
Abstract
The manufacture of poly(lactic acid) (PLA) composites reinforced with both oil palm empty fruit bunch (EFB) and cotton fiber was investigated. The positive and significant effect of EFB on the heat distortion temperature (HDT) and flexural properties was determined by a 2k design of experiment study. Adding solid epoxy into the PLA matrix manifested inferior mechanical properties with no improvement to the HDT. The HDT and mechanical properties of the biocomposites were further improved by using an EFB/cotton hybridized system. The PLA/hybridized EFB/cotton biocomposites showed biodegradability and an HDT higher than 100 °C. However, the flowability of the material was retarded at high cotton fractions. Finally, adding talc filler into the biocomposites improved the flowability of the hybridized biocomposite systems, especially at low fiber and high talc contents. Nevertheless, inferior mechanical properties of the biocomposites were found for high talc and low fibers’ contents.
Download PDF
Full Article
Compounding Oil Palm Empty Fruit Bunch/Cotton Fiber Hybrid Reinforced Poly(lactic acid) Biocomposites Aiming For High-temperature Packaging Applications
Utai Meekum,* and Pantip Kingchang
The manufacture of poly(lactic acid) (PLA) composites reinforced with both oil palm empty fruit bunch (EFB) and cotton fiber was investigated. The positive and significant effect of EFB on the heat distortion temperature (HDT) and flexural properties was determined by a 2k design of experiment study. Adding solid epoxy into the PLA matrix manifested inferior mechanical properties with no improvement to the HDT. The HDT and mechanical properties of the biocomposites were further improved by using an EFB/cotton hybridized system. The PLA/hybridized EFB/cotton biocomposites showed biodegradability and an HDT higher than 100 °C. However, the flowability of the material was retarded at high cotton fractions. Finally, adding talc filler into the biocomposites improved the flowability of the hybridized biocomposite systems, especially at low fiber and high talc contents. Nevertheless, inferior mechanical properties of the biocomposites were found for high talc and low fibers’ contents.
Keywords: Poly(lactic acid) biocomposites; Hybridized fibers; Mechanical properties
Contact information: School of Design Technology, Institute of Engineering, Suranaree University of Technology, Maung, Nakorn Ratchasima, Thailand; *Corresponding author: umsut@g.sut.ac.th
INTRODUCTION
Environmental awareness has led to great interest in natural fibers, such as sisal, kenaf, bamboo, and jute, which have been increasingly used as reinforcement in thermoplastic composite materials. Thermoplastic polymers, such as polypropylene (PP), high-density polyethylene (HDPE), low-density polyethylene (LDPE), and polystyrene (PS), have generally been applied as the matrix, but the resultant waste does not easily decompose. That waste in turn causes environmental pollution. Biodegradable polymers are an environmentally friendly alternative option. Poly(lactic acid) (PLA) is the most commonly chosen biodegradable polymer and is made from renewable agricultural raw material (Cheng et al. 2009). It is quickly biodegraded and has decent mechanical properties. However, commercial applications with pure PLA are limited due to its high brittleness and low heat resistance. The service temperature, or heat distortion temperature (HDT), of PLA is less than 60 °C. Research efforts have been directed toward finding methods to reduce the weakness of PLA without compromising its good biodegradability (Nyambo et al. 2010).
All kinds of plant, animal, and combined fibers have been investigated as reinforcement for PLA (Rowell et al. 2000; John and Thomas 2008). However, the main drawback of natural fibers comes from their hydrophilic nature, which has weak compatibility with hydrophobic polymeric matrices. Additionally, poor interfacial bonding strength between the fiber and matrix is experienced. To overcome these inconveniences, various fiber surface treatments, such as mercerization, isocyanate treatment, maleic anhydride treatment, and silane treatment, have been attempted to enhance interfacial bonding between the polymer matrix and natural fibers. Consequently, strong physical and mechanical properties in the biocomposites are obtained (Lee and Wang 2006). The PLA/cotton composites with lignin added as an adhesion promoter have also been studied. The tensile strength and Young’s modulus of the composites increased when adding lignin. However, the PLA/cotton/lignin composite had a tensile strength and Young’s modulus that was lower than for PLA/kenaf composites (Graupner 2008). There was also a report on adding cotton to increase the tensile elongation of the composites. Good interfacial bonding was observed with the addition of cotton. Increased tensile elongation of the composites by adding cotton to PLA/kenaf or PLA/flax composites was also observed (Kamath et al. 2005). Chemically treated natural fibers improve interfacial adhesion, and hence, the mechanical performances of biocomposites with these fibers have been the concern of most research. Maleic anhydride (MAH)/Dicumyl peroxide (DCP) is one of the chemicals used for fiber treatment (Rozman et al. 2000; Kamath et al. 2005; Huda et al. 2008). Alternatively, alkali and silane, 3-aminopropyltriethoxysilane (APS), and γ-glycidoxypropyltrimethoxysilane (GPS), respectively, were studied for the ramie fiber treatment. The mechanical and thermo-mechanical properties of the PLA composites were better than using the untreated fibers (Lee et al. 2009; Yu et al. 2010). Modification of both of the treated fibers’ matrices was also discovered, which resulted in better mechanical properties than for the matrices with untreated fibers (Hornsby et al. 1997).
As reported elsewhere, cotton fibers consist of about 80 wt.% to 90 wt.% cellulose (Hegde et al. 2004). Meanwhile, the oil palm empty fruit bunch (EFB), which is the biomass discarded after separating the hard shell from fresh fruit bunches in the palm oil industries, consists of about 65 wt.% to 77 wt.% cellulose (Rozman et al. 2000; Khalid et al. 2008). Due to that interesting characteristic and taking into consideration the environmental point of view, in this publication, EFB and cotton fibers are used as reinforcement for PLA-based biocomposites. Another, mainly economic, reason for utilizing EFB fiber is the dramatic increase in and abundance of biomass waste from palm oil refineries.
Thus, considerable research and development efforts have to be undertaken to find useful and value-added applications for EFB. The use of PLA-based biocomposites in high-temperature food packing applications, as an alternative material selection to non-biodegradable PP, is this study’s prime research goal. One of the main advantages of the PLA/EFB/Cotton biocomposites packaging over that of conventional petroleum is the biodegradability at the end of life cycle. Obtaining an HDT above 100 °C without harming the mechanical properties of the PLA/EFB/Cotton biocomposites was the main aim of this study.
EXPERIMENTAL
Materials
Table 1 summarizes the materials and their function in the manufacturing of the biocomposites in this study. The PLA, grade 2002D was purchased from NatureWorks LLC (Blair, IA, USA) and used as the matrix. The silane, 3-aminopropyltriethoxysilane (A-1100), and γ-glycidoxypropyltrimethoxysilane (A-187) were obtained from Crompton Osi Specialty (Greenwich, CT, USA) and used as a coupling agent. The diglycidyl ether of bisphenol A (DGEBA) solid epoxy (YD-019) was obtained from Aditya Birla (Bangkok, Thailand) and used as a reactive compatibilizer. The epoxidized natural rubber (ENR50), with 50% epoxide groups by molecular weight, acted as the toughener and was supplied by San-Thap International Co., Ltd. (Bangkok, Thailand). Talc, Jetfine® 8CF with an average particle size of 1.1 µm, was purchased from Imerys Talc Luzenac France (Luzenac-sur-Ariège, France). Aliphatic polyester polyols (Rayelast® A8770) was the reactive plasticizer and was purchased from IRPC Polyol Co., Ltd. (Bangkok, Thailand). A mixed powder containing Tris(2,4-di-tert-butylphenyl)phosphate (Irgafos 168) and Octadecyl 3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate (Inganox 1076) at a ratio of 1:1 by weight was employed as the heat/processing stabilizer. Those two chemicals were supplied from Ciba Specialty Chemicals Corp (Tarrytown, NY, USA). The EFB fiber was from a local palm oil refinery (Suksomboon Palm Oil Industry, Chonburi, Thailand) and was employed as the main reinforcement. The USA-grade cotton pulp was kindly supplied from a cotton yarn weaver (Bangkok Weaving Mill Ltd., Bangkok, Thailand). These fibers were used either in single or hybridized forms.
Table 1. Materials and their Function in the Biocomposites

Fiber preparation
For the fiber preparation, the EFB fiber was soaked in water overnight. Then, the excess water was removed by manual screw tread driven compression. The moisture depleted fiber was mechanically crushed and heat treated in an internal mixer chamber equipped with Banbury rotors (Haake Rheomix 3000P Model 557-1306, Thermo Fisher Scientific Inc., Berlin, Germany) at 170 °C for 15 min. The fine crushed EFB was then mercerized twice using 3% w/v sodium hydroxide (NaOH) solution at 100 °C for 4 h. The heat/chemically-treated fined fiber was finally dried in a vacuum oven at 105 °C for at least 4 h. The procedure described was also adopted for the cotton fiber treatment, but the concentration of the NaOH solution was reduced to 2% w/v. The dried EFB and cotton fined fibers eventually underwent a silane treatment by mixing liquid silane and fiber in an internal mixer chamber at 120 °C and a rotor speed of 100 rpm for 6 min.
Biocomposite compounding and specimen preparation
Figure 1 illustrates the procedures for manufacturing the biocomposite specimens in this study. First, ENR50 was plasticated and kneaded in a two roll mill for a few minutes. The solid epoxy was incorporated into the ENR50 until a smooth milky rubber mixture was obtained. Then, the treated fined fiber(s) with talc powder were gradually loaded into the rubber mixture. The rubber/fiber compound was obtained after at least 15 min of the cutting/folding kneading action. The resulting compound was then kneaded into approximately 4 mm- to 5 mm-thick sheets, cut into small strips, and finally, pelletized into granules. The PLA-based biocomposites were manufactured using a co-rotating intermeshing twin screw extruder (Model PL2100, Brabender®GmbH & Co. KG, Duisburg, Germany) equipped with screws having a diameter of 25 mm and L/D of 20. The PLA and rubber compound pellets were vacuum-dried at 80 °C for 4 h. The dried PLA and rubber/fiber were coated with viscous liquid polyester polyols and a heat/processing stabilizer powder in a high-speed mixing chamber. The material mixture was constantly fed into the twin screw extruder at a screw speed of 15 rpm and melt mixed at programmed temperatures of 150 °C, 160 °C, 170 °C, 180 °C, and 190 °C from the feeding to die zones. Lastly, the composite strand was pelletized.

Fig. 1. Schematic diagram illustrating the procedures to prepare the biocomposites and test specimens
The test specimens were fabricated by injection molding. The composite pellets obtained from the above procedures were vacuum-dried at 80 °C for 2 h before undergoing injection molding. The injection molding machine, CLF-80T (Chuan Lih Fa Machinery Works Co. Ltd., Tainan, Taiwan), was installed with four cavities and an edge gates two-plate mold. The barrel temperatures for all four zones of the machine were set at 190 °C. Rectangular molded specimens with the dimensions (W × L × T) of 13 mm × 128 mm × 4 mm were obtained.
The injection molded composite test specimens were divided into three categories of samples: (i) original, (ii) cured, and (iii) cured/dried samples. The original samples were annealed at room temperature for at least 24 h before testing. The cured specimens underwent the sauna incubation process, where the injection molded biocomposites were placed in an oven saturated with water vapor at 60 °C for 12 h. The cured/dried samples were obtained by vacuum drying the sauna cured samples at 80 °C for 4 h. This sauna conditioning is known to be a process that accelerates the completion of the condensation reaction between silane and water molecules or hydroxyl groups of the cellulosic fiber (Yu et al. 2010).
Methods
The melt flow index (MFI) of the composites was measured according to ASTM D1238-13 (2013) using the Kayeness Melt Flow Indexer (Dynisco, Franklin, MA, USA) at 190/2.16 or 190/10. The three point bending flexural test (ASTM D790-10 2010) was completed on a 5 kN UTM testing machine (Instron Model 5565, Norwood, MA, USA). The Izod mode impact strengths, both notched and unnotched, were measured in accordance with ASTM D256-10e1 (2010) using an impact testing machine with a 2.7 J impactor (Atlas Model BPI, Atlas Material Testing Technology LLC, Mount Prospect, IL, USA). The HDT was examined using an Atlas Testing Machine, model HDV1 (Atlas Material Testing Technology LLC, Mount Prospect, IL, USA), and the standard ASTM D648-07 (2007) with a 455 kPa standard load was followed. The morphology was investigated on the notched impact specimens by means of scanning electron microscopy (SEM). The SEM machine model JSM 6400 from JEOL Ltd. (Tokyo, Japan) was employed.
The biodegradability testing of the biocomposite samples was conducted by a simulated landfill method. A chamber filled with composted medium at 60 °C was constructed. An aerobic atmosphere was imitated by constantly feeding oxygen gas and fresh air into the test chamber. The rectangular test specimens saturated with water were pre-weighed before testing and recorded as wo. Then, the specimens were buried approximately 2” deep in the composted soil. The samples were weighed every 2 weeks and reported as wt. The weight loss (%) was calculated by Eq. 1,
 (1)
(1)
where wo is the initial weight of sample (g) and wt is the weight of sample (g) at the given buried time (t, week).
RESULTS AND DISCUSSION
Design of Experiment (DOE)
The formulation optimization of the PLA-based biocomposites was statistically inspected by a 2k factorial design of experiment. In this study, the treated palm oil fiber, 3-aminopropyltriethoxysilane (A-1100), and solid epoxy, as the reactive compatibilizer, were chosen as the design parameters. They were assigned as A, B, and C, respectively. With respect to the 100 part PLA resin, the amounts of epoxidized rubber (ENR50) and heat/processing stabilizer as the matrix ingredients were 20 phr and 2 phr, respectively (Meekum 2009). The Low (-) and High (+) levels for each design parameter of the DOE testing are given in Table 2.
Table 2. Design Parameters and their Levels

For each design level, the contents of the material were divided into two sublevels. With a k of 3, eight design matrices were constructed, as shown in Table 3. The experimental design responses were the MFI, HDT, impact strengths, and flexural properties. The responses of the biocomposite samples obtained from each experimental run were measured, and the results are summarized in Table 4.
Table 3. 23 Design Matrices
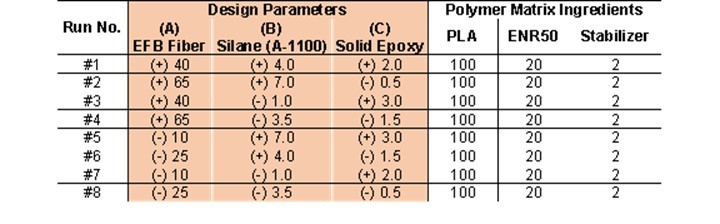
Table 4. Results of the Design Responses
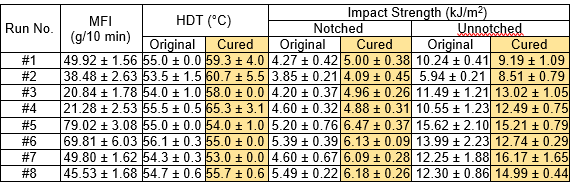

With the obtained responses, an analysis of variance (ANOVA) at an a of 0.05 was performed with the assistance of the statistical software Design Expert® (Stat-Ease Inc., Version 8, Minneapolis, MN, USA) to determine the significant effects from the individual parameters and interaction of the design parameters. The results are recorded in Table 5. With the significant parameters determined, the predicted linear regression models could then be determined for both the original and sauna-cured samples (Meekum and Kingchang 2012). The linear equations derived could be carefully used to predict the properties of the biocomposites that were manufactured from the given parameters and their design levels or contents. For example, the model equation for MFI was determined as 46.83 – 14.21(A) + 12.47(B). It was implied that the maximum MFI of the biocomposites could be obtained if it was manufactured in a twin screw extruder at 190 °C with silane at high levels (+B) (more than 3.5 phr), and EFB fiber at low levels (-A) (less than 40 phr). Other significant properties were determined in an identical manner. For this study, it was found that EFB fiber (A), silane (B), and solid epoxy (C) did not have significant effects on the HDT, flexural strength, and flexural modulus for the original sample, and the unnotched impact strength for the sauna-cured composite sample. Even though the palm oil fiber had a positive and significant effect on the HDT of the biocomposites that underwent sauna incubation, its value was far below 100 °C, which was the prime target. Therefore, further property enhancement was explored.
Table 5. Significant Effects and their Predicted Regression Models of the DOE Results for the PLA Reinforced with EFB Fiber

Effect of Solid Epoxy Reactive Compatibilizer
From the above DOE conclusions, a maximum HDT and moderate mechanical properties were observed for the Run#4 formulation with a high level of EFB, low level of silane, and low level of epoxy. Also, the HDT of the cured biocomposites was positively and significantly affected by the EFB content. Therefore, thermal property enhancement was attempted to meet the target HDT of 100 °C. The added solid epoxy acted as a reactive compatibilizer because its epoxy group could react with the –COOH or –OH groups in PLA and EFB, respectively. Therefore, the addition of solid epoxy could result in strong interfacial surface adhesion between the fiber and matrix. However, the DOE results showed no significant effect from the solid epoxy on any of the response properties. In this experiment section, fine tuning of the solid epoxy contents, 0.1 phr, 0.4 phr, 0.8 phr, and 1.2 phr with respect to the PLA, was explored. The Run#4 formulation was adopted with a high level of EFB at 65 phr, and low level of silane at 3.5 phr. Table 6 summarizes the composite formulations with various solid epoxy contents. After compounding and injection molding of the biocomposite samples, the standard tests were performed and the results obtained are reported in Table 6.
The MFI values, measured at 190/2.16, indicated there was an increased trend with increased epoxy loadings. It was postulated that glycolysis was induced by the epoxide groups at high epoxy dosages. This hypothesis is supported in the subsequent discussion of the mechanical properties. There was no change to the HDT for the original samples. However, the HDT was marginally higher after undergoing the sauna treatment. It was suspected that macro chain crosslinking was induced by the silane/moisture condensation reaction, and this outcome caused the positive effect on the HDT of the polymer compound that was observed (Charoensuk 2005).
Table 6. Properties of the PLA-based Biocomposites and Solid Epoxy Contents

The impact strengths, both notched and unnotched, showed descending trends with increasing epoxy amounts. At the given epoxy loadings, there was a fractional improvement to the impact strengths noticed for the sauna incubated specimens, but the strength and epoxy loading relationship had the same trend as the original specimens. The results strengthened the above statement that the added reactive epoxy compatibilizer caused PLA chain degradation via the glycolysis reaction. Thus, the PLA matrix phase became more brittle, with low impact strengths, at high epoxy contents. The flexural strength and modulus properties also clearly showed the same exact trend as the impact properties. These properties decreased at high epoxy contents, for both the original and cured specimens. The initial conclusion was that the toughness of the PLA/EFB biocomposites decreased as more of the reactive solid epoxy compatibilizer was added into the PLA matrix.
Figure 2 shows the SEM images obtained from the fractured surface of the PLA/EFB biocomposites with epoxy contents of 0.4 phr and 1.2 phr for the original and sauna-cured specimens, respectively. Smoother fractured traces and faster crack propagation in the PLA matrix phase were observed for the lower epoxy content. Also, evidence of fiber/matrix interfacial adhesion improvement due to the prolonged sauna incubation was not clearly observed. The majority of the fiber pull-out and large gaps between the fiber and matrix were visualized for the cured specimens. The SEM images confirmed that adding more epoxy into the matrix phase resulted in more brittle biocomposites.
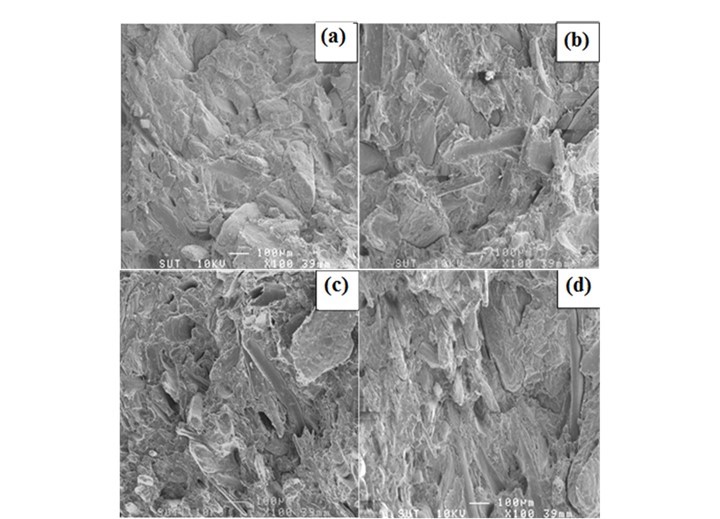
Fig. 2. SEM images (100x) of the PLA/EFB biocomposites with solid epoxy contents of (a) 0.4 phr (original), (b) 0.4 phr (cured), (c) 1.2 phr (original), and (d) 1.2 phr (cured)
According to the above results, it was found that adding solid epoxy at amounts of 0.1 phr to 1.5 phr to the PLA matrix of the EFB biocomposites had a negative effect on the toughness properties. Also, the HDT did not improve with the addition of the solid epoxy. In fact, it was far below the target value of 100 °C. The silane/moisture incubation process at 60 °C marginally increased the tested properties.
Biocomposites Manufactured from EFB/Cotton Hybridized Fibers
From the previous experiment, it was found that the solid epoxy at high contents diminished the mechanical properties, especially the toughness, of the biocomposites. An improvement to the service temperature (HDT) was not found. Further improvement by using hybridized EFB/cotton reinforcement was investigated. Cotton is known as one of the highest strength fibers. Accordingly, it was expected that the cotton-reinforced biocomposites would manifest good mechanical properties. It should be mentioned that a mixture of amino silane and epoxidized silane, 3-aminopropyltriethoxysilane (A-1100) and γ-glycidoxypropyltrimethoxysilane (A-187), respectively, at a 1:1 weight ratio was also used. The epoxide groups in the epoxidized silane (A-187) could react with the –OH group of the fiber, and the –COOH and –OH end groups of the PLA. This addition could potentially not only improve the interfacial adhesion between the fiber/matrix, but also reduce the possibility of a glycolysis reaction induced by the hydroxyl groups at a high temperature during the twin screw mixing process. Hence, it was expected that superior mechanical/thermal properties of the biocomposites would be obtained. Moreover, by employing the high L/D ratio cotton, the flowability of the biocomposite material would be retarded. Therefore, to prevent flow obstruction during injection molding, liquid polyester polyols were employed as a reactive plasticizer in the biocomposites. Table 7 summarizes the biocomposite formulations with varying wt.% ratios of EFB and cotton.
Table 7. PLA Biocomposites Reinforced with Hybridized EFB/Cotton Fibers

* A-1000 mixed with A-187 at a 1:1 weight ratio
The results of the tested properties of the biocomposites after compounding in the twin screw extruder and then injection molding the specimen at 190 °C are presented in Table 8. As was expected, the MFI of the biocomposites, especially at high cotton ratios, showed no flow at the 190/2.16 test condition. Therefore, a standard load of 10 kg was employed. To prevent thermal degradation of the natural fibers, the processing and testing temperatures were kept below 190 °C. The measured MFI clearly and significantly decreased with increased cotton contents. As mentioned earlier, the viscosity increased (low MFI), which was due to the high L/D ratio of the cotton fiber. The large L/D of the cotton was also determined to be the cause for the physical properties enhancement in the following discussion.
For the sake of research curiosity, in this step of the study, an extra set of sauna-cured specimens were vacuum-dried at 80 °C for 4 h before undergoing the HDT test. This practice was applied to remove the absorbed moisture residual in the specimens, and the samples were called cured/dried in this study. According to the HDT results reported in Table 8, it was seen that the HDT of the original samples fractionally increased with an increasing cotton ratio. For the sauna-cured samples, the HDT showed an increasing trend with higher cotton fractions. It was also noticed that the HDT was enhanced by the sauna curing.
Surprisingly, an HDT as high as 115 °C was established for the biocomposite with an EFB/cotton ratio of 75:25. Moreover, for the additional vacuum-drying procedure on the sauna-cured samples, the HDT of the cured/dried samples dramatically increased to above 125 °C. It was also revealed that the HDT of the cured/dried PLA reinforced with hybridized EFB/cotton evidently increased with increasing ratios of cotton. The effectiveness of the silanes/moisture condensation reaction, especially the epoxidized silane (A-187) with additional good adhesion bonding between the cotton/PLA, should be taken into account. The confirmation of this statement will be gradually accounted for in the discussion from this point forward.
Table 8. Tested Properties of the PLA Reinforced with Hybridized EFB/Cotton Fibers

An HDT above 100 °C without harming the mechanical properties of the PLA-based biocomposites was one of the main objectives of this research study. Both the impact strengths and flexural properties of the obtained PLA/EFB/cotton biocomposites are shown in Table 8. The results indicated that the impact strengths and flexural properties of both the original and cured biocomposite samples generally increased with an increased cotton ratio. At the given EFB/cotton ratios, it was also noticed that the moisture incubation process did not result in a significant improvement to the mechanical properties of the cured specimens over the original specimens. Note that by this step of the experiment, the cured/dried method had not yet been applied to the samples for mechanical testing. This was performed in the next research task. The improvement to the mechanical performances at high cotton fractions was, again, rationalized by the outstanding strength and high L/D aspect ratio of the cotton fiber. Also, better fiber/matrix adhesion was seen after adding the epoxidized silane (A-187).
With regards to the results of the physical properties testing of the EFB/cotton hybrid biocomposite systems in this experiment, thermal and mechanical properties’ improvement was achieved with the addition of the high stiffness and a large L/D ratio cotton fiber into the biocomposite constituents. Also, the strong fiber/matrix adhesion was probably a result of the addition of epoxidized silane. However, the flowability of the biocomposites became insufficient. Thus, processing, especially by injection molding, would be restricted. Because of the mechanical properties and flowability of the EFB/cotton hybridized biocomposites, the EFB/cotton ratio of 25:75 was selected for further exploration. From the above discussion, it was concluded that the properties of the composites were superior at higher cotton ratios. Not only the higher stiffness and L/D ratio of cotton fiber, but also the strong fiber/matrix interfacial adhesion, were used to explain those positive outcomes. To verify this statement, a SEM investigation took place. Figure 3 shows the SEM photographs of the fractured surfaces of the biocomposites.

Fig. 3. SEM photos (100x) of the PLA reinforced with EFB/cotton ratios of (a) 100:0 (original), (b) 100:0 (cured), (c) 50:50 (original), (d) 50:50 (cured), (e) 0:100 (original), and (f) 0:100 (cured)
On the fractured surface of the 100:0 ratio, shown in Figs. 3(a) and Fig. 3(b), the presence of fiber pull-out and weak interfacial adhesion between the fiber and polymer matrix were seen. In particular, poor interfacial bonding between the fiber and the polymer matrix was seen after the sauna curing. Large gaps in the fiber/matrix interface were noticed. Therefore, weak material toughness must have been experienced. By increasing the cotton fraction to 50:50 and 0:100, as presented in Figs. 3(c) through (f), much smaller diameters of the cotton than of the EFB fiber were clearly visualized. The L/D ratio was also larger. In comparison, fewer traces of fiber pull-out and strong fiber/PLA matrix adhesion were observed in the sauna-cured samples than in the original samples. Better interfacial adhesion caused the strengthened mechanical properties.
Without the biodegradability characteristic, the manufactured composite material could not legitimately be called a biocomposite. Therefore, biodegradability testing was conducted and a simulated landfill chamber at 60 °C under aerobic atmosphere was employed. Figure 4 shows the plot of the residual weight (%) of the samples against the composting times of the 50:50 EFB/cotton biocomposites and PLA specimens. The pure PLA sample slowly degraded in the first four weeks of composting. Then, the rate of biodegradation dramatically increased. Within eight weeks, approximately 80 wt.% of the pure PLA sample was recorded, and then, the test specimen disintegrated into small pieces. At this point, the weighing measurements were not able to be performed. Similarly, both the original and cured biocomposites manifested slow degradation in the first four weeks. After that, sharp decreases in the residual weight were observed. The specimens started to fall apart and completely disintegrated by the 15th week. From the plotted results, it was observed that the degradation rate of the cured sample was slightly slower than that of the original sample. The difficulty in breaking the bonding from the silane/moisture crosslink could be the explanation for this.

Fig. 4. Residual weight (%) and composting time plot of the original and cured PLA reinforced biocomposites with 50:50 EFB/cotton hybridized fibers, and pure PLA
As shown, adding cotton into the biocomposites, especially at high weight fractions, provided an improvement to both the thermal and mechanical properties. The silane/moisture incubation also enhanced the HDT of the biocomposites.
Removing the residual moisture by vacuum-drying vastly increased the HDT of the EFB/cotton reinforced biocomposites. The biocomposites manufactured from the PLA reinforced with EFB/cotton hybrid biodegraded in the same manner as the biodegradable PLA polymer.
Addition of Talc Filler
The hybridized EFB/cotton fibers biocomposite with a 25:75 ratio offered promising properties, such as an HDT above 100 °C. However, the hybridized EFB/cotton fiber biocomposites exhibited unquestionably low flowability. This characteristic seriously retards the processing feasibility to fabricate commercial products, principally by the injection molding process. Subsequently, talc filler was added into the hybridized biocomposite system.
Talc is not only a low cost filler in polymer industries, it is also commonly used as a lubricant to improve processability, especially in injection processes, by increasing the MFI of the polymer compounds. Most times, the HDT and mechanical properties of the talc-filled polymer are higher than the virgin polymer. In this experiment, the hybridized biocomposites contained ratios of talc and 25:75 hybridized EFB/cotton that ranged from 0:65 to 50:20. In addition to the original and cured samples tested, vacuum-drying at 80 °C for 4 h on the sauna-cured samples (cured/dried) was also performed.
Table 9 summarizes the biocomposite formulations for compounding in the twin screw extruder and injection molding into test specimens. Also, the results of the standard testing performed on those specimens are given in Table 10.
Table 9. Formulations of the Talc-filled Hybrid Composites
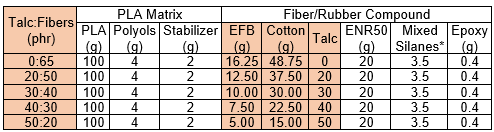
* A-1000 mixed with A-187 at a 1:1 weight ratio
The plot of the MFI measured at 190/10 versus the talc and EFB/cotton fibers is presented in Fig. 5(a). The lowest MFI value, and therefore, highest viscosity, of the biocomposites was seen when only 65 phr of hybridized EFB/cotton fibers was used. As was expected, the biomaterial became gradually more flowable (higher in MFI) when the talc content increased and the fibers content decreased to the 50:20 ratio. The lubrication by the talc powder and lower flow retardation from the fibers were the evidence for this conclusion. However, it seemed that the degree of increasing the MFI was minimized at the talc/fibers 30:40 ratio.
Table 10. Tested Properties’ Results for the Talc-filled Hybrid Composites

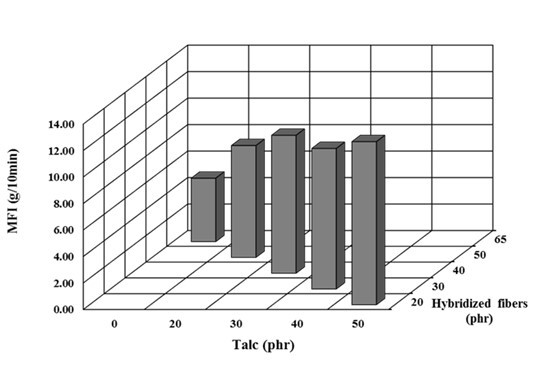
(a)
Fig. 5(a). The plots of (a) MFI and (b) HDT versus the talc and hybridized fibers contents

(b)
Fig. 5(b). The plots of (a) MFI and (b) HDT versus the talc and hybridized fibers contents
The HDT was the main concern of this study. According to the results given in Table 10 and graphically reported in Fig. 5(b), the HDT of the original samples was almost constant at approximately 54 °C. Meanwhile, the sauna curing process and cured/dried samples enhanced the HDT to over 100 °C. It was also observed that the HDT progressively decreased with increased talc and decreased EFB/cotton contents. This was an expected outcome because of the good fiber/matrix interfacial adhesion, and reconfirmed the conclusion that the fiber had a positive and significant effect on the HDT of the PLA-based biocomposites in this study.
The tested mechanical properties, specifically the impact strengths and flexural properties for the talc/hybridized fibers biocomposites, are given in Table 10. The notched impact and flexural strengths were also plotted against the talc and EFB/cotton hybridized fibers contents in Fig. 6. Typically, the impact strengths, tested on the notched and unnotched biocomposite samples, gradually decreased with increased talc and decreased fibers contents, regardless of the sample treatments. At the given talc/EFB/cotton ratios, the sauna incubation and drying of the cured samples marginally enhanced the impact strength. This trend was found for the unnotched impact strength and the flexural properties. Both the impact and flexural tests are commonly used to verify the toughness of the material. For composite materials, in particular biocomposites, which have good matrix/fiber interfacial adhesion, it is very clear that there is better toughness with higher fiber reinforcement contents. And vice versa, the material becomes relatively brittle when it is only loaded with a rigid particulate filler, such as talc. However, by combining the fiber and filler, the mechanical properties of the biocomposites can be optimized. According to the results obtained from this study, the talc and hybridized EFB/cotton ratio of 20:50 was recommended because it exhibited superior flowability (MFI), service temperature (HDT), and mechanical properties.

(a)
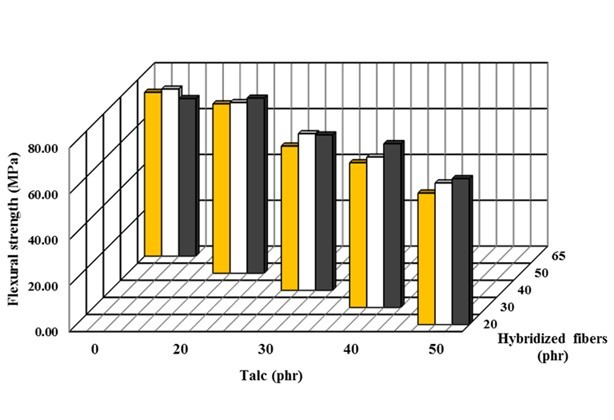
(b)
Fig. 6. The plots of (a) notched impact strength and (b) flexural strength versus the talc and hybridized fibers contents
Figure 7 shows the fractured surface SEM photographs of the biocomposites with talc and fiber ratios of 0:65 and 50:20. The 0:65 and 20:50 ratio samples embodied the highest and lowest toughness characteristics, respectively. In Figs. 7(a) through 7(c), the fractured surface is shown for the original, cured, and cured/dried samples of the biocomposites that contained only 65 phr of the EFB/cotton fibers. It was seen that the majority of the fibers bonded with the polymer matrix. In Figs. 5(d) through 5(f), which shows the original, sauna-cured, and cured/dried samples of the biocomposites manufactured with the 50:20 talc and hybridized fibers ratio, fewer traces of fibers were observed. Also, the fibers were mostly pulled out during the impact fracturing. The SEM images emphasized that at high fiber loadings and with excellent fibers/matrix adhesion, the superior HDT and toughness properties of the biocomposites were due to the fiber reinforcement effect. In contrast, a brittle polymer matrix, and hence brittle biocomposite, was found when the fibers content was low and the particulate filler content was high.

Fig. 7. SEM micrographs of the biocomposites with talc and EFB/cotton hybridized fibers ratios of (a) 0:65 (original), (b) 0:65 (cured), (c) 0:65 (cured/dried), (d) 50:20 (original), (e) 50:20 (cured), and (f) 50:20 (cured/dried)
CONCLUSIONS
- By employing the 2k design of experiment, it was found that the EFB fiber content had a significantly negative effect on the MFI and impact strengths of the original biocomposites. However, it had a positive effect on the HDT and flexural properties.
- By varying the amount of solid epoxy added to the PLA matrix phase, it was revealed that it lowered the mechanical properties of the biocomposites. Also, the HDT did not depend on the amount of the solid epoxy.
- Using EFB/cotton hybridized fibers as reinforcement in the biocomposites improved the thermal and mechanical properties. However, the flowability of the biocomposite was retarded, and hence, the processability decreased, especially by injection molding. The high stiffness and L/D ratio of cotton fiber were the reasons for this. The biocomposite samples manufactured from PLA reinforced with hybridized EFB/cotton after the cured/dried process had an HDT over 100 °C, and they biologically degraded.
- Adding talc filler into the biocomposites resulted in an improvement to the flowability (MFI) of the hybridized biocomposite systems, especially at low fibers and high talc contents. Nevertheless, inferior mechanical properties for the biocomposites were found when using high talc and low fibers contents.
REFERENCES CITED
ASTM D256-10e1 (2010). “Standard test methods for determining the Izod pendulum impact resistance of plastics,” ASTM International, West Conshohocken, PA.
ASTM D648-07 (2007). “Standard test method for deflection temperature of plastics under flexural load in the edgewise position (withdrawn 2016),” ASTM International, West Conshohocken, PA.
ASTM D790-10 (2010). “Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials,” ASTM International, West Conshohocken, PA.
ASTM D1238-13 (2013). “Standard test method for melt flow rates of thermoplastics by extrusion plastometer,” ASTM International, West Conshohocken, PA.
Charoensuk, O. (2005). Evaluation of Compounding Techniques for Short Fibers Reinforced Polycarbonate, Master’s Thesis, Suranaree University of Technology, Nakhon Ratchasima, Thailand.
Cheng, S., Lau, K. -T., Liu, T., Zhao, Y., Lam, P. -M., and Yin, Y. (2009). “Mechanical and thermal properties of chicken feather fiber/PLA green composites,” Compos. Part B-Eng. 40(7), 650-654. DOI: 10.1016/j.compositesb.2009.04.011
Graupner, N. (2008). “Application of lignin as natural adhesion promoter in cotton fibre-reinforced poly(lactic acid) (PLA) composites,” J. Mater. Sci. 43(15), 5222-5229. DOI: 10.1007/s10853-008-2762-3
Hegde, R. R., Dahiya, A., and Kamath, M. G. (2004). “Cotton Fibers,” (http://www.engr.utk.edu/mse/pages/Textiles/Cotton%20fibers.htm), October 2011
Hornsby, P. R., Hinrichsen, E., and Tarverdi, K. (1997). “Preparation and properties of polypropylene composites reinforced with wheat and flax straw fibres: Part II. Analysis of composite microstructure and mechanical properties,” J. Mater. Sci. 32(4), 1009-1015. DOI: 10.1023/A:1018578322498
Huda, M. S., Drzal, L. T., Mohanty, A. K., and Misra, M. (2008). “Effect of fiber surface-treatments on the properties of laminated biocomposites from poly(lactic acid) (PLA) and kenaf fibers,” Composites Science and Technology 68(2), 424-432. DOI: 10.1016/j.compscitech.2007.06.022
John, M. J., and Thomas, S. (2008). “Biofibres and biocomposites,” Carbohyd. Polym. 71(3), 343-364. DOI: 10.1016/j.carbpol.2007.05.040
Kamath, M. G., Bhat, G. S., Parikh, D. V., and Mueller, D. (2005). “Cotton fiber nonwovens for automotive composites,” International Nonwovens Journal 14(1), 34-40.
Khalid, M., Ratnam, C. T., Chuah, T. G., Ali, S., and Choong, T. S. Y. (2008). “Comparative study of polypropylene composites reinforced with oil palm empty fruit bunch fiber and oil palm derived cellulose,” Mater. Design 29(1), 173-178. DOI: 10.1016/j.matdes.2006.11.002
Kingchang, P., and Meekum, U. (2011). “Design of experiment: Poly(lactic acid) and oil palm empty fruit bunch (EFB) fiber biocomposite,” in: 2nd Research Symposium on Petroleum, Petrochemicals and Advanced Material, Bangkok, Thailand.
Lee, B. -H., Kim, H. -S., Lee, S., Kim, H. -J., and Dorgan, J. R. (2009). “Bio-composites of kenaf fibers in polylactide: Role of improved interfacial adhesion in the carding process,” Compos. Sci. Technol. 69(15-16), 2573-2579. DOI: 10.1016/j.compscitech.2009.07.015
Lee, S. -H., and Wang, S. (2006). “Biodegradable polymers/bamboo fiber biocomposite with bio-based coupling agent,” Composites Part A – Applied Science and Manufacturing 37(1), 80-91. DOI: 10.1016/j.compositesa.2005.04.015
Meekum, U. (2009). “The development of green composite from natural fibers reinforced poly(lactic acid),” [Unpublished manuscript].
Meekum, U., and. Kingchang, P. (2012). “Bio composite from PLA with oil palm empty fruit bunch fiber reinforcement,” in: International Conference on Bio-based Polymers and Composites(BiPoCo 2012), Lake Balaton, Hungary.
Nyambo, C., Mohanty, A. K., and Misra, M. (2010). “Polylactide-based renewable green composites from agricultural residues and their hybrids,” Biomacromolecules 11(6), 1654-1660. DOI: 10.1021/bm1003114
Rowell, R. M., Han, J. S., and Rowell, J. S. (2000). “Characterization and factors effecting fiber properties,” in: Natural Polymers and Agrofibers Composites, San Carlos, Brazil, pp. 115-134.
Rozman, H. D., Lai, C. Y., Ismail, H., and Ishak, Z. A. M. (2000). “The effect of coupling agents on the mechanical and physical properties of oil palm empty fruit bunch-polypropylene composites,” Polym. Int. 49(11), 1273-1278. DOI: 10.1002/1097-0126(200011)49:11<1273::AID-PI469>3.0.CO;2-U
Yu, T., Ren, J., Li, S., Yuan, H., and Li, Y. (2010). “Effect of fiber surface-treatments on the properties of poly(lactic acid)/ramie composites,” Compos. Part A-Appl. S. 41(4), 499-505. DOI: 10.1016/j.compositesa.2009.12.006
Article submitted: February 8, 2017; Peer review completed: May 2, 2017; Revised version received and accepted: May 4, 2017; Published: May 15, 2017.
DOI: 10.15376/biores.12.3.4670-4689