
Abstract
As the worldwide demand for fuels and materials increases, fossil resources are decreasing and global warming is a concern, and thus the need for alternative solutions is high. In the industries of furniture and housing, particleboards are interesting materials, as they reutilize wastes from other industries (wood, agriculture) although they also rely on chemical binders that are petroleum-based and toxic. A very promising alternative is then clearly identified in finding ways to produce binderless boards and associated materials. This review considers the state of the art in the field of binderless board production, and other processes making it possible to turn raw plant fibers into structural materials without using any external chemistry. The mechanical properties and water resistance are collected and compared. Identified chemistry changes occurring during the thermo-compressive process are discussed with an aim towards understanding of the mechanisms of cohesion.
Download PDF
Full Article
Binderless Materials Obtained by Thermo-Compressive Processing of Lignocellulosic Fibers: A Comprehensive Review
Thibaud Pintiaux,a,b,c,* David Viet,c Virginie Vandenbossche,a,b Luc Rigal,a,b and Antoine Rouilly a,b
As the worldwide demand for fuels and materials increases, fossil resources are decreasing and global warming is a concern, and thus the need for alternative solutions is high. In the industries of furniture and housing, particleboards are interesting materials, as they reutilize wastes from other industries (wood, agriculture) although they also rely on chemical binders that are petroleum-based and toxic. A very promising alternative is then clearly identified in finding ways to produce binderless boards and associated materials. This review considers the state of the art in the field of binderless board production, and other processes making it possible to turn raw plant fibers into structural materials without using any external chemistry. The mechanical properties and water resistance are collected and compared. Identified chemistry changes occurring during the thermo-compressive process are discussed with an aim towards understanding of the mechanisms of cohesion.
Keywords: Natural plant fibers; Lignocellulosic materials; Bio-based materials; Agro-materials; Compression-molding; Hot-pressing; Steam-treatment; Processing; Binderless; Particleboards
Contact information: a: Université de Toulouse. INP-ENSIACET. LCA (Laboratoire de Chimie Agro industrielle).F 31030 Toulouse, France; b: INRA. UMR 1010 CAI. F 31030 Toulouse, France; c: The Green Factory, 27 rue Chanez, 75016 Paris, France;
* Corresponding author: thibaud.pintiaux@ensiacet.fr
INTRODUCTION
Plant cell walls can be regarded as being high-end engineered nanoscale composites basically composed of cellulose, lignin, and hemicelluloses (Rose 2003). The supramolecular organization in the plant cell wall provides fascinating unique mechanical properties (Niklas et al. 2006). Being the basic constituent of plants and because very few organisms can degrade it, cellulose is the most widely occurring polymer on planet earth. This polymer, made of β-1-4 linked D-hydroxyglucopyranose, has an extraordinarily strong and rigid molecular design. The macroscopic Young’s modulus of plant cellulose has been measured at 128 GPa (Page et al. 1971), which is higher than aluminium (70 GPa) or glass fibers (76 GPa) (Lo and Hoa 2006). The Young’s modulus of the crystal of cellulose has been estimated to be 138 GPa (Sakurada et al. 1962). With low density and high mechanical performance, it provides amazing strength and growth possibilities to plants e.g. trees of 115 meters height (Sequoia sempervirens, Redwood national park, California, USA) and 14.4 meters of diameter (Taxodium mucronatum, Arbol del Tul, Oxaca, Mexico) can be found. Bamboo for example is a well known strong and fast-growing plant widely used for small constructions in Asia. All civilizations have worked with wood or other plant materials to build tools, furniture, housing and many sorts of goods.
A comparison of mechanical properties of synthetic and natural fibers is provided in Table 1 (Eichhorn et al. 2001). It shows that plant fibers from diverse origins have various mechanical properties, and they can in some cases compete with glass fibers, if their relative densities are taken into consideration.
Table 1. Properties of Different Plant Fibers and Synthetic Fibers
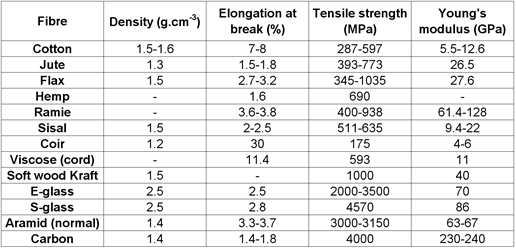
Adapted from Eichhorn et al. (2001)
Furthermore, plant fibers are renewable, biodegradable, and safe for humans and the environment. Using natural fibers instead of petroleum-based material or highly consuming energy materials such as concrete or metal alloys is highly promising for reducing the greenhouse effect and drastic climate change as well as reducing today’s immense plastic waste environmental pollution (Lebreton et al. 2012).
Of course, interest in the use of natural fibers for materials has been motivated by raising environmental consciousness. Such interest is revealed by the number of scientific articles related to the introduction of plant fibers in composites using a classical thermoplastic matrix (e.g. PVC, PE), which could also be partially bio-based (biobased PE / PVC) to produce partially bio-based composites (Faruk et al. 2012), and also with a biodegradable matrix to produce fully biodegradable composites (e.g. PLA, PBAT, PHA’s) even on a nano-scale (Reddy et al. 2013).
Another option is the use of plant fibers in a natural bio-based and biodegradable matrix, e.g. starch or proteins to create a 100% bio-based and biodegradable composite product (Rouilly and Rigal 2002). The fact that every thermoplastic biopolymer comes from edible resources for humans has raised ethical problems because of the possible land-use competition between food and convenience goods. Therefore, 100% lignocellulosic fibers materials have to be designed based on agricultural wastes such as cereals straws, oilseed cakes, etc.
Wood is also the input material of another huge industry: paper and its derivatives, wherein water suspensions of wood fibers (pulps) are processed by squeezing and drying. These “wet processes” will not be reviewed here. Neither will the solubilization processes be considered (e.g. Lyocell, Carbamate), on which a review was recently published (Fink et al. 2014). Pharmaceutical tablets that contain cellulose or starch as excipient will also be omitted because of the differences of process (ram compression, cold processing to prevent damage to the active components, and size of the molded objects).
Wood processing includes many technologies to cut, machine, deform, and assemble pieces of wood without any additives, which produce eco-friendly materials, until the wastes (saw dust, useless cuts, etc.) are considered. Saw dust and wood particles are mainly burnt and composted (both disposal techniques released CO2 to the atmosphere), but today they enter in processes to be assembled with binders or polymers to form boards or more recently wood-polymer composites (WPC). Thermoset resins are based on fossil resources, and most of them are formaldehyde-based, resulting in emissions of formaldehyde from the final products with potential harm to customers and the environment (Tunga Salthammer et al. 2010). The replacement of resins is also considered for economical reasons because of the increasing part of resins in the cost of particleboard production (Hashim et al. 2010), and even the recycling of the formaldehyde from waste wood-based panels has been considered.
The situation just described provides reasons for the recent spike in researchers’ interest in pursuing studies on the processing of various plant materials into boards without the use of additives, binders, resins, or chemical modifications, which is precisely the aim of this literature review. This work will then focus on the thermo-compressive processing of non-modified plant fibers without additives. Because of the interaction of parameters one to the others and with water (which plays a major role) and because of the high diversity of compositions and complicated structures of plant fibers, attention has been placed on isolating parameters and effects, and precise research facts have been reported here in order to highlight past achievements and future directions.
ABBREVIATIONS AND DEFINITIONS
Abbreviations
IB: Internal bonding.
MOR: modulus of rupture, equivalent to bending strength at break.
MOE: modulus of elasticity, equivalent to bending modulus, sometimes called flexural Young’s modulus.
MC: moisture content
TS: thickness swelling, percentage of thickness increase, measured on a 50 mm square sample after 24 h dipped in 20 °C water.
WA: water absorption, percentage of mass increase during the TS test.
Definitions
In the wood-based panel industry, particleboard (PB) products mainly are made from wood particles (chips) recycled from wastes that are glued together with petroleum-based binders. Oriented strand boards (OSB) are quite similar but the wood particles that compose them are bigger with a particular flat geometry, i.e. like flakes. Fiberboards (FB) on the other hand, are made from wood fibers, thinner elements that have been first separated in a refiner. Finally, hardboards (HB) are produced from steam-exploded wood particles and, if they are subjected to a wet process (Masonite) they do not require binders.
While the materials and processing conditions used in present-day production of particleboard, strand board, and fibreboard products can provide a practical point of focus for this review, some of the best evidence regarding the mechanisms underlying the successful preparation of binderless board products can be found outside of the scope of conventional wood-based panel manufacturing. Indeed, most of the literature gathered during the preparation of this review did not employ wood and had experimental conditions that would not fit the standards of wood-based panels (e.g. higher density, longer pressing time, and higher temperature). This article focuses on collecting the technological possibilities to produce self-bonded lignocellulosic materials and explanations about the selfbonding mechanisms, for which it is important to take into consideration all types of boards and confront the results (e.g. differences and commonality between steam pretreatment, steam injection, and no-steam processing). The mechanisms of cohesion in the different types of binderless boards are assumed to be comparable; thus, when possible, the term “binderless particleboards” (no refining) have been used as well as “binderless fiberboard” when a refining step was present. If reported panels do not fit in a category, or when the elements concern all types of boards, the generic term “boards” has been used.
In addition, a distinction will be made between steam-pretreated binderless boards, which in most cases are indeed in the fiberboards type, and those which are not. Most of the examples that enter the category of “non steamed” boards would be in the particleboards type.
Usually boards are “pressed” (at low pressure) and 3D objects are “molded” (at higher pressure) but, because the mechanisms of cohesion are discussed against pressure and since selfbonding of “pressed” and “molded” materials relies on the same physico-chemical phenomena, the term “molded” will thus be used for comparison when needed.
Delamination refers to the creation of cracks in compressed materials due to excessive steam production within the specimen. Delamination most probably occurs at high temperature and moisture content (MC) when pressure is released within the specimens. An extreme case of delamination can make the materials explode upon depressurization of a mold. Delamination is a casually identified limit in binderless board production and is further discussed in the paper.
TABLE OF CONTENTS
1915 Introduction
1917 Abbreviations and definitions
1919 History of binderless compression-molded plant materials
1919 Overview of the mechanical properties and water resistance of self-bonded materials obtained by thermo-compressive processing of plant fibers
1924 Effects of plant materials origin on the molded specimens
1927 The use of steam in plant material processing
1933 Thermo-compressive process parameters vs. properties of molded specimens
1944 Physico-chemical changes and mechanisms of cohesion in self-bonded thermo-compressed plant materials
1954 Conclusions and future directions
1956 References cited
HISTORY OF BINDERLESS COMPRESSION-MOLDED PLANT MATERIALS
Binderless boards were born with the Masonite® process (Mason 1928). William H. Mason invented a process for producing wood fibers hardboards, using a steam pretreatment step. The chemo-mechanical action inherent in the pretreatment released components from the fibers on their surface to form an in situ glue. For historical reasons, because of the close interaction of plant fibers and moisture and the very similar chemistry changes occurring upon steam treatment and during hot pressing, steam processing will be considered in this review.
Later, a patent of Runkel and Jost (1956) described a process called Thermodyn for producing binderless boards from plant material without requiring steam. The inventors described two stages in the process: during the first step, degradation gases are produced from plant materials under heat and pressure, and these serve as hydrolyzing agents to produce binders from the plant materials. This first step is very much like Mason’s steam treatment, although it occurs in the mold. In a second step that could be separated, the material is molded into the desired shape. Some details are missing in the patent. For example no problems are mentioned concerning steam delamination, rheological behaviour, mechanical properties, or water resistance. Runkel and Jost reported “physical, colloidal, chemical changes of the cell wall components, leading to some sort of thermoplasticity of the material occurring under compression, heat, and in the presence of a little moisture”, and there is no doubt that these phenomena are keys to understand the moldability of 100% natural fibers. The interest in this process was probably not sufficient in comparison to petroleum-based thermoplastics so unfortunately the Thermodyn process did not leave behind an imperishable memory.
More recently, Mobarak et al. (1982) published what is today’ oldest available academic paper on binderless boards made from unmodified natural plant materials (Mobarak et al. 1982). The paper starts with a very nice overview on the older scientific works that are in Russian and German, and most of them not easily available. They have not been taken into consideration for this review.
AN OVERVIEW OF THE MECHANICAL PROPERTIES AND WATER RESISTANCE OF SELF-BONDED MATERIALS OBTAINED BY THERMO-COMPRESSIVE PROCESSING OF PLANT FIBERS
Mechanical Properties of Self-Bonded Thermo-Compressed Plant Materials
The concept behind binderless molded objects probably appeared with the idea of avoiding the use of environmentally harmful binders. It is reasonable to assume that at first, available production tools (pressing machines) were used; therefore, a first “boards” category can be made, for which the process uses available and relatively low pressure. Researchers working on binderless boards have the standard properties of wood-based panels as reference and not the processing conditions. Most of the time, the idea of binderless boards research is to reach the industrial wood–based panels properties (with adhesive) without using binders. However, the higher temperatures and much longer times required to meet quality standards may fall outside of the norms for commercial production.
Table 2. Summary Table of Mechanical Performances of Binderless Boards and Compared Properties Obtained by Steam Pretreatment, Steam Injection Pressing and Without Treatment.*
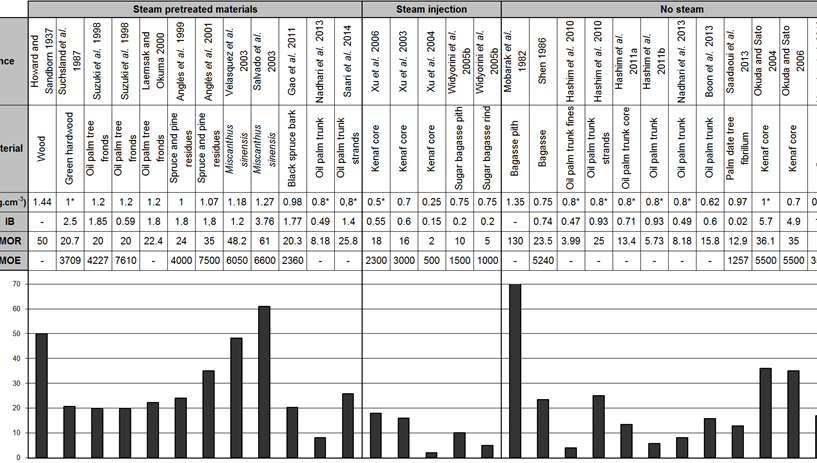
Note: An asterix (*) in the density line means that target density is reported and not the actual density measured.
Boards-type, low pressure molding
Mechanical properties of boards are commonly expressed with the use of three variables, the modulus of rupture (MOR), the modulus of elasticity (MOE), and internal bond (IB). Somehow, these three parameters are correlated. Plant materials do not produce rubber-like materials (high MOR and low MOE), and the IB is also somehow correlated with the bending properties. As the most common usage of boards (e.g. flooring, furniture) relies on strength of the boards, the MOR is the first criterion.
Table 2 presents a quick comparison of the performances of steam-pretreated, steam-injection pressed, and non-treated-materials binderless boards. All of the values reported in this table come from the highest MOR obtained by researchers, with the MOE and IB reported on the same specimen. It can be observed that steam pretreatment always produces relatively strong products with decent MOR, whereas direct hot pressing without any treatment of the starting materials can produce either low or high mechanical properties. This basically means that the molding of natural fibers without any treatment is more sensitive to the nature of starting material. Some materials would be suitable for direct molding and do not need steam treatment, whereas some others would require it.
High pressure, plastic-substitute type, cellulose processing
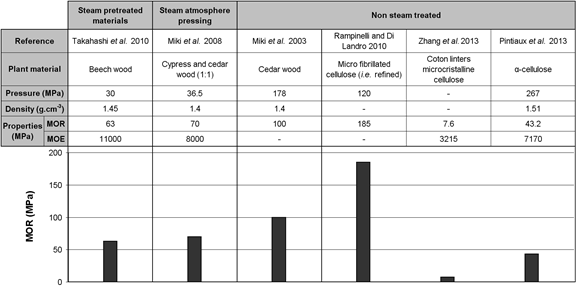
Research involving new materials as well as the need for understanding the chemical changes and processing possibilities of lignocellulosic materials have led some researchers to work at higher pressure. In this review, the “high pressure” range would start at around 30 MPa. But more than the value, “high pressure” is defined by the intent from the authors to mold products towards the creation of new materials, with higher density and properties, usually at a smaller scale. This would not be with the idea of producing boards, but more likely plastic materials, which potentially can be three-dimensional, extrusion tests, or transfer molding. Raw lignocellulosic materials have been processed at high pressure (Miki et al. 2003), sometimes together with steam (Miki et al. 2007a; Takahashi et al. 2010), and pure cellulose compression molding was also studied (Nilsson et al. 2010; Rampinelli et al. 2010; Zhang et al. 2012; Pintiaux et al. 2013; Privas et al. 2013). The “ECAP” process (Equal Channel Angular Pressing) of Zhang et al. (2012) comes from metallurgy and involves the material being subjected to high shear stress; this approach is comparable to transfer molding as experimented by Miki et al. (Yamashita et al. 2007) yet quite different from compaction molding (low and high pressure), wherein shear is limited. The influence of shear is an interesting parameter, however not very much described in molding, but well known in the wood welding process from the group of Pizzi et al. (Gfeller et al. 2003).
Obviously, as can be seen in Table 3, high pressure can result in considerably higher MOR than low-pressure molding, and the resulting densities fall in a narrow range of 1.4 to 1.5 g/cm3. Results obtained on pure cellulose are quite disappointing compared to lignocellulosic materials unless the material has been refined (micro-fibrillation).
Table 3. Summary Table of Mechanical Performances of High Pressure Molding Experiments for Producing Self-bonded Plant Materials
Water Resistance of Self-bonded Thermo-compressed Plant Materials
Water resistance is classically evaluated by measuring the water absorption and thickness swelling of 5×5 cm specimen samples, which is convenient for comparisons. Different standards are to be found in different parts of the world. The European system (EN standards), for example, is quite complicated. TS requirements are specific, depending on the type of panel (particleboards P1 to P7, EN 309 – medium density fiberboard, EN 622-5 – oriented strand board types 1 to 4, EN 300). Particleboards of type 3 to 7 have requirements of TS depending on specifications (humid environment or not). Medium density fiberboard and oriented strand board also have increasing specification of resistance against water, and all the values required by the standards vary as a function of the boards’ thickness. Japanese standards, however, are much more convenient, requiring that any type of boards should have a TS lower than 12% (according to JIS A 5908 2003). The explanation for application of such a broad standard probably arises from the very humid Japanese weather. The 12% maximum TS from the Japanese standards is found as a reference in many publications and has been reported here in Table 4. In this table, it can be observed that binderless boards have difficulties to achieve water resistances good enough to pass the standards. The use of steam, however, appears to significantly increase the water resistance.
Okuda and Sato (2004) reported that the mechanical properties of their binderless boards made from kenaf core became reduced to (only) 1/3 of their dry value when placed in wet conditions (Fig. 1) for specimens in the high range of IB. Another promising value of 87% was reported upon high-temperature molding of bagasse (Nonaka et al. 2013). Mechanical properties in the wet state are very rarely reported, and these two examples are actually excellent values; sometimes, water resistance tests (TS / WA) are not even reported because the specimens swelled and broke down in water.
Table 4. Summary Table of Water Resistances of Self-bonded Thermo-compressed Plant Materials and Comparison Between Steam Pretreatement, Steam Injection and Without Steam*
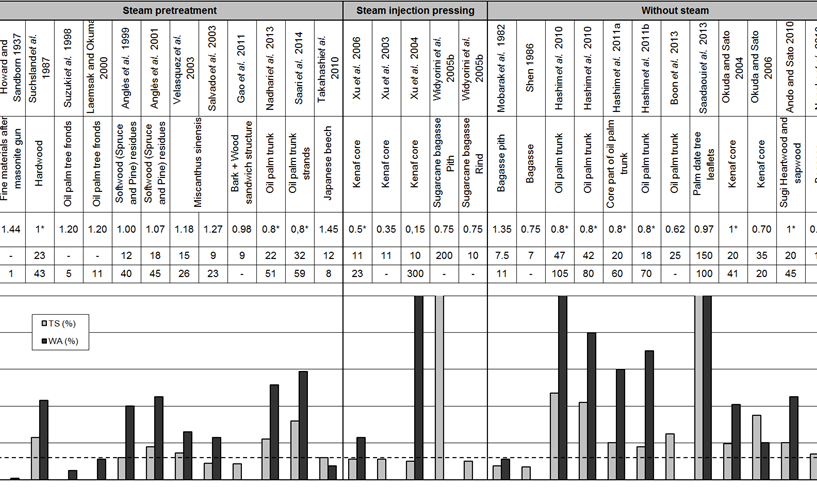
Note: An asterisk (*) in the density line means that target density is reported and not the actual density measured
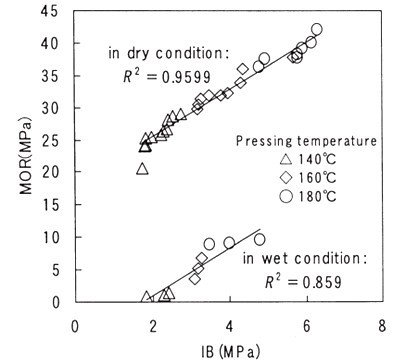
Fig. 1. Comparison between dry and wet mechanical properties (Okuda and Sato 2004, republished with the kind permission of the Japan Wood Research Society)
THE EFFECTS OF PLANT MATERIALS ORIGIN ON THE MOLDED SPECIMENS
Reported Molded Materials
The effect of the nature of plant material is a very delicate parameter to study because materials and methods are rarely comparable between different studies reported in the literature, and most of the time researchers tend to focus on just one plant. Also, comparison focusing on one plant from one study to another cannot be considered 100% reliable, as plant varieties, harvesting season, growing sites, etc. will create heterogeneity (Saito et al. 2013).
Mason indicated that the Masonite disintegration process could work with pretty much whatever “ligno-cellulose material” (Mason 1926a). Then for molding Masonite®, it is reported that lignin is necessary for cohesion; therefore only materials containing sufficient amounts of lignin after steam explosion would be suitable (Mason 1928).
Although wood is the only material present in the examples given in their patent, Runkel and Jost (1956), considered that whatever “substances of vegetable origin which contain resinogene groups and active carbonyl compounds or which can form such groups” could be molded without using a pretreatment. On the other hand, Anglès et al. (2001) mentioned that boards from non-pretreated residual softwood could not be molded, and thus steam pretreatment was needed. Other wood materials were successfully molded using steam pretreatment (Suchsland et al. 1987) or not (Ando and Sato 2010). The groups of Miki and Takahashi also investigated the possibility of molding wood at high pressure using steam (Miki et al. 2003; Takahashi et al. 2009) and bulk bamboo (Yamashita et al. 2007). Also, cedar wood, bamboo rice straw, Ginkgo biloba leaves, and coffee bean residues were densified into pellet fuels by high pressure molding (Matsuura et al. 2012).
The oil palm tree is a vastly studied biomass. Suzuki et al. (1998) and Laemsak et al. (2000) molded steam-exploded particles of oil palm tree fronds, and Nadhari et al. (2013) studied trunk particles treated in an autoclave. Different parts of oil palm tree (Hashim et al. 2011a) and date palm tree (Saadaoui et al. 2013) were also molded without steam.
The pith fraction of sugarcane bagasse was successfully molded without steam treatment, and satisfactorily results were obtained (Mobarak et al. 1982; Widyorini et al. 2005a).
Kenaf core is another extensively studied material that was successfully molded without steam (Okuda and Sato 2004) and also using steam injection pressing, which made it possible to obtain low-density boards (Xu et al. 2004).
Miscanthus and banana bunches were also molded into boards with the help of steam pretreatment (Quintana et al. 2009; Velasquez et al. 2003).
As a conclusion, no general trend can be extracted from these results. The availability of waste plant material in one region often appears to guide the selection of materials to be studied and comparisons between plants remains rare.
Different Parts of Plants
Type of plant tissue, cell wall structure and composition
Hashim et al. (2011a) compared the moldability of different plant tissues from the oil palm tree. In the same processing conditions, without pretreatment, the bark and leaves performed poorly, while fronds and trunk were much better. Bark cells had thick and rigid cell walls and were not deformable enough to be molded. In contrast, parenchyma is a spongy tissue of plants, consisting of living cells with a high lumen to cell wall dimension; this structure was claimed to be responsible for good molding capacity of fronds and core part of the trunk of oil palm tree. Consistent results were also reported on date palm tree (Saadaoui et al. 2013).
Mobarak et al. (1982) also observed that bagasse pith (parenchyma cells) had better molding capacity than depithed bagasse (less parenchyma cells). Also the pith part reacted to pressure (higher pressure increased the bending strength), although depithed bagasse had the same poor properties with higher pressure. The same conclusions were reported on kenaf core (Okuda and Sato 2004) or coconut husk (van Dam et al. 2004a).
On the other hand, it was shown that whatever the conditions, sugi heartwood had more than twice better mechanical properties compared with sugi sapwood on 1 mm powder binderless boards processed without steam (Ando and Sato 2010). Heartwood is the center, older, tougher part of the trunk, constituted of dead cells of higher lignin content. This result appears quite contradictory compared to the previous ones unless chemical differences (probably lignin and extractives) are considered. No difference was observed between heartwood and sapwood when ground to 10 μm and used as a binder for plywood for what was concluded that the grinding treatment cancelled the differences of cell wall structure.
Particle geometry and the need of steam treatment
A comparison of hot pressing and steam injection pressing on the parenchyma part (pith) and non-parenchyma part (rind) of bagasse showed no effect of steam for the pith fraction but a positive effect of steam for the rind fraction (Widyorini et al. 2005a). This would explain the results of many researchers, who necessarily employed steam for molding non-parenchyma tissue, and also the good properties and many studies showing a high interest for kenaf core and other parenchyma-rich parts of plants.
Remnants of storage polymers and agroindustrial by-products
Different agricultural or industrial plant residues are to be found in different countries, but a certain attention can been directed towards agroindustrial byproducts that would contain significant amounts of storage polymers, namely starch and proteins. Hashim et al. for instance worked on oil palm tree residues containing small amounts of starch. They first managed to obtain satisfactory mechanical properties using strands of 3 to 5 cm long, and the SEM photographs showed an homogeneous blend of the cells and melted and compressed starch granules (Hashim et al. 2010). In a second study on different parts of oil palm tree, the IB correlated well to the starch content; starch was able to melt and provide a matrix effect, bonding the fibers together in a composite material (Hashim et al. 2011a). The starch granules were seen to fill the cell voids, sometimes unmelted in the compressed material even at an elevated temperature of 200 °C; nevertheless, they were able to provide a bonding effect (Hashim et al. 2011b; Lamaming et al. 2013). The melting of starch granules was confirmed after the materials had been steam-pretreated and molded at 220 °C (Nadhari et al. 2013) or 180 °C (Saari et al. 2014). The effect of starch as thermoplastic in situ binder has been reported to be significantly lower than sugars upon molding (Lamaming et al. 2013). Another example is to be found in the papers of Evon et al. (2010, 2012) who worked on sunflower cake, (which contains proteins) and reported on thermocompressive molding of sunflower cake, and that 3-D molding is easily accessible due to the thermoplastic behaviour of proteins. In this case, studied material is truly an agroindustrial byproduct, wherein the thermo-mechanical extraction of sunflower oil may play a role. Binderless boards were also successfully molded on jatropha seed oil cake (Hidayat et al. 2014).
Mixing / structural associations
Reports on mixing of materials are rare, and so are reports based on structural association of several plants. For instance, in order to counter-balance the poor flexural properties of bark fibers, Gao et al. (2011) introduced a mix of wood fibers (30%) and bark (70%) and tested different structural associations. They concluded that a homogeneous mixture added lot of strength compared to the control (100% bark), but the highest mechanical properties were achieved when they sandwiched bark between two layers of wood fibers. When using such a construction, the MOR and MOE were almost doubled compared with the control.
Contribution of lignin to water resistance
Many authors have made the hypothesis that lignin, on account of its hydrophobic nature, was responsible for most of the water resistance observed on specimens (e.g. Howard and Sandborn 1937; van Dam et al. 2004a; Okuda and Sato 2004). The addition of lignin was reported to drastically increase water resistance, which supports the previous hypothesis (Anglès et al. 2001). Additionally, it has sometimes been observed that lignin degradation was correlated with a decrease of TS, showing that hydrophobic degradation products could work as native lignin; such observations could also support a hypothesis proposed by Ito et al. (1998b) to the effect that lignin was not responsible for the dimensional stability triggered by the high-severity steam pressing treatment. Also, the link with steam treatment could be made, as it was reported that steam treatment increased the relative lignin content by degradation of other components, and the correlation to the increase of lignin was made with an improvement of the mechanical properties (Quintana et al. 2009). More elements about this are reported later.
Contribution of hemicelluloses to water sensitivity
The fact that hemicelluloses must be eliminated for better water resistance was already mentioned in the pioneering works of Mason. The reduction of hemicelluloses content was performed because of a washing step prior to steam explosion, which effect was later confirmed by others (Howard and Sandborn 1937; Suchsland et al. 1987; Nadhari et al. 2013; Saadaoui et al. 2013).
Steam pretreatment and hot water extraction have been widely studied as a way to improve water properties of classical adhesive containing wood-based panels (Hsu et al. 1988). This effect relies on an improved deformability of wood particles and reduction of springback effect, both of which mainly can be attributed to the reduction of hemicellulose content (Pelaez-Samaniego et al. 2014a). Comparable results were obtained in binderless pressing (Anglès et al. 2001). The hypothesis was also formulated that hemicelluloses’ bonding effect could be responsible for water sensitivity of the molded products because of the hydrophilic nature of such bonds (Okuda and Sato 2004).
Finally, in the same way as the increase of lignin, the link between severity of pretreatment and a decrease of the relative content of hemicelluloses was made (Fig. 2), and a correlation was established with an increase of the water resistance (Velasquez et al. 2003). The correlation between a decrease of TS and hemicelluloses content was verified by others ( Widyorini et al. 2005b; Quintana et al. 2009), which could possibly explain the improvement of water resistance observed by Ito et al. (1998a,b).
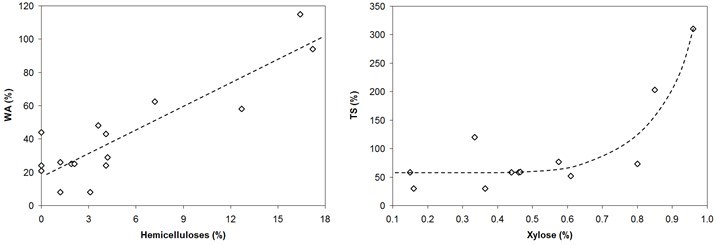
Fig. 2. Correlation between loss of hemicelluloses and improvement of water resistance in binderless fiberboards, WA on the left (steam exploded miscanthus, adapted from Velasquez et al. 2003), TS on the right (steam exploded banana bunch, adapted from Quintana et al. 2009).
THE USE OF STEAM IN PLANT MATERIAL PROCESSING
The first widespread usage of steam treatment for producing materials from natural fibers was in the manufacture of Masonite® (Mason 1928). Mason developed an apparatus called the Masonite gun (Mason 1926a, b) within which wood chips are steam pressurized during a certain time before rapidly releasing the pressure, and the material through a nozzle. A mechanical effect that breaks the structure of the fibers and leads to what is described as a defibrated and fluffy state is produced, cell walls are damaged, and inner plant cell wall chemical components made more accessible.
Steam-exploded wood fibers were processed into wet processed hardboard without binders, and Masonite® was industrially produced. Multiple applications were possible due to its high density, low cost, and relatively good water resistance. The product was also known as isorel, hernit, karlit, torex, or treetex. It was already claimed in the patent that lignin and its accessibility were responsible for good mechanical cohesion and water resistance of the materials (Mason 1928).
The steam pressure, in the range of a few MPa (Table 5), is directly linked to its temperature. So basically, time and temperature (or pressure) are the two main parameters. A higher pressure and/or a longer time will produce more “changes” in the natural fibers, for which “severity” is a consensus term. Different materials can be produced by varying the severity (Mason et al. 1937). The time – temperature equivalence is described in the patent (Table 5), but it is also mentioned that a critical temperature should be reached.
The low energy requirements and eco-compatibility of steam explosion made it an interesting process for other applications than binderless boards, for instance for reinforcing the water resistance of the adhesive based panels (Hsu et al. 1988; Pelaez-Samaniego et al. 2013). Steam treatment was reported to increase the ethanol yield, lignin solubilisation (Bundhoo et al. 2013), and also biogas yield production (up to 40%) despite some negative effects due to the generation of compounds inhibitory to micro-organisms (Zheng et al. 2014).
Table 5. First Report of a Time-Temperature Equivalence for Steam Pretreatement adapted from US patent 1,824,221
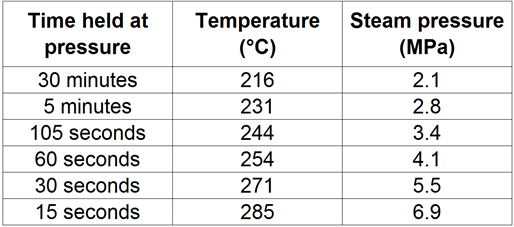
(adapted from Mason et al. 1937)
Later, the time – temperature of treatment equivalence was formalized, and a combining variable called “severity factor” was created for more convenient comparison (Overend et al. 1987). This severity factor (also called R0) has the following expression:
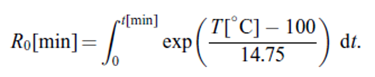 (1)
(1)
The consideration of the log R0 imposes the prerequisite of the time – temperature equivalence, which remained an hypothesis that was questioned (Velasquez et al. 2003).
There are basically two ways of using steam in the processing of binderless 100% plant fibers materials:
- As a pretreatment on the starting material separately from the pressing stage: In this case the very large majority of research works employed Mason’s steam explosion approach (Mason 1926a; Suchsland et al. 1987; Velasquez et al. 2003). Some groups used a simple steam pretreatment in an autoclave without the mechanical effect of steam explosion, (Howard and Sandborn 1937; Takahashi et al. 2009; Nadhari et al. 2013). Others used steam in addition to more mechanical refining processes using disks or rolls ( Xu et al. 2003; Gao et al. 2011).
- As a processing aid, integrated in the pressing process, using a steam atmosphere surrounding a pressing machine (Ito et al. 1998b; Widyorini et al. 2005c; Miki et al. 2007a) or injecting steam in the mold during pressing (Xu et al. 2003).
The benefits of steam treatment as a first step are often reported to be tremendous with respect to the mechanical properties. Anglès et al. (1999) for instance reported that steam-treated biomass succeeded, whereas non-treated biomass compressed materials were so weak they could not even be tested.
The Use of Steam as a Pretreatment: Effects and Optimal Conditions on Molded Specimens
Mild severity optimum for strength
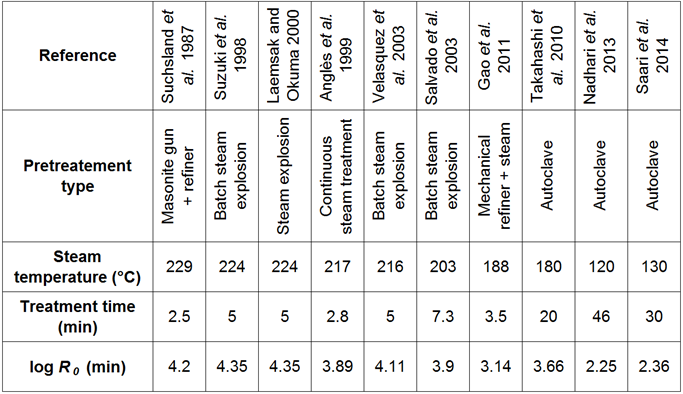
Optimal values of pretreatment (in order to maximize the MOR) are reported in Table 6, which shows that the average optimal value for log R0 is about 4. Except for the last two examples in Table 6, the optimal value was uniform, despite the fact that different plant materials were being studied, including hardwood (Suchsland et al. 1987; Takahashi et al. 2010), fronds of oil palm tree ( Suzuki et al. 1998; Laemsak and Okuma 2000; Nadhari et al. 2013), softwood (Anglès et al. 2001; Gao et al. 2011), and Miscanthus (Salvado et al. 2003; Velasquez et al. 2003), etc.
Velasquez et al. (2003) optimized temperature and time separately, and concluded that a lower temperature of pretreatment (200 °C) and long time (6 min, log R0 = 3.72) were the best conditions, and in doing so questioned the time – temperature equivalence (Overend et al. 1987). The pretreatment step was seen to have a higher impact than the other parameters during the compression-molding, statistically. Using the same methodology, similar conclusions were reported on steam pretreated banana bunches binderless boards, and it was also observed that higher severity led to a decrease of the bending properties (Quintana et al. 2009).
Table 6. Summary Table of Optimal Steam Pretreatment Severity for Producing Self-bonded Materials
High severity decreases MOR and MOE but is positive for IB and water resistance
Some papers have reported that severe conditions of pretreatment lead to lower bending properties (Suchsland et al. 1987; Suzuki et al. 1998; Laemsak and Okuma 2000). Suchsland et al. (1987) also reported that high severity of pretreatment appeared to increase the bonding ability, but the hypothesis was made that the shortening of the fibers could hinder this effect, which would explain a decrease on the bending properties. The mechanism was clarified later, with the measurement of a reduced cellulose content and lower degree of polymerization, which made it possible to conclude that the partial hydrolysis of cellulose caused by an excessive severity of treatment was responsible for the lower mechanical properties (Anglès et al. 2001). Later, the IB was actually confirmed to be maximized at high severity of pretreatment, and a higher proportion of fine particles produced during pretreatment at high severity was suggested as an explanation to higher IB values (Velasquez et al. 2003). Low temperature of pretreatment was claimed to preserve the integrity of the fibers during pretreatment, although high temperature during the pressing stage for a short time was seen to be the best strategy for triggering the bonds without degrading the material too much. This was verified by optimization experiments, which were conducted to achieve a maximum IB for higher values of severity than for MOR / MOE, with the maximum value of 3.7 MPa (245 °C) for 7.3 min (log R0 = 5.13) (Salvado et al. 2003). Consistent results were obtained on banana bunches, wherein the IB was also demonstrated to be statistically dependent only on the pretreatment severity (in related experimental conditions) (Quintana et al. 2009). The maximum IB would be with a pretreatment severity factor of 3.55, which is lower than values reported by the other authors. The same kinds of results were reported using a steam-pressurized disk refiner, for which high pretreatment severity maximized the IB, while at the same time the MOR was decreased (Xu et al. 2006).
Positive effects of steam explosion on the water resistance is a classic of the adhesive bonded panels (Sekino et al. 2005). Mason reported good properties of Masonite (binderless hardboard) against water (Mason 1928), and had another patent on a more intensive use of steam explosion to produce water-resistant materials (Mason et al. 1937). The highest severity levels of pretreatment are uniformly reported to confer the highest water resistance (thus lowest TS and WA values). There is certainly a link to establish between self-bonding ability (IB values) and the water resistance (WA and TS values), as the optimal parameters for these variables are similar.
Unsurprisingly, steam autoclave treatment was also reported to provide good water resistance. A steam temperature of 180 °C was reported to have a high impact, although further increase of temperature did slightly further increase the water resistance (Takahashi et al. 2010). In a lower range of temperature treatment, Nadhari et al. (2013) also reported the improvement of autoclave treatment on water resistance but concluded that optimal conditions of treatment should be 120 °C and 46 min.
Steam pretreatment, flow behaviour, and molding capability
Steam pretreatment has also been considered as a way to dramatically increase the flow capability of plant materials, which is of great interest towards the production of objects of complicated forms in high pressure molding experiments.
A temperature higher than 160 °C made it possible to measure the flow ability of Japanese beech using a commercial capillary rheometer. The fluidity increased with temperature of pretreatment until 200 °C (Takahashi et al. 2009). Steaming temperature was demonstrated to first allow flow and secondly to lower the temperature at which the flow occurs. It was demonstrated that 200 °C was an optimal temperature to impart fluidity, and the material could be made to flow at only 9.8 MPa of extrusion pressure. At 180 °C of treatment, 29.4 MPa of pressure were needed to trigger flow. More generally, the lower the temperature of steaming, the higher has to be the pressure to trigger the ability to flow. A limit of temperature may exist, considering that the results at 220 °C were worse than those at 200 °C. The same conclusion was reached regarding the time of pretreatment, and the authors concluded that 10 min were sufficient at 200 °C to trigger fluidity but increasing this time increased the temperature required for flow.
In a later study, Takahashi et al. (2010) correlated these results with the bending properties of their boards, which showed that molding in conditions over the flowing temperature / pressure of the material enhanced all of the mechanical properties that were considered.
Steam as a Processing Aid: Effects and Optimal Conditions
Steam atmosphere pressing
The steam atmosphere pressing technique involves use of a pressing machine wherein the mold is surrounded by a pressurized chamber where heated steam can be injected. A prototype built by HISAKA corporation was used in several studies (e.g. Ito et al. 1998a; Miki et al. 2007a). According to Miki et al. (2007a,b, 2008), the main difference and explanation of the better results of steam atmosphere pressing results from the steam saturation of air surrounding molded materials, which prevents moisture from escaping. The prevention of loss of moisture during the molding process would therefore be a major advantage to this technique. Steam atmosphere pressing also produced improved water resistance (Ito et al. 1998a; Miki et al. 2008).
Widyorini et al (2005b) used a custom-designed porous metal pressing machine in an autoclave chamber, gluing together 2 veneers of kenaf core. At 1 MPa (=> 180 °C) of steam pressure, 10 min was an optimum bonding time, whereas at 1.5 MPa (=> 198 °C), 1 min was optimum. However, best mechanical bonding was achieved with 0.8 to 1 MPa for 10 to 15 min.
Steam injection pressing
Steam atmosphere pressing entails a high cost of time and energy, as the whole chamber needs to be pressurized and depressurized at each cycle. Alternatively, as airtight molds are quite easy to build, another possibility is to inject steam directly into the material while it is being pressed in the mold. Originally, steam injection pressing was designed with the idea of maintaining a certain moisture inside the mat to improve thermal conductivity and heat transfer from the plates (Kelly 1977; Back 1987).
The group of Kawai et al. (main results in Table 7) first studied the possibility of molding binderless particleboards from kenaf core using a steam-injection pressing method (Xu et al. 2003). Steam is injected in the mat at a pressure from 0.6 to 1 MPa during the whole pressing stage. The IB and bending properties were reported to be much higher compared to hot pressing, and these properties increased with steam pressure. Treatment time had a low impact.
Table 7. Examples of Conditions and Mechanical Properties of Steam Injection Pressing Experiments for Production of Self-bonded Materials
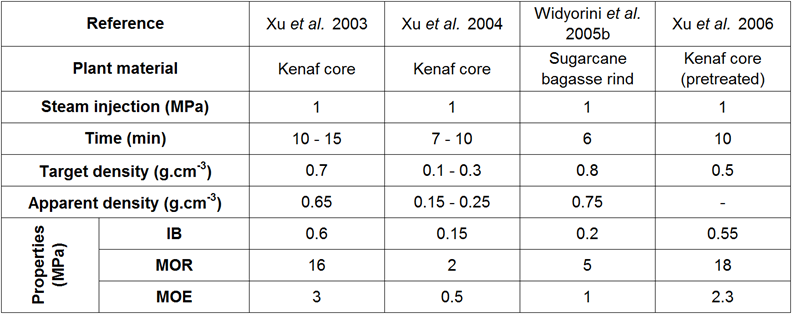
In the first paper (Xu et al. 2003), delamination was reported in the case of higher density boards, which was explained by a steam pressure imprisoned in the material that exceeded the IB of the material, making the boards explode when opening the press. Usually, binderless boards with density lower than 0.7 are not reported because of insufficient mechanical properties. Yet, Xu et al. (2003) reported a good correlation between density and the mechanical properties on binderless particleboards with density from 0.35 to 0.65 g/cm3. Other results at lower density (0.15 to 0.3 g/cm3) (Xu et al. 2004) followed the same mathematical law as previously reported data, as can be seen in Fig. 3. The addition of a pretreatment step with a steam-pressurized disk produced fiberboards of very good properties with a low density of 0.5 g/cm3 (Xu et al. 2006).
Steam pressing produced specimens (bagasse binderless particleboards) with values of TS mostly within the range 150 to 200% for conventional pressing and under 25% for materials made by steam pressing (Widyorini et al. 2005a). Dramatic benefits of steam-injection pressing were reported elsewhere, e.g. for kenaf core binderless particleboards (7.47% to 11% of TS were obtained compared to 169% without steam) (Widyorini et al. 2005b; Xu et al. 2003).
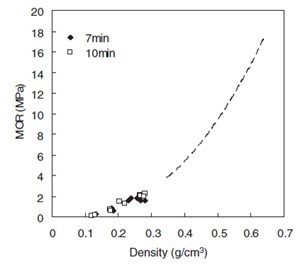
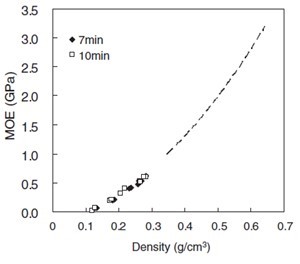
Fig. 3. Example of correlation between MOR / MOE and density on a wide range of density from Xu et al. (2004), where the dotted line is modeling from Xu et al. (2003); all results on steam injected binderless particleboards from 5 mm chips of kenaf core. Figures republished with the kind permission of the Japan Wood Research Society.
Steam injection pressing, water resistance and boards’ thickness
In the industry of wood-based panels with adhesive, it is well known that the volume / surface ratio has an effect on the WA and TS values. Under the same processing conditions, thicker binderless boards are reported to have better TS values, and thinner boards better WA ( Suzuki et al. 1998; Laemsak and Okuma 2000). The explanation relies on the fact that the density gradient is generally less in thin boards, and higher porosity on thicker boards allows more water to infiltrate without making the board swell, which is why the comparison of water resistance is reliable only for boards of similar thickness (Okuda and Sato 2006).
A consistent observation was made on low-density steam-injection pressed binderless boards made from kenaf core, because of low density (0.25 g/cm3), high WA values of 290% can be obtained on boards with very low TS of 9% (Xu et al. 2004), which would pass the JIS standards if the standard covered this sort of special boards (JIS A 5908, 2003).
THERMO-COMPRESSIVE PROCESS PARAMETERS AND THEIR EFFECT ON PROPERTIES OF MOLDED SPECIMENS
Molding Pressure
Clarification of the relationship between pressure / density / target density
In the industry of wood-based panels, woods with bulk density lower than the resulting particleboards should be used because there is a direct correlation between the compression ratio and the boards strength (Kelly 1977). The purpose of pressing is to bring the particles close to each other while the resin is being cured, which provides thickness control. A “target density” is thus considered, when the mass of material introduced in the mold and the thickness of the product are controlled. This can be achieved, for example, in old presses by use of a metal frame (often called stop bars) that prevents the pressing machine from compressing further than the desired thickness. In classical particleboards, densities range from 0.6 to 0.7 g/cm3, while in classical fiberboards, the values range from 0.65 to 0.85 g/cm3, for instance.
When no glue is used, the generation of an in-situ binder or some other interparticle bonding phenomena is necessary for the product to keep its shape. In fact, because of the lack of binder, a springback effect is often observed in much higher proportions in binderless molding than in traditional resin-based wood-panels (Boon et al. 2013). When unloading the press, the material expands, depending on whether its IB is sufficiently high to retain the particles in their compressed form. Residual mechanical stress remains and produces boards with final density lower than the targeted one. This is why these have to be considered separately. The final densities observed in binderless boards (in general) are higher, ranging from 0.8 to 1.35 g/cm3. In the industry of wood-based panels with adhesives (thickness control), the initial pressure is impacting the pressurization speed, that has an important effect on the vertical density profile (Kelly 1977), which is different than directly applied pressure. In this case, material can be compressed more than the desired density, but with the springback effect, can obtain a satisfactory density; a good explanation of this effect can be found in the work of Gao et al. (2011).
Effect of pressure: Board manufacture with target density
Common sense suggests that higher density boards will express better mechanical properties (Suchsland et al. 1987). Even though this seems like an easy relationship, some tricky results can be found in the literature. The same author, for instance, once reported a good correlation (Anglès et al. 1999) and elsewhere did not observe any correlation (Anglès et al. 2001) when boards with about the same density exhibited variable mechanical performances. Also, in different studies of Hashim et al. (2010, 2011a,b), the authors suggested that increasing pressure could help to achieve better bonding properties. But while 5 MPa of pressure was used in two studies (Hashim et al. 2010, 2011b), 12 MPa of pressure were later used (Hashim et al. 2011a), leading to better properties. Possibly, the 5 MPa of pressure was not sufficient to reach the target density, and the correlation should have been established based on density measurements. In parallel, when the resulting density is correlated to the mechanical properties, very good correlation has been observed (Ando and Sato 2009; Okuda and Sato 2004, 2006; Boon et al. 2013). In one paper (Fig. 4), a non-linear correlation is reported; particleboards had
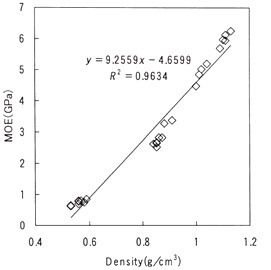
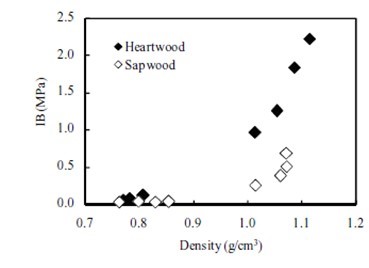
Fig. 4. Example of correlation between mechanical properties and density of boards. Left graph (Okuda and Sato 2004) binderless particleboards from fine powder (53 µm) bagasse with a linear correlation, right graph (Ando and Sato 2010) particleboards from Japanese cedar milled through 1 mm screen with a non-linear correlation. Republished with the kind permission of the Japan Wood Research Society.
low properties at low density, but after a certain threshold of density, properties increased and there was a linear correlation with density (Ando and Sato 2010). In this last case, an explanation was proposed concerning the improvements of the properties coming from the reduction of porosity when increasing density, which increased the thermal conductivity. One parameter that has been barely studied is the pressurization speed, which is well known to modify the vertical density profile, classical in the wood-based panels with adhesive but almost never reported in articles concerning binderless molding. For instance, it was reported that thicker binderless boards had much lower IB than thin ones at comparable target density (0.8, 1, and 1.2 g/cm3) (Laemsak and Okuma 2000; Suzuki et al. 1998) and the explanation to this probably resulted in the different density profiles, induced by thickness differences.
Effect of directly applied pressure (pressure control)
As opposed to “target density” experiments, pressure directly applied on the material without stopbars has been reported: Mobarak et al. (1982) were the first in the “modern area” to report on binderless boards. This paper first described a major effect of pressure on binderless boards manufacturing from bagasse pith and reported that mechanical strength of the boards was best at higher pressure (25.5 MPa), which is about 7 fold the usual pressure in the production of wood based panels (Fig. 5). An effect of pressure was only observable for the pith part of bagasse, which is a non fibrous tissue made of parenchyma cells. On every attempt, the density of the products was 1.35 g.cm-3 (about twice the usual density of traditional wood based particleboards), and it did not increase with increasing molding pressure, showing that not only density (i.e. compaction) was responsible for the mechanical properties. But in addition, pressure must be triggering some destructuration and chemical reactions that bind the fibers together (e.g. switching the glass temperature transitions of polymers, increasing hydrolysis kinetics).
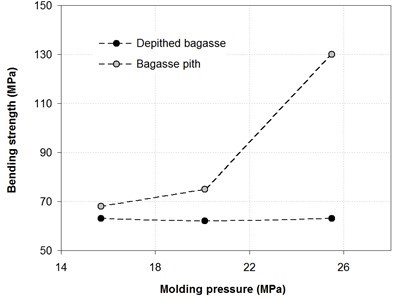
Fig. 5. Correlation between pressure and bending strength (adapted from Mobarak et al. 1982)
Ando and Sato (2009) used kenaf core powder as an adhesive in plywood manufacture and showed that an increased pressure in the production of plywood gave better shear strength, as well as a quicker heating up of the veneer stack when wood cells were compressed. This was mainly caused by the significant increase of the board density when working without stop bars and, hence, producing boards with accordingly lower thickness at higher pressure. If the pressure exceeded a certain even higher limit, delamination occurred, because steam pressure created during the hot press cycle was not able to escape due to the tight material structure.
High-pressure molding
Very high pressures cause a certain flow behaviour of pure plant materials. Extrusion tests on Japanese cedar powders were performed without any treatment (Miki et al. 2003). It was demonstrated that extrusion was possible at pressures starting from 70 MPa, whereby extrusion pressures close to 300 MPa were achieved in these experiments. Increasing temperature made it possible to reduce extrusion pressure. The relationship between pressure and bulk density of the extruded product follows a logarithmic curve with an inflexion point around 100 MPa (where obviously most of cell lumens have already collapsed) and a density limit tending to 1.4 g/cm3 (Fig. 6), which is close to the density of wood cell wall. The higher the pressure and the density, the higher are the mechanical properties.
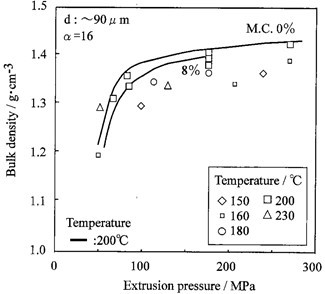
Fig. 6. Correlation between extrusion pressure and density at high pressure extrusion of wood powders (reproduced from Miki et al. 2003, with kind permission of the Japan Society of Mechanical Engineers)
Later, wood powder was molded using high-pressure molding under a steam atmosphere, and pressure had a clearly positive effect on the shock-resistance properties (dynamic bending or Charpy impact) (Miki et al. 2007a), whereas static bending tests, showed a limited effect (Miki et al. 2008). Figure 7 summarizes these two results. The authors also noticed that using steam atmosphere pressing made it possible to reduce the pressure needed to mold wood powder into materials and got excellent bending strength up to 70 MPa with only 36.5 MPa of pressure. Using only 10 MPa of molding pressure resulted in 60 MPa of bending strength specimens.
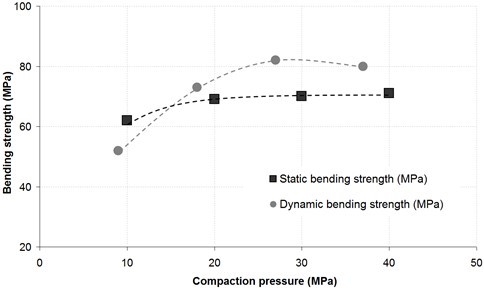
Fig. 7. Correlation between pressure and bending strength in dynamic test (gray dots) and static (black squares) (adapted from Miki et al. 2007a and Miki et al. 2008)
Effect of pressure on pure cellulose molding
Recent papers have reported pure cellulose compression molding trials and the effect of pressing pressure. Within the range of 40 to 200 MPa, an optimal at 120 MPa was reported for maximizing bending strength (Rampinelli et al. 2010), whereas elsewhere no statistical difference was observed between 134 and 267 MPa of pressure (Pintiaux et al. 2013). Good results with a cold / hot two stages process were reported when using only 45 MPa of pressure (Nilsson et al. 2010). Pressing values from 0.7 to 2.5 GPa (Privas et al. 2013) were reported, but the researchers had to conclude that the pressure range was too high to observe any significant effect. Thus, a pressure below 0.7 GPa was sufficient to achieve the maximum density.
Moisture Content
Natural fibers are highly hygroscopic, and the water content modifies structural parameters such as crystallinity and lowers the glass transition temperature of its polymers (Célino et al. 2014). It is therefore an essential parameter.
Historically, according to the patent of Mason (1937), MC should be adjusted to 5% before pressing. A coproduct of the Masonite process was reported to have an optimal moisture content of 4% for molding (Howard and Sandborn 1937). Without using steam, an optimal moisture for producing compression-molded objects is reported as being between 5 and 25% and preferably between 8 and 17%, according to the patent of Runkel and Jost (1956), which suggests that moisture can be adjusted in a wide range. It was then reported that increasing MC had a negative impact on the mechanical properties (Table 8), but a minimum moisture was necessary to successfully mold products from bagasse (Mobarak et al. 1982).
Table 8. Moisture Content and Effect on the Mechanical Properties of Molded Bagasse Products (Density 1.34-1.36 g/cm3)
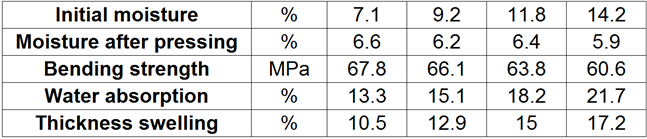
(Adapted from Mobarak et al. 1982)
Molding of dried (0% MC) plant material is generally unsuccessful, and many papers have reported that there is a need for a minimum MC, which is 3% according to Nadhari et al. (2013), but changing MC in the range ~10 to 30% seemed to have less effect on the resulting mechanical properties ( Okuda et al. 2006a; Ando and Sato 2009). Nevertheless, high MC was reported to trigger delamination due to steam accumulation in the material during hot pressing (Ando and Sato 2009). The interaction between moisture and temperature is very important; for instance, in a high temperature range (200 to 280 °C) the adjustment of MC to lower values (2 to 3%) produced good properties with a maximum at 260 °C (Nonaka et al. 2013). In this study, the 200 °C values were quite low because of the low MC. These last results can be compared with the classical process in the production of industrial wood-based panels in which moisture is reduced in order to prevent reactions with the resin. In the industry, moisture is known to be impacting the density distribution which has never been studied in binderless boards experiments (Kelly 1977).
An increased MC was also reported to facilitate the flow ability of wood powders (Miki et al. 2003) and bulk bamboo (Yamashita et al. 2007). Miki et al. (2003) also demonstrated that the increase of moisture shifted the temperature at which the bending strength was maximum: at 0 and 8% the optimum temperature was 195 °C, although at 43% moisture 175 °C was the optimal temperature. Finally, higher moisture produced significantly weaker materials.
The state of the plant cells has been reported to be different after extrusion (transfer molding), based on SEM observations; the cells were barely observable and had a “matrix” look, although with moisture the cells were still identifiable after molding (Yamashita et al. 2007). Moisture was concluded to ease the separation of the cells during flow testing at high pressure. The same observations was made later on different materials (Yamashita et al. 2009).
Okuda and Sato (2006) reported that the water resistance increased drastically with increasing MC of the initial material, because of a lower softening point of lignin (plasticization) and better heat transfer (Xu et al. 2006). The MC effect also was diminished at higher temperature of molding because softening point of lignin was already reached (Okuda and Sato 2006). However higher MC caused delamination on 0.7 g/cm3 density boards (although 0.5 g/cm3 density boards were correct).
Concerning pure cellulose molding, the authors’ group has reported consistent results. Dry cellulose performed poorly, whereas 6, 8, and 10% MC cellulose had good and comparable mechanical properties (Pintiaux et al. 2013). Privas et al. (2013), on the contrary, reported higher modulus for dry samples, suggesting that, with very high pressure, moisture was prejudicial to the cohesion.
Temperature gradient, moisture, time and heat transfer
In the classical wood-based panels process, temperature is the energy source to cure the resin. Moisture has the role of facilitating the heat transfer from the plates to the inside of the mat and keeping the particles deformable (lower softening temperature of wood polymers in presence of moisture) for adequate resin/wood particles-fibers contact and target density (Kelly 1977). Temperature and moisture gradients exist inside the mat which has been fully described in the industry standards but rarely reported in binderless boards experiments (Bouajila et al. 2005). In the surface layers, a certain evaporation takes place during the press cycle which permits to get close (~80%) to the plate temperatures (i.e. skin effect), whereas in the core layer, temperature remains close to the water evaporation temperature (depending on pressure, 105 to 115 °C). Increasing pressing time increases the temperature inside the mat but the pressure increases, which can cause delamination. The same way, moisture reduction will reduce steam pressure but also heat transfer; this explains why these parameters have to be optimized together. This has been done in thousands of papers in the wood-based panels with adhesive, but characterization of such phenomena are still incomplete in the field of binderless boards processing.
Temperature
Effect of pressing temperature on non-treated and steam treated materials
Temperature is often described as the most important factor in the production of binderless natural fibers moldings (van Dam et al. 2004a). Thermal treatments are also crucial in the improvement of properties of wood composites, adhesive containing wood-based panels, and self-bonded plant materials (Pelaez-Samaniego et al. 2013).
As can be seen in Table 9 which summarizes the conditions for which highest MOR was observed in different studies, research papers on non-steam treated binderless boards and high pressure molding are often reporting an optimal temperature between 180 and 200 °C, except for Shen (1986), who’s material contained a high proportion of free sugars and Nonaka et al. (2013), who lowered the MC. Over this favorable range of temperatures, the mechanical properties are decreasing and/or delamination occurs (Ando and Sato 2009, 2010; Hashim et al. 2011b).
Some reports have concluded that increasing temperature had a high impact on increasing the IB of particleboards, which consequently led to the increase of the bending properties ( Okuda and Sato 2004; Hashim et al. 2011b).
A high temperature of pressing was reported to increase the water resistance and to be the most impactful molding parameter ( Anglès et al. 1999; Velasquez et al. 2003; Ando and Sato 2009, 2010; Boon et al. 2013; Hashim et al. 2011b; Nadhari et al. 2013). Better results than equivalent UF or UMF bonded boards were once reported (Okuda and Sato 2006). The TS value went under 10%, which matches particleboards standards.
Table 9. List of Optimal Temperature as Reported in the Literature for Producing Self-bonded Plant Materials Without Steam *
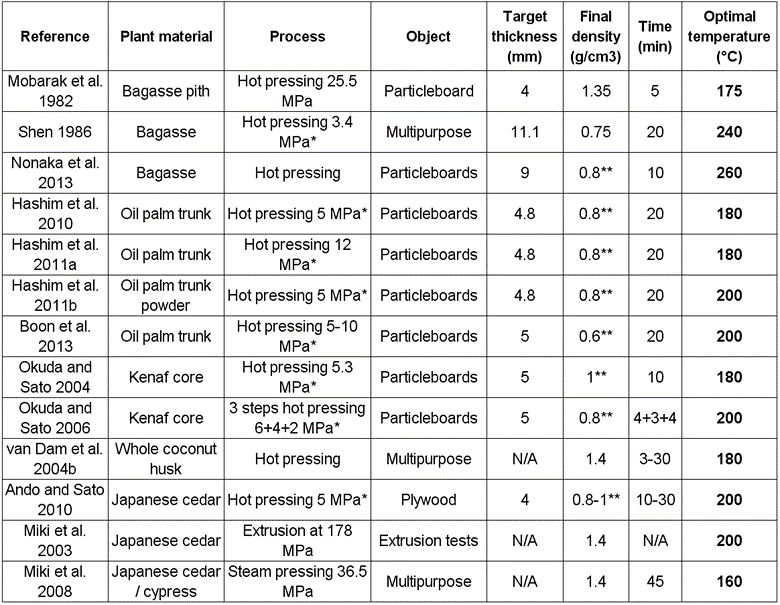
Note: An asterisk (*) in the process line indicates the presence of stop bars, Two asterisks (**) in the density line means that the target density is reported and not the actual density measured.
A higher range of temperature have been reported for steam-pretreated plant fibers (Table 10) than for non-treated materials. Low temperature molding processes are reported only for steam-pretreated fibers. In the absence of pre-treatment, there is no or reduced possibility to produce objects at low temperature of, for example, 125 °C (Suzuki et al. 1998; Laemsak and Okuma 2000). Still, a high temperature of pressing is also reported to have a positive impact on the mechanical properties of compressed specimens after plant fibers have been steam treated (Anglès et al. 1999; Velasquez et al. 2003). One report (Salvado et al. 2003) mentioned however that temperature had a limited impact on the mechanical properties from 195 to 245 °C (which is still in a high range). Another report mentioned no effect of temperature on the IB but a drastic and positive effect on the MOR (Nadhari et al. 2013). Confronting these results, it seems difficult to present a general trend; also, for an unknown reason, most of the research studies on steam pretreated material tended to use higher temperatures and reduced molding times (the time / temperature of molding equivalence is a classic for standard panels production).
Table 10. List of Optimal Temperature as Reported in the Literature for Producing Self-bonded Plant Materials with Process Involving Steam
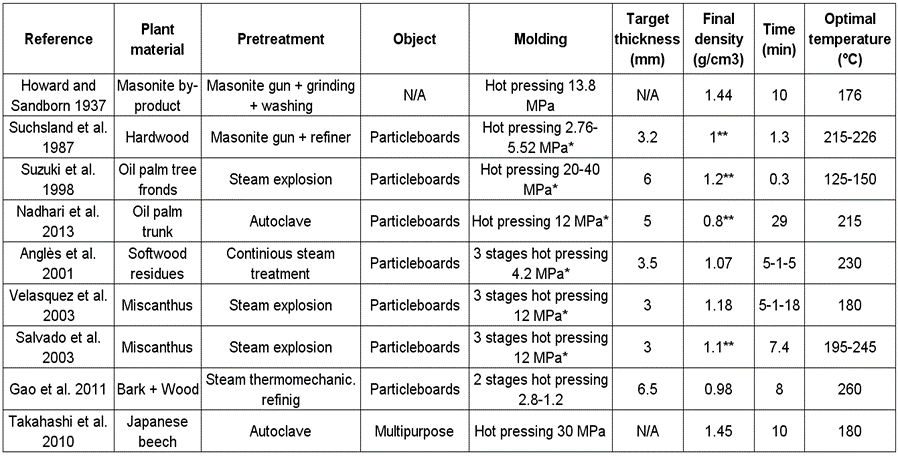
Note: An asterisk (*) in the process line indicates the presence of stop bars, Two asterisks (**) in the density line means that the target density is reported and not the actual density measured.
As far as high pressure molding is concerned, temperature was demonstrated to increase the flowability of wood powder but also increased the stiffness of the extruded products, with a maximum reached at around 180 to 200 °C (Miki et al. 2003). The thermal decomposition was thought to be responsible for better flowability during extrusion (Yamashita et al. 2007). In the case of high-pressure molding under steam atmosphere, 160 °C was reported as the optimum temperature (Miki et al. 2007a, 2007b, 2008). As for cellulose molding, optimal temperatures have been reported at around 160 to 180 °C (Nilsson et al. 2010; Rampinelli et al. 2010).
Delamination process a conjugated effect of temperature and moisture content
The 180 to 200 °C limit of pressing temperature, as reported previously, usually comes from delamination. It could be density-dependent (Ando and Sato 2009) because low-density products would have sufficient porosity for the steam to escape. Delamination can occur in all sorts of plant material molding: particleboards, fiberboards, and high pressure molding (Rampinelli et al. 2010). In cellulose high pressure molding, the delamination limit was reported to be around 200 °C (Pintiaux et al. 2013). Similar phenomenon was observed in high pressure extrusion of wood: lower density and lower mechanical properties are reported, and SEM observations showed cracks and bubbles (Miki et al. 2003).
To some extent, pressure can be released in the process by using a degassing phase, which is a classical procedure for standard panels production, described as a 3-step-process (i.e. compression degassing compression) e.g. used by Anglès et al. (1999) on steam exploded softwood for binderless fiberboards. The degassing phase made it possible for some authors to mold at temperatures exceeding a previously established temperature limit (Okuda and Sato 2006; Okuda et al. 2006a). With higher MC (20%) at 120 °C of pressing temperature, the degassing could not prevent delamination. This showed that first, the degassing step is a limited solution, and secondly confirmed that the delamination phenomenon is caused by an interaction between moisture and temperature of pressing. The adequate control of MC and temperature and the understanding of their interaction is a key parameter (Nonaka et al. 2013). It was also demonstrated that sometimes cracks are not obvious (not observable on the outside of the material), and MOE and MOR values can be high, whereas at the same time, IB can be drastically reduced. Likewise, the water resistance and especially WA (increased) can be reduced under such situations, because water can more easily infiltrate into the samples. This observation is also a classic finding associated with standard panels production.
The cooling down of the specimen prior to releasing the pressure has been reported to work for preventing delamination ( Yamashita et al. 2007; Miki et al. 2008). In some cases the cooling step was not sufficient to prevent cracks and bubbles, which were still observed on the materials. The cooling down of the mold between two pressing cycles is obviously a marginal option, as it is time and energy consuming.
Some papers have reported the application of vacuum to boards before unloading the pressure, which is easy in the case of a steam injection pressing apparatus, but the results were not satisfactory (Widyorini et al. 2005a).
Pressing temperature and steam assisted molding
The examples of steam injection pressing all reported a molding temperature of 190 °C, but such results have been limited to a few publications, all from the same research team. Actually, this value is the result of 1 MPa of injected steam pressure (183 °C) plus a few degrees in order to prevent the water for condensing in the mold (Xu et al. 2003).
Pressing temperature, time, and water resistance
The classic time / temperature equivalence suggests that the optimal pressing conditions could be either a moderate temperature of molding during a long time or a higher temperature for a short time. The effect of time was reported to decrease at high temperature (Anglès et al. 1999). Elevated temperature is also reported to allow the reduction of molding time at comparable board properties (Ando and Sato 2010). It was also observed that higher temperature resulted in boards having lower density, which was correlated to lower mechanical properties (Okuda and Sato 2006). But, this higher temperature improved the mechanical properties in the humid state, despite the fact that density was lower. More precisely, it was observed that increasing temperature led to increasing the WA but reducing the TS; this indicates that bond quality was better with a lower TS, but voids (cracks) were created in the inner structure, therefore increasing WA. Overall, and in a way comparable to the severity of steam treatment, it can be observed that optimal conditions for bonding (i.e. favoring the IB) will also maximize the water resistance (Boon et al. 2013).
Skin effect
A special effect on the surface of materials obtained by compression molding is often reported ( Runkel and Jost 1956; Mobarak et al. 1982; Suzuki et al. 1998; Anglès et al. 2001; Laemsak and Okuma 2000; Okuda and Sato 2004; Xu et al. 2004; Hashim et al. 2011b; Nadhari et al. 2013). The inner part of this kind of material appears rough and mat-like, but the surfaces are, under certain conditions (elevated temperature but not exclusively), smooth, plastic-like, and shiny. The vertical density profile is a classic from the industry of wood-based panels with adhesive, but unfortunately it has been poorly investigated in the research works concerning binderless molding.
Effect of temperature in the particular case of free sugars containing materials
A free sugars binding system requires 180 °C or more to achieve thermoset bonding (Shen 1986), and higher temperature leads to the best mechanical properties and water resistance of boards. According to Mobarak et al. (1982) and their trials on bagasse pith, increasing temperature from 175 to 185 °C increased the bending strength by 9% but lowered water resistance, which could be explained some delamination as observed by many others. In this later paper, the best specimens had a WA of 11% and a TS of 7.5%, which are excellent values way over the average results. Sugar was also thought to be responsible for the good properties of bagasse molded at high temperature and lower MC (Nonaka et al. 2013). Consistently, the addition of sugars in oil palm trunk particleboards was reported to drastically improve the properties with twice lower TS and WA (Lamaming et al. 2013). Even more impressive, similar products were reported to be resistant to boiling in water (Shen 1986). This very particular behavior is certainly attributable to the in situ resin generated by reactions (decomposition and recondensation) of free sugars induced by high temperature. These include thousands of reaction oligomer products having up to 6 carbohydrates units and reactive furfural derivatives units (Golon and Kuhnert 2012).
Effect of temperature in the particular case of bark
The binderless molding of bark has been successfully reported between 205 and 300 °C (Chow 1975; Mobarak et al. 1982). The molding of bark at “classical” temperatures (180 °C) consistently produced boards with very low properties (Hashim et al. 2011a). A more recent study reported 240 °C and 20 min as optimal conditions of pressing refined spruce bark into boards, whereas 260 °C was the best temperature for maximizing IB (Gao et al. 2011). These authors performed TGA analysis and showed that temperature was responsible for a higher weight loss in the material during pressing (up to 33%). In this paper, nothing more precise than “components were produced and responsible for selfbonding” was mentioned, but if higher temperature is necessary for molding bark parts, the explanation may be the high content in polyphenolic compounds that can undergo radicular polymerization.
Elsewhere, tannins have been investigated to serve as a binder for particleboards: Good results were reported with laccase-assisted oxidation of tannins, wherein thermomechanical pulp was successfully bonded (Euring et al. 2011), and hydrolyzed tannins were reported to perform better than condensed tannins (Widsten et al. 2009). Ionic interaction and radical coupling were reported between tannins and wood fibers as bonding mechanisms (Widsten and Kandelbauer 2014).
Time
Time of molding is quite often reported to be an interesting parameter for improving the mechanical properties, although it is tempting to try to reduce the time as much as possible to increase production speed. Some reports indicated that increased time is preferable for mechanical properties (Anglès et al. 1999) and water resistance ( Okuda and Sato 2004; Nadhari et al. 2013), although a certain limit was reported to exist after 20 min in the bonding ability of kenaf core powder for a 4 mm plywood (Ando and Sato 2010). In contrast, some researchers have reported that a short time of molding was preferable (Velasquez et al. 2003), which was associated with a high temperature of molding. Other reports showed that time has a limited impact on the mechanical properties (van Dam et al. 2004a), which is consistent with high pressure molding of cellulose (Pintiaux et al. 2013). Another report mentioned 6 min to be an optimal time for a 1 mm thick cellulose plates (Rampinelli et al. 2010).
Granulometry
Grinding is an energy-costly step, but lower particle size increases specific surface area and accessibility to inner cell wall components, which is positive for molding. Molding smaller particles also means that the strength of individual elements has less effect, and the bonding between the particles is responsible for most of the strength. Generally, reducing particle size is reported to have a positive effect on the mechanical properties (Shen 1986; Okuda and Sato 2004). The good effect of steam explosion could also partly rely on the generation of fines and global decrease of particle size because of the treatment (Suchsland et al. 1987). Molding bigger particles was confirmed to decrease the mechanical properties (Mobarak et al. 1982; Okuda and Sato 2006). Also, the introduction of bigger particles in fine powder was reported to degrade the mechanical properties, which were then comparable to 100% bigger particles (Mobarak et al. 1982).
Gao et al. (2011) obtained the best IB with finer particles (from 0.356 to 1 mm), but larger particles (> 1 mm) gave rise to higher MOE and slightly higher MOR boards. Consistent results were obtained elsewhere (Xu et al. 2006). The good adhesive strength of very fine powder (10 μm) was reported (Ando and Sato 2009) to be better than 1 mm particles, but the production of boards made of 10 μm powder failed (Ando and Sato 2010). This shows that a limit in the reduction of particle size may exist.
In some cases, bigger particles were reported to produce interesting properties (Hashim et al. 2010; Saari et al. 2014). In this particular case, strands of several mm long were compared to small particles (< 1 mm) under similar conditions of process and target density, but only bending properties were tested. Elsewhere, better water resistance was obtained from chips compared to powder under the same operating conditions (Okuda and Sato 2006), but overall, few results can be found about the particle size effect. Conditions favoring higher IB usually have been shown to increase water resistance, but this seems not be the case for reduced particle size.
Concerning high pressure molding, Miki et al. (2003) demonstrated that higher particle size needed more pressure to be extruded. However, the bending strength of the products of 180 to 250 mm (small particles) and 90 μm (powder) was not significantly different. The effect of high shear on the material might be responsible for leaving no effect of granulometry, as the particles were really deformed and rubbed against each other. The same research group later reported an important result on the effect of granulometry in a steam atmosphere pressing process. The very fine particles did not perform strongly, and an optimum was observable around 100 mm particle size (Fig. 8, Miki et al. 2007a). This somehow confirmed that a limit in reducing particle size would exist for optimal properties.
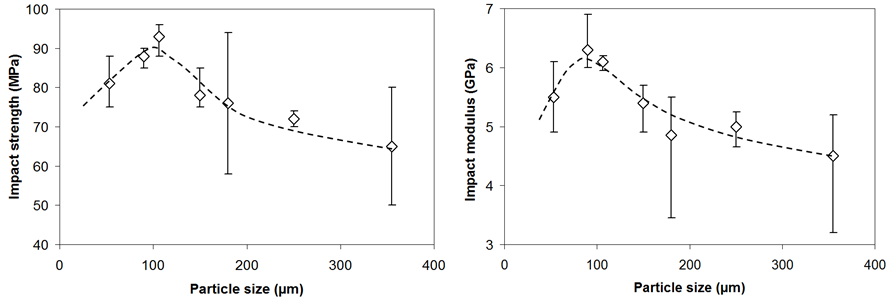
Fig. 8. Effect of particle size on mechanical properties in high pressure molding under steam atmosphere (adapted from Miki et al. 2007a)
THE PHYSICO-CHEMICAL CHANGES AND MECHANISMS OF COHESION IN SELF-BONDED THERMO-COMPRESSED PLANT MATERIALS
The molding phase is usually conducted at air equilibrium MC (between 5 and 12% and often 8 to 10% MC with room equilibrium) and temperature over 100 °C; steam is thus created in the mold. Chemical changes occurring during hot pressing can thus be compared with steam pretreatments. The first thing to notice is that the molding time can be very fast if material has been pretreated (Suchsland et al. 1987; Suzuki et al. 1998), although short times of molding have not been reported on non-treated plant material. The pretreatment, however, takes some time to operate, and both processes, pretreatment + molding, or molding without pretreatment, can take about the same time. Runkel and Jost (1956) actually mentioned 2 phases in the molding of untreated natural fibers, considering a first step of production of gases from the material and their action on the material itself, and a second step of actual molding. The chemical modifications, however, were not reported in these early publications. Recent results have been bringing new data and highlights of these chemical changes occurring and help to explain the self bonding ability of binderless plant materials which will be examined in this section.
Physical changes
Change of color
During steam explosion of plant materials, a change of color, darker with higher severity of treatment, has been systematically reported, which suggests chemical changes ( Mason 1926a; Hsu et al. 1988; Anglès et al. 1999). The same phenomenon is also observed as a result of an autoclave treatment (Takahashi et al. 2010) and on specimens produced by steam atmosphere pressing (Miki et al. 2007a) and steam injection pressing (Widyorini et al. 2005c). The same observations are made during classical compaction molding, darker with higher temperature and time of molding (Runkel and Jost 1956; Ando and Sato 2009; Boon et al. 2013). Obviously, the change of color is a sign of degradation: the TGA analysis of plant fibers shows that hemicelluloses are the first to be completely degraded (240 to 300 °C). Lignin starts to degrade at about the same temperature (240 °C), but its degradation slowly proceeds until 700 °C; cellulose on the other hand degrades in a narrow range of 320 to 380 °C (Yang et al. 2007). The degradation occurring during hot pressing or steam treatment takes place at much lower temperature than the TGA results, but conditions are too different (pressure, moisture, air) to conclude. Yet, degradation reactions and the change of colour are often associated with better mechanical performance and water resistance and common explanation for this is the generation of reactive compounds reacting on the fibers, with cross linking and condensation reactions.
Steam treatment and defibration
Pretreatment with steam is called “steam explosion” and “wood disintegration” (Mason 1926a, 1926b), “steam treatment” (Anglès et al. 1999; Velasquez et al. 2002, 2003), or a certain type of “pulping process” (Suchsland et al. 1987), which name originates from the paper industry and the aspect of the fibers after treatment. Mason also used the term of “fibration” of wood (Mason 1926a) and described a “highly divided fibrous state” (Mason 1926b). The use of steam for defibrating has been since widely developed as refining method (also in a thermo-mechanical refiner) for the production of industrial wood-based panels (fiberboards and hardboards).
A low severity factor (e.g. 2.6) steam treatment does not bring any observable difference from the original fiber to the steam pretreated, but a higher (e.g. 3.8) severity factor produced fibers with similar length but smaller width, as can be seen in SEM photographs of Anglès et al. (1999). An individual fiber will be turn into a network of thinner single fibers with pretty much the same original length, thus increasing the aspect ratio length to width (Xu et al. 2006). The defibration is time and temperature-dependent and mild conditions are considered the best option, as the fibers were described as becoming “long, light and fluffy” and not too much damaged.
Production of fines
After a Masonite gun treatment, 5 to 8% of fine solid material is discarded because this material would create defects on the surface of the Masonite boards; this fine material was molded and patented as a potential replacement for backelite (Howard and Sandborn 1937). Suchsland et al. (1987) reported about average fibers length and fines generation; steam treatment is not only increasing the aspect ratio, but also breaking down the fibers assembly, generating smaller particles. As seen earlier in this review, smaller particles (fines, i.e. ~ 0.2 mm and less) were seen to bring better performances (Shen 1986; Okuda et al. 2006b) and more precisely the IB (Xu et al. 2006; Gao et al. 2011), which is consistent with the steam effect on fines generation.
Non-lignocellulosic Parts Chemical Changes and Effects
Weight loss, extractives, and elimination of degradation products
The weight loss occurring during conventional hot pressing has not been clearly investigated, and it is in fact quite difficult to measure the weight loss due to degradation separately from a MC change. Hydrolytic reactions producing acetic and forming acids were reported (Mobarak et al. 1982), and autohydrolysis of plant materials has been described as a result of acids generated from their own degradation (Li et al. 2007).
The presence of high amounts of extractives (in the leaves) was thought to be prejudicial for mechanic performances, even if a high lignin content was measured (Hashim et al. 2011a). The authors made the hypothesis that extractives (e.g. chlorophyll) could hinder the bonding mechanisms. Other reports showed that removal of extractives prior to molding lowered the mechanical properties and the water resistance (Lamaming et al. 2013; Saito et al. 2013).
According to the Masonite corporation patents (Howard and Sandborn 1937), hemicelluloses are degraded with steam pretreatment, and products resulting from degradation are water-soluble. Therefore they can be rinsed out, which increases the strength and water-resistance of the products which is a classic of adhesive containing wood-based panels or composites (Pelaez-Samaniego et al. 2013). Hsu et al. (1988) reported that steam pre-treatment of wood chips increased the amount of water extractives, and a correlation of the “total solubilization” and log R0 (scale for severity of steam pretreatment) was established (Table 11) (Anglès et al. 2001). Consistent results are found in other studies ( Widyorini et al. 2005b; Takahashi et al. 2010).
Table 11. Degradation and Weight Loss Measured upon Steam Pretreatment Severity (adapted from Anglès et al. 2001)

A similar result was obtained with steam-injection pressing, and again the weight loss was correlated with steam pressure and time, which was an indication of degradation reactions during the treatment (Widyorini et al. 2005c). A correlation was also established between IB and the weight loss (Xu et al. 2006).
Cellulose and Hemicelluloses Changes
Cellulose and hemicelluloses degradation
Hydrolysis reactions leading to partial depolymerization of hemicelluloses and lignin are most likely to occur (Yang et al. 2007), and degradation products of hemicelluloses and lignin are confirmed in the water extractives from steam pretreated biomass (Sun et al. 2005). This was already mentioned in the work of Howard and Sandborn (1937), Suzuki et al. (1998), Tanahashi (1990). This hypothesis was also made for autoclave treatment of wood pieces (Ito et al. 1998a).
Actual data confirmed the effective degradation of hemicelluloses and the positive correlation with severity upon steam explosion (Hsu et al. 1988; Quintana et al. 2009), steam injection pressing (Xu et al. 2006) with confirmation of xylose being measured in the water extractives (Widyorini et al. 2005b), and also concerning autoclave treatment (Takahashi et al. 2010). Degradation of hemicelluloses was also confirmed for classical hot pressing (Xu et al. 2006). For instance, Xu et al. (2006) measured 26.7% of hemicelluloses on refined fibers, 25.5% on the fiberboard resulting from hot pressing, and 20.2% when using steam injection pressing.
Cellulose is also thought to be degraded during steam treatments. The relative cellulose content was reported to decrease with increasing severity of steam explosion (Anglès et al. 1999). The alteration of cellulose was also demonstrated in another study (Anglès et al. 2001) where the DPv (viscosity measurements of the degree of polymerization) was reported to decrease. Steam injection pressing was also reported to decrease alpha cellulose content, even though glucose residues were not significantly more extracted (Widyorini et al. 2005b). Consistently, the decrease of holocellulose content was reported using an autoclave treatment and confirmed as being positively temperature dependant (Takahashi et al. 2010). Cellulose degradation was not always observed, and some reports indicated a constant holocellulose content after steam explosion (Quintana et al. 2009).
Correlation of cellulose and hemicelluloses content and the physical properties
The basic idea is that hemicelluloses and lignin can undergo glass transition and will, hence, be responsible for the adhesion. Cellulose would not actively participate in the molding but rather serve as “reinforcement” for the lignin/hemicellulose matrix (Saito et al. 2013). But on the contrary, Ito et al. reported an important role of cellulose in the mechanisms of cohesion especially for water resistance. Steam treatment was observed to hydrolyze amorphous domains and turn cellulose crystal Iα into Iβ (Ito et al. 1998b). In a second paper (Ito et al. 1998a) the authors concluded that steam treatment partially hydrolyzed even paracrystalline region of cellulose and that novel crystals were responsible for the shape fixation and water resistance. This findings were also confirmed by Tanahashi (1990).
Furfural and hydroxymethyl furfural routes hypothesis
When weak acid or water at 130 to 170 °C is added to hydroxymethyl furfural, polymerization occurs (Mobarak et al. 1982; Shen 1986); this reaction could take place during hot pressing of natural fibers after some degradation of hemicelluloses, which is an old and motivating hypothesis (Suzuki et al. 1998, Runkel and Jost 1956). The furfural hypothesis has been often questioned and debated (Anglès et al. 1999; van Dam et al. 2004b). However, few reliable chemical analyses have been published so far.
Okuda and Sato (2004) added 5 to 15% of furfural in their binderless boards, and they observed a small increase of IB. However, they could not prove a correlation between IB and amount of furfural addition. In a further study the authors suggested that furfural polymerization would not occur significantly (Okuda et al. 2006b).
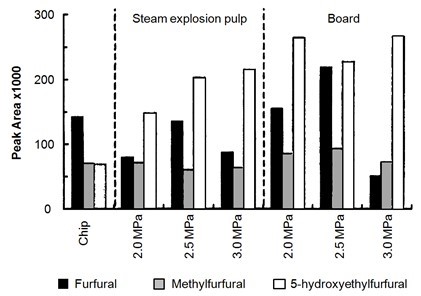
Fig. 9. Furfural (and derivatives) content changes during steam pretreatment and molding (adapted from Suzuki et al. 1998)
Figure 9 shows that 5-hydroxymethyl furfural (HMF) content increased with pretreatment and was also higher in the board than in the steamed fibers (Suzuki et al. 1998). These results tended to verify the furfural hypothesis for the pretreatment step, but as furfural content increased after pressing, a possible polymerization remained uncertain. New results were reported recently which confirmed the formation of furfural and HMF during hot pressing from respectively pentoses and hexoses, and high temperature pressing made the HMF react to form new products (Cristescu and Karlsson 2013; Lamaming et al. 2013).
Lignin Changes
Lignin, according to Mason (1928), is the most important chemical for self-bonding and for water resistance of fiber-based binderless molded objects. Mason mentioned that during the molding operation, lignin melts and creates a welding effect.
Observation of lignin flow after steam pretreatment and matrix effect
The industrial thermomechanical refining process produce fibers bundles wherein the surface of the fibers is covered by lignin; the wet hardboard production process takes advantage of it by using lignin to form intra-fiber bonding (Back 1987). The explanation to this is in the moisture temperature conditions of thermomechanical refining over the softening point of lignin which preferably breaks wood structures within the lignin-rich middle lamella (up to 70% lignin content), producing holocellulose-rich units (fibers) encased in lignin (Irvine 1985). In binderless boards production, the use of steam-exploded materials other than wood was explored to produce fiberboards-like materials with the hypothesis of using lignin on surface of the fibers to create a matrix effect, the same way than in wet processing of hardboard, but at lower target density and in dry processing (Suzuki et al. 1998).
Lignin droplets were effectively observed on the surface of steam-treated fibers (Anglès et al. 1999). These lignin droplets came from the coalescence of lignin resulting from hydrolytic cleavage at high temperature which largely eliminates the lignin/cellulose interface (Marchessault et al. 1982). Their size was evaluated to be in the range 100 to 400 nm.
The conditions that made it possible to observe lignin on the surface of fibers also produced the best IB on the binderless fiberboards (Anglès et al. 1999; Gao et al. 2011). Consistently, a black matrix embedding the fibers, assumed to be the result of cross-linking of degradation products of hemicelluloses and lignin, was observed as a results of an autoclave treatment and during the pressing step; heat further allowed matrix components to flow out of the cell wall to fill the gaps between the particles (Takahashi et al. 2010). In the context of wood torrefaction study, recent results demonstrated that liquid lignin intermediate (LLI) migrated from the middle lamella upon thermal treatment and deposit on the fiber surface (Pelaez-Samaniego et al. 2014b).
Lignin modification / degradation
Lignin polymer is reported to obtain an increased polydispersity upon steam treatment; the influence of refining temperature on the chemical changes on lignin is well known (Marchessault et al. 1982). Other literature reports (e.g. Fig. 10) have indicated an increasing lignin content (Klason method) with severity of pretreatment (defined page 1928) (Quintana et al. 2009; Takahashi et al. 2010; Lamaming et al. 2013).
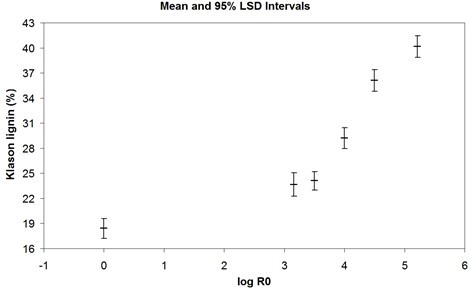
Fig. 10. Link between the increase of lignin content and pretreatment severity (adapted from Quintana et al. 2009)
A particularly high Bjorkman yield (Björkman 1956) was reported after steam pretreatment, which suggested an increase of the relative apparent lignin content, including a lot of “esterified and etherified phenolic compounds” (Suzuki et al. 1998). According to the authors, those compounds are less likely to form covalent bonds; therefore they should not be responsible for adhesion. The cleavage of the aromatic nuclei of lignin was also reported at high severity, where the mechanical properties of molded products are decreasing. Lignin modifications due to steam pretreatment were confirmed by use of FTIR and NMR analyses (Laemsak and Okuma 2000; Suzuki et al. 1998).
Contradictorily, Klason lignin has been sometimes reported to decrease slightly with severity of steam pretreatment, while organic soluble components (soluble lignin) increased (Anglès et al. 1999). This fact was supported by steam injection experiments, as Klason lignin was reported to be degraded proportionally to steam pressure and time of steam pressing, while the relative composition in acid soluble lignin increased (Widyorini et al. 2005b). As far as hot pressing is concerned, degradation of lignin has been reported to increase with temperature, showing an increasing methanol yield (Okuda et al. 2006b). In this same paper, FTIR measurements showed cleavages of lignin intermonomer linkages during hot pressing, demonstrating the degradation of some parts of lignin, which were thus more extractible with methanol and did not appear in the residue. This shows that these molecules did not create covalent bonds; they might nonetheless be plasticizers for lignin (Bouajila et al. 2005).
According to Widyorini et al. (2005c) the syringyl / guaiacyl (S/G) ratio decreased with severity of steam treatment, whereas in hot pressing conditions (without steam), the S/G ratio remained similar to the starting material. This showed that steam treatment degraded syringyl groups more than hot pressing. They also reported that the cinnamic acid / guaiacyl ratio (C/G) decreased with increasing severity of treatment and was well correlated to the strength of the composites. Tanahashi et al. (1990) proposed a complete degradation mechanism of lignin during steam explosion by treating extracted lignins, but the methodology remained unclear and no explicit conclusions were drawn.
Okuda et al. (2006a, 2006b), observed that the benzaldehyde yield of extraction decreased during hot pressing, showing that some lignin residues experienced condensation reactions. The authors claimed that guaiacyl acid could be the favorite molecule for condensation reactions. FTIR showed that new compounds were created, which confirmed reactions on lignin. However the crosslinking was not demonstrated in the cited work, and the authors mentioned that the condensation may occur to form small molecules instead of a real network necessary to obtain a matrix effect and thus explain the better bonding properties. Cristescu and Karlsson (2013) reported recently that beta ether and methoxyl groups subjected to condensation reactions corresponded to good adhesion properties and water resistance.
According to Ito et al. (1998a) the lignin content changes were not correlated to the water resistance of the square compressed wood logs materials. According to the authors, the mechanism of shape fixation against water relied more on cellulose crystallization than on lignin. Except for rare reports like the previous one, the hypothesis according to which lignin is important for selfbonding and strength of molded products is vastly supported (Mason 1928; Howard and Sandborn 1937; Suzuki et al. 1998; Bouajila et al. 2005; Imanishi et al. 2005; Okuda et al. 2006b; Yamashita et al. 2007). For instance, the addition of methanol extractives in fibers prior to molding increases the IB, while the material from which they have been extracted had a lower IB (Fig. 11) (Okuda et al. 2006a). In this example, kenaf core powder with an average particle size of 53 µm was used and pressed into 0.8 g/cm3 density binderless boards. The water properties also decreased with removal of those extractives, and improved upon addition. The addition of periodate lignin also enhanced the IB, while adding extracted holocellulose (therefore “diluting” lignin) led to its decrease (Okuda et al. 2006a).
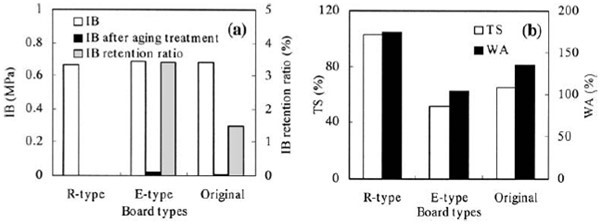
Fig. 11. Experiment of methanol extractives (lignin components) addition (E-type) and removal (R-type) compared to original kenaf core powder (republished from Okuda et al. 2006a, with kind permission of the Japan Wood Research Society).
Lignin softening and “activation”
As mentioned by van Dam et al. (2004b) based on literature reports, steam explosion lignin and organosolv lignins are very reactive and can be used as adhesives for particleboards. They could replace up to 50% of synthetic binders (phenol / phenolic based resins, based on which an uncountable number of patents have been published), although the effective use for it remains uncertain on a industrial scale (Gosselink et al. 2011). The endotherm at 140 °C that disappeared on a second heating was attributed by some authors to the softening of lignin, during which they believed irreversible condensation (dehydration + crosslinking) happened (van Dam et al. 2004b). Recent work on thermal analysis of lignin seems to attribute this first endothermic event around 150 °C to the fusion of lignin. Some other high endothermic peaks above 180 °C were associated with physical or/and chemical changes of lignin but are difficult to explain completely because of the structural complexity of lignin (Murugan et al. 2008; Kim et al. 2014). This irreversible change in lignin occurring after being heated over a certain temperature (180 °C) would possibly be related to the “lignin activation” phenomenon previously reported (Mobarak et al. 1982). Activation is a term inherited from chemical (oxidant and/or alkali) wood treatments that would involve the partial depolymerisation (modification of active sites) to obtain new linkage capability. Activated lignin would have a reduced melting point, and capacity to “polycondensate”.
The effects of crossing the Tg value (softening point) by adjusting moisture and temperature have tremendous potential in increasing board properties. Bouajila et al. (2005) extensively studied the evolution of Tg of lignin in samples during hot pressing and reported that the mechanical properties mostly depend on the possibility for the molding temperature to exceed the Tg of lignin according to the local moisture in the material. Such experiments that are classical in the industry of wood-based panels with adhesive have been too rarely applied to binderless board production.
Mechanisms of Cohesion
In the industry of wood based panels, “adhesion” refers to the cohesive interaction between fibers and the adhesive, “bonding” refers to interactions within the adhesive, and “cohesion” is the sum of bonding and adhesion. In the case of hardboard, fibers/fibers cohesion only is responsible for the cohesion. In the case of binderless boards, the sum of fiber/fiber adhesion and in-situ matrix adhesion and bonding is responsible for the cohesion and the science behind is still unclear compared to the classical wood-based panels technology. These differences appear to be important:
- Plant materials have specific compositions, organization, and morphology that influence the molded objects properties in a much wider variety than wood.
- Processing is generally made at higher temperatures for a longer time; thus many chemical reactions are possible: hydrolysis, degradation, oxidation, and recombination. These chemical changes that are undesirable in classical wood panels processing are in binderless necessary preconditions for self-bonding.
- Compression of wood particles in the case of wood-based panels with adhesive is necessary, but pressure is an even more crucial parameter in the case of binderless boards processing: densities vary in a wide (mostly higher density) range although the density of wood based panels is calibrated (0.6 to 0.7 g/cm3 for particleboards, 0.65 to 0.85 g/cm3 for fiberboards).
- In the classical wood panels industry, processing (e. pressing) is adjusting pressure time and temperature to evaporate excess of water and cure the resin. In the case of binderless molding, processing must be adjusted in order to trigger the bonding wherein all main parameters are interdependent: for example composition and structure of starting material will determine equilibrium moisture content, which will be determinant on the physico-chemical properties of fibers (glass transition temperature, flow ability, crystallinity) but also on the mechanisms of degradation of lignocellulosics components, and all this will be impacted by processing parameters especially time and temperature.
The comprehensive understanding of the exact mechanisms that would fully explain the properties of binderless plant materials is difficult, but there are some concepts and ideas that can help to improve their properties. There are some parallels to make between selfbonded plant materials and wood welding on the one hand, and thermal wood treatment in the other hand:
Glass transition of cell-wall polymers
The importance of glass transition in wood-based materials inherited from the polymer science and was extended to biopolymers in the early work of Slade and Levine (Slade and Levine 1991). All polymers undergo a transition from a glassy state to a rubbery state at a specific temperature, which is extremely dependent on their moisture content (Fig. 12).
In the rubbery state, polymers acquire enough molecular motion to deform. They adapt to the mechanical constraints, which increases surface contact and creates a matrix effect inside the composite. Depending on their molecular structure and hygroscopicity (depending on the polar character of the polymer), the glass transition temperature (Tg) varies from around 200 °C in the dry state to around 0 °C for 20% MC for most carbohydrates. The Tg‘s of wood polymers in the dry state are reported to be 220 °C (cellulose), 170 °C (hemicellulose), and 200 °C (lignin) (Back 1987). An illustration of the Tg-moisture dependence is the possible molding of hardboard in wet process without using binders although binders are necessary in the dry state because core layer cannot reach the Tg of wood polymers.
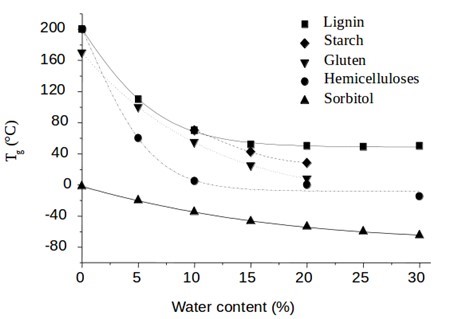
Fig. 12. Glass transition temperature of biopolymers according to their water content (adapted from Gaudin et al. 1999; Micard et al. 2000; Slade and Levine 1991)
Yet, although isolated lignin and hemicelluloses are amorphous and exhibit glass transitions, their behavior inside the organized cell-wall structure is not as obvious (Irvine 1985), and it becomes even more complicated when they are partially or completely degraded into low molecular weight compounds, for which no thermoplastic effect could be reasonably taken into account. In many cases, the effect related to the glass transition depends on raw material structure, mechanical, chemical, and enzymatic pre-treatments (Álvarez et al. 2011), as all these effects influence molar mass and molar mass distribution of the material as well as secondary forces additionally responsible for the integrity of the material. Nevertheless, the presence of lignin, free enough to show a relaxation peak when tested in DMA, is determinant to improve mechanical properties (Bouajila et al. 2005). The compression process on lignocellulosic fibers at a temperature above lignin glass transition temperature (which can go above 150 °C when water is evaporated) gave the best properties. A parallel can be made with thermomechanical refining of wood that requires to place the fibers in moisture / temperature conditions above the Tg‘s of polymers (hemicelluloses, amorphous part of cellulose, lignin) in order to separate the fibers along the tangential orientation of other fiber direction and obtain higher surface development (Irvine 1985).
The thermoplastic behavior of biopolymers from plant cells have also been described for fibrous raffinate of sunflower containing residual proteins (Evon et al. 2010) and on wheat straw for the production of pellet by dry extrusion (Stelte et al. 2011).
Similar conclusions have been reported concerning the cohesion obtained by wood friction welding. Temperatures around 200 °C are reached in the glue line, which is densified, and the thermoplastic effects of lignin and hemicelluloses are predominant (Gfeller et al. 2003).
Cross-linking of lignin-carbohydrate-complex (LCC)
In the field of wood treatment in order to increase its durability many research works have attempted to explain the mechanisms of chemical changes during a thermal treatment depending on the operating conditions. Factors considered have included the presence or not of oxygen or of water vapor, temperature, and time. These processes involve then clearly the same kinds of modifications as hot-pressing or wood welding.
Some of these findings are similar to those discussed in the previous part on the heat-induced degradation of lignocellulosic components: a reduction of free hydroxyl groups through the degradation of hemicelluloses (Srinivas and Pandey 2012; Singh et al. 2013; Liu et al. 2014), a decrease of cellulose content, like determined on bamboo samples (Zhang et al. 2013), a change on lignin structure with an increase of the aromaticity (Park et al. 2013), but also some physical effects such as a decrease of nano-pore shares and fiber saturation point (Zauer et al. 2014).
The increase of durability of heat-treated wood (two stages, first in excess of water vapor then in a dry state under an inert atmosphere, temperature below 200 °C) is mainly induced by cross-linking mechanism (Boonstra and Tjeerdsma 2006; Tjeerdsma et al. 1998). First the hemicelluloses are degraded, producing acids that further increase the depolymerization rate of carbohydrates (of the remaining hemicelluloses and the amorphous cellulose); then lignin is cleaved and activated with an increase of free reactive sites. In a second step, the cross-linking of the lignin network occurs, involving some products of hemicelluloses degradation such as furfural or methyl-furfural, which was confirmed in binderless particleboard production (Cristescu and Karlsson 2013; Lamaming et al. 2013). Polycondensation reactions are not completely elucidated but are thought to be responsible for the lignin content increase after heat treatment and obviously related to the improvement of water resistance.
Hydrogen bonding and co-crystallisation of cellulose as a consolidation mechanism
The most admitted hypothesis in binderless board production is that cellulose does not play an important role in bonding (Anglès et al. 2001). But, looking at the results obtained by hot pressing of pure cellulose, there might be a possibility of pressure-driven selfbonding in cellulose, as some mechanical properties obtained by direct compression at high pressure of cellulose powder have been reported (e.g. Pintiaux et al. 2013). The mechanisms of cohesion are thought to rely on fibril aggregation through hydrogen bonding (Nilsson et al. 2010) or other interactions, which has been recently debated (Glasser et al. 2012). Crystallinity changes were also observed (Vaca-Medina et al. 2013), which could confirm the importance of co-crystallization mechanisms (Newman 2004).
CONCLUSION AND FUTURE DIRECTIONS
Production of binderless material by thermo-compression of lignocellulosic fibers is a very simple technique in front of a very complicated science: it requires studying many concomitant phenomena involving the disorganization and re-organization of complicated multi-components of biological structures. Most of the time, research studies on binderless boards do not take advantage of the classical phenomena that have been vastly investigated in the thermocompression of industrial wood-based panels with adhesive. In many studies, it is clear that the bridge between these two different worlds of science has not been crossed. Lots of improvements for this new kind of materials are still possible, and although the complete understanding of the occurring transformations remains unachieved to date, some elements that have been highlighted in this review will help to guide researchers who would like to study these fascinating transformations and improve future materials.
From the analysis of the literature, it appeared that correct mechanical properties can be obtained without pretreatment (i.e. particleboards type) in the case of certain raw materials, but when steam treatment is involved it seems that any lignocellulosic material would be moldable (i.e. in fiberboards type) and would result in suitable mechanical properties. Water resistance, however, remains low and does not match the standards on industrial wood-based panels. Regarding the choice of raw materials, the use of by-products is preferred and the presence of lignin (and eventually of storage biopolymers even in small quantities) is definitively favorable. Mixing plants together and structural associations (layers etc.) have been barely studied and could be of great interest.
The eco-friendly argument is very often offered as a competitive feature of such materials, but looking more precisely at the energy cost of such processing is necessary to qualify its eco-compatibility. There is a lot of room for Life Cycle Analysis of this kind of materials and processes, which should produce interesting and innovative studies.
Temperature of molding is undoubtedly the most important processing parameter for which the limiting factor is delamination. High temperatures are favorable to improve water-resistant properties and are responsible for the skin-effect and “plastic” touch. A minimum of moisture is necessary in order to obtain satisfactory mechanical properties, but this minimum value and the effect of higher moisture are still unclear. During compression at elevated temperature, steam is generated from the initial moisture, and effects can be compared to changes occurring during steam pretreatments. Some technological tricks can be applied to prevent delamination, but more research is needed in order to better understand the relation between moisture / temperature and delamination, because molding conditions that give the best properties are very close to those triggering delamination.
Steam treatment involves a combination of defibration, degradation (of hemicelluloses and part of lignin mainly), and lignin modifications (plasticization i.e. decrease of Tg, partial depolymerization, flowability, and condensation to a lower extent). Moderate severity of steam treatments generally provides the best bending properties. The highest severity of steam treatment was reported to increase water resistance and IB: these two parameters seem to be correlated, which could be further studied. In our opinion, a moderate severity of pretreatment in one hand and a higher severity in the other hand would favor two different mechanisms, that we named “thermoplastic” and “thermoset”, respectively. These two main bonding mechanisms would happen in thermal treatment and any kind of thermocompressive molding of natural fibers, even at moderate pressure, which is not the case of the quite unknown co-crystallization phenomenon reported on high pressure molding of pure cellulose; and for this reason, is considered apart.
Thus, it makes sense to think in terms of a “thermoplastic” mechanism, which would mostly occur under mild conditions of processing (temperatures below 160 to 180 °C), during which the glass transition temperature of lignin and hemicelluloses (and also starch and proteins if concerned) is passed. In the resulting rubbery state, polymers would deform, filling the voids in and between particles, and giving the highest mechanical properties (MOR, MOE). The “thermoplastic” mechanism can be expected to occur more easily if polymers are freed up by chemo-mechanical destructuration and plasticization brought about by pretreatments because of the highly organized native state in the plant’s cell wall.
Secondly, one can envision a “thermoset” mechanism, which involves chemical reactions at higher temperature (over 200 °C), with more important depolymerization / degradation of the polymers, leading to the production of weak acids and contributing to even more degradation by autohydrolysis. Highly reactive degradation products, especially aldehydes (particularly furfural and hydroxymethyl furfural), would participate (together with lignin) in the creation of new compounds (e.g. lignin-cellulose complexes) and in the cross-linking of the composite matrix, which brings about bonding between the cellulosic particles and gives rise to water-resistant properties.
Because of the gradients (density / moisture / temperature) occurring within the processed material, depending on product shape (e.g. thickness), temperature, moisture and time have to be adjusted together to control the thermoplastic/thermoset balance. Lignin for instance, which is reported to be the most important polymer for the development of bonding in the absence of an added adhesive, would have different behaviors: in the “thermoplastic” mechanisms lignin would be “activated”, plasticized, and experience flow and some degradation, whereas in the “thermoset” mechanisms, condensation reactions would result in complexes with the other polymers. The “thermoplastic” / “thermoset” limit, however, remains unclear also because it is extremely complicated to study lignin itself, as extracted lignin is always degraded and would not behave as native lignin (as it is inside the cell wall).
Surely, the “thermoplastic” and “thermoset” mechanisms coexist, and no limit can be precisely set. Yet, delamination is thought to occur at the transition from “thermoplastic” to “thermoset”. This is because of the loss of native structure due to thermoplastic flow and disorganization of the cell wall structure and the release of volatile compounds and water. At the same time more polymer/polymer interactions take place during the compression in the rubbery state, and these involve organic compounds produced in the course of thermal degradation. When the “thermoset” mechanism is predominant, water would be consumed by hydrolysis and volatile compounds would be condensed into bigger non-volatile structures. Much further work is needed toward the understanding of these physico-chemical reactions for these simple but elegant materials to find a real industrial market.
ACKNOWLEDGMENTS
The authors would like to thank the ANR (French National Research Agency), the ANRT (French National Research and Technology Agency), and The Green Factory (business partner) for their financial support.
REFERENCES CITED
Álvarez, C., Rojano, B., Almaza, O., Rojas, O. J., and Gañán, P. (2011). “Self-bonding boards from plantain fiber bundles after enzymatic treatment: Adhesion improvement of lignocellulosic products by enzymatic pre-treatment,” J. Polym. Environ. 19(1), 182–188. DOI: 10.1007/s10924-010-0260-6
Ando, M., and Sato, M. (2009). “Manufacture of plywood bonded with kenaf core powder,” J. Wood Sci. 55(4), 283-288. DOI: 10.1007/s10086-009-1022-8
Ando, M., and Sato, M. (2010). “Evaluation of the self-bonding ability of sugi and application of sugi powder as a binder for plywood,” J. Wood Sci. 56(3), 194-200. DOI: 10.1007/s10086-009-1096-3
Anglès, M. N., Reguant, J., Montané, D., Ferrando, F., Farriol, X., and Salvadó, J. (1999). “Binderless composites from pretreated residual softwood,” J. Appl. Polym. Sci. 73(12), 2485-2491. DOI: 10.1002/(SICI)1097-4628(19990919)73:12<2485::AID-APP17>3.0.CO;2-G
Anglès, M. N., Ferrando, F., Farriol, X., and Salvadó, J. (2001). “Suitability of steam exploded residual softwood for the production of binderless panels. Effect of the pre-treatment severity and lignin addition,” Biomass Bioenergy 21(3), 211-224. DOI: 10.1016/S0961-9534(01)00031-9
Back, E. L. (1987). “The bonding mechanism in hardboard manufacture,” Holzforschung 41(4), 247-258. DOI: 10.1515/hfsg.1987.41.4.247
Björkman, A. (1956). “Studies on finely divided wood. Part 1. Extraction of lignin with neutral solvents,” Svensk Papperstidning 59(13), 477-485.
Boon, J. G., Hashim, R., Sulaiman, O., Hiziroglu, S., Sugimoto, T., and Sato, M. (2013). “Influence of processing parameters on some properties of oil palm trunk binderless particleboard,” Eur. J. Wood Prod. 71(5), 583-589. DOI: 10.1007/s00107-013-0712-5
Boonstra, M. J., and Tjeerdsma, B. (2006). “Chemical analysis of heat treated softwoods,” Holz Roh Werkst 64(3), 204-211. DOI: 10.1007/s00107-005-0078-4
Bouajila, J., Limare, A., Joly, C., and Dole, P. (2005). “Lignin plasticization to improve binderless fiberboard mechanical properties,” Polym. Eng. Sci. 45(6), 809-816. DOI: 10.1002/pen.20342
Bundhoo, Z. M. A., Mudhoo, A., and Mohee, R. (2013). “Promising unconventional pretreatments for lignocellulosic biomass,” Crit. Rev. Env. Sci. Technol. 43(20), 2140–2211. DOI: 10.1080/10643389.2012.672070
Célino, A., Freour, S., Jacquemin, F., and Casari, P. (2014). “The hygroscopic behavior of plant fibers: A review,” Front. Chem. 1, 43.
Chow, P. (1975). WO 3927235. “Reconstituted board products from plant-fiber residues.”
Cristescu, C., and Karlsson, O. (2013). “Changes in content of furfurals and phenols in self-bonded laminated boards,” BioResources 8(3), 4056-4071. DOI: 10.15376/biores.8.3.4056-4071
Eichhorn, S. J., Baillie, C. A., Zafeiropoulos, N., Mwaikambo, L. Y., Ansell, M. P., Dufresne, A., Entwistle, K. M., Herrera-Franco, P. J., Escamilla, G. C., Groom, L., et al. (2001). “Review: Current international research into cellulosic fibres and composites,” J. Mater. Sci. 36(9), 2107-2131. DOI: 10.1023/A:1017512029696
Euring, M., Rühl, M., Ritter, N., Kües, U., and Kharazipour, A. (2011). “Laccase mediator systems for eco-friendly production of medium-density fiberboard (MDF) on a pilot scale: Physicochemical analysis of the reaction mechanism,” Biotechnol. J. 6(10), 1253-1261. DOI: 10.1002/biot.201100119
Evon, P., VanDenBossche, V., Pontalier, P.-Y., and Rigal, L. (2010). “Thermo-mechanical behaviour of the raffinate resulting from the aqueous extraction of sunflower whole plant in twin-screw extruder: Manufacturing of biodegradable agromaterials by thermo-pressing,” Adv. Mat. Res. 112, 63-72. DOI: 10.4028/www.scientific.net/AMR.112.63
Evon, P., Vandenbossche, V., and Rigal, L. (2012). “Manufacturing of renewable and biodegradable fiberboards from cake generated during biorefinery of sunflower whole plant in twin-screw extruder: Influence of thermo-pressing conditions,” Polym. Degrad. Stabil. 97(10), 1940-1947. DOI: 10.1016/j.polymdegradstab.2012.01.025
Faruk, O., Bledzki, A. K., Fink, H.-P., and Sain, M. (2012). “Biocomposites reinforced with natural fibers: 2000–2010,” Prog. Polym. Sci. 37(11), 1552-1596. DOI: 10.1016/j.progpolymsci.2012.04.003
Fink, H. P., Ganster, J., and Lehmann, A. (2014). “Progress in cellulose shaping: 20 years industrial case studies at Fraunhofer IAP,” Cellulose 21(1), 31-51. DOI: 10.1007/s10570-013-0137-7
Gao, Z., Wang, X. M., Wan, H., and Brunette, G. (2011). “Binderless panels made with black spruce bark,” BioResources 6(4), 3960-3972.
Gaudin, S., Lourdin, D., Le Botlan, D., Ilari, J. L., and Colonna, P. (1999). “Plasticisation and mobility in starch-sorbitol films,” J. Cereal. Sci. 29, 273-284. DOI: 10.1006/jcrs.1999.0236
Gfeller, B., Zanetti, M., Properzi, M., Pizzi, A., Pichelin, F., Lehmann, M., and Delmotte, L. (2003). “Wood bonding by vibrational welding,” J. Adhes. Sci. Technol. 17(11), 1573-1589. DOI: 10.1163/156856103769207419
Glasser, W. G., Atalla, R. H., Blackwell, J., Brown, R. M., Burchard, W., French, A. D., Klemm, D. O., and Nishiyama, Y. (2012). “About the structure of cellulose: Debating the Lindman hypothesis,” Cellulose 19(3), 589-598. DOI: 10.1007/s10570-012-9691-7
Golon, A., and Kuhnert, N. (2012). “Unraveling the Chemical Composition of Caramel,” J. Agric. Food Chem. 60(12), 3266–3274. DOI: 10.1021/jf204807z
Gosselink, R. J. A., van Dam, J. E. G., de Jong, E., Gellerstedt, G., Scott, E. L., and Sanders, J. P. M. (2011). “Effect of periodate on lignin for wood adhesive application,” Holzforschung 65(2), 155-162. DOI: 10.1515/hf.2011.025
Hashim, R., Saari, N., Sulaiman, O., Sugimoto, T., Hiziroglu, S., Sato, M., and Tanaka, R. (2010). “Effect of particle geometry on the properties of binderless particleboard manufactured from oil palm trunk,” Mater. Design 31(9), 4251-4257. DOI: 10.1016/j.matdes.2010.04.012
Hashim, R., Nadhari, W. N. A. W., Sulaiman, O., Kawamura, F., Hiziroglu, S., Sato, M., Sugimoto, T., Seng, T. G., and Tanaka, R. (2011a). “Characterization of raw materials and manufactured binderless particleboard from oil palm biomass,” Materials & Design 32(1), 246-254. DOI: 10.1016/j.matdes.2010.05.059
Hashim, R., Said, N., Lamaming, J., Baskaran, M., Sulaiman, O., Sato, M., Hiziroglu, S., and Sugimoto, T. (2011b). “Influence of press temperature on the properties of binderless particleboard made from oil palm trunk,” Mater. Design 32(5), 2520-2525. DOI: 10.1016/j.matdes.2011.01.053
Hidayat, H., Keijsers, E. R. P., Prijanto, U., van Dam, J. E. G., and Heeres, H. J. (2014). “Preparation and properties of binderless boards from Jatropha curcas L. seed cake,” Ind. Crop. Prod. 52, 245-254. DOI: 10.1016/j.indcrop.2013.10.024
Howard, G. C., and Sandborn, L. T. (1937). US2080077. “Molded products and process of making same.”
Hsu, W. E., Schwald, D. W., Schwald, M. J., and Shields, M. J. A. (1988). “Chemical and physical changes required for producing dimensionally stable wood-based composites,” Wood Sci.Technol. 22(3), 281-289. DOI: 10.1007/BF00386023
Imanishi, H., Soma, N., Yamashita, O., Miki, T., and Kanamaya, K. (2005). “Effect of production conditions of wood powder on bending properties of wood powder molding material without adhesive,” JSME Int. J., Ser. A 48(4), 432-436.
Irvine, G. M. (1985). “The significance of the glass transition of lignin in thermomechanical pulping,” Wood Sci. Technol. 19(2), 139-149. DOI: 10.1007/BF00353074
Ito, Y., Tanahashi, M., Shigematsu, M., and Shinoda, Y. (1998a). “Compressive-molding of wood by high-pressure steam-treatment: Part 2. Mechanism of permanent fixation,” Holzforschung 52(2), 217-221. DOI: 10.1515/hfsg.1998.52.2.217
Ito, Y., Tanahashi, M., Shigematsu, M., Shinoda, T., and Ohta, C. (1998b). “Compressive-molding of wood by high-pressure steam-treatment: Part 1. Development of compressively molded squares from thinnings,” Holzforschung 52(2), 211-216. DOI: 10.1515/hfsg.1998.52.2.211
JIS A 5908, (2003). “Particleboards,” Japanese Standard Association, 1–24 Akasaka, 4 Minato–ku, Tokyo 107, Japan.
Kelly, M. W. (1977). “Critical literature review of relationships between processing parameters and physical properties of particleboard,” USDA Forest Service General Technical Report FPL (USA).
Kim, J.-Y., Hwang, H., Oh, S., Kim, Y.-S., Kim, U.-J., and Choi, J. W. (2014). “Investigation of structural modification and thermal characteristics of lignin after heat treatment,” Int. J. Biol. Macromol. 66, 57-65. DOI: 10.1016/j.ijbiomac.2014.02.013
Laemsak, N., and Okuma, M. (2000). “Development of boards made from oil palm frond II: properties of binderless boards from steam-exploded fibers of oil palm frond,” J. Wood Sci. 46(4), 322-326. DOI: 10.1007/BF00766224
Lamaming, J., Sulaiman, O., Sugimoto, T., Hashim, R., Said, N., and Sato, M. (2013). “Influence of chemical components of oil palm on properties of binderless particleboard,” BioResources 8(3), 3358-3371. DOI: 10.15376/biores.8.3.3358-3371
Lebreton, L. C.-M., Greer, S. D., and Borrero, J. C. (2012). “Numerical modelling of floating debris in the world’s oceans,” Mar. Pollut. Bull. 64(3), 653–661. DOI: 10.1016/j.marpolbul.2011.10.027
Li, J., Henriksson, G., and Gellerstedt, G. (2007). “Lignin depolymerization/ repolymerization and its critical role for delignification of aspen wood by steam explosion,” Bioresource Technol. 98(16), 3061-3068. DOI: 10.1016/j.biortech.2006.10.018
Liu, H., Shang, J., Chen, X., Kamke, F.A., and Guo, K. (2014). “The influence of thermal-hydro-mechanical processing on chemical characterization of Tsuga heterophylla,” Wood Sci. Technol. 48(2), 373-392. DOI: 10.1007/s00226-013-0608-x
Lo, J., and Hoa, S. V. (2006). “Design, manufacturing and applications of composites,” Proceedings of the Sixth Joint Canada-Japan Workshop on Composites (DEStech Publications, Inc).
Marchessault, R. H., Coulombe, S., Morikawa, H., and Robert, D. (1982). “Characterization of aspen exploded wood lignin,” Can. J. Chem. 60(18), 2372-2382. DOI: 10.1139/v82-339
Mason, W. H. (1926a). US 157860. “Process and apparatus for disintegration of wood and the like.”
Mason, W.H. (1926b). US 1586159. “Low-temperature explosion process of disintegrating wood and the like.”
Mason, W.H. (1928). US 1663504. “Press-dried structural insulating board and process of making same.”
Mason, W. H., Boehm, R. M., and Euclid, K. W. (1937). US 2080078. “Molding composition and process of making same.”
Matsuura, N., Narita, M., Miki, T., Kanayama, K., and Takakura, N. (2012). “Attempt on improving property of highly-densified biomass resources for renewable energy,” Int. J. Comput. Appl. Technol. 45(2/3), 93-97. DOI: 10.1504/IJCAT.2012.050697
Micard, V., Belamri, R., Morel, M. H., and Guilbert, S. (2000). “Properties of chemically and physically treated wheat gluten,” J. Agric. Food Chem. 48, 2948-2953. DOI: 10.1021/jf0001785
Miki, T., Takakura, N., Iizuka, T., Yamaguchi, K., and Kanamaya, K. (2003). “Possibility of extrusion of wood powders,” JSME Int. J., Ser. A 46(3), 371-377.
Miki, T., Takeuchi, K., Sugimoto, H., and Kanayama, K. (2007a). “Performance study of compact wood powder material processing for improved impact characteristics aiming at substitute for plastics,” J. Mater. Process. Technol. 192–193, 422-427. DOI: 10.1016/j.jmatprotec.2007.04.078
Miki, T., Sugimoto, H., and Kanayama, K. (2007b). “Thermoplastic behavior of wood powder compacted materials,” J. Mater. Sci. 42(18), 7913-7919. DOI: 10.1007/s10853-007-1723-6
Miki, T., Takeuchi, K., Sugimoto, H., and Kanayama, K. (2008). “Material development from wood powder without adhesive by vapor steaming compaction process,” J. Mater. Process. Technol. 199(1–3), 396-401. DOI: 10.1016/j.jmatprotec.2007.08.010
Mobarak, F., Fahmy, Y., and Augustin, H. (1982). “Binderless lignocellulose composite from bagasse and mechanism of self-bonding,” Holzforschung 36, 131-135. DOI: 10.1515/hfsg.1982.36.3.131
Murugan, P., Mahinpey, N., Johnson, K. E., and Wilson, M. (2008). “Kinetics of the pyrolysis of lignin using thermogravimetric and differential scanning calorimetry methods,” Energy Fuels 22(4), 2720-2724. DOI: 10.1021/ef700730u
Nadhari, W. N. A. W., Hashim, R., Sulaiman, O., Sato, M., Sugimoto, T., and Selamat, M. E. (2013). “Utilization of oil palm trunk waste for manufacturing of binderless particleboard: optimization study,” BioResources 8(2), 1675-1696.
Newman, R. H. (2004). “Carbon-13 NMR evidence for cocrystallization of cellulose as a mechanism for hornification of bleached kraft pulp,” Cellulose 11(1), 45-52. DOI: 10.1023/B:CELL.0000014768.28924.0c
Niklas, K. J., Spatz, H.-C., and Vincent, J. (2006). “Plant biomechanics: An overview and prospectus,” Am. J. Bot. 93(10), 1369-1378. DOI: 10.3732/ajb.93.10.1369
Nilsson, H., Galland, S., Larsson, P. T., Gamstedt, E. K., Nishino, T., Berglund, L. A., and Iversen, T. (2010). “A non-solvent approach for high-stiffness all-cellulose biocomposites based on pure wood cellulose,” Compos. Sci. Technol. 70(12), 1704-1712. DOI: 10.1016/j.compscitech.2010.06.016
Nonaka, S., Umemura, K., and Kawai, S. (2013). “Characterization of bagasse binderless particleboard manufactured in high-temperature range,” J. Wood Sci. 59(1), 50-56. DOI: 10.1007/s10086-012-1302-6
Okuda, N., and Sato, M. (2004). “Manufacture and mechanical properties of binderless boards from kenaf core,” J. Wood Sci. 50(1), 53-61. DOI: 10.1007/s10086-003-0528-8
Okuda, N., and Sato, M. (2006). “Water resistance properties of kenaf core binderless boards,” J. Wood Sci. 52(5), 422-428. DOI: 10.1007/s10086-005-0785-9
Okuda, N., Hori, K., and Sato, M. (2006a). “Chemical changes of kenaf core binderless boards during hot pressing (II): Effects on the binderless board properties,” J. Wood Sci. 52(3), 249-254. DOI: 10.1007/s10086-005-0744-5
Okuda, N., Hori, K., and Sato, M. (2006b). “Chemical changes of kenaf core binderless boards during hot pressing (I): Influence of the pressing temperature condition,” J. Wood Sci. 52(3), 244-248. 10.1007/s10086-005-0761-4
Overend, R. P., Chornet, E., and Gascoigne, J. A. (1987). “Fractionation of lignocellulosics by steam-aqueous pretreatments [and discussion],” Phil. Trans. R. Soc. Lond. A 321(1561), 523-536. DOI: 10.1098/rsta.1987.0029
Page, D. H., El-Hosseiny, F., and Winkler, K. (1971). “Behaviour of single wood fibres under axial tensile strain,” Nature 229(5282), 252-253. DOI: 10.1038/229252a0
Park, J., Meng, J., Lim, K. H., Rojas, O. J., and Park, S. (2013). “Transformation of lignocellulosic biomass during torrefaction,” J. Anal. Appl. Pyrol. 100, 199-206. DOI: 10.1016/j.jaap.2012.12.024
Pelaez-Samaniego, M. R., Yadama, V., Lowell, E., and Espinoza-Herrera, R. (2013). “A review of wood thermal pretreatments to improve wood composite properties,” Wood Sci. Technol. 47(6), 1285-1319. DOI: 10.1007/s00226-013-0574-3
Pelaez-Samaniego, M. R., Yadama, V., Garcia-Perez, T., Lowell, E., and Amidon, T. (2014a). “Effect of hot water extracted hardwood and softwood chips on particleboard properties,” Holzforschung 68(7), 807-815. DOI: 10.1515/hf-2013-0150
Pelaez-Samaniego, M. R., Yadama, V., Garcia-Perez, M., Lowell, E., and McDonald, A. G. (2014b). “Effect of temperature during wood torrefaction on the formation of lignin liquid intermediates,” J Anal. Appl. Pyrol. 109, 222-233. DOI: 10.1016/j.jaap.2014.06.008
Pintiaux, T., Viet, D., Vandenbossche, V., Rigal, L., and Rouilly, A. (2013). “High pressure compression-molding of α-cellulose and effects of operating conditions,” Materials 6(6), 2240-2261. DOI: 10.3390/ma6062240
Privas, E., Felder, E., and Navard, P. (2013). “Destructuration of cotton under elevated pressure,” Cellulose 20(3), 1001-1011. DOI: 10.1007/s10570-013-9924-4
Quintana, G., Velásquez, J., Betancourt, S., and Gañán, P. (2009). “Binderless fiberboard from steam exploded banana bunch,” Ind. Crop. Prod. 29(1), 60-66. DOI: 10.1016/j.indcrop.2008.04.007
Rampinelli, G., Di Landro, L., and Fujii, T. (2010). “Characterization of biomaterials based on microfibrillated cellulose with different modifications,” J. Reinf. Plast. Compos. 29(12), 1793-1803. DOI: 10.1177/0731684409335453
Reddy, M. M., Vivekanandhan, S., Misra, M., Bhatia, S. K., and Mohanty, A. K. (2013). “Biobased plastics and bionanocomposites: Current status and future opportunities,” Prog. Polym. Sci. 38(10–11), 1653-1689. DOI: 10.1016/j.progpolymsci.2013.05.006
Roffael, E., and Hüster, H.-G. (2012). “Complex chemical interactions on thermo hydrolytic degradation of urea formaldehyde resins (UF-resins) in recycling UF-bonded boards,” Eur. J. Wood Prod. 70(4), 401-405. DOI: 10.1007/s00107-011-0574-7
Rose, J. K. C. (2003). The Plant Cell Wall (CRC Press).
Rouilly, A., and Rigal, L. (2002). “Agro-materials: A bibliographic review,” J. Macromol. Sci. Polymer Rev. 42(4), 441-479. DOI: 10.1081/MC-120015987
Runkel, R., and Jost, J. (1956). GB743401. “Method for the production of articles by moulding substances of vegetable origin under pressure and at elevated temperatures.”
Saadaoui, N., Rouilly, A., Fares, K., and Rigal, L. (2013). “Characterization of date palm lignocellulosic by-products and self-bonded composite materials obtained thereof,” Mater. Design 50, 302-308. DOI: 10.1016/j.matdes.2013.03.011
Saari, N., Hashim, R., Sulaiman, O., Hiziroglu, S., Sato, M., and Sugimoto, T. (2014). “Properties of steam treated binderless particleboard made from oil palm trunks,” Composites Part B. 56, 344–349. DOI: 10.1016/j.compositesb.2013.08.062
Saito, Y., Ishii, M., and Sato, M. (2013). “The suitable harvesting season and the part of moso bamboo (Phyllostachys pubescens) for producing binderless boards,” Wood Sci. Technol. 47(5), 1071-1081. DOI: 10.1007/s00226-013-0560-9
Sakurada, I., Nukushina, Y., and Ito, T. (1962). “Experimental determination of the elastic modulus of crystalline regions in oriented polymers,” J. Polym. Sci. 57(165), 651-660. DOI: 10.1002/pol.1962.1205716551
Salvado, J., Velasquez, J. A., and Ferrando, F. (2003). “Binderless fiberboard from steam exploded Miscanthus sinensis: Optimization of pressing and pretreatment conditions,” Wood Sci. Technol. 37(3-4), 279-286. DOI: 10.1007/s00226-003-0186-4
Sekino, N., Inoue, M., Irle, M., and Adcock, T. (2005). “The mechanisms behind the improved dimensional stability of particleboards made from steam-pretreated particles,” Holzforschung 53(4), 435-440.
Shen, K. C. (1986). WO 4627951. “Process for manufacturing composite products from lignocellulosic materials.”
Singh, T., Singh, A.P., Hussain, I., and Hall, P. (2013). “Chemical characterisation and durability assessment of torrefied radiata pine (Pinus radiata) wood chips,” Int. Biodeter. Biodegr. 85, 347-353. DOI: 10.1016/j.ibiod.2013.07.014
Slade, L., and Levine, H. (1991). “Beyond water activity: Recent advances based on an alternative approach to the assessment of food quality and safety,” Crit. Rev. Food Sci. Nutr. 30(2-3), 115-360. DOI: 10.1080/10408399109527543
Srinivas, K., and Pandey, K. K. (2012). “Effect of heat treatment on color changes, dimensional stability, and mechanical properties of wood,” J. Wood Chem. Technol. 32(4), 304-316. DOI: 10.1080/02773813.2012.674170
Stelte, W., Clemons, C., Holm, J. K., Ahrenfeldt, J., Henriksen, U. B., and Sanadi, A. R. (2011). “Thermal transitions of the amorphous polymers in wheat straw,” Ind. Crop. Prod. 34(1), 1053-1056. DOI: 10.1016/j.indcrop.2011.03.014
Suchsland, O., Woodson, G. E., and McMillin, C. W. (1987). “Effect of cooking conditions on fiber bonding in dry-formed binderless hardboard,” Forest Prod. J. 11/12, 65-69.
Sun, X. F., Xu, F., Sun, R. C., Fowler, P., and Baird, M. S. (2005). “Characteristics of degraded cellulose obtained from steam-exploded wheat straw,” Carbohydr. Res. 340(1), 97-106. DOI: 10.1016/j.carres.2004.10.022
Suzuki, S., Shintani, H., Park, S.-Y., Saito, K., Laemsak, N., Okuma, M., and Iiyama, K. (1998). “Preparation of binderless boards from steam exploded pulps of oil palm (Elaeis guineensis Jaxq.) fronds and structural characteristics of lignin and wall polysaccharides in steam exploded pulps to be discussed for self-bindings,” Holzforschung 52(4), 417-426. DOI: 10.1515/hfsg.1998.52.4.417
Takahashi, I., Takasu, Y., Sugimoto, T., Kikata, Y., and Sasaki, Y. (2009). “Thermoplastic flow behavior of steamed wood flour under heat and compression,” Wood Sci. Technol. 44(4), 607-619. DOI: 10.1007/s00226-009-0297-7
Takahashi, I., Sugimoto, T., Takasu, Y., Yamasaki, M., Sasaki, Y., and Kikata, Y. (2010). “Preparation of thermoplastic molding from steamed Japanese beech flour,” Holzforschung 64(2), 229-234. DOI: 10.1515/hf.2010.035
Tanahashi, M. (1990). “Characterization and degradation mechanisms of wood components by steam explosion and utilization of exploded wood,” Wood Res. 77, 49-117.
Tjeerdsma, B. F., Boonstra, M., Pizzi, A., Tekely, P., and Militz, H. (1998). “Characterisation of thermally modified wood: Molecular reasons for wood performance improvement,” Holz Roh Werkst 56(3), 149-153. DOI: 10.1007/s001070050287
Tunga Salthammer, Mentese, S., and Marutzky, R. (2010). “Formaldehyde in the indoor environment,” Chem. Rev. 110(4), 2536-2572. DOI: 10.1021/cr800399g
Vaca-Medina, G., Jallabert, B., Viet, D., Peydecastaing, J., and Rouilly, A. (2013). “Effect of temperature on high pressure cellulose compression,” Cellulose 20(5), 2311-2319. DOI: 10.1007/s10570-013-9999-y
Van Dam, J. E. G., van den Oever, M. J. A., and Keijsers, E. R. P. (2004a). “Production process for high density high performance binderless boards from whole coconut husk,” Ind. Crop. Prod. 20(1), 97-101. DOI: 10.1016/j.indcrop.2003.12.017
Van Dam, J. E. G., van den Oever, M. J. A., Teunissen, W., Keijsers, E. R. P., and Peralta, A. G. (2004b). “Process for production of high density/high performance binderless boards from whole coconut husk: Part 1: Lignin as intrinsic thermosetting binder resin,” Ind. Crop. Prod. 19(3), 207-216. DOI: 10.1016/j.indcrop.2003.10.003
Velasquez, J. A., Ferrando, F., and Salvado, J. (2002). “Binderless fiberboard from steam exploded Miscanthus sinensis: The effect of a grinding process,” Holz Roh Werkst 60(4), 297-302. DOI: 10.1007/s00107-002-0304-2
Velasquez, J. A., Ferrando, F., Farriol, X., and Salvado, J. (2003). “Binderless fiberboard from steam exploded Miscanthus sinensis,” Wood Sci. Technol. 37(3-4), 269-278. DOI: 10.1007/s00226-003-0182-8
Widsten, P., and Kandelbauer, A. (2014). “Industrial scale evaluation of cationic tannin as a binder for hardboard,” J. Adhes. Sci. Technol. 28(13), 1256-1263. DOI: 10.1080/01694243.2014.896068
Widsten, P., Hummer, A., Heathcote, C., and Kandelbauer, A. (2009). “A preliminary study of green production of fiberboard bonded with tannin and laccase in a wet process,” Hfsg 63(5), 545-550. DOI: 10.1515/HF.2009.090
Widyorini, R., Xu, J., Umemura, K., and Kawai, S. (2005a). “Manufacture and properties of binderless particleboard from bagasse. I: Effects of raw material type, storage methods, and manufacturing process,” J. Wood Sci. 51(6), 648-654. DOI: 10.1007/s10086-005-0713-z
Widyorini, R., Xu, J., Watanabe, T., and Kawai, S. (2005b). “Chemical changes in steam-pressed kenaf core binderless particleboard,” J. Wood Sci. 51(1), 26-32. DOI: 10.1007/s10086-003-0608-9
Widyorini, R., Higashihara, T., Xu, J., Watanabe, T., and Kawai, S. (2005c). “Self-bonding characteristics of binderless kenaf core composites,” Wood Sci. Technol. 39(8), 651-662. DOI: 10.1007/s00226-005-0030-0
Xu, J., Han, G., Wong, E. D., and Kawai, S. (2003). “Development of binderless particleboard from kenaf core using steam-injection pressing,” J. Wood Sci. 49(4), 327-332. DOI: 10.1007/s10086-002-0485-7
Xu, J., Sugawara, R., Widyorini, R., Han, G., and Kawai, S. (2004). “Manufacture and properties of low-density binderless particleboard from kenaf core,” J. Wood Sci. 50(1), 62-67. DOI: 10.1007/s10086-003-0522-1
Xu, J., Widyorini, R., Yamauchi, H., and Kawai, S. (2006). “Development of binderless fiberboard from kenaf core,” J. Wood Sci. 52(3), 236-243. DOI: 10.1007/s10086-005-0770-3
Yamashita, O., Yokochi, Imanishi, H., and Kanayama, K. (2007). “Transfer molding of bamboo,” J. Mater. Process. Technol. 192/193, 259-264. DOI: 10.1016/j.jmatprotec.2007.04.011
Yamashita, O., Yokochi, H., Miki, T., and Kanayama, K. (2009). “The pliability of wood and its application to molding,” J. Mater. Process. Technol. 209(12–13), 5239-5244. DOI: 10.1016/j.jmatprotec.2008.12.011
Yang, H., Yan, R., Chen, H., Lee, D. H., and Zheng, C. (2007). “Characteristics of hemicellulose, cellulose and lignin pyrolysis,” Fuel 86(12–13), 1781-1788. DOI: 10.1016/j.fuel.2006.12.013
Zauer, M., Kretzschmar, J., Großmann, L., Pfriem, A., and Wagenführ, A. (2014). “Analysis of the pore-size distribution and fiber saturation point of native and thermally modified wood using differential scanning calorimetry,” Wood Sci. Technol. 48(1), 177-193. DOI: 10.1007/s00226-013-0597-9
Zhang, X., Wu, X., Gao, D., and Xia, K. (2012). “Bulk cellulose plastic materials from processing cellulose powder using back pressure-equal channel angular pressing,” Carbohydr. Polym. 87(4), 2470-2476. DOI: 10.1016/j.carbpol.2011.11.019
Zhang, Y. M., Yu, Y. L., and Yu, W. J. (2013). “Effect of thermal treatment on the physical and mechanical properties of Phyllostachys pubescen bamboo,” Eur. J. Wood Prod. 71(1), 61-67. DOI: 10.1007/s00107-012-0643-6
Zheng, Y., Zhao, J., Xu, F., and Li, Y. (2014). “Pretreatment of lignocellulosic biomass for enhanced biogas production,” Prog. Energ. Combust. 42, 35-53. DOI: 10.1016/j.pecs.2014.01.001
Article submitted: August 4, 2014; Peer review completed: September 5, 2014; Revised version received: December 5, 2014; Accepted: December 11, 2014; Published: January 16, 2015.