability of rubberwood particleboards after post heat-treatment in palm oil,” Holzforschung 72(2), 159-167. DOI: 10.1515/hf-2017-0086
Militz, H. (2005). “Preface of the second European Conference on Wood Modification,” in: Proceedings for the 2nd European conference on wood modification, Gottingen, Germany.
Nuopponen, M., Vuorinen, T., Jämsä, S., and Viitaniemi, P. (2003). “The effects of a heat treatment on the behaviour of extractives in softwood studied by FTIR spectroscopic methods,” Wood Science and Technology 37, 109-115. DOI: 10.1007/s00226-003-0178-4
Özalp, M., Gezer, İ., and Korkut, S. (2009). “The investigation of heat treatment with waterbased varnish double components in varnish applications of wood material,” African Journal of Biotechnology 8(8), 1689-1694.
Pelit, H. (2014). The Effects of Densification and Heat Treatment on Finishing Process with Some Technological Properties of Eastern Beech and Scots Pine, Ph.D. Thesis, Gazi University, Ankara, Turkey.
Pelit, H. (2017). “The effect of different wood varnishes on surface color properties of heat treated wood materials,” Journal of the Faculty of Forestry Istanbul University 67(2), 262-274. DOI: 10.17099/jffiu.300010
Pelit, H., Sönmez, A., and Budakçı, M. (2015). “Effects of thermomechanical densification and heat treatment on density and Brinell hardness of Scots pine (Pinus sylvestris L.) and Eastern beech (Fagus orientalis L.),” BioResources 10(2), 3097- 3111. DOI: 10.15376/biores.10.2.3097-3111
Pelit, H., and Yalçın, M. (2017). “Resistance of mechanically densified and thermally post-treated pine sapwood to wood decay fungi,” Journal of Wood Science 63(5), 514-522. DOI: 10.1007/s10086-017-1641-4
Pelit, H., and Yorulmaz, R. (2019). “Influence of densification on mechanical properties of thermally pretreated spruce and poplar wood,” BioResources 14(4), 9739-9754. DOI: 10.15376/biores.14.4.9739-9754
Petrič, M., Knehtl, B., Krause, A., Militz, H., Pavlič, M., Pétrissans, M., Rapp, A., Tomažič, M., Welzbacher, C., and Gérardin, P. (2007). “Wettability of waterborne coatings on chemically and thermally modified pine wood,” Journal of Coatings Technology and Research 4(2), 203-206. DOI: 10.1007/s11998-007-9023-2
Rowell, R. M. (2012). Handbook of Wood Chemistry and Wood Composites, CRC Press, Boca Raton, FL, USA. DOI: 10.1201/9780203492437
Sandberg, D., Haller, P., and Navi, P. (2013). “Thermo-hydro and thermo-hydromechanical wood processing: An opportunity for future environmentally friendly wood products,” Wood Materials Science and Engineering 8(1), 64-88. DOI: 10.1080/17480272.2012.751935
Sandberg, D., Kutnar, A., and Mantanis, G. (2017). “Wood modification technologies – A review,” iForest-Biogeosciences and Forestry 10(6), 895-908. DOI: 10.3832/ ifor2380-010
Sivrikaya, H., Tesařová, D., Jeřábková, E., and Can, A. (2019). “Color change and emission of volatile organic compounds from Scots pine exposed to heat and vacuum heat treatment,” Journal of Building Engineering 26, article ID 100918. DOI: 10.1016/j.jobe.2019.100918
Sönmez, A. (1989). Durability of Varnishes Used on Surfaces of Wood Furniture Against Important Physical, Mechanical, and Chemical Effects, Ph.D. Thesis, Gazi University, Ankara, Turkey.
Sönmez, A. (2005). Preparation and Coloring, Finishing on Woodworking I, Gazi University, Technical Education Faculty, Cem Web Ofset, Ankara, Turkey.
Sönmez, A., and Budakçı, M. (2001). “The effect of wood protective of the adhesion resistance of outer usage varnish coatings,” Gazi University Journal of Science 14(2), 305-314.
Sönmez, A., and Budakçı, M. (2004). Protective Layers and Paint/Varnish Systems, Finishing on Woodworking II, Gazi University, Faculty of Technical Education, Sevgi Ofset, Ankara, Turkey.
Sönmez, A., Budakçı, M., and Pelit, H. (2011). “The effect of the moisture content of wood on the layer performance of water borne varnishes,” BioResources 6(3), 3166- 3177. DOI: 10.15376/biores.6.3.3166-3177
Syrjänen, T., and Kangas, E. (2000). Heat Treated Timber in Finland, International Research Group on Wood Preservation, Doc. No. IRG/WP 00–40158, Hawaii, USA.
Toker, H., Baysal, E., Kotekli, M., Turkoglu, T., Kart, S., Sen, F., and Peker, H. (2016). “Surface characteristics of Oriental beech and Scots pine woods heat-treated above 200 °C,” Wood Research 61(1), 43-54.
Torniainen, P., Jones, D., and Sandberg, D. (2021). “Colour as a quality indicator for industrially manufactured ThermoWood,” Wood Material Science and Engineering 16(4), 287-289. DOI: 10.1080/17480272.2021.19 58920
TS EN ISO 1522 (2022). “Paints and varnishes – Pendulum damping test,” Turkish Standards Institution, Ankara, Turkey.
TS EN ISO 4624 (2016). “Paints and varnishes – Pull-off test for adhesion,” Turkish Standards Institution, Ankara, Turkey.
Vernois, M. (2001). “Heat treatment of wood in France – State of the art,” in: Review on heat treatments of wood. Proceedings of the Special Seminar of COST Action E22, Antibes, France, pp. 39-46.
Yalınkılıç, A. C. (2013). Determination and Development of Convenience of Heat Treated Wood Material in Furniture Production, Ph.D. Thesis, Gazi University, Ankara, Turkey.
Article submitted: July 26, 2023; Peer review completed: August 19, 2023; Revised version received and accepted: August 31, 2023; Published: September 8, 2023.
DOI: 10.15376/biores.18.4.7353-7366