
Abstract
The Miscanthus sacchariflorusstrain Goedae-Uksae 1 has recently been developed as an energy crop, because of its rapid growth, ease of culture, and large size. In this study, Miscanthus pellets were investigated for further practical use of renewable resources. The pellets were produced on a pilot scale and their characteristics and quality were investigated. Moisture content, density of raw materials, and die ratio (L/D) were determined to be the main factors affecting Miscanthus pelletizing. Thus, a central composite design using response surface methodology (RSM) was applied to optimize conditions for standard grade Miscanthus pellet production. The optimal values predicted by the model equation were confirmed by the experimental data. The optimum ranges of parameters for pellet production were identified as moisture content, 20 to 25%; density of raw materials, 240 to 300 kg/m3; and die ratio, 4.5:1 to 5.0:1. Under these conditions, Miscanthus pellets were produced meeting the standards of qualities, such as size, bulk density, durability, moisture content.
Download PDF
Full Article
Analysis of Factors Affecting Miscanthus Pellet Production and Pellet Quality using Response Surface Methodology
Youn-Ho Moon, Jungwoo Yang,* Bon-Cheol Koo, Jong-Woong An, Young-Lok Cha, Young-Mi Yoon, Gyeong-Dan Yu, Gi Hong An, Kwang-Geun Park, and In-Hu Choi
The Miscanthus sacchariflorus strain Goedae-Uksae 1 has recently been developed as an energy crop, because of its rapid growth, ease of culture, and large size. In this study, Miscanthus pellets were investigated for further practical use of renewable resources. The pellets were produced on a pilot scale and their characteristics and quality were investigated. Moisture content, density of raw materials, and die ratio (L/D) were determined to be the main factors affecting Miscanthus pelletizing. Thus, a central composite design using response surface methodology (RSM) was applied to optimize conditions for standard grade Miscanthus pellet production. The optimal values predicted by the model equation were confirmed by the experimental data. The optimum ranges of parameters for pellet production were identified as moisture content, 20 to 25%; density of raw materials, 240 to 300 kg/m3; and die ratio, 4.5:1 to 5.0:1. Under these conditions, Miscanthus pellets were produced meeting the standards of qualities, such as size, bulk density, durability, moisture content.
Keywords: Solid fuels; Lignocellulosic pellets; Miscanthus pellets
Contact information: Bioenergy Crop Research Center, National Institute of Crop Science, Rural Development Administration, 199 Muan-ro, 534-833, South Korea;
Corresponding author: dbl3jwy@korea.kr (J. Yang). Phone number: 82 61 450 0158
INTRODUCTION
The search for alternative fuels due to recent oil crises and environmental concerns has raised interest in lignocellulosic biomass utilization for solid and liquid biofuels (Kumar et al. 2008; Lynd et al. 2006; Rubin 2008). Pellets, one of type of biomass fuel, have been increasingly produced in recent years due to their relative ease of use, with expanding biomass boiler markets mainly in Europe and North America (Sikkema et al. 2010). High-quality pellets should be dry (moisture content less than 10%), hard, and durable with little ash remaining after combustion (Tumuluru et al. 2010). Wood pellets are the most commonly used globally (Pirraglia et al. 2010). However, recent studies have evaluated production of agripellets or lignocellulosic pellets from a variety of bio-wastes, such as herbaceous, fruit, and blended biomass, depending on agricultural availability (Adapa et al. 2009; Gilbert et al. 2009; Salema and Ani 2012; Serrano et al. 2011). Most studies have focused on process parameters related to pelletization of the biomass and associated impacts on pellets quality. Generally, these parameters include particle size, moisture content, steam conditioning, pelletizing pressure/speed, pellet mill operating conditions, and pelletizing temperature (Kaliyan and Morey. 2009).
In South Korea wood pellets are mostly used in greenhouse heating, and they are highly dependent on imports rather than local production (Goh et al. 2013). In 2013 the total production of wood pellets was 0.05 million tonne (metric), while total imports was 0.48 million tonne (Korea Forest Research Institute). The pellet market is expected to grow rapidly along with government’s renewable energy portfolio standards in 2012 (IEA Bioenergy update, 2014; available at http://dx.doi.org/10.1016/S0961-9534(14)00041-5). The main challenge in utilization of biomass fuels would be a stable supply of raw materials (Erb et al. 2012). Thus, Miscanthus sacchariflorusGoedae-Uksae 1, “giant Miscanthus in Korean” was developed as energy crop and is now being cultivated in some parts of Korea. The main characteristic of Goedae-Uksae 1 is massive yield, 30 ton/ha (Moon et al. 2010). Indeed, Miscanthus has been considered a key energy crop since 1980 due to its economic and environmental benefits (Brosse et al. 2012; Chung and Kim 2012; Lewandowski et al. 2000). Recently, Lehmann et al. (2012) demonstrated that addition of Miscanthus to wood pellets improved their quality as well as reducing costs. However, there is little information on production of high-quality pellets using pure Miscanthus because of its unique mechanical and chemical properties that differ from those of woody biomass (Kallis et al. 2013).
Therefore, the aim of this study was to overcome the import dependency of wood pellets and evaluate the feasibility of Miscanthus pellets production in Korea, as we examine pelletizing factors suitable for production of high quality Miscanthus pellets through practical and theoretical data analysis.
MATERIALS AND METHODS
Materials
Samples of Miscanthus sacchariflorus Goedae-Uksae 1 (An et al.2013) were harvested from Sancheong, Kyoengsangnam-do, Korea in November 2011 and packed in a round bale with a diameter of 1.2 m. Two tonnes of material was transported to a pilot-scale plant at the Bioenergy Crop Research Center in Muan, Korea where the pelletizing experiments were performed. The samples were then chopped to a similar length (~5 cm) using a tub grinder (Tomotech Ltd., Seoul, Korea). Moisture content of the chopped samples was measured at approximately 7.5%. The samples were divided into 5 groups depending on moisture content by adding 2.5 to 22.5 % of water for the pelletizing experiments (Table 1). A 50 kg sub-batch of each group was prepared for the optimization for pelletizing of Miscanthus. Pine sawdust was purchased from a local market in Muan, Korea.
Table 1. Coded Values for Each Variable of the Central Composite Design

*L, length of die; D, diameter of die
Pellet Production
Figure 1 illustrates the pelletizing process at a pilot scale. The chopped samples were finely ground using a 20-hp hammer mill with 3-mm screens (Sunbrand Industrial, Inc., Chun-nam, Korea). Pelletizing experiments were continuously conducted using a 25-hp ring flat die pellet mill (Sunbrand Industrial, Inc.). Five flat dies that differed in the size of cylindrical holes were used to optimize pelletizing conditions; 24, 25.5, 27, 28.5, and 30.0 of length with 6 mm of diameter. Thus, the ratio between the length (L) and the diameter (D) of the press die were from 4.0:1 to 5.0:1 (Table 1). Meanwhile, the die for pre-compaction was 24.0 × 8.0 mm (3.0:1, L:D) at size, and pre-compaction was controlled by feed rate (40 to 80 kg/h), resulting in 240 to 280 kg/m3. The die temperature was measured approximately at 105 °C during the pelletizing. Produced pellets were cooled down at room temperature at pilot plant. As a positive control to verify our pelletizing processes, pine sawdust was pelletized prior to the Miscanthus experiments, because wood pellets were comparatively well known for its pelletizing conditions.
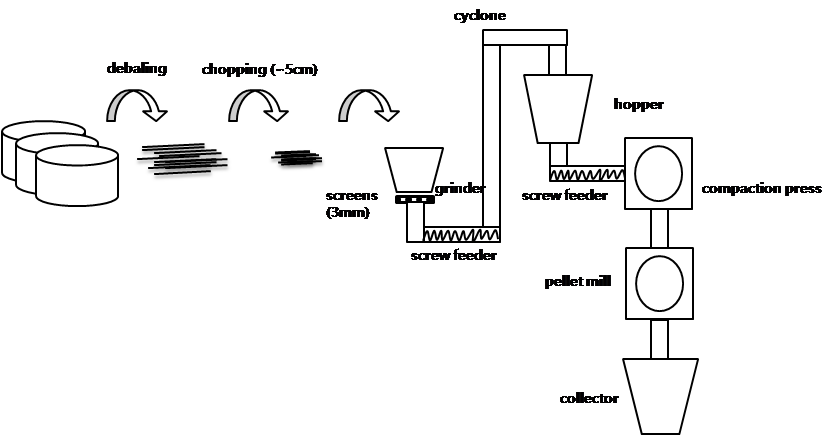
Fig. 1. Schematic of the Miscanthus pelletizing process
Response Surface Methodology and Statistical Analysis
Response surface methodology (RSM) is a collection of mathematical and statistical techniques for empirical model building in order to optimize the independent variables through a series of tests (Steinberg and Bursztyn 2010). Observations made throughout Miscanthus pellet experiment suggested that density of Miscanthus should be a main factor in pelletizing as compared with that of saw dust. In addition, moisture contents and die ratio (L/D) were determined important factors because pelletizing with a various combination of moisture and die size was unsuccessful. Other factors, such as particle size, stream conditioning, and pelletizing temperature were held constant throughout the study, although they are understood to have significant effects on pelletizing. Bulk density and durability were treated as the response variables affected by the three independent variables in this study, because densification of biomass and its durability would be main purposes of pellet production. Experimental ranges and levels of the independent variables, moisture content (X1), density of raw materials (X2), and die ratio (X3), are shown in Table 1. Twenty set of independent experiments was conducted for the response surface designs and regression of the acquired data was conducted using Design Expert® v. 8.1.
Physical and Chemical Analysis
To determine whether the produced pellets met the standards for quality of pellets, physical and chemical analyses were conducted (Tumuluru et al. 2010). The moisture content of the samples was measured with a moisture analyzer (HR83 halogen moisture analyzer; Mettler-Toledo; Swiss). Bulk density of produced pellets was measured using a 5-L cube. Durability was estimated using a modified tumbling method (DIN EN 15210-1) with a tumbler (Sunbrand Industrial, Inc.), representing percent durability. Briefly, 50 g of pellets were placed in a tumbling can and tumbled at 50 rpm for 10 min. Then, the tumbled pellets were sieved through 1.5 mm. The chemical composition of the Miscanthus biomass and pellets was analyzed using an elemental analyzer (TruSpec CHN; Leco Corp., St. Joseph, MI, USA), ion chromatography (881-compact-IC-Pro, Metrohm, Swiss), and a sulfur analyzer (SC-432DR; Leco Corp.). Electricity consumed during the process was estimated with a wattmeter. The higher heating value (HHV) of the pellets was measured using a calorimeter (6320EF; Parr Instrument Co., Moline, IL, USA). Lignin analysis was performed according to NREL/TP-510-42618 (Sluiter et al. 2008), and hardness was measured using micro hardness analyzer (TA.XTplus Texture Analyser, Surrey, U.K.). Raw, chopped, ground, and pelletized Miscanthus for physical chemical analysis included their own moisture content. Elemental analysis of pellet was conducted under dry basis.
Scanning Electron Microscopy (SEM)
To observe the structural changes that are important factors of bulk density and durability, SEM analysis was conducted (TM-1000; Hitachi, Tokyo, Japan). Samples were mounted on aluminum sample stubs and observed under a vacuum at an acceleration voltage of 15 kV.
RESULTS AND DISCUSSION
Effect of Pre-compaction on Miscanthus pelletizing
Prior to Miscanthus biomass pelletizing, pine sawdust pelletizing was conducted to determine whether the experimental processes (Fig. 1) were valid. Pelletizing conditions were 3 mm particles, 12.2 ± 0.15% moisture, 255.4 ± 6.51 kg/m3 density of particles, 4.5:1 die ratio (L:D). Finally, feed rate was constantly regulated at 130 g/min. In results, the sawdust was successfully densified as pellet, and their characteristics were 656.1 ± 11.0 kg/m3 of bulk density, 7.7 ± 0.65% moisture, and 98.1 ± 0.22% durability. Thus, the present experimental processes could be verified by the conditions reported previously in sawdust pelletizing (Kaliyan and Morey 2009; Wilson 2010). Next, the processes were applied to produce Miscanthus pellets. However, Miscanthus biomass pellets did not form under the conditions given above. Considering the factors potentially affecting Miscanthus pelletizing compared to the sawdust, the density of the raw materials was considered the main requisite (Larsson and Rudolfsson 2012). Thus, the traits of raw materials were compared between Miscanthus and the pine sawdust biomass such as weight, volume, and density (Fig. 2). The cortex is a main component of Miscanthus, and it occupied 66.0 ± 1.19% in total weight and 59.8 ± 1.38 % in total volume of Miscanthus (Fig. 2a). The density of cortex was comparatively lower (158.1 ± 11.37 kg/m3), whereas the node had the highest density (319.6 ± 11.37 kg/m3) in Miscanthus, but it only occupied less than 15% of the total weight and volume of Miscanthus. Therefore, the mean of particle density of Miscanthus was 175.0 ± 8.00 kg/m3, representing 33.5% lower than that of sawdust, 267.0 ± 5.00 kg/m3. By comparison, the bulk density of lignocellulosic biomass is typically 40-200 kg/m3 (Adapa et al. 2009; Mani et al. 2003).
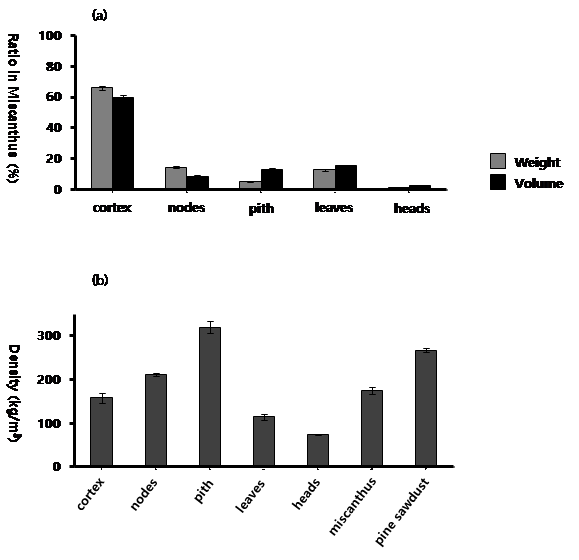
Fig. 2. Density comparison between Miscanthus and pine saw dust biomass: (a) Ratio of each tissue in Miscanthus; and (b) Density of Miscanthus and pine sawdust biomass. Bars represent standard deviation from five independent measurements
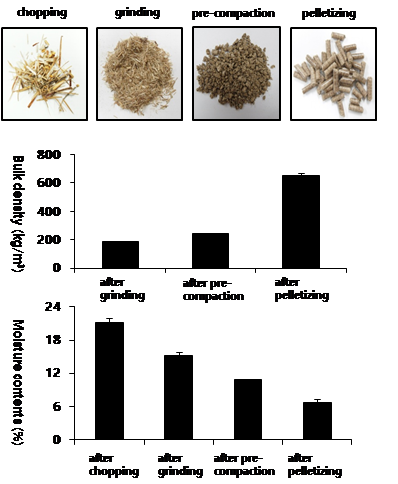
Fig. 3. Miscanthus pellet by increasing bulk density. Bars represent standard deviation from three independent measurements
Larsson et al. (2008) suggested pre-compaction as a means of producing pellets with low-density materials. A compression die (24.0 × 8.0 mm, L:D, 3:1) was therefore applied for pre-compaction in our experiment, in advance to Miscanthus pellet production. As feed rate increased from 40 to 80 kg/h in pre-compaction, 240 to 280 kg/m3 of particle density of Miscanthus was achieved. Following the pre-compaction, Miscanthus pellets could be produced under the conditions stated earlier (Fig. 3). However, pellets were not produced at a density less than 200 kg/m3. The density of the raw biomass might be positively correlated with pellet formation to some degree. For this, further studies might be required to analyze the pellet formation conditions, such as particle size, steam conditioning, pelletizing pressure/speed and pelletizing temperature, and binders, together with different density. The lignin content (24.1 ± 0.33%) in Miscanthus Goedae-Uksae 1 seems not to have affected pellet formation after pre-compaction. Lower lignin contents along with low density have been reported to cause weak bonding between particles in lignocellulosic pellet formation, and thereby lower durability (Mani et al. 2006). To investigate the pelletizing conditions for pellet bulk density and durability further conditions were investigated.
Optimization of Parameters for Miscanthus Pelletizing
Additional factors affecting production of pellets were investigated beyond the density of raw materials. In previous studies, particle size (or hammer mill screen size) was set variously at 1.58 to 6.35 mm, resulting in 37.0 to 97.4% durability depending on the feed biomass type (Mani et al. 2006). Although finer particles resulted in higher pellet durability, fine grinding is often undesirable due to increased costs. In the present study, the particle size of Miscanthus was fixed at less than 3 mm based on the pine sawdust pelletizing experiment. In addition, die temperature, steam conditioning, and additives are factors that potentially improve durability by increasing bonding between the particles (Gilbert et al. 2009). The die temperature was measured at 105 °C in the stationary stage when pellets were stably produced. The temperature probably induced lignin softening and promoted the binding process in pellets (Tabil and Sokhansanj 1996). The moisture content of chopped Miscanthus was regulated at 20 to 25% by adding water, and no steaming and additives were introduced during pelletizing. The produced pellets were allowed to solidify and strengthen at the temperature of the pilot plant (<20 °C) without a cooling system.
Moisture content, density of the raw material, and die ratio (L/D) were regarded as important factors in the pilot trials, because these largely influenced the feasibility of pellet formation. For instance, a combination of 15% moisture content with either lower density (180 kg/m3) or smaller/larger die ratios (L/D of 3.75:1 or 5.25:1) resulted in no pellet formation, blocking the pellet mill die, and/or lower durability of the pellets. The three variables were therefore applied to RSM for further analysis. The response by three variables was defined as bulk density and durability. The central composite design (CCD) for a series of run is shown in Table 2. Analysis of variance (ANOVA) results indicating the effects of the variables are summarized in Table 3. Finally, the following ternary quadratic equation was obtained:
Ybulk density = 626.3 + 20 X1 + 11.2 X2 + 7.5 X3 – 36 X1 – 8.4 X1X3
where X1 is the moisture content (%), X2 is the density of raw materials (kg/m3), and X3 is the die ratio (L/D).
Table 2. Central Composite Design Matrix and the Results for the Measured Responses

Table 3. Regression Analysis of a Predictive Model for Optimization of the Bulk Density of Miscanthus Pellets

R2 = 0.8141, Adj. R2 = 0.7478, CV=4.54%.
The ANOVA results showed that the quadratic model was reasonable (p = 0.0001). However, the R2 and adjusted R2 were 81.1% and 74.8%, respectively. The R2 indicated somewhat lower reliability of the observed values. Moisture content was highly correlated with the bulk density, as shown in a previous study (Kaliyan and Morey 2009). For example, lowest and highest moisture content of 10% and 30% resulted in very much lower bulk density and comparatively lower durability (Table 2). Two-factor interaction between the moisture content and die ratio (L/D) produced the lowest p-values (p < 0.0001), identifying these two factors as the most significant parameters for bulk density after insignificant coefficients were removed from the model by backward elimination (Table 3). The relationships between the die ratio and moisture content are visualized in Fig. 5, showing optimal moisture content of 20 to 25% and a die ratio of 4.5:1 to 5.0:1. Although the density is very important factor, it did not significantly affect Miscanthus bulk density in this experiment. This might be why the ranges of density were so narrow (220 to 300 kg/m3), which all might be proper for pelletizing (Fig. 4). Therefore, the density of the particles was decided to be an important factor for pellet formation, because the pellet could be formed at density values between 220 and 300 kg/m3. The bulk density of the produced pellets was nearly constant at more than 600 kg/m3 except when the density of the raw materials was lowest at 220 kg/m3. The moisture content of the pellets was on average less than 8.3% and their durability was more than 97.5% (Fig. 4). Meanwhile, when bulk density was satisfied with the standard (620 kg/m3), so was durability. Thus, we omitted a second response, durability, in order to avoid confusion.

Fig. 4. Physical properties of the Miscanthus pellets at different the density of particles. Bars represent standard deviation from five independent measurements.
Verification of Miscanthus pelletizing based on predicted optimal values is shown in supplementary Table A1 (see appendix). The best theoretical conditions were 20% moisture content, 280 kg/m3 density of raw materials, and 5.0:1 (L/D) die ratio for maximal bulk density. Meanwhile, the verified pelletizable ranges were moisture content 20 to 25%, density of raw materials 240 to 300 kg/m3, and die ratio of 4.5:1 to 5.0:1. Stable wood pellets were generally formed over a range of moisture contents of 8 to 12% (Wilson 2010), while the moisture content for Miscanthus pellets ranged from 20 to 25% in this study. Pellets were not properly produced at less than 10% and more than 30% moisture content, which may represent a threshold (up to 30%). A similar result was observed in wafers of alfalfa hay, whose moisture content was 25% and above (Reece 1966). Indeed, it has been shown that the durability and strength of pellets increase with increasing moisture content until a threshold concentration is reached (Larsson and Rudolfsson 2012). Meanwhile, the die ratio declined roughly with an increase in the moisture content up to 20% for maximal bulk density of pellet. In sum, it might be concluded that the density of the raw materials was the main factor affecting the feasibility of pellet formation, while the die ratio and moisture content were significant factors determining pellet bulk density and durability.
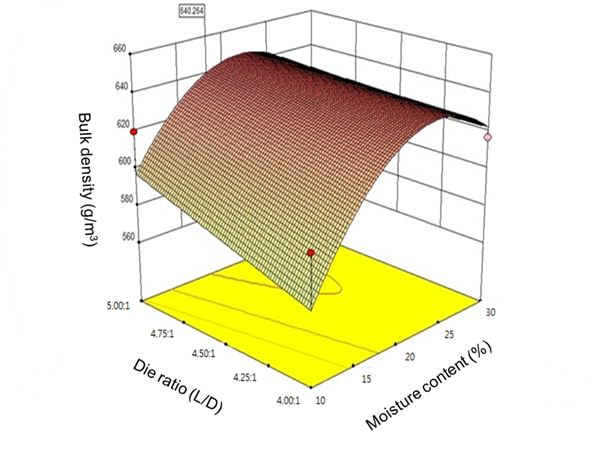

Fig. 5. Effect of die ratio and moisture content on bulk density of the pellets
Pellet Quality Evaluation
The physicochemical and mechanical properties of the Miscanthus pellets are summarized in Table 4. Pellets were produced under the 20% moisture content, 280 kg/m3 density of raw materials, and 5.0:1 (L/D) die ratio. Bulk density was measured at 624 ± 9 kg/m3. The net loss of biomass after pelletizing was less than 2.5%. The mean durability was 97.5%, and hardness was measured at 458.3 ± 22.6 N/mm2. The ash content was slightly higher (2.2%) than that of wood due to the nature of Miscanthus. The carbon content of the pellets was significantly lower than that of wood pellets (generally 50%) (Carroll and Finnan 2012). This may reflect a somewhat lower higher heating value (HHV). Sulfur and chlorine, known as corrosive elements for boilers, were measured at 0.1% and 0.12%, respectively. These figures seemed to originate from the nature of Miscanthus. It was reported that a limited factor of herbaceous biomass for solid fuel is higher sulfur and chlorine (Monti et al. 2008). Miscanthus contains approximately 0.15% of sulfur and 0.13% of chlorine, while woody biomass contains 0.04% and 0.02%, respectively (Vassilev et al.2010). This limitation could be overcome by developing of suitable boiler for Miscanthus pellet.
Overall, the Miscanthus pellets were fit for the 2nd grade standard (Korea forest service) in terms of diameter (6~8 mm), length (< 32 mm), bulk density (600 kg/m3), durability, and moisture content (< 10%). However, lower calorific value should be increased in further study (e.g. wood or charcoal addition).
Table 4. Physical and Chemical Characteristics of the Pure Miscanthus Pellets

1HHV, higher heating value.
Scanning Electron Microscopy (SEM) Analysis
To observe pelletizing performance indirectly, SEM analysis was performed before and after pelletizing. As shown in Figure 6, chopped samples of 5 cm length were observed to consist of a composite structure of individual fibers, and the ground samples were comparatively relaxed in structure, probably due to milling. On the other hand, the surface of the pellet was tightly compacted, and the fibers seem to be destroyed. Thus, Miscanthus pelletizing was shown to be effective in producing dense and physically stable pellets.
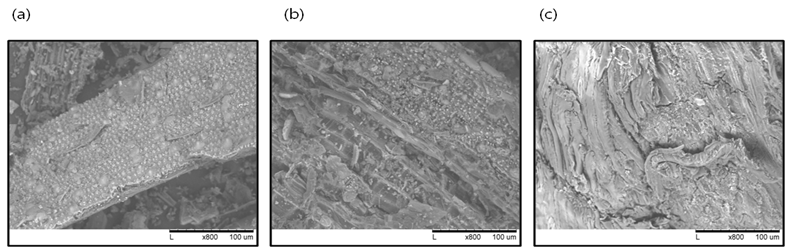
Fig. 6. SEM analysis (x800) of Miscanthus before and after pelletizing; cross-section views of (a) chopped, (b) ground, and (c) pelletized samples
CONCLUSIONS
1. Optimization of pelletizing factors was analyzed by using response surface methodology (RSM). The density of the raw materials (240 to 300 kg/m3) was found to be a key factor for Miscanthus pellet formation, while the die ratio (L/D, 4.5:1 to 5.0:1) and moisture content (20% to 25%) important parameters, influencing the bulk density and durability of the pellets.
2. Overall, the Miscanthus pellets were fit for the 2nd grade standard (Korea) in terms of pellets size, bulk density, durability, moisture content, ash content and chemical composition. However, further investigation needs in order to overcome the lower calorific value and higher ash contents along with combustion test.
ACKNOWLEDGMENTS
This research was supported by the Rural Development Administration, Korea (Grant No. PJ007815).
REFERENCES CITED
Adapa, P. Tabil, L., and Schoenau, G. (2009). “Compaction characteristics of barley, canola, oat and wheat straw,” Biosys. Eng.104, 335-334.
An, G. H., Kim, J. K., Moon, Y., Cha, Y., Yoon, Y. M., Koo, B., and Park, K. (2013). “A new genotype of Miscanthus sacchariflorus Goedae-Uksae 1, identified by growth characteristics and a specific SCAR marker,” Bioprocess Biosys. Eng. 36, 695-703.
Brosse, N., Dufour, A., Meng, X., Sun, Q., and Ragauskas, A. (2012). “Miscanthus: A fast-growing crop for biofuels and chemicals production,” Biofuels Bioprod. Biorefin. 6, 580-598.
Carroll, J. P., and Finnan, J. (2012). “Physical and chemical properties of pellets from energy crops and cereal straws,” Biosyst. Eng. 112, 151-159.
Chung, J., and Kim, D. (2012). “Miscanthus as a potential bioenergy crop in East Asia,” J. Crop Sci. Biotech. 15, 65-77.
Erb, K., Haberl, H., and Plutzar, C. (2012). “Dependency of global primary bioenergy crop potentials in 2050 on food systems, yields, diversity conservation and political stability,” Energy Policy 47, 260-269.
Gilbert, P., Ryu, C., Sharifi, V., and Swithenbank, J. (2009). “Effect of process parameters on pelletization of herbaceous crops,” Fuel 88, 1491-1497.
Goh, C. S., Junginger, M., Gocchi, M., Marchal, D., Thrän, D., Hennig, C., Heinimö, J., Nikolaisen, L., Schouwenberg, P., Bradley, D., Hess, R., Jacobson, J., Ovard, L., and Deutmeyer, M. (2013). “Wood pellet market and trade: A global perspective,” Biofuel Bioprod. Bior. 7, 4-42.
Kaliyan, N., and Morey, R. V. (2009). “Factors affecting strength and durability of densified biomass products,” Biomass Bioenergy 33, 337-359.
Kallis, K. X., Susini, G. A. P., and Oakey, J. E. (2013). “A comparison between Miscanthus and bioethanol wastes pellets and their performance in a downdraft gasifier,” Appl. Energ. 101, 333-340.
Kumar, R., Singh, S., and Singh, O. V. (2008). “Bioconversion of lignocellulosic biomass: Biochemical and molecular perspectives,” J. Ind. Microbiol. Biotechnol. 35, 377-391.
Larsson, S. H., Thyrel, M., Geladi, P., and Lestander, T. A. (2008). “High quality biofuels pellet production from pre-compacted low density raw materials,” Bioresour. Technol. 99, 7176-7182.
Larsson, S. H., and Rudolfsson, M. (2012). “Temperature control in energy grass pellet production – Effects on process stability and pellet quality,” Appl. Energ. 97, 24-29.
Lehmann, B., Schröder, H., Wollenberg, R., and Repke, J. (2012). “Effect of Miscanthus addition and different grinding processes on the quality of wood pellets,” Biomass Bioenergy 44, 150-159.
Lewandowski, I., Clifton-Brown, J. C., Scurlock, J. M. O., and Huis, W. (2000). “Miscanthus: European experience with a novel energy crop,” Biomass Bioenergy 19, 209-277.
Lynd, L. R., Laser, M. S., Brandsby, D., Dale, B. E., Davison, B., Hamilton, R., Himmel, M., Mani, S., Sokhansanj, S., Bi, X., and Turhollow, A. (2006). “Economics of producing fuel pellets from biomass,” Appl. Eng. Agric. 22, 421-426.
Mani, S., Tabil, L. G., and Sokhansanj, S. (2003). “An overview of compaction of biomass grinds,” Powder Handl. Process 15, 160-168.
Monti, A., Di Virgilio, N., and Venturi, G. (2008). “Mineral composition and ash content of six major energy crops,” Biomass and Bioenergy 32, 216-223.
Moon, Y. H., Koo, B. C., Choi, S. H., Ahn, S. T., and Bark, Y. L. (2010). “Development of “Miscanthus” the promising bioenergy crop,” Korean J. Weed. Sci. 30, 330-339.
Pirraglia, A., Gonzalez, R., and Saloni, D. (2010). “Techno-economical analysis of wood pellets production for US manufacturers,” BioResources 5, 2374-2390.
Reece, F. N. (1966). “Temperature, pressure, and time relationships in forming dense hay wafers,” Trans. ASAE. 9, 749-751.
Rubin, E. M. (2008). “Genomics of cellulosic biofuels,” Nature 454, 841-845.
Salema, A. A., and Ani, F. N. (2012). “Pyrolysis of oil palm empty fruit bunch biomass pellets using multimode microwave irradiation,” Bioresour. Technol. 125, 102-107.
Serrano, C., Monedero, E., Lapueta, M., and Portero, H. (2011). “Effect of moisture content, particle size and pine addition on quality parameters of barley straw pellets,” Fuel Proc. Tech. 92, 699-706.
Sikkema, R., Junginger, M., Pichler, W., Hayes, S., and Faaij, A. P. C. (2010). “The international logistics of wood pellets for heating and power production in Europe: Costs, energy input and greenhouse gas balances of pellet consumption in Italy, Sweden and the Netherlands,” Biofuels Bioprod. Biorefin. 4, 132-153.
Sluiter, A., Hames, B., Ruiz, R., Scarlata, C., Sluiter, J., Templeton, D., and Crocker, D. (2008). “Determination of structural carbohydrates and lignin in biomass; laboratory analytical procedure (LAP),” NREL/TP-510-42618.
Steinberg, D. M., and Bursztyn, D. (2010). “Response surface methodology in biotechnology,” Qual. Eng. 22, 78-87.
Tabil Jr., L., and Sokhansanj, S. (1996). “Process conditions affecting the physical quality of alfalfa pellets,” Appl. Eng. Agric. 12, 345-350.
Tumuluru, J. S., Sokhansanj, S., Lim, C. J., Bi, T., Lau, A., Melin, S., Sowlati, T., and Oveisi, E. (2010). “Quality of wood pellets produced in British Columbia for export,” Appl. Eng. Agric. 26, 1013-1020.
Vassilev, S. V., Baxter, D., Andersen, L. K., and Vassileva, C. G. (2010). “An overview of the chemical composition of biomass,” Fuel 89, 913-933.
Wilson, T. O. (2010). “Factors affecting wood pellet durability,” PhD thesis in the Pennsylvania State University.
Article submitted: July 22, 2013; Peer review completed: October 24, 2013; Revised version received and accepted: April 9, 2014; Published: April 21, 2014.
Supplementary
Table 1. Verification of Miscanthus Pelletizing Based on Predicted Optimal Values
