
Abstract
As a bamboo processing residue, bamboo green (B) was evaluated as an additive to wood fiber (W) for developing composite panels. According to a Box-Behnken design, urea-formaldehyde resin-glued panels were fabricated from blends of B and W, with three preparation variables: B weight percentage in fibrous material (20%, 40%, and 60%), hot-pressing temperature (160 °C, 180 °C, and 200 °C), and hot-pressing duration (60, 120, and 180 s). The panels were tested for water uptake, thickness expansion, bending strength, and bending modulus. The results showed that the physical-mechanical properties of panels satisfied the strictest requirements of GB/T 11718 (2009). Four quadratic models were established to predict the four properties using the three variables. All models were statistically significant, with coefficients of variation below 5% and coefficients of determination beyond 0.96. An analysis of variance revealed that all variables significantly influenced panel properties. Their effect mechanisms were discussed. A response surface analysis demonstrated that, for different properties, the optimum B percentage, hot-pressing temperature, and hot-pressing duration ranged from 35% to 49%, 173 °C to 198 °C, and 111 s to 134 s, respectively. When all four properties were simultaneously optimized, the optimum preparation conditions were 42%, 179 °C, and 119 s, respectively.
Download PDF
Full Article
Determining Optimum Material Mixture Ratio and Hot-pressing Parameters for New Hybrid Fiber-reinforced Composites: Modeling and Optimization by Response Surface Methodology
Wei Song,a,b,c Minghao Zhu,a Wei Lin,a and Shuangbao Zhang a,b,c,*
As a bamboo processing residue, bamboo green (B) was evaluated as an additive to wood fiber (W) for developing composite panels. According to a Box-Behnken design, urea-formaldehyde resin-glued panels were fabricated from blends of B and W, with three preparation variables: B weight percentage in fibrous material (20%, 40%, and 60%), hot-pressing temperature (160 °C, 180 °C, and 200 °C), and hot-pressing duration (60, 120, and 180 s). The panels were tested for water uptake, thickness expansion, bending strength, and bending modulus. The results showed that the physical-mechanical properties of panels satisfied the strictest requirements of GB/T 11718 (2009). Four quadratic models were established to predict the four properties using the three variables. All models were statistically significant, with coefficients of variation below 5% and coefficients of determination beyond 0.96. An analysis of variance revealed that all variables significantly influenced panel properties. Their effect mechanisms were discussed. A response surface analysis demonstrated that, for different properties, the optimum B percentage, hot-pressing temperature, and hot-pressing duration ranged from 35% to 49%, 173 °C to 198 °C, and 111 s to 134 s, respectively. When all four properties were simultaneously optimized, the optimum preparation conditions were 42%, 179 °C, and 119 s, respectively.
Keywords: Hybrid fiber-reinforced composites; Material mixture ratio; Hot-pressing parameters; Physical-mechanical properties; Response surface methodology
Contact information: a: Beijing Key Laboratory of Wood Science and Engineering, Beijing Forestry University, Beijing 100083, China; b: MOE Key Laboratory of Wooden Material Science and Application, Beijing Forestry University, Beijing 100083, China; c: MOE Engineering Research Center of Forestry Biomass Materials and Bioenergy, Beijing Forestry University, Beijing 100083, China; *Corresponding author: shuangbaozhangj5@163.com
INTRODUCTION
Wood fiber-reinforced composite panels, such as particleboard and fiberboard glued by urea-formaldehyde resin binder, have been extensively employed in the furniture, construction, packaging, and transportation industries (Chen et al. 2017; Guan et al. 2017; Zhu et al. 2017). Medium-density fiberboard, for example, is composed of 10% to 20% binder and 80% to 90% wood fiber (Tang et al. 2017). With an increasing population, there is an increasing demand worldwide for these products (Kusumah et al. 2017). However, a scarcity of timber resources inevitably presents a challenge that restrains the development of wood-based panels (Klímek et al. 2018). Therefore, some potential lignocellulosic resources, such as straw and grass, have been studied for supporting panel production in the future (de Almeida et al. 2017; Jin et al. 2017; Zhang et al. 2017).
To date, many fibrous materials have been employed to replace or partially replace wood for developing formaldehyde-based resin-bonded composite panels. For example, Belini et al. (2012) described urea-formaldehyde resin-bonded fiberboard from a blend of Saccharum spp. sugarcane bagasse and Eucalyptus grandiseucalyptus wood. Buyuksari et al. (2010) prepared urea-formaldehyde resin-bonded particleboard from a blend of Pinus pineacones, Pinus nigra wood, and Fagus orientalis wood. Barros Filho et al. (2011) manufactured urea-formaldehyde resin-bonded chipboard from a blend of industrial sugarcane bagasse and eucalyptus wood. Holt et al. (2014) produced melamine-modified urea-formaldehyde resin-bonded and phenol-formaldehyde resin-bonded fiberboard from a blend of cotton carpel and southern yellow pine. Lü et al. (2015) evaluated isocyanate/urea-formaldehyde compound-resin-bonded particleboard from a blend of corn stalk skin and poplar wood. Nayeri et al. (2014) obtained urea-formaldehyde resin-bonded fiberboard from Hibiscus cannabinus L. kenaf stem and rubber wood. Park et al. (2012) fabricated phenol-formaldehyde resin-bonded particleboard from a blend of Miscanthus sacchariflorus straw and Douglas fir wood. Paridah et al. (2014) assessed urea-formaldehyde resin-bonded particleboard from a blend of kenaf whole stem and rubber wood. Yang et al. (2003) made urea-formaldehyde resin-bonded particleboard from a blend of rice straw and wood. The above-mentioned reports have demonstrated that, for composite panels from blends of wood and other fibrous materials, there is an optimum material mixture ratio for different fibrous materials, which optimizes the panels’ physical-mechanical properties.
Bamboo is a widely distributed and fast-growing woody grass that has been used in food, furniture, textiles, and household goods (Fan et al. 2015; Deng et al. 2017). Typically, the timber part of bamboo is divided into three layers: The outer layer, with a higher vascular bundle density, is called bamboo green; the inner layer, with a lower vascular bundle density, is called bamboo yellow; and the layer between them is called bamboo meat (Xin et al. 2015; Wang et al. 2016). Compared with bamboo meat, bamboo green and bamboo yellow possess very different physicochemical properties, which can produce some negative effects on bamboo processing (Li et al. 2014b). For example, bamboo green and bamboo yellow contain abundant wax and silica (Zhang et al. 2013). When manufacturing bamboo panels, the adhesion of bamboo timber can be deteriorated due to these hydrophobic substances (Zhou et al. 2017). In a pulping process, the lime kiln, recovery furnace, causticization, and evaporator operations can also be disturbed by the abundant silica in bamboo timber (Xu et al. 2016). Therefore, bamboo green and bamboo yellow are always cut from bamboo timber and become processing residues (Li et al. 2014b; Pan et al. 2017). For example, China, known as the “bamboo kingdom,” has an annual production of these bamboo processing residues of up to 46 million tons (Song et al. 2015; Huang et al. 2016).
During the past few years, bamboo green has been utilized as a biomass feedstock for producing some chemicals and fuels. For example, Huang et al. (2015, 2016) extracted xylan and phenolic acid from bamboo green cell wall. Li et al. (2014b), Li et al. (2015), and Xin et al. (2015) evaluated the saccharification of bamboo green under different treatment methods (sulfuric acid, aqueous ammonia, sodium hydroxide, or sulfite) and additive types (polyethylene glycol, polysorbate, or bovine serum albumin). Yang et al. (2016) assessed the digestibility of bamboo green by proposing a rapid technique based on spectroscopy. In addition to these reports, some researchers have investigated the behavior of bamboo green in bamboo panel fabrication. For example, Deng et al. (2015) analyzed the impact of bamboo green retention ratio on the physical-mechanical data of laminated bamboo-bundle veneer lumber bonded with phenol-formaldehyde resin. Zhang et al. (2015) measured the effect of phosphoric acid/γ-aminopropyltriethoxysilane and corona treatments on the surface wettability and chemistry of bamboo green. Zhang et al. (2013) surveyed the influence of sodium hydroxide treatment on the bonding properties of bamboo green strips with isocyanate. Nevertheless, a systematic study of the preparation and properties of urea-formaldehyde resin-glued composite panels made from bamboo green has not yet been found. Because the surface of bamboo green is coated with abundant wax and silica, there is a difficulty in bonding bamboo green with commonly used wood adhesives such as urea-formaldehyde resin (Lü et al. 2015). Hence, incorporating wood fiber into bamboo green may be an approach to promote adhesion quality for this kind of panel (Park et al. 2012).
To open a gateway for the value-added utilization of bamboo green, a preliminary study has been conducted by the authors, in which bamboo green/wood fiber-reinforced composite panels bonded with urea-formaldehyde resin were developed. For composite panels made from blends of different fibrous materials, the material mixture ratio is often a very important preparation variable that must be considered in panel production (Yang et al. 2003; Buyuksari et al. 2010; Barros Filho et al. 2011; Belini et al. 2012; Park et al. 2012; Holt et al. 2014; Paridah et al. 2014; Lü et al. 2015; de Almeida et al. 2017). In addition, the physical-mechanical properties of lignocellulosic board are also strongly influenced by its hot-pressing parameters, such as temperature and duration (Nazerian et al. 2015). Considering that in the above-mentioned preliminary study, a series of single-factor experiments were employed to observe the effects of material mixture ratio (bamboo green weight percentage in fibrous material, including 0%, 20%, 40%, 60%, 80%, and 100%), hot-pressing temperature (140 °C, 160 °C, 180 °C, and 200 °C), and hot-pressing duration (60 s, 120 s, 180 s, 240 s, 300 s, and 360 s) on the physical-mechanical properties of bamboo green/wood fiber-reinforced composite panels. It was found that the optimum ranges for the three preparation variables were 20% to 60%, 160 °C to 200 °C, and 60 s to 180 s, respectively.
To further understand the preparation and properties of bamboo green/wood fiber-reinforced composites, the present study was performed. First, in accordance with a Box-Behnken design, panels were prepared under different material mixture ratios (20% to 60%), hot-pressing temperatures (160 °C to 200 °C), and hot-pressing durations (60 s to 180 s). To characterize the panels’ physical-mechanical properties, water uptake, thickness expansion, bending strength, and bending modulus were evaluated. Secondly, based on these experimental data, mathematical models were developed to correlate the four properties with the three preparation variables, and the quality of these models was assessed. By virtue of a response surface analysis, the effects of the three variables on the four properties were elucidated, and their effect mechanisms were also discussed. Finally, for different optimization goals, the optimal values of the three variables were determined. This work will provide useful information for utilizing bamboo green to develop new wood-based composites.
EXPERIMENTAL
Materials
Bamboo green was bought from the Chitianhua Group (Guiyang, Guizhou, China). Its species was Neosinocalamus affinis, and its main particle size was 20-mesh to 40-mesh. Wood fiber was bought from Krono Wood-based Panels Co., Ltd. (Beijing, China). Its species was Populus tomentosa, and its main particle size was 20-mesh to 40-mesh. Urea-formaldehyde resin was also bought from Krono. It had a solid weight percentage of 52%, a viscosity of 40 mPa·s, a formaldehyde/urea molar ratio of 1.1, a pH of 8.5, and an ammonium chloride hardener weight percentage of 1% based on solid resin.
Panel preparation
Fibrous material was kiln dried to a moisture weight percentage of 3% and then blended with resin (17% by weight in total material) by a laboratory mixer (Belini et al. 2012; Holt et al. 2014; Paridah et al. 2014; Lü et al. 2015). Subsequently, a mat was manually assembled from the resinated fibrous material, with a target density of 0.75 g/cm3, a target dimension of 400 × 400 × 10 mm3, and a moisture weight percentage of 12%. The pre-pressed mat was finally hot-pressed under 2 MPa pressure to harvest panel. Table 1 shows the Box-Behnken design for preparing the composite panels (Song et al. 2017). The three preparation variables were material mixture ratio (bamboo green weight percentage in fibrous material), hot-pressing temperature, and hot-pressing duration.
Table 1. Box-Behnken Design for Preparing Composite Panels and Levels of Preparation Variables

Methods
Analytical
The water uptake of the panels was tested in accordance with Chinese national standard GB/T 17657 (2013). The thickness expansion, bending strength, and bending modulus of the panels were tested in accordance with Chinese national standard GB/T 11718 (2009). Water uptake and thickness expansion were tested after the panels were submerged in 20 °C water for 24 h. The bending properties were tested using a three-point bending method. The water absorption experiment was duplicated three times. The bending experiment was duplicated six times. The mechanical experiments were conducted on an MWW-50 universal mechanical testing machine (Tayasaf Corporation, Beijing, China). The data were analyzed with Design-Expert 8.0.6 software (Stat-Ease, Inc., Minneapolis, MN, USA).
RESULTS AND DISCUSSION
Box-Behnken Design Experimental Data
Data distribution
Figure 1 shows the Box-Behnken design experimental data. As illustrated, in different groups, the water uptake, thickness expansion, bending strength, and bending modulus of the panels changed noticeably. The averages of the four properties were 23.7%, 4.1%, 33.4 MPa, and 2.6 GPa, respectively. The coefficients of variation for the four properties were 23.3%, 12.3%, 13.8%, and 15.7%, respectively. The thickness expansion, bending strength, and bending modulus of the panels were tested in accordance with Chinese fiberboard national standard GB/T 11718 (2009).

Fig. 1. Box-Behnken design experimental data for water uptake, thickness expansion, bending strength, and bending modulus of composite panels
In this standard, for panels with a thickness of 9 mm to 13 mm, the strictest requirements for bending modulus and strength are 2.80 GPa and 32.0 MPa, respectively, which are assigned as MDF-LB HMR (load-bearing panel for high-humidity application); furthermore, the strictest requirement for thickness expansion is 7.0%, which is assigned as MDF-FN EXT (furniture-grade panel for exterior application). Compared with these requirements, all groups in Fig. 1 exhibited lower thickness expansion, and some groups in Fig. 1 displayed higher bending strength and bending modulus.
Data correlation
Table 2 shows the linear correlations for the Fig. 1 data. As illustrated, there was a positive correlation between the two physical properties and between the two mechanical properties. However, there was a negative correlation between the physical properties and mechanical properties. For the six correlations L1 to L6, their coefficients of determination R2 ranged from 0.15 to 0.98. The correlation L3 exhibited the highest R2 (0.98), reflecting a very high correlation between water uptake and thickness expansion (Wang et al. 2015). In contrast, the other five correlations only displayed an R2of 0.15 to 0.39. This indicated that, for bamboo green/wood fiber-reinforced composite panels, the interaction between water uptake and thickness expansion was strong, but those among other properties were not very noticeable (Paridah et al. 2014).
Table 2. Linear Correlations for Fig. 1 Data Calculated by Model y = α·x + β

Modeling Analysis Based on Box-Behnken Design Experimental Data
Model development
Based on the Fig. 1 data, quadratic regression models (Eqs. 1 to 4) were fitted by the Design-Expert software, as shown in Table 3. When material mixture ratio, hot-pressing temperature, and hot-pressing duration vary in the ranges of 20% to 60%, 160 °C to 200 °C, and 60 s to 180 s, respectively, the four models can be used to predict the water uptake, thickness expansion, bending strength, and bending modulus of panels according to the three preparation variables.
Table 3. Quadratic Regression Models Fitted Based on Fig. 1 Data
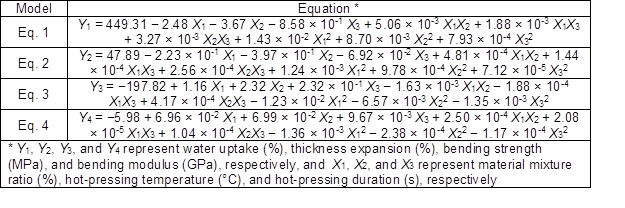
Table 4. Evaluation Parameters for Eqs. 1 to 4

Table 4 shows some evaluation parameters for Eqs. 1 through 4. As illustrated, the coefficient of variation ranged from 0.90% to 4.45%, R2 ranged from 0.9841 to 0.9977, adjusted R2 ranged from 0.9636 to 0.9947, and adequate precision ranged from 18.626 to 48.197. Generally, a coefficient of variation under 10% reflects low error for a model, R2 higher than 0.9 and adjusted R2 higher than 0.7 reflect high correlation between the predicted value and measured value, and adequate precision greater than 4 reflects a high signal-to-noise ratio (Nazerian et al. 2015; Wang et al. 2015). Therefore, the results in Table 4 indicated that the fitting for Eqs. 1 through 4 was favorable.
Analysis of variance
Table 5 shows the analysis of variance for Eqs. 1 to 4. As illustrated, all four models exhibited a p-value below 0.0001, while lack of fit for all displayed a p-value beyond 0.06.
Table 5. Analysis of Variance for Eqs. 1 to 4
 A model p-value below 0.05 and a lack of fit p-value beyond 0.05 indicate a significant model and an insignificant lack of fit (Chen et al. 2018). Consequently, Eqs. 1 to 4 were found to be sufficiently accurate to correlate the four physical-mechanical properties of the panels with the three preparation variables (Wang et al. 2015).
A model p-value below 0.05 and a lack of fit p-value beyond 0.05 indicate a significant model and an insignificant lack of fit (Chen et al. 2018). Consequently, Eqs. 1 to 4 were found to be sufficiently accurate to correlate the four physical-mechanical properties of the panels with the three preparation variables (Wang et al. 2015).
Table 5 also shows the effect significance of the nine model terms on the dependent variables. Typically, a p-value below 0.05, 0.01, or 0.001 indicates a significant, highly significant, or remarkably significant effect, respectively, but a p-value beyond 0.05 indicates an insignificant effect (Chen et al. 2018).
The p-value results for Eq. 1 indicated that X1, X2X3, X12, X22, and X32 had remarkably significant effects on the water uptake of the composite panels, while X1X2 and X1X3 had highly significant effects, and X2 had a significant effect. Only X3 had an insignificant effect.
The p-value results for Eq. 2 indicated that only X3 had an insignificant effect on the thickness expansion of the composite panels, while the other eight terms all had remarkably significant effects.
The p-value results for Eq. 3 indicated that X1, X2, X3, X12, X22, and X32 had remarkably significant effects on the bending strength of the composite panels, while X1X2 and X2X3 had significant effects. Only X1X3 had an insignificant effect.
The p-value results for Eq. 4 indicated that X1, X2, X12, and X32 had remarkably significant effects on the bending modulus of the composite panels, while X2X3 had a highly significant effect, and X3, X1X2, and X22 had significant effects. Only X1X3 had an insignificant effect.
Response Surface Analysis Based on Regression Models
Water uptake
The water uptake of the composite panels was simulated by Eq. 1. The 3D surfaces of water uptake as the function of different preparation variables are displayed in Figs. 2(a), 2(c), and 2(e).
As illustrated, the water uptake data gave a concave surface in a rough range of 15% to 35%. The corresponding contour graphs are displayed in Figs. 2(b), 2(d), and 2(f). As indicated, the minimum water uptake corresponded to a material mixture ratio of 40% to 50%, a hot-pressing temperature of 170 °C to 180 °C, and a hot-pressing duration of 120 s to 150 s.
When the three preparation variables were below these values, raising their levels led to lower water uptake, thus improving the hygroscopic resistance of the panels. However, when the three preparation variables were beyond these values, raising their levels resulted in higher water uptake, thus deteriorating the hygroscopic resistance of the panels.
Thickness expansion
The thickness expansion of the composite panels was simulated by Eq. 2. The 3D surfaces of thickness expansion as the function of different preparation variables are displayed in Figs. 3(a), 3(c), and 3(e). Similar to the water uptake data, the thickness expansion data also exhibited a concave surface in an approximate range of 3.5% to 5%. The corresponding contour graphs are displayed in Figs. 3(b), 3(d), and 3(f).
As indicated, the minimum thickness expansion corresponded to a material mixture ratio of 40% to 50%, a hot-pressing temperature of 170 °C to 180 °C, and a hot-pressing duration of 120 s to 150 s.
When the three preparation variables were less than these values, raising their levels caused lower thickness expansion, thus improving the dimensional stability of the panels after soaking in water. Nevertheless, when the three preparation variables were over these values, raising their levels yielded higher thickness expansion, thus deteriorating the dimensional stability of the panels.

Fig. 2. Water uptake of composite panels simulated by Eq. 1: effects of material mixture ratio and hot-pressing temperature ((a) and (b)), material mixture ratio and hot-pressing duration ((c) and (d)), and hot-pressing temperature and hot-pressing duration ((e) and (f)). When showing the interactive effect of any two preparation variables, the third preparation variable is fixed at level 2.

Fig. 3. Thickness expansion of composite panels simulated by Eq. 2: effects of material mixture ratio and hot-pressing temperature ((a) and (b)), material mixture ratio and hot-pressing duration ((c) and (d)), and hot-pressing temperature and hot-pressing duration ((e) and (f)). When showing the interactive effect of any two preparation variables, the third preparation variable is fixed at level 2.
Bending strength
The bending strength of the composite panels was simulated by Eq. 3. The 3D surfaces of bending strength as the function of different preparation variables are displayed in Figs. 4(a), 4(c), and 4(e). As illustrated, the bending strength data created a convex surface in a rough range of 24 MPa to 40 MPa. The corresponding contour graphs are displayed in Figs. 4(b), 4(d), and 4(f). As indicated, the maximum bending strength corresponded to a material mixture ratio of 30% to 40%, a hot-pressing temperature of 170 °C to 180 °C, and a hot-pressing duration of 90 s to 120 s. When the three preparation variables were below these values, raising their levels led to a higher bending strength, thus enhancing the resistance of the panels to bending fracture. However, when the three preparation variables exceeded these values, raising their levels produced a lower bending strength, thus reducing the fracture resistance of the panels.

Fig. 4. Bending strength of composite panels simulated by Eq. 3: effects of material mixture ratio and hot-pressing temperature ((a) and (b)), material mixture ratio and hot-pressing duration ((c) and (d)), and hot-pressing temperature and hot-pressing duration ((e) and (f)). When showing the interactive effect of any two preparation variables, the third preparation variable is fixed at level 2.
Bending modulus
The bending modulus of the composite panels was simulated by Eq. 4. The 3D surfaces of bending modulus as the function of different preparation variables are displayed in Figs. 5(a), 5(c), and 5(e). Similar to the bending strength data, the bending modulus data also formed a convex surface in an approximate range of 1.8 GPa to 3.4 GPa. The corresponding contour graphs are displayed in Figs. 5(b), 5(d), and 5(f). As indicated, the maximum bending modulus corresponded to a material mixture ratio of 40% to 50%, a hot-pressing temperature of 190 °C to 200 °C, and a hot-pressing duration of 120 s to 150 s. When the three preparation variables were less than these values, raising their levels yielded a higher bending modulus, thus enhancing the resistance of the panels to bending deformation. Nevertheless, when the three preparation variables were greater than these values, raising their levels resulted in a lower bending modulus, thus reducing the deformation resistance of the panels.

Fig. 5. Bending modulus of composite panels simulated by Eq. 4: effects of material mixture ratio and hot-pressing temperature ((a) and (b)), material mixture ratio and hot-pressing duration ((c) and (d)), and hot-pressing temperature and hot-pressing duration ((e) and (f)). When showing the interactive effect of any two preparation variables, the third preparation variable is fixed at level 2.
Discussion of Preparation Variables’ Effects on Composites’ Physical-mechanical Properties
Effect of material mixture ratio
The analysis of Figs. 2 through 5 demonstrated that the optimum material mixture ratio for the four physical-mechanical properties of the composite panels was in the range of 30% to 50%. When the material mixture ratio was lower than the optimum level, raising its value improved the properties of the panels. This result was explained by the physicochemical properties of bamboo green. For example, bamboo green contains abundant wax and silica (Zhang et al. 2013).
Firstly, these hydrophobic substances can make bamboo green exhibit a lower hydrophilicity (Deng et al. 2015). Therefore, adding bamboo green in fibrous material can reduce the probability of agglomeration and cause better dispersion (Li and Wang 2017; Xu and Fu 2017). With good dispersion, fibrous material can be well encapsulated with resin, leading to better interfacial adhesion in the panel (Ren et al. 2014). When a panel is soaked in water, good interfacial bonding can decrease the amount of water that enters the panel and inhibit deformation after water intake, thus giving the panel high hygroscopic resistance and dimensional stability (Song et al. 2017). When a panel is under load, good interfacial bonding can achieve an efficient stress transfer from resin to fibrous material, thus giving the panel high stiffness and strength (Lu et al. 2014). Similar results have been observed by Nordin et al. (2017), who reported that a heat treatment gave oil palm mesocarp fiber a lower hydrophilicity, which promoted its dispersion and boosted the properties of its composite panels.
Secondly, the abundance of wax and silica in bamboo green can decrease its hygroscopicity, so integrating bamboo green into wood fiber can decrease the hygroscopicity of the fibrous material, making panels absorb less water during water submersion (Kurokochi and Sato 2015). With reduced water uptake, the thickness expansion of panels can also be diminished (Chang et al. 2018). Similar results were observed by Kurokochi and Sato (2015), who reported that increased wax and silica content in rice straw reduced its fiberboard’s water uptake and thickness expansion.
Thirdly, it has been pointed out that silica can strengthen the molecular structure of material, thus enhancing its water resistance and mechanical properties (Wang et al. 2011). With high silica content, bamboo green can be considered as a reinforcement material, so blending bamboo green in fibrous material can improve panel performance. Similar results were observed by Salari et al. (2013), who reported that introducing silica into oriented strand board from paulownia wood decreased its water uptake and thickness expansion and increased its bending strength and bending modulus.
For the proposed bamboo green/wood fiber-reinforced composites, when the material mixture ratio was over the optimum level, raising its value negatively impacted the physical-mechanical properties of the panel. Similar to the positive effects of bamboo green on the panel, its negative effects were also connected with the wax and silica in bamboo green, as these hydrophobic substances adversely can influence the wettability and gluability of fibrous material, thus being not good for interfacial adhesion in the panels (Zhang et al. 2013). Similar results have been observed by Deng et al. (2015), who manufactured laminated bamboo-bundle veneer lumber from bamboo bundle sheets with different bamboo green retention ratios. They found that, after an aging treatment, the product containing more bamboo green showed higher thickness expansion, as well as lower bending strength, bending modulus, and horizontal shear strength. Moreover, Zhang et al. (2013) found that a sodium hydroxide treatment removed the wax and silica in bamboo green strips, and the plywood made from the treated strips exhibited lower thickness expansion and dip peel, and higher bending strength and bending modulus. Cao et al. (2017) also employed a sodium hydroxide treatment to dissolve the wax and silica in wheat straw. They found that the particleboard made from the treated straw had lower thickness expansion and higher bending strength and bending modulus.
In some previous studies on composite panels made from blends of wood and other fibrous materials, different optimum levels for material mixture ratio have been reported. For example, Belini et al. (2012) manufactured fiberboard from blends of Saccharum spp. sugarcane bagasse and Eucalyptus grandis eucalyptus wood. In the blends, bagasse weight percentage was increased from 0% to 25%, 50%, 75%, and 100%. The optimum percentages for water uptake, thickness expansion, bending strength, and bending modulus of the panel were 0%, 50%, 25%, and 25%, respectively.
Barros Filho et al. (2011) produced chipboard from blends of industrial sugarcane bagasse and eucalyptus wood. In the blends, bagasse weight percentage was increased from 50% to 100%. The optimum percentages for water uptake, thickness expansion, bending strength, and bending modulus of the panel were 100%, 50%, 50%, and 100%, respectively.
Holt et al. (2014) made fiberboard from blends of cotton bur and southern yellow pine. In the blends, bur weight percentage was increased from 0% to 50% and 100%. The optimum percentages for water uptake, thickness expansion, bending strength, and bending modulus of the panel were 0%, 100%, 0%, and 0%, respectively.
Lü et al. (2015) obtained particleboard from blends of corn stalk skin and poplar wood. In the blends, stalk weight percentage increased from 30% to 50% and 70%. The optimum percentages for the thickness expansion, bending strength, and bending modulus of the panel were 50%, 30%, and 30%, respectively.
Park et al. (2012) measured particleboard from blends of Miscanthus sacchariflorus straw and Douglas fir wood. In the blends, straw weight percentage was increased from 0% to 20%, 40%, 60%, 80%, and 100%. The optimum percentages for thickness expansion, bending strength, and bending modulus of the panel were 0%, 0%, and 20%, respectively.
Paridah et al. (2014) prepared particleboard from blends of kenaf whole stem and rubber wood. In the blends, kenaf weight percentage was increased from 0% to 30%, 50%, and 100%. The optimum percentages for water uptake, thickness expansion, bending strength, and bending modulus of the panel were 30%, 30%, 50%, and 30%, respectively.
Yang et al. (2003) fabricated particleboard from blends of rice straw and wood. In the blends, straw weight percentage increased from 10% to 20% and 30%. The optimum percentage for the bending strength of the panel was 10%.
Effect of hot-pressing temperature and hot-pressing duration
The analysis of Figs. 2 through 5 showed that the optimum hot-pressing temperature and hot-pressing duration for the four physical-mechanical properties of the composite panels were in the ranges of 170 °C to 200 °C and 90 s to 150 s, respectively. When the two variables were below their optimum levels, raising their values positively influenced the properties of the panels. This result was because increasing these parameters allowed greater heat transfer into the mat, which can not only make resin cure more sufficiently but also boost the plasticization of fibrous materials during hot-pressing and improve contact between them, thus enhancing interfacial bonding in the panel and promoting its performance (Lü et al. 2015; Nazerian et al. 2015). Similar results were observed by Li et al. (2014a), who reported that the surface layer of poplar plywood showed a greater wet shear strength than the core layer. They found that, compared with the core layer, the surface layer reached the resin solidification temperature earlier, giving the resin in the surface layer more time to solidify completely.
For the proposed bamboo green/wood fiber-reinforced composites, when the hot-pressing temperature and hot-pressing duration exceeded the optimum levels, raising their values deteriorated the physical-mechanical properties of the panel. This result was because increasing these hot-pressing parameters can embrittle and induce pyrolysis in materials, which not only can make materials have a loose structure that admits water but also weaken their mechanical properties, thus negatively affecting panel performance (Sun et al. 2017; Song et al. 2018). Similar results have been observed by, for example, Chu et al. (2016), who reported that a high-temperature treatment remarkably increased pore number and pore size in poplar wood; additionally, the treated group exhibited greater surface brittleness and mechanical decline, such as lower surface hardness, smoothness, and abrasion resistance.
In some previous studies on the hot-pressing parameters of lignocellulosic board, different optimum levels for hot-pressing temperature and hot-pressing duration have been reported. For example, Boon et al. (2013) manufactured particleboard from oil palm trunk. In their study, hot-pressing temperatures included 160 °C, 180 °C, and 200 °C; hot-pressing durations included 900 s and 1200 s. The optimum temperature and duration for thickness expansion and bending strength of the panel were 200 °C and 1200 s, respectively.
Iswanto et al. (2013) fabricated particleboard from jatropha fruit hull. In their study, hot-pressing temperatures included 110 °C, 120 °C, and 130 °C; hot-pressing durations included 480 s and 600 s. The optimum temperatures for water uptake, thickness expansion, bending strength, and bending modulus of the panel were 120 °C, 130 °C, 130 °C, and 130 °C, respectively. The optimum duration for the four properties was 600 s.
Kargarfard and Jahan-Latibari (2014) produced fiberboard from Eucalyptus camaldulensis wood. In their study, hot-pressing temperatures included 170 °C, 180 °C, and 190 °C; hot-pressing durations included 180 s and 240 s. The optimum temperatures for thickness expansion, bending strength, and bending modulus of the panel were 170 °C, 190 °C, and 180 °C, respectively. The optimum duration for bending modulus was 180 s.
Lü et al. (2015) made particleboard from blends of corn stalk skin and poplar wood. In their study, hot-pressing temperatures included 130 °C, 150 °C, and 170 °C; hot-pressing durations included 180 s, 270 s, and 360 s. The optimum temperature and duration for thickness expansion, bending strength, and bending modulus of the panel were determined as 150 °C and 270 s, respectively.
Nasir et al. (2013) obtained fiberboard from Hevea brasiliensis rubber wood. In their study, hot-pressing temperatures included 180 °C, 190 °C, 200 °C, and 210 °C; hot-pressing durations included 240 s, 360 s, 480 s, and 600 s. The optimum temperature and duration for bending strength and bending modulus of the panel were 200 °C and 360 s, respectively.
Kusumah et al. (2017) measured particleboard from Sorghum bicolor (L.) Moench sweet sorghum bagasse. In their study, hot-pressing temperatures included 140 °C, 160 °C, 180 °C, 200 °C, and 220 °C; hot-pressing durations included 120 s, 300 s, 420 s, 600 s, and 900 s. The optimum temperatures for water uptake, thickness expansion, bending strength, and bending modulus of the panel were 220 °C, 220 °C, 200 °C, and 200 °C, respectively. The optimum durations for the four properties were 900 s, 900 s, 600 s, and 600 s, respectively.
Nazerian et al. (2015) prepared fiberboard from bagasse. In their study, hot-pressing temperatures included 145 °C, 155 °C, 165 °C, 175 °C, and 185 °C; hot-pressing durations included 300 s, 360 s, 420 s, 480 s, and 540 s. Using a response surface methodology, the optimum temperature and duration for thickness expansion and bending strength of the panel were determined as 158 °C and 385.8 s, respectively.
Optimization of Preparation Variables Based on Regression Models
Based on Eqs. 1 through 4, the material mixture ratio, hot-pressing temperature, and hot-pressing duration for fabricating the proposed composite panels were optimized. As shown in Table 6, when varying the optimization goal, the optimal values of the three preparation variables also varied. For example, the optimum material mixture ratio for bending strength was 35%, but for all other optimization goals it was over 40%. Similarly, the optimum hot-pressing temperature for bending modulus was near 200 °C, but for all other optimization goals it was below 180 °C. As for hot-pressing duration, its optimum value for bending modulus was over 130 s, but for bending strength it was only 111 s.
Table 6. Optimum Values of Preparation Variables for Different Optimization Goals

Table 7 shows the predicted physical-mechanical properties of composite panels under the different optimization goals. Among groups G1 to G4, the optimal water uptake, thickness expansion, bending strength, and bending modulus were 17.1%, 3.5%, 39.7 MPa, and 3.20 GPa, respectively. The fifth group, G5, was an optimization for all four properties. As seen, the water uptake, thickness expansion, bending strength, and bending modulus in group G5 were comparable to their optimal values in groups G1 to G4. Group G5 was experimentally validated. The coefficients of variation between the measured and predicted water uptakes, thickness expansions, bending strengths, and bending moduli were all under 5%.
Table 7. Predicted Physical-mechanical Properties of Composite Panels under Different Optimization Goals

This research determined the optimum material mixture ratio, hot-pressing temperature, and hot-pressing duration for preparing bamboo green/wood fiber-reinforced composite panels glued with urea-formaldehyde resin. In the future, the effects of resin type and content on the physical-mechanical properties of panel can be investigated (Holt et al. 2014; Nayeri et al. 2014). Additionally, a comparison of the properties of bamboo green and wood fiber will be made to further understand the effects of material mixture ratio on panel performance.
CONCLUSIONS
- Bamboo green/wood fiber-reinforced composites were prepared according to a Box-Behnken design with variable material mixture ratio (20% to 60%), hot-pressing temperature (160 °C to 200 °C), and hot-pressing duration (60 s to 180 s). The water uptake, thickness expansion, bending strength, and bending modulus of the panels were observed. The physical-mechanical properties of the panels fulfilled the strictest requirements of GB/T 11718 (2009).
- Four quadratic models were developed to predict the four physical-mechanical properties of the panels based on the three preparation variables. These models all exhibited a coefficient of variation under 5%, a coefficient of determination R2beyond 0.96, and an adequate precision over 18. An analysis of variance confirmed that the four models were statistically significant, and the three preparation variables significantly affected the four properties.
- Response surface analysis found that the optimum levels of material mixture ratio, hot-pressing temperature, and hot-pressing duration were in the ranges of 35% to 49%, 173 °C to 198 °C, and 111 s to 134 s, respectively. For different physical-mechanical properties of panel, the optimum values of the three preparation variables were different. The effect mechanisms of these variables were discussed.
- Based on the obtained models, the optimum material mixture ratios, hot-pressing temperatures, and hot-pressing durations for panel fabrication were determined as follows: 48%, 173 °C, and 127 s for the lowest water uptake; 49%, 175 °C, and 122 s for the lowest thickness expansion; 35%, 176 °C, and 111 s for the highest bending strength; 43%, 198 °C, and 134 s for the highest bending modulus; and 42%, 179 °C, and 119 s for the simultaneous optimization of all four properties.
ACKNOWLEDGMENTS
This research was supported by the National Natural Science Foundation of China (31670571), the Beijing Natural Science Foundation (6162019), the National Key R & D Program of China (2017YFD0600804), and the Co-built Foundation with Zhejiang Province “R & D on Natural Fiber Composites and Environmentally Friendly Adhesives” (CZXC201410). The authors are also grateful for technical support from the Zhejiang Chengzhu Advanced Material Technology Co., Ltd., and Mr. Zaihua Shen.
REFERENCES CITED
Barros Filho, R. M., Mendes, L. M., Novack, K. M., Aprelini, L. O., and Botaro, V. R. (2011). “Hybrid chipboard panels based on sugarcane bagasse, urea formaldehyde and melamine formaldehyde resin,” Industrial Crops and Products 33(2), 369-373. DOI: 10.1016/j.indcrop.2010.11.007
Belini, U. L., Filho, M. T., Louzada, J. L. P. C., Rodrigues, J. C. C., and Astolphi, J. R. S. (2012). “Pilot study for MDF manufacture from sugarcane bagasse and eucalyptus fibers,” European Journal of Wood and Wood Products 70(4), 537-539. DOI: 10.1007/s00107-011-0577-4
Boon, J. G., Hashim, R., Sulaiman, O., Hiziroglu, S., Sugimoto, T., and Sato, M. (2013). “Influence of processing parameters on some properties of oil palm trunk binderless particleboard,” European Journal of Wood and Wood Products 71(5), 583-589. DOI: 10.1007/s00107-013-0712-5
Buyuksari, U., Avci, E., Ayrilmis, N., and Akkilic, H. (2010). “Effect of pine cone ratio on the wettability and surface roughness of particleboard,” BioResources 5(3), 1824-1833. DOI: 10.15376/biores.5.3.1824-1833
Cao, Y., Song, W., Yang, Z., Chen, Z., and Zhang, S. (2017). “The properties of particleboard made from alkaline-treated wheat straw and methylene diphenyl diisocyanate binder,” BioResources 12(2), 3265-3276. DOI: 10.15376/biores.12.2.3265-3276
Chang, L., Tang, Q., Gao, L., Fang, L., Wang, Z., and Guo, W. (2018). “Fabrication and characterization of HDPE resins as adhesives in plywood,” European Journal of Wood and Wood Products 76(1), 325-335. DOI: 10.1007/s00107-016-1117-z
Chen, S., Zeng, Z., Hu, N., Bai, B., Wang, H., and Suo, Y. (2018). “Simultaneous optimization of the ultrasound-assisted extraction for phenolic compounds content and antioxidant activity of Lycium ruthenicum Murr. fruit using response surface methodology,” Food Chemistry 242, 1-8. DOI: 10.1016/j.foodchem.2017.08.105
Chen, Y., Li, J., Liu, F., Xie, L., and Xiao, H. (2017). “Effects of temperature and solid content on the pre-curing behavior of urea-formaldehyde resin,” Journal of Nanjing Forestry University (Natural Sciences Edition) 41(3), 145-150. DOI: 10.3969/j.issn.1000-2006.200607036
Chu, D., Xue, L., Zhang, Y., Kang, L., and Mu, J. (2016). “Surface characteristics of poplar wood with high-temperature heat treatment: Wettability and surface brittleness,” BioResources 11(3), 6948-6967. DOI: 10.15376/biores.11.3.6948-6967
de Almeida, A. C., de Araujo, V. A., Morales, E. A. M., Gava, M., Munis, R. A., Garcia, J. N., and Cortez-Barbosa, J. (2017). “Wood-bamboo particleboard: Mechanical properties,” BioResources 12(4), 7784-7792. DOI: 10.15376/biores.12.4.7784-7792
Deng, J., Li, H., Wang, G., Chen, F., and Zhang, W. (2015). “Effect of removing extent of bamboo green on physical and mechanical properties of laminated bamboo-bundle veneer lumber (BLVL),” European Journal of Wood and Wood Products 73(4), 499-506. DOI: 10.1007/s00107-015-0897-x
Deng, L., Zhan, H., He, W., Zhao, J., and Wang, S. (2017). “Developmental changes of fiber wall of Fargesia fungosa,” Journal of Nanjing Forestry University (Natural Sciences Edition) 41(4), 147-152. DOI: 10.3969/j.issn.1000-2006.201701001
Fan, L., Ruan, R., Liu, Y., Wang, Y., and Tu, C. (2015). “Effects of extraction conditions on the characteristics of ethanol organosolv lignin from bamboo (Phyllostachys pubescens Mazel),” BioResources10(4), 7998-8013. DOI: 10.15376/biores.10.4.7998-8013
GB/T 11718 (2009). “Medium density fibreboard,” Standardization Administration of China, Beijing, China.
GB/T 17657 (2013). “Test methods of evaluating the properties of wood-based panels and surface decorated wood-based panels,” Standardization Administration of China, Beijing, China.
Guan, C., Zhang, H., Miao, H., and Zhou, L. (2017). “Non-destructive determination of modulus of elasticity and in-plane shear modulus of full-size wood composite panels,” Journal of Nanjing Forestry University (Natural Sciences Edition) 41(4), 153-159. DOI: 10.3969/j.issn.1000-2006.201609020
Holt, G. A., Chow, P., Wanjura, J. D., Pelletier, M. G., and Wedegaertner, T. C. (2014). “Evaluation of thermal treatments to improve physical and mechanical properties of bio-composites made from cotton byproducts and other agricultural fibers,” Industrial Crops and Products 52, 627-632. DOI: 10.1016/j.indcrop.2013.11.003
Huang, C.-X., He, J., Min, D.-Y., Li, X., and Yong, Q. (2015). “Isolation and characterization of hemicellulose from moso bamboo green and bamboo yellow,” Chemistry and Industry of Forest Products 35(5), 29-36. DOI: 10.3969/j.issn.0253-2417.2015.05.006
Huang, C.-X., He, J., Min, D.-Y., Li, X., Du, L.-T., and Yong, Q. (2016). “Quantitative determination of ferulic and p-coumaric acids in cell wall of moso bamboo green and bamboo yellow,” Chemistry and Industry of Forest Products 36(3), 16-22. DOI: 10.3969/j.issn.0253-2417.2016.03.003
Iswanto, A., Febrianto, F., Hadi, Y., Ruhendi, S., and Hermawan, D. (2013). “The effect of pressing temperature and time on the quality of particle board made from jatropha fruit hulls treated in acidic condition,” Makara Journal of Technology 17(3), 145-151. DOI: 10.7454/mst.v17i3.2930
Jin, X., Wu, G., Sun, E., Tang, W., Huang, H., and Chen, L. (2017). “Improving processability of rice straw by fermentation using Streptomyces rochei,” Journal of Nanjing Forestry University (Natural Sciences Edition) 41(2), 122-128. DOI: 10.3969/j.issn.1000-2006.2017.02.018
Kargarfard, A., and Jahan-Latibari, A. (2014). “The effect of press temperature on properties of medium density fiberboard produced from Eucalyptus camaldulensis fibers,” International Journal of Lignocellulosic Products 1(2), 142-150.
Klímek, P., Wimmer, R., Meinlschmidt, P., and Kúdela, J. (2018). “Utilizing Miscanthus stalks as raw material for particleboards,” Industrial Crops and Products 111, 270-276. DOI: 10.1016/j.indcrop.2017.10.032
Kurokochi, Y., and Sato, M., (2015). “Effect of surface structure, wax and silica on the properties of binderless board made from rice straw,” Industrial Crops and Products 77, 949-953. DOI: 10.1016/j.indcrop.2015.10.007
Kusumah, S. S., Umemura, K., Guswenrivo, I., Yoshimura, T., and Kanayama, K. (2017). “Utilization of sweet sorghum bagasse and citric acid for manufacturing of particleboard II: Influences of pressing temperature and time on particleboard properties,” Journal of Wood Science 63(2), 161-172. DOI: 10.1007/s10086-016-1605-0
Li, H., Li, C., Chen, H., Zhang, D., Zhang, S., and Li, J. (2014a). “Effects of hot-pressing parameters on shear strength of plywood bonded with modified soy protein adhesives,” BioResources 9(4), 5858-5870. DOI: 10.15376/biores.9.4.5858-5870
Li, K., Wang, X., Wang, J., and Zhang, J. (2015). “Benefits from additives and xylanase during enzymatic hydrolysis of bamboo shoot and mature bamboo,” Bioresource Technology 192, 424-431. DOI: 10.1016/j.biortech.2015.05.100
Li, Z., and Wang, W. (2017). “Preparation and properties of polypropylene based composites with high wood fibers content,” Journal of Forestry Engineering 2(2), 9-15. DOI: 10.13360/j.issn.2096-1359.2017.02.002
Li, Z., Jiang, Z., Fei, B., Cai, Z., and Pan, X. (2014b). “Comparison of bamboo green, timber and yellow in sulfite, sulfuric acid and sodium hydroxide pretreatments for enzymatic saccharification,” Bioresource Technology 151, 91-99. DOI: 10.1016/j.biortech.2013.10.060
Lü, H., Zhang, X., and Yu, B. (2015). “Optimization of corn-stalk skin flake-wood shaving composite technology,” Journal of Forestry Research 26(3), 759-763. DOI: 10.1007/s11676-015-0054-8
Lu, T., Liu, S., Jiang, M., Xu, X., Wang, Y., Wang, Z., Gou, J., Hui, D., and Zhou, Z. (2014). “Effects of modifications of bamboo cellulose fibers on the improved mechanical properties of cellulose reinforced poly(lactic acid) composites,” Composites Part B: Engineering 62, 191-197. DOI: 10.1016/j.compositesb.2014.02.030
Nasir, M., Gupta, A., Beg, M. D. H., Chua, G. K., Jawaid, M., Kumar, A., and Khan, T. A. (2013). “Fabricating eco-friendly binderless fiberboard from laccase-treated rubber wood fiber,” BioResources 8(3), 3599-3608. DOI: 10.15376/biores.8.3.3599-3608
Nayeri, M. D., Tahir, P. M., Jawaid, M., Harun, J., Abdullah, L. C., Bakar, E. S., Keshani, S., and Namvar, F. (2014). “Effect of resin content and pressure on the performance properties of rubberwood-kenaf composite board panel,” Fibers and Polymers 15(6), 1263-1269. DOI: 10.1007/s12221-014-1263-z
Nazerian, M., Dalirzadeh, A., and Farrokhpayam, S. R. (2015). “Use of almond shell powder in modification of the physical and mechanical properties of medium density fiberboard,” BioResources10(1), 169-181. DOI: 10.15376/biores.10.1.169-181
Nordin, N. I. A. A., Ariffin, H., Hassan, M. A., Shirai, Y., Ando, Y., Ibrahim, N. A., and Yunus, W. M. Z. W. (2017). “Superheated steam treatment of oil palm mesocarp fiber improved the properties of fiber-polypropylene biocomposite,” BioResources 12(1), 68-81. DOI: 10.15376/biores.12.1.68-81
Pan, H., Tu, Q., Lin, S., and Liu, Y. (2017). “Design and simulation of a combined cutting tool for inner section and tabaxir cutting from the natural bamboo section,” Journal of Forestry Engineering 2(2), 127-132. DOI: 10.13360/j.issn.2096-1359.2017.02.021
Paridah, M. T., Juliana, A. H., El-Shekeil, Y. A., Jawaid, M., and Alothman, O. Y. (2014). “Measurement of mechanical and physical properties of particleboard by hybridization of kenaf with rubberwood particles,” Measurement 56, 70-80. DOI: 10.1016/j.measurement.2014.06.019
Park, H.-J., Oh, S.-W., and Wen, M.-Y. (2012). “Manufacture and properties of Miscanthus–wood particle composite boards,” Journal of Wood Science 58(5), 459-464. DOI: 10.1007/s10086-012-1262-x
Ren, W., Zhang, D., Wang, G., and Cheng, H. (2014). “Mechanical and thermal properties of bamboo pulp fiber reinforced polyethylene composites,” BioResources 9(3), 4117-4127. DOI: 10.15376/biores.9.3.4117-4127
Salari, A., Tabarsa, T., Khazaeian, A., and Saraeian, A. (2013). “Improving some of applied properties of oriented strand board (OSB) made from underutilized low quality paulownia (Paulownia fortunie) wood employing nano-SiO2,” Industrial Crops and Products 42, 1-9. DOI: 10.1016/j.indcrop.2012.05.010
Song, W., Wei, W., Wang, D., and Zhang, S. (2017). “Preparation and properties of new plywood composites made from surface modified veneers and polyvinyl chloride films,” BioResources 12(4), 8320-8339. DOI: 10.15376/biores.12.4.8320-8339
Song, W., Xu, Z., and Zhang, S. (2018). “Using surface modified E-glass fiber cloths to enhance poplar laminated veneer lumber composites: Effects of modification conditions, gluing processes, hot-pressing parameters, and assembly patterns on physical-mechanical and interfacial properties,” BioResources 13(1), 597-631. DOI: 10.15376/biores.13.1.597-631
Song, W., Zhao, F., Yu, X., Wang, C., Wei, W., and Zhang, S. (2015). “Interfacial characterization and optimal preparation of novel bamboo plastic composite engineering materials,” BioResources 10(3), 5049-5070. DOI: 10.15376/biores.10.3.5049-5070
Sun, Y., You, L., Yu, C., Jiang, B., Han, J., and Xu, X. (2017). “Manufacturing of wood/rubber/HDPE composites by hot pressing,” Journal of Forestry Engineering 2(3), 38-43. DOI: 10.13360/j.issn.2096-1359.2017.03.007
Tang, Q., Fang, L., and Guo, W. (2017). “Investigation into mechanical, thermal, flame-retardant properties of wood fiber reinforced ultra-high-density fiberboards,” BioResources 12(3), 6749-6762. DOI: 10.15376/biores.12.3.6749-6762
Wang, C., Song, W., Cheng, H., Yu, X., Li, W., and Zhang, S. (2016). “Dipping modification with nano-CaCO3 to improve tensile properties of individual bamboo fiber for developing bamboo–plastic composite,” Journal of Natural Fibers 13(6), 737-748. DOI: 10.1080/15440478.2015.1137526
Wang, S., You, T., Xu, F., Chen, J., and Yang, G. (2015). “Optimization of [Amim]Cl pretreatment conditions for maximum glucose recovery from hybrid Pennisetum by response surface methodology,” BioResources 10(4), 7021-7037. DOI: 10.15376/biores.10.4.7021-7037
Wang, Z., Gu, Z., Hong, Y., Cheng, L., and Li, Z. (2011). “Bonding strength and water resistance of starch-based wood adhesive improved by silica nanoparticles,” Carbohydrate Polymers 86(1), 72-76. DOI: 10.1016/j.carbpol.2011.04.003
Xin, D., Yang, Z., Liu, F., Xu, X., and Zhang, J. (2015). “Comparison of aqueous ammonia and dilute acid pretreatment of bamboo fractions: Structure properties and enzymatic hydrolysis,” Bioresource Technology 175, 529-536. DOI: 10.1016/j.biortech.2014.10.160
Xu, M., and Fu, X. (2017). “Study on application of modified wood powder/alkali lignin in wood/rubber composite,” Journal of Forestry Engineering 2(4), 84-89. DOI: 10.13360/j.issn.2096-1359.2017.04.014
Xu, Y., Zhang, W., Yue, X., and Zhang, D. (2016). “Determination of aluminum in bamboo pulp black liquor by ICP-AES,” BioResources11(2), 3964-3971. DOI: 10.15376/biores.11.2.3964-3971
Yang, H.-S., Kim, D.-J., and Kim, H.-J. (2003). “Rice straw–wood particle composite for sound absorbing wooden construction materials,” Bioresource Technology 86(2), 117-121. DOI: 10.1016/S0960-8524(02)00163-3
Yang, Z., Li, K., Zhang, M., Xin, D., and Zhang, J. (2016). “Rapid determination of chemical composition and classification of bamboo fractions using visible–near infrared spectroscopy coupled with multivariate data analysis,” Biotechnology for Biofuels 9(1), 1-18. DOI: 10.1186/s13068-016-0443-z
Zhang, F., Sun, H., Zhang, X.-C., Qian, J., Yang, X.-L., and Yu, C. (2015). “Replacement of the wood substitute packaging materials with modified bamboo timber,” Packaging Engineering 36(15), 55-61. DOI: 10.19554/j.cnki.1001-3563.2015.15.012
Zhang, X., Cheng, X., Lin, L., Tang, Y., and Wu, H. (2013). “Effect on bonding performance of bamboo skin and bamboo pith through chemical processing,” Journal of Nanjing Forestry University (Natural Sciences Edition) 37(4), 171-174. DOI: 10.3969/j.issn.1000-2006.2013.04.033
Zhang, Z., Guan, M., and Liu, Y. (2017). “Degradability of bamboo shoot shell/UF modified starch adhesive composites,” Journal of Nanjing Forestry University (Natural Sciences Edition) 41(4), 160-166. DOI: 10.3969/j.issn.1000-2006.201610029
Zhou, X., Chen, M., and Du, G. (2017). “Research progress on surface modification of agriculture and forestry biomass materials by plasma treatment,” Journal of Forestry Engineering 2(1), 1-7. DOI: 10.13360/j.issn.2096-1359.2017.01.001
Zhu, X., Han, S., Liu, Y., and Chen, G. (2017). “Effects of laccase incubated from white rot fungi on the mechanical properties of fiberboard,” Journal of Forestry Research 28(6), 1293-1300. DOI: 10.1007/s11676-017-0398-3
Article submitted: January 25, 2018; April 8, 2018; Revised version received: April 12, 2018; Accepted: April 13, 2018; Published: April 24, 2018.
DOI: 10.15376/biores.13.2.4202-4223