
Abstract
Oil palm wood (OPW) is still difficult to utilize efficiently due to its low strength, non-durability, low dimensional stability, and poor machinability. This study was conducted to investigate semi-curing of OPW with low-molecular weight phenol formaldehyde (Lmw-PF) by a combination of oven and microwave heating. Four main processes in a modified compreg method were used, i.e. drying, impregnation, resin semi-curing heating, and hot-pressing densification. Heating type had a significant effect on the physical properties of treated OPW. The combination of the heating methods used a much shorter time compared to heating by oven only, where over 24 to 30 h were needed to dry the treated OPW.
Download PDF
Full Article
Effect of Combination Oven and Microwave Heating in the Resin Semi-Curing Process on the Physical Properties of ‘Compreg’ OPW
Ismail Puteri Nur Khairunnisha,a Edi Suhaimi Bakar,a, b, * Ahmad Nurul Azwa,a and Adrian Cheng Yong Choo b
Oil palm wood (OPW) is still difficult to utilize efficiently due to its low strength, low durability, low dimensional stability, and poor machinability. This study was conducted to investigate semi-curing of OPW with low-molecular weight phenol formaldehyde (Lmw-PF) by a combination of oven and microwave heating. Four main processes in a modified compreg method were used, i.e. drying, impregnation, resin semi-curing heating, and hot-pressing densification. Heating type had a significant effect on the physical properties of treated OPW. The combination of the heating methods used a much shorter time compared to heating by oven only, where over 24 to 30 h were needed to dry the treated OPW.
Keywords: Phenolic resin; Oil palm wood; Wood heating; Physical properties
Contact information: a: Department of Forest Production, Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia; b: Institute of Tropical Forestry and Forest Products, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia;
* Corresponding author: edisuhaimi@putra.upm.edu.my
INTRODUCTION
The economic importance of the oil palm is well known in Malaysia and Indonesia. Plantation areas of oil palm have increased rapidly in both of these countries since the early 1970s. Malaysia has a huge oil palm planted area, about 5.08 million hectares in 2012 (MPOB 2012). A total oil palm cultivation area of over 2.65 million hectares will produce over 8 million tons of oil annually. The oil consists of only 10% of the total biomass produced in an oil palm plantation; the remaining 90% is underutilized lignocellulosic material that consists of oil palm trunks, fronds, and empty fruit bunches processed in the oil palm mill (Bakar et al. 2007). About 9 million oil palm trees were estimated to have been harvested in 2010 (Choo et al. 2013).
Despite the natural defects of oil palm wood, such as its low density and high moisture variation (Choo et al. 2011), efforts have been carried out by researchers and the wood industry to utilize this oil palm biomass to create new products (Balkis et al. 2012; Nur Farizan et al. 2010; Nur Syuhada et al. 2011). This includes the oil palm trunk, which can be used as an alternative material in lumber and panel manufacturing (Amarullah et al. 2010; Chong et al. 2010; Faizatul et al. 2010). Although many products have been produced, the quality of these materials is still relatively poor in comparison with their wood counterparts. For that reason, research is needed to enhance the quality of products made from OPW. This study focuses on producing solid wood material from underutilized oil palm stem. Bakar et al. (2006) has shown that ‘outer lumber’, which is lumber taken from the outer most third of the stem’s radius, can be utilized as solid wood. However, the ‘outer lumber’ still has four main imperfections: (i) low strength, (ii) low dimensional stability, (iii) low durability, and (iv) poor machining characteristics. Thus, effective methods for property enhancement of the “outer lumber” from oil palm used to produce solid wood need to be found.
There have been a number of studies on impregnation plus compression treatment (to produce compreg wood) using phenolic resin. This method can improve the strength, dimensional stability, and durability of wood, especially when Lmw-PF is used (Anwar et al. 2006; Furuno et al. 2004; Ibach 2005; Nur Izreen et al. 2011). Bakar et al. (2013) developed a four-step impregnation-compression process that produces Compreg OPW. In this process, the Lmw-PF resin in treated oil palm is semi-cured by heating in an oven. It is a critical process because if the samples are too dry, then cracks will occur during compression, resulting in samples with low strength. If the samples are too wet, then resin will be squeezed out during compression, causing low resin loading. The optimum oven heating parameters obtained by Bakar et al. (2013) were 60% moisture content (MC) at 60 °C to obtain compreg OPW with the best strength properties and relatively high resin loading without cracks. However, a long time is needed (24 to 30 h) to semi-cure the resin in an oven at 60 to 80 °C for samples with dimensions of 40 mm x 100 mm x 100 mm.
Microwave heating or a combination of microwave and oven heating is seen as a solution to shorten the semi-curing process. Microwave heating heats the wood from inside to outside with a fast drying time and results in a homogenous MC, while oven heating heats the samples from outside to inside with a long drying time at low temperatures. The combination of a microwave and an oven could provide faster and better heating. There have been few studies on the effect of a combination of microwave and oven heating, especially for OPW treatment. Therefore, the objective of this study was to investigate the effect of oven and microwave heating systems in the resin semi-curing step on the properties of compreg OPW.
EXPERIMENTAL
OPW lumber was prepared from matured (>25 years old) oil palm trees collected from Universiti Putra Malaysia’s Agriculture Park. The oil palm logs were sawn using the polygonal sawing method described by Bakar et al. (2006) (Fig. 1) to obtain the best high-density homogenous lumber from the outer parts of the oil palm trunks. The lumber was initially 50 mm thick, then dried to 15% MC. This is based on the previous study as the best MC to facilitate resin impregnation into OPW (Bakar et al.2013). Then, the lumber was planed to a thickness of 40 mm, and finally cut to samples with a size of 40 x 100 x 100 mm. Only outer OPW lumber with densities in the range of 400 to 500 g/cm3 was used in this study. A four-step impregnation and compression process was adapted from Bakar et al. (2013). The four modified steps are of drying, impregnation, resin semi-curing, and hot-pressing densification (Fig. 2).
The focus of this study was on the semi-curing process, which involved a single heating system (oven only) and a dual heating system (combination of oven and microwave heating). The single heating system using only a microwave was not studied, as a previous study indicated that samples heated by such a system were brittle and excessive cracks occurred in the samples (Faizatul et al. 2010). Three different heating conditions were carried out; oven only (control), oven followed by microwave, and microwave followed by oven. 49 samples were prepared in this study. A 4-magnetron industrial microwave was used for microwave heating. Details of the heating conditions in the semi-curing process are shown in Table 1.
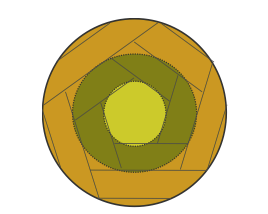
Fig. 1. The polygon sawing method described by Bakar et al. (2006)

Fig. 2. The four-step impregnation-compression treatment process adapted from Bakar et al. 2013
Table 1. Type of Treatment and Conditions

As a control (Ctrl), samples were heated in an oven at a temperature of 60 °C until 60% MC was achieved. Heating was carried out for more than 30 h to achieve this MC. For treatments A through D, oven heating with temperatures of 70 and 80 °C followed by microwave heating was carried out until a MC of 50 and 60% was achieved. The total time taken was about 10 h. For treatments E and F, microwave heating was carried out until 80% MC was achieved, and the samples were subsequently heated in an oven (80 °C) until a MC of 50 and 60% was achieved. Finally, the treated samples were conditioned and their properties were evaluated. The physical properties evaluated were weight percent gain (WPG), water adsorption (WA), and thickness swelling (TS). Meanwhile, the mechanical properties evaluated were hardness and shear strength parallel to the grain (SS∥). Data analysis was carried out using the Statistical Analysis System (SAS) software. An analysis of variance (ANOVA) was carried out, and mean separation was performed using the least significant difference (LSD) method.
RESULTS AND DISCUSSION
Table 2 shows the ANOVA for the properties of the treated OPW. WPG and HT were significantly affected. However, TS and WA were not significantly affected by the treatments. Table 3 shows the LSD for the WPG and HT of treated OPW.
Table 2. Summary of ANOVA for Properties of Treated OPW

Weight Percent Gain
Weight percent gain (WPG) indicates the amount of Lmw-PF resin that was retained in samples (at the solid base) after densification by hot pressing. When heating is not sufficient (as translated by higher MC or lower temperature used), resin in the samples will not be in a semi-cured condition and a large amount will squeeze out during densification. Thus, only a small amount of resin, which is important for quality improvement, is retained, and this results in a low WPG. In contrast, if heating is carried out for too long or at too high temperatures, the resin in the samples will be fully cured. WPG will be high, but samples are likely to break and crack during compression, which affects the mechanical properties.
Overall, WPG was significantly affected by the heating conditions (Table 2). As shown in Fig. 3, the lowest WPG was obtained from samples treated with heating type C (heating to 80% MC at temperature 80 °C with oven heating, followed by microwave heating to 60% MC), and the highest WPG was shown by samples treated with heating type E (heating by microwave to 80% MC, followed by oven heating to 50% at 80 °C). As expected, WPG with heating type E was the highest because of two factors, which are lower final MC (50%) and the combined heating systems. This allows the resin to be semi-cured inside and outside of the samples, but has no negative effect during compression. Only a small amount of resin was squeezed out during the following densification process. Heating type E also shortened the oven heating time and did not result in cracks during densification. Meanwhile, heating type C had lower WPG because of its higher initial MC before both oven and microwave heating. The higher MC affected the resin that was not in the semi-curing state. Thus, it caused too much of the resin to squeeze out and resulted in a lower WPG.
When comparing single heating systems with the dual heating systems, the average WPG value for the dual heating system was almost the same as the WPG value for the single heating system. However, the values were much higher with heating type E. Therefore, heating system E can be considered the optimum condition in terms of WPG alone. If further optimization is carried out on the variables in heating system E (MC, temperature), WPG might further increase.
The comparison between heating types A through D and heating types E and F shows the effect of heating sequence in combination heating systems. The average WPG of heating types E and F (12.06%) was higher than those of heating types A through D (10.51%), indicating that microwave heating followed by oven heating was better than oven heating followed by microwave heating. This is due to the time in which each system was used in heating. When microwave heating is used, heating occurs from the inside out. When oven heating is used, heating occurs from outside in (Fig. 4). In heating types E and F, the microwave heating time was longer than those with heating types A through D. This would result in resin that is located in the inner parts of the samples being better cured than it was in types A through D. Therefore, during compression, the amount of squeeze out in heating systems E and F was less than that in systems A through D.

Means followed with the same letters a, b, c in the same column were not significantly different at p≤0.05.
Fig. 3. Weight percent gain in different heating systems

Fig. 4. Direction of heat transfer in microwave and oven heating
Heating Time
From Table 2, it can be observed that heating time (HT) was significantly affected by the type of heating system used. It can be seen from Fig. 5 that the longest heating time was shown by the control (oven only), with an average heating time of 1687 min, while the shortest heating time was found in heating type F, with an average of 260 min. In general, the dual heating systems (heating types A through F) had shorter average heating times (495 min) compared to the single heating system (control) (1687 min). According to Zhou and Du (2007), the combination of microwave pretreatment with air oven drying could save about 70% of the drying time compared to traditional oven air drying. Thus, it can be concluded that the time required for combination heating of treated OPW is much faster than that for oven heating alone.
Treated OPW heated with microwave heating followed by oven heating (heating types E and F) showed a shorter heating time (average 318 min) compared to oven heating followed by microwave heating, heating types A through D (average 584 min). Heating systems A through D required oven heating from about 180% MC (after impregnation) to 80% target MC, which takes a much longer time compared to microwave heating in systems E and F. Compared to the treated OPW heated with oven heating followed by microwave heating, microwave heating followed by oven heating had the fastest heating time. This is because the microwave heating required a shorter time to heat the samples from about 180% MC (after impregnation) to 80% MC (target). This was similar to the findings of Oloyede and Groombridge (2000), who concluded that a microwave drying process provided a faster drying time than conventional oven drying and air drying. Microwave drying can also save about 80% of the drying time of air oven drying (Zhou and Du 2007). Microwave heating might produce steam within the wood which physically pushes water out of the wood. This physical energy would be much more economical than evaporative energy. This mechanism might help explain why microwave heating was so effective for reducing the drying time. This could also explain why it was more effective to use the microwave treatment first, when combining the treatments (Hubbe 2014).

Means followed with the same letters a, b, c in the same column were not significantly different at p≤0.05.
Fig. 5. Heating time with the different heating systems
Water Absorption and Thickness Swelling
After immersion in water for 24 h, water absorption (WA) and thickness swelling (TS) were not significantly affected by the different heating systems. It is important to note that WA and TS properties were not negatively affected by the combination of the two types of heating compared to the single heating system. This suggests that combination heating is enough to semi-cure the resin in the samples, which results in adequate WPG.
CONCLUSIONS
- The heating systems have a significant effect on the physical properties of compreg oil-palm wood (OPW), except for the water absorption (WA) and thickness swelling (TS).
- It is important to note that there were no detrimental effects when using the dual heating systems in comparison with the single heating systems.
- The dual heating systems took a shorter time (about 4 to 11 h in various cases) compared to the single heating system, where over 24 to 30 h was needed to dry the treated OPW.
- When comparing the single heating system with the dual heating systems, the average WPG of the dual heating systems was almost the same as that of the single heating system. However, the values were much higher in heating type E.
- In addition, microwave heating followed by oven heating took a significantly shorter time compared to oven heating followed by microwave heating.
ACKNOWLEGMENTS
The authors are grateful to Universiti Putra Malaysia, Serdang (UPM) for the financial support (RUGS). The authors also would like to acknowledge the Faculty of Forestry, UPM for providing the laboratory facilities and for technical help given throughout the research work.
REFERENCES CITED
Amarullah, M. (2010). Formaldehyde Emission and Properties of Phenol Formaldehyde-treated Oil Palm Wood, Unpublished M.S. thesis, Universiti Putra Malaysia, Malaysia.
Amarullah, M., Bakar, E. S., Zaidon, A., Sahri, M. H., and Febrianto, F. (2010). “Reduction of formaldehyde emission from phenol formaldehyde treated oil palm wood trough improvement of curing state,” Ilmudan Teknologi Kayu Tropics 8(1), 9-14.
Anwar, U. M. K., Paridah, M. T., Hamdan, H., Zaidon, A., and Bakar, E. S. (2006). “Impregnation of bamboo (Gigantochloa scortechinii) strips with low-molecular weight phenol formaldehyde resin,” Journal of Bamboo and Rattan 5(3-4), 159-165.
Bakar, E. S., Febrianto, F., Wahyudi, I., and Zaidon, A. (2006). “Polygon sawing: An optimum sawing pattern for oil palm stems,” Journal of Biological Science 6(4), 744-749.
Bakar, E. S., Paridah M. T., Febrianto, F., Sahri, M. H., and Tang, W. C. (2007). “Properties enhancement of oil-palm wood through modified compreg method: A comprehensive solution to oil palm wood’s properties flaws,” in: Proceedings of the 7th National Conference on Utilization of Oil Palm Tree: Strategizing for Commercial Exploitation, pp. 99-112.
Bakar, E. S., Tahir, P. M., Sahri, M. H., Mohd Noor, M. S., and Zulkifli,F. F. (2013). “Properties of resin impregnated oil palm wood,” Journal of Tropical Agricultural Science, in press.
Balkis, F. A. B., Paridah, M. D., Karimi, A., Bakar, E. S., Anwar, M. K. U., and Adrian, C. Y. C. (2012). “Evaluation of some physical properties for oil palm as alternative biomass resource,” Wood Material Science and Engineering 8(2), 1-10.
Chong, Y. W., Bakar, E. S., Zaidon, A., and Sahri, M. H. (2010). “Treatment of oil palm wood with low-molecular weight phenol formaldehyde resin and its planing characteristic,” Wood Research Journal 1(1), 7-12.
Choo, A. C. Y., Paridah, M. T., Karimi, A., Bakar, E. S., Khalina, A., Ibrahim, A., and Loh, Y. F. (2011). “Density and humidity gradients in veneers of oil palm stems,” European Journal of Wood and Wood Products 69(3), 501.
Choo, A. C. Y., Tahir, M. P., Alinaghi, K., Bakar, E. S., Khalina, A., Azmi, I., and Balkis, F. A. B. (2013). “A study on the longitudinal permeability of oil palm wood,” Industrial & Engineering Chemistry Research 52(27), 9405-9401.
Faizatul, F. Z., Bakar, E. S., Zaidon, A., and Sahri, M. H. (2010). “Quality improvement of oil palm with modified compreg method: The effect of microwave heating power and re-drying moisture content on the physical and mechanical properties,” in: Proceedings of the 2nd International Symposium of Indonesian Wood Research Society, pp. 200-210.
Furuno, T., Imamura, Y., and Kajita, H. (2004). “The modification of wood by treatment with low molecular weight phenol-formaldehyde resin: Properties enhancement with neutralized phenolic-resin and resin penetration into wood cell walls,” Wood Science and Technology 37(5), 349-361.
Hubbe, M. A. (2014). Personal communication, Department of Forest Biomaterials, North Carolina State University.
Ibach, R. E. (2005). “Lumen modifications,” in: R. M. Rowel (ed.), Handbook of Wood Chemistry and Wood Composites, Taylor & Francis, New York, pp.421-446.
MPOB (2012). “Economics & industry development, December 2012,” (http://bepi.mpob.gov.my/images/area/2012/Area_summary.pdf)
Nur Farizan, F., Nur Syuhada, O., and Bakar, E. S. (2010). “Effect of initial moisture content and hot pressing condition on the steamed densified low density oil palm wood,” in: Proceedings of the 2ndInternational Symposium of Indonesian Wood Research Society, pp. 211-218.
Nur Izreen, F. A., Zaidon, A., Rabia’tol Adawiah, M. A., Bakar, E. S., Paridah, M. T., Mohd. Hamami, S., and Anwar, U. M. K. (2011). “Enhancing the properties of low density hardwood Dyeracostulata through impregnation with phenolic resin admixed with formaldehyde scavenger,” Journal of Applied Science 11(20), 3474-3481.
Nur Syuhada, O., Bakar, E. S., Nurulasikin, M. J., Paridah, M. T., and Wan Yunus, W. M. Z. (2011). “Distribution of oil palm starch for different levels and portions of oil palm trunk,” Wood Research Journal 2(2), 73-77.
Oloyede, A., and Groombridge, P. (2000). “The influence of microwave heating on the mechanical properties of wood,” Journal of Materials Processing Technology 100(1-3), 67-73.
Zhou, X. J., and Du, G. B. (2007). “Study on microwave drying characteristics of wood flakes,” China Journal of Southwest Forestry College (05), 75-79.
Article submitted: Jan. 20, 2014; Peer review completed: May 14, 2014; Revised version received: June 11, 2014; Accepted: June 14, 2014; Published: July 7, 2014.