
Abstract
This work investigated the feasibility of manufacturing composite cross-laminated timber (CCLT) from bamboo and a western hemlock and amabilis fir mix (hem-fir). Bamboo parallel strand lumber (bamboo PSL) was first fabricated as the surface laminae of CCLT. No. 2 and Btr 2×6 western hem-fir dimension lumber was imported from British Columbia (BC), Canada. The lumber was then sorted and further dried to form the inner laminae of CCLT. Multiple 800 × 800-mm CLT billets were fabricated using a commercial single-component polyurethane (PUR) adhesive. Block shear and delamination tests were conducted to examine the bond quality and durability of bamboo-wood CCLT. The results demonstrated that it is technically feasible to manufacture bamboo-wood CCLT with acceptable bond quality (shear strength, wood failure percentage, etc.) and delamination. Further studies should focus on the optimization of process parameters for manufacturing and surface treatment to improve the bond quality and durability and quantify the mechanical performance of bamboo-wood CCLT with a full-size production trial.
Download PDF
Full Article
An Exploratory Study of Composite Cross-Laminated Timber (CCLT) Made from Bamboo and Hemlock-fir Mix
Peixing Wei,a,d,* Brad Jianhe Wang,b,* Libin Wang,c Yongqi Wang,a Guangrong Yang,a and Jinhua Liu a
This work investigated the feasibility of manufacturing composite cross-laminated timber (CCLT) from bamboo and a western hemlock and amabilis fir mix (hem-fir). Bamboo parallel strand lumber (bamboo PSL) was first fabricated as the surface laminae of CCLT. No. 2 and Btr 2×6 western hem-fir dimension lumber was imported from British Columbia (BC), Canada. The lumber was then sorted and further dried to form the inner laminae of CCLT. Multiple 800 × 800-mm CLT billets were fabricated using a commercial single-component polyurethane (PUR) adhesive. Block shear and delamination tests were conducted to examine the bond quality and durability of bamboo-wood CCLT. The results demonstrated that it is technically feasible to manufacture bamboo-wood CCLT with acceptable bond quality (shear strength, wood failure percentage, etc.) and delamination. Further studies should focus on the optimization of process parameters for manufacturing and surface treatment to improve the bond quality and durability and quantify the mechanical performance of bamboo-wood CCLT with a full-size production trial.
Keywords: Bamboo; Parallel strand lumber (PSL); Hemlock-fir lumber; Composite cross-laminated timber (CCLT); Bond quality
Contact information: a: School of Landscape Architecture, Jiangsu Vocational College of Agriculture and Forestry, Jurong 212400, PR China; b: Ningbo Sino-Canada Low Carbon New Technology Institute, Ninghai 315600, PR China; c: School of Civil Engineering, Nanjing Forestry University, Nanjing 210037, PR China; d: School of Civil Engineering, Southeast University, Nanjing 211102, PR China;
* Corresponding authors: wayne0448123@163.com (Wei PX); bradwang@shaw.ca (Wang BJ)
INTRODUCTION
Wood and bamboo are two natural green biomaterials that are widely used for structural purposes; both have enjoyed a long history of building applications worldwide (Hu et al. 2017, 2018). Unlike other building materials, both wood and bamboo are renewable, sustainable, degradable, and carbon-neutral (Vogtländer et al. 2014). Thus, they are the preferred building materials for the next generation of green buildings (Robertson et al. 2012). In the past few years, wood construction has moved from traditional low-rise and mid-rise buildings to modern high-rise buildings. High-performance tall wood construction, however, requires a great quantity of mass timber panels (MTPs) (Zhou et al. 2016) or engineered wood products (Chen et al. 2016; He et al. 2016), such as structural composite lumber (SCL), glued-laminated timber and cross-laminated timber (CLT).
In general, western hemlock (Tsuga heterophylla (Raf.) Sarg) and amabilis fir (Abies amabilis (Dougl.) Forbes) from Canada are mixed together and marketed as ‘‘hemlock-fir’’ (or hem-fir). In North America, hem-fir is commonly used as raw material for structural lumber and plywood and papermaking (Wang and Dai 2008). Despite its wide application, opportunities exist to produce more value-added wood products such as MTPs or engineered wood products for hem-fir (Wang and Dai 2013; Wang et al. 2018).
Since the 1990s, CLT has gained momentum in North America and Europe (Mallo and Espinoza 2014; Espinoza et al. 2016). A typical CLT panel consists of multiple layers of kiln-dried dimension lumber or SCL billets glued together crosswise. Owing to its high strength-weight ratio, low thermal conductivity, favorable designability, and easy installation, CLT was a strong alternative to conventional materials such as steel, concrete, and masonry, and especially used in multi-family, industrial, and commercial construction for large-dimension prefabricated walls, floors, and ceilings (Davids et al. 2017).
To improve rolling shear behavior of CLT currently made from softwoods (Wang et al. 2018) and reduce manufacturing costs and minimize environmental impacts, locally available wood resources such as laminated strand lumber (Wang et al. 2018) and laminated veneer lumber (Wang et al. 2017a,b), and hardwood lumber (Liao et al. 2017) have been studied for composite CLT (CCLT) manufacturing in Europe and NA. Recent studies have shown an improvement in the rolling shear properties when SCL or hardwood lumber such as beech wood are used as the cross layer of CLT (Aicher et al. 2016). In addition, SCL has a comparative price but additional flexible sizing in length, width and thickness, opening a potential sustainable construction market for SCL and hardwood forest feedstock (Espinoza and Buehlmann 2018).
Outside of a very few plantation species such as Japanese larch (Gong et al. 2016), China has a very limited supply of high-quality dimension softwood lumber for CLT manufacturing. However, China has abundant resources of fast-growing hybrid poplar and bamboo. Because of its small diameter and low density, hybrid poplar lumber is not well suited for generic CLT manufacturing due to its high shrinkage from drying and low recovery from sawing. Bamboo, however, is lightweight but very strong, resulting in very small shrinkage with a high elastic modulus and toughness. Taking moso bamboo (Phyllostachys pubescens (Pradelle) Mazel ex J.Houz.) as an example, the parallel tensile, compressive and shear strength were at least 149.4 MPa, 58.4 MPa (Hao et al. 2017), and 17.85 MPa (Gao et al. 2012), respectively. And its parallel tensile and compressive modulus of elasticity (MOE) values were 12.7 GPa and 12.9 GPa (Hao et al. 2017). It is well documented that a bamboo-wood composite structure is an effective way to take advantage of bamboo characteristics and to best use bamboo resources (Hu and Pizzi 2013). The bamboo and wood elements can be reasonably designed in structure to realize lower density but high modulus and strength. To date, a significant amount of research has been conducted on developing bamboo-wood composites using various bamboo elements, layups and processing technologies. China has played a leading role in those studies to effectively use bamboo and take full advantage of its high strength, with many new bamboo-wood composites, such as concrete form and container floor, being developed (Tian et al. 2017). A majority of the research, nevertheless, has been focused on how the associated mechanical properties are related to the processing parameters. Research on bamboo-wood MTPs, particularly CLT, has not been reported.
Currently, there is a large push in China towards off-site construction. Two national standards (GB/T 51233 2016; GB/T 51226 2017) were officially published in 2017 related to prefabricated wood construction. The market for prefabricated buildings in China is projected to reach 375 billion US dollars/year in 10 years. A 5% market share for prefabricated wood construction would represent approximately 18 billion US dollars/year.
The Ningbo Sino-Canada Low-Carbon Technology Research Institute successfully built the first CLT pilot plant in 2016 in China. The plant was reported to be the first in the world to utilize Canadian hem-fir dimension lumber to make large dimension CLT panels (Canada Wood 2016). To date, multiple CLT demonstration buildings have been established. Hem-fir CLT, an equivalent to Douglas fir CLT, can help make use of hemlock’s high strength. It is envisioned that bamboo and hem-fir could be integrated to manufacture high performance bamboo-wood CCLT to achieve higher specific strength and stiffness than generic hem-fir CLT. It is further anticipated that bamboo-wood CCLT can help incorporate local abundant bamboo resources to reduce manufacturing costs and increase competitiveness.
The performance of bamboo-wood CCLT is ruled by the interfacial bonding between bamboo and wood, which is in turn affected by multiple factors, such as bamboo laminae, moisture content (MC), adhesive, and bonding parameters. Thus, the goal of this research was is to examine the bond quality and durability of bamboo-wood CCLT products and identify the proper form bamboo laminae to use.
EXPERIMENTAL
Manufacturing of Bamboo PSL
The moso bamboo (Phyllostachys pubescens (Pradelle) Mazel ex J.Houz.) curtain used in this work consisted of braided bamboo strips, which were grown in Fujian Province, China. Its average oven-dried density was 0.75 g/cm³, and the dimensions were 2500 mm (length) × 1300 mm (width) × 2 mm (thickness). The resin used in this work was a commercial phenol formaldehyde (PF) resin from the Dynea Co. Ltd. (Nanjing, China), with a solids content of 43%. Figure 1 shows the manufacturing process of bamboo PSL. The amount of glue uptake can be calculated by weighing the bamboo before and after dipping under the same air-dry condition. The measured average density of the PSL was 0.88 g/cm³, and the MC was approximately 10%. The measured modulus of rupture (MOR) of the PSL was 97 MPa with a standard deviation of 10 MPa, and bending MOE was 13.3 GPa with a standard deviation of 1.3 GPa. The bamboo PSL was manufactured based on the following parameters.

Fig.1. Manufacturing process of Bamboo PSL
Bamboo curtain cutting
Sixty bamboo curtains were cut into 800 × 800 (mm) strips.
Bamboo strand dipping
The short bamboo curtains (also called strands) were dipped in the PF glue for 15 min, and then removed and oven dried for 4 to 5 h until the MC of the bamboo strands was below 30%. Note that the amount of glue uptake was kept about 7% in this work.
Assembly
The short bamboo curtains after impregnation were stacked up to 14 layers in the longitudinal direction on aluminum plate.
Hot press
The target temperature of both hot press plates was 140 °C, and the pressure was 2 to 3 MPa. The hot press time was 30 min. To achieve the target density, 18-mm thickness gauge was used. After the hot press, cold water was used to lower the plate temperature until it reached 30 °C, and then, the press was opened.
Edge cutting and sanding
The bamboo panel was cut into a rectangle (750×750 mm), and sanded to 17 mm thick.
Lumber Grading
Hem-fir lumber samples (557 pieces) were imported from a sawmill in BC, Canada (38×140×5490 mm). The measured MC was 19% or even greater for all lumber. Therefore, the lumber was kiln dried to MC of 12% before use.
The dynamic MOE values of the lumber were measured on an FFT spectrum analyzer (AZ CRAS, Nanjing, China). Approximately 30% of total hem-fir lumber had an MOE value below 9,120 MPa, and approximately 35% of total hem-fir lumber had an MOE value equal or greater than 11,600 MPa. The hem-fir lumber was classified into three grades, namely, E1 (MOE ≥ 11,600 MPa), E2 (9,120 MPa ≤ MOE ˂ 11,600 MPa), and E3 (MOE ˂ 9,120 MPa). The lumber used in this work was selected from the E2 group. The lumber selected for manufacturing CLT was planed to a thickness of 35 mm and was cut to a length of 800 mm.
Structure Design of CCLT
The CCLT was a 3-layer structure containing bamboo-wood-bamboo. The perpendicular layer was composed of 35 × 140 mm hem-fir dimension lumber that was not edge glued. The parallel component was bamboo PSL with a size of 17 × 750 mm.
Manufacturing of Bamboo-wood CCLT
A commercial structural one-component polyurethane (PUR) adhesive, was evenly hand spread on the surfaces of the selected lumber or bamboo PSL with an adhesive application rate of 180 g/m2. The glued lumber or PSL was assembled at right angles to one another. The cold press of the billets was carried out as soon as possible (specifically, within 12 h) to avoid inactivation of the wood surfaces and a reduction in bond quality. During the cold press, the panel pressure was 1.2 MPa, and the press time was 90 min. After pressing, the billets were cut into rectangles (700 × 700 × 69 mm) for testing. Two replicates were produced.
Mechanical Properties Testing of Bamboo-wood CCLT
Mechanical properties of bamboo-wood CCLT, including the block shear, delamination, and inter-laminar shear were valuated. As for one panel (Fig. 2), specimens cut from the A zone were used to test inter-laminar shear strength. The specimens cut from the B zone were used for the block shear test. The specimens cut from the D zone were used for the delamination test.
For inter-laminar shear tests, two specimens (490 × 306 mm) were cut from one CCLT panel. For block shear tests, 3 specimens (100 × 100 mm) from one CCLT panel were used for dry condition and another 3 for vacuum pressure soak/dry (VPD) condition. For delamination tests, 6 specimens (100 × 100 mm) from one CCLT panel were used.
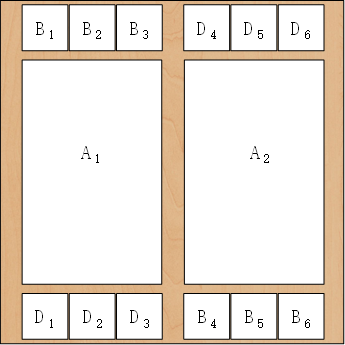
Fig. 2. Bamboo-wood CCLT cutting diagram
Block shear test of bamboo-wood CCLT
The specimens were classified into two groups (3 × 3 specimens in each test group) for different test conditions of dry and VPD. The block shear strength (BSS) between bamboo PSL and hemlock wood was first tested according to ANSI/APA PRG 320 (2018), as shown in Fig. 3. At the same time, the wood failure percentage (WFP) based on visual observation was recorded.

Fig. 3. Experimental configuration for measuring BSS. (a) Block shear test under dry condition; (b) block shear test under VPD condition; (c) wood failure between bamboo PSL and hemlock wood
Delamination test of bamboo-wood CCLT
Six square delamination specimens were used to evaluate the delamination behavior according to CSA O122-06 and CSA O177-06. The rate of delamination (RD, in percent) was calculated by Eq. 1,
 (1)
(1)
where A is the delaminated length of all end-grain surfaces (mm) and B is the total length of gluelines on all end-grain surfaces (mm).
Short span centre-point bending test (SSCPB) of bamboo-wood CCLT
Using the SSCPB test method, flatwise shear tests were conducted in the major strength directions of bamboo-wood CCLT beam specimens with a span-to-depth ratio of 6 according to ANSI/APA PRG 320 (2018). The inter-laminar shear strength was calculated by the following equation,
 (2)
(2)
where  is the peak value of applied load (N), b is the width of the beam specimen (mm), and h is the depth of the beam specimen (mm).
is the peak value of applied load (N), b is the width of the beam specimen (mm), and h is the depth of the beam specimen (mm).
RESULTS AND DISCUSSION
Bond Quality of Bamboo-wood CCLT
Block shear testing for bamboo-wood CCLT and the relevant test results of hem-fir CLT (Wang et al. 2018) are listed in Table 1. Green et al. (1999) found that parallel-to-grain shear strength of western hemlock and amabilis fir were 8.6 and 8.4 MPa, respectively. However, bamboo had greater shear strength (Gao et al. 2012). The BSS of hem-fir CLT and bamboo-wood CCLT was far less than parallel-to-grain shear strength of wood itself. Failure only occurred in gluelines during the block shear test. Because of the rolling shear produced by testing the orthogonal layers (Betti et al. 2016), BSS test of CLT according to ANSI/AITC A190.1-2007 just constituted a reference. Hem-fir CLT had qualified BSS and WFP under a higher applied pressure (Wang et al. 2018). According to Table 1, the BSS and WFP of bamboo-wood CCLT were lower than that of hem-fir CLT under whether dry or VPD conditions. In particular, the WFP of bamboo-wood CCLT was 70.6% under dry conditions and 78.7% in VPD conditions. Because of the large variation and different material behavior of bamboo and wood, the BSS of CCLT provided only a reference and should not be seen as a critical index. In addition, the BSS of CCLT decreased a lot, but in contrast, the WFP had a small increase in different conditions. The possible reason was that great differences in swelling and shrinking stresses induced in wood and bamboo during the treatment resulted in the degradation of the interfacial bonding between wood and bamboo.
Table 1. Block Shear Test Results of CCLT and Hem-fir CLT

Note: Data in parentheses are standard deviations
The delamination of bamboo-wood CCLT is shown in Fig. 4. For further comparison, the delamination rates of hem-fir CLT using two adhesives (Wang et al. 2018), PUR and EPI, under a pressure of 0.83 MPa are also added in Fig. 4. Using PUR adhesive, the average delamination rate of bamboo-wood CCLT was 6.8%, which was the lowest. Thus, bamboo-wood CCLT had better bond durability than hem-fir CLT.

Fig. 4. Delamination of a bamboo-wood CCLT and a hem-fir CLT tested accord to CSA O 122 and O177 (hem-fir data from Wang et al. 2018)
SSCPB Tests
The average inter-laminar shear strength of bamboo-wood CCLT was 2.38 MPa, which was almost the same as that of hem-fir CLT according to the previous work (Wang et al. 2018). In the centre-point bending test for inter-laminar shear strength, the maximum shear stress was in the core layer. The core layer was hem-fir wood, regardless of hem-fir CLT or bamboo-wood CCLT, and thus, both of them had the same failure mode. As shown in Fig. 5, the shear failure of CCLT generally started with the bond interface failure of bamboo and wood; then, the rolling shear failure of the core wood layer occurred.

Fig. 5. Example of load-deflection curve of SSCPB and two typical failure modes
Figure 5 shows the load-deflection curve and two typical failure modes (taking BW-1-s1 and BW-3-s2 as examples) of the bamboo-wood CCLT SSCPB test. For the BW-1-s1 specimen, the failure mode is complex. First, micro-cracks appear in the core of wood and expand into macro-cracks. As the load increases, the load reaches the maximum, and rolling shear failure of core wood occurs. Subsequently, the bearing capacity decreases to the lowest and increases slowly until the bamboo and wood fail, and the partial fracture of bamboo and wood fibres in the bottom reaches a secondary peak. Eventually, the structure loses its carrying capacity. For BW-3-s2, the failure mode is relatively simple. As the load increases, the rolling shear failure of the core layer first occurs, and the load decreases from the maximum to the minimum. The load increases slowly and reaches the second peak. Cracks appear and expand in the bamboo-wood bond interface, which eventually is ultimately completely destroyed and loses its bearing capacity.
The rolling shear strength of bamboo-wood CCLT is first governed by the low strength of hem-fir lumber, particularly in the direction perpendicular-to-grain. Second, since the surface of bamboo-wood CCLT has no gaps. A higher integrity and better fire resistance of the panel can be achieved.
CONCLUSIONS AND OUTLOOK
- Using polyurethane (PUR) adhesive, bamboo-wood composite cross-laminated timber (CCLT) had slightly lower block shear strength (BSS) and wood failure percentage (WFP) than that of hem-fir CLT. But the average delamination rate of bamboo-wood CLT was lower. Bamboo-wood CCLT had acceptable bond quality and better bond durability than hem-fir CLT. Thus, it is technically feasible to manufacture bamboo-wood CCLT.
- The average inter-laminar shear strength of bamboo-wood CCLT was 2.38 MPa, which was almost the same as that of hem-fir CLT owing to the special structure, namely, hem-fir wood as the core layer. But the failure usually occurred first in the interface of bamboo and wood.
- The form of bamboo parallel lumber (PSL) selected in this work was suitable. Thus, bamboo with much smaller diameter should also be used.
- It is further hoped that with the same panel thickness, the stiffness and strength of bamboo-hem-fir CCLT could be dramatically improved relative to that of the generic hem-fir CLT.
- Further studies should be carried out to determine the optimum process parameters for bamboo-wood CCLT manufacturing to improve the bond quality and durability and quantify the mechanical performance of bamboo-wood CCLT with a full-size production trial.
ACKNOWLEDGMENTS
This work was financially sponsored by the science project JSCAF (2017kj14) and Natural Science Research General Project of Jiangsu Province (16KJD220001). It was also supported by Ningbo Science Research Project of Social Development (2017C510004).
REFERENCES CITED
ANSI/APA PRG 320 (2018). “Standard for performance-rated cross-laminated timber,” American National Standard Institute, NY, U.S.A.
Aicher, S., Hirsch, M., and Christian, Z. (2016). “Hybrid cross-laminated timber plates with beech wood cross-layers,” Constr. Build. Mater. 124, 1007-1018. DOI: 10.1016/j.conbuildmat.2016.08.051.
Betti, M., Brunetti, M., Lauriola, M. P., Nocetti, M., Ravalli, F., and Pizzo, B. (2016). “Comparison of newly proposed test methods to evaluate the bonding quality of cross-laminated timber (CLT) panels by means of experimental data and finite element (FE) analysis,” Constr. Build. Mater. 125, 952-963. DOI: 10.1016/j.conbuildmat.2016.08.113
Canada Wood (2016). “The world first large-dimension hemlock CLT production CLT line was put into use,” (https://mp.weixin.qq.com/s?__biz=MjM5NTg5NDI4Mg==&mid=2651228420&idx=1&sn=027306c8724ef5c02e24d4238efd33d9#rd), Accessed 2016.6.28
Chen, Z. X., Lei, Q., He, R. L., Zhang, Z. F., and Chowdhury, A. J. (2016). “Review on antibacterial biocomposites of structural laminated veneer lumber,” Saudi J. Biol. Sci. 23, 142-147. DOI: 10.1016/j.sjbs.2015.09.025.
CSA O122-06 (2006). “Structural glued-laminated timber,” Mississauga, ON, Canada.
CSA O177-06 (2006). “Qualification code for manufacturers of structural glued-laminated timber,” Mississauga, ON, Canada.
Davids, W. G., Willey, N., Lopez-Anido, R., Shaler, S., Gardner, D., Edgar, R., and Tajvidi, M. (2017). “Structural performance of hybrid SPFs-LSL cross-laminated timber panels,” Constr. Build. Mater. 149, 156-163. DOI: 10.1016/j.conbuildmat.2017.05.131.
Espinoza, O., Trujillo, V.R., and Mallo, M. F. L. (2016). “Cross-laminated timber: Status and research needs in Europe,” BioResources 9(4), 7427-7443. DOI: 10.15376/biores.11.1.281-295.
Espinoza, O., and Buehlmann, U. (2018). “Cross-laminated Timber in the USA: Oppor-tunity for hardwoods?,” Curr. For. Rep. 4, 1-12. DOI: 10.1007/s40725-018-0071-x
Gao, L., Wang, Z., Lin, T., and Cheng, H.T. (2012). “Influence of test methods on moso bamboo shear strength parallel to grain,” China Wood Industry 26(3), 48-54. DOI: 10.3969/j.issn.1001-8654.2012.03.013
Gong, Y., Wu, G., and Ren, H. (2016). “Block shear strength and delamination of cross-laminated timber fabricated with Japanese larch,” BioResources 11(4), 10240-10250. DOI: 10.15376/biores.11.4.10240-10250.
Green, D. W., Winandy, J. E., and Kretschmann, D. E. (1999). “Chapter 4: Mechanical properties of wood,” in: Wood Handbook, U.S. Department of Agriculture, Forest Products Laboratory, Madison, WI, pp. 4-46.
GB/T 51233 (2016). “Technical standard for prefabricated timber buildings,” Ministry of Housing and Urban-Rural Development of China, Beijing, China.
GB/T 51266 (2017). “Technical standard for multi-story and high rise timber buildings,” Ministry of Housing and Urban-Rural Development of China, Beijing, China.
Hao, J. P., Qin, M. H., Tian, L. M., and Zhao, Q. L. (2017). “Experimental research on the mechanical properties of Phyllostachys pubescens along the grain direction,” J. Xi’an Univ. of Arch. & Tech. (Natural Science Edition) 49(6), 777-783. DOI: 10.15986? J.1006-7930.2017.06.002
He, M., Zhang, J., Li, Z., and Li, M. L. (2016). “Production and mechanical performance of scrimber composite manufactured from poplar wood for structural applications,” J. Wood Sci. 62(5), 429-444. DOI: 10.1007/s10086-016-1568-1.
Hu, J. B., and Pizzi, A. (2013). “Wood-bamboo-wood laminated composite lumber jointed by linear vibration-friction welding,” Eur. J. Wood Wood Prod. 71(5), 683-686. DOI: 10.1007/s00107-013-0714-3.
Hu, J. H, Ji, X. D., Dai, Q., and Guo, M. H. (2017). “Environmental impact of log houses based on life cycle assessment,” J. Forestry Eng. 2(6), 133-138. DOI: 10.13360/j.issn.2096-1359.2017.06.023.
Hu, H., Yang, J., Wang, F. L., and Zhang, Y. M. (2018). “Mechanical properties of bolted joints in prefabricated round bamboo structures,” J. Forestry Eng. 3(5), 128-135. DOI: 10.13360/j.issn.2096-1359.2018.05.020.
Liao, Y. C., Tu, D. Y., Zhou, J. H., Zhou, H. B., Yun, H., Gu, J., and Hu, C. S. (2017). “Feasibility of manufacturing cross-laminated timber using fast-grown small diameter eucalyptus lumbers,” Constr. Build. Mater. 132, 508-515. DOI: 10.1016/j.conbuildmat.2016.12.027.
Mallo, M. F. L., and Espinoza, O. (2014). “Outlook for cross-laminated timber in the United States,” BioResources 9(4), 7427-7443. DOI: 10.15376/biores.9.4.7427-7443.
Robertson, A., Lam, F., and Cole, R. (2012). “A comparative cradle-to-gate life cycle assessment of mid-rise office building construction alternatives: Laminated timber or reinforced concrete,” Buildings 2, 245-270. DOI: 10.3390/buildings2030245.
Tian, Z. P., Wang, Z. H., Zhang, Z. L., and Ren, H. Q. (2017). “Research on preparation and mechanical properties of structural bamboo-wood composite LVL,” J. Anhui Agr. Univ. 44(3), 404-408. DOI: 10.13610/j.cnki.1672-352x.20170524.012.
Vogtländer, J., Velden, N., and Lugt, P. (2014). “Carbon sequestration in LCA, a proposal for a new approach based on the global carbon cycle: Cases on wood and on bamboo,” Int. J. Life Cycle ASS, 19(1), 13-23. DOI: 10.1007/s11367-013-0629-6.
Wang, B. J., and Dai, C. (2008). Present Utilization and Outlook of BC Hem-Fir for Composite Products. BC Coastal Forest Sector Development Program Report, FPInnovations, Vancouver, BC, Canada.
Wang, B. J., and Dai, C. (2013). “Development of structural laminated veneer lumber from stress graded short-rotation hem-fir veneer,” Constr. Build. Mater. 47, 902-909. DOI: 10.1016/j.conbuildmat.2013.05.096.
Wang, Z., Fu, H., Gong, M. Luo, J. Y., Dong, W. Q., Wang, T., and Chui, Y. H. (2017a). “Planar shear and bending properties of hybrid CLT fabricated with lumber and LVL,” Constr. Build. Mater. 151, 172-177. DOI: 10.1016/j.conbuildmat.2017.04.205.
Wang, Z., Luo, D., Zheng, W., Yao, Y., and Lu, X. N. (2017b). “Effect of hybrid structure on lateral load resistance of cross-laminated timber shear wall,” J. Forestry Eng. 2(2), 145-151. DOI: 10.13360/j.issn.2096-1359.2017.02.024.
Wang, B. J., Wei, P., Gao, Z., and Dai, C. (2018). “The evaluation of panel bond quality and durability of hem-fir cross-laminated timber (CLT),” Eur. J. Wood Wood Prod. 76(3), 833-841. DOI: 10.007/s00107-017-1283-7.
Zhou, J. H., Chui, Y. H., Gong, M., and Hu, L. (2016). “Elastic properties of full-size mass timber panels: Characterization using modal testing and comparison with model predictions,” Compos. Part B-Eng. 112, 203-212. DOI: 10.1016/j.compositesb.2016.12.027.
Article submitted: November 27, 2018; Peer review completed: January 13, 2019; Revised version received: January 23, 2019; Accepted: January 26, 2019; Published: January 30, 2019.
DOI: 10.15376/biores.14.1.2160-2170