
Abstract
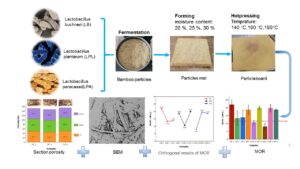
Self-bonding bamboo particleboards were prepared via hot pressing of bamboo residue fermented by lactic acid bacteria. An orthogonal experiment was designed to investigate the effects of three factors (type of lactic acid bacteria used for fermentation, moisture content (MC) of the fermented residue, and hot-pressing temperature) on the resulting self-bonding particleboards. The bending strength and internal bonding strength of the prepared self-bonding particleboards were tested. Fracture characterization was performed on the cross-section of the prepared self-bonding particleboards after bending breakage. The hot-pressing temperature, moisture content (MC), and type of lactic acid bacteria of the fermented residue had a significant effect on the mechanical strength of self-bonding particleboards, and with increased hot-pressing temperature, the strength of self-bonding particleboards increased. Analysis of the cross-sectional morphology and porosity confirmed the significant effect of hot-pressing temperature on the density distribution of self-bonding particleboards. The self-bonding particleboard produced at the hot-pressing temperature of 180 °C, MC of 30%, and that used Lactobacillus plantarum as a fermentation strain showed the best overall performance and reached Chinese standard requirements for common particleboards.
Download PDF
Full Article
Effects of the Type of Lactic Acid Bacteria, Hot-Pressing Temperature, and Moisture Content of Fermented Bamboo Residue on the Properties of Self-bonding Common Particleboards
Mingjie Guan,a,b,* Liyanghan Bai,a Rao Fu,a Yulong Han,a and Hailian Liang a
Self-bonding bamboo particleboards were prepared via hot pressing of bamboo residue fermented by lactic acid bacteria. An orthogonal experiment was designed to investigate the effects of three factors (type of lactic acid bacteria used for fermentation, moisture content (MC) of the fermented residue, and hot-pressing temperature) on the resulting self-bonding particleboards. The bending strength and internal bonding strength of the prepared self-bonding particleboards were tested. Fracture characterization was performed on the cross-section of the prepared self-bonding particleboards after bending breakage. The hot-pressing temperature, moisture content (MC), and type of lactic acid bacteria of the fermented residue had a significant effect on the mechanical strength of self-bonding particleboards, and with increased hot-pressing temperature, the strength of self-bonding particleboards increased. Analysis of the cross-sectional morphology and porosity confirmed the significant effect of hot-pressing temperature on the density distribution of self-bonding particleboards. The self-bonding particleboard produced at the hot-pressing temperature of 180 °C, MC of 30%, and that used Lactobacillus plantarum as a fermentation strain showed the best overall performance and reached Chinese standard requirements for common particleboards.
DOI: 10.15376/biores.18.2.3295-3307
Keywords: Bamboo particles; Orthogonal experiment; Self-bonding particleboard; Lactic acid bacteria fermentation
Contact information: a: College of Materials Science and Engineering, Nanjing Forestry University, Nanjing, Jiangsu Province, China; b: Co-Innovation Center of Efficient Processing and Utilization of Forest Resources, Nanjing Forestry University, Nanjing, Jiangsu Province, China;
* Corresponding author: mingjieguan@126.com
GRAPHICAL ABSTRACT
INTRODUCTION
Bamboo is a fast-growing biomaterial that has many advantages, such as high strength, sustainability, substantial resource reserves, and robustness of mechanical properties (Shu et al. 2020). It is widely processed into engineered products such as bamboo flooring (Qiu et al. 2019), ply bamboo (Anwar et al. 2011), and laminated bamboo lumber (Correal and López 2008). During the processing of bamboo, a large amount of bamboo residue is produced; this bamboo residue may be utilized through the production of particleboards or fiberboards.
Particleboards are widely used in construction, decoration, and packaging because of their good mechanical properties and light weight. However, particleboards are typically produced using formaldehyde-based adhesives and thus emit formaldehyde (Zhang et al. 2015). Free formaldehyde is harmful to human health and is considered carcinogenic in Europe and the USA (Cogliano et al. 2005). Additionally, some researchers link exposure to free formaldehyde with leukemia (Zhang et al. 2010). Therefore, self-bonding particleboards have attracted increasing attention because they do not require the use of additional adhesives.
Most biomass-based self-bonding processes involve physical (Luo and Yang, 2011), chemical (Lamaming et al. 2013), or biological pretreatment (Song et al. 2018) of biomaterial residues to degrade cellulose, lignin, and hemicellulose and further induce self-bonding under hotpress (Nasir et al. 2019). It is suggested that mechanism of self-bonding contributes to inter-fiber bonds (Dominguez-Robles et al. 2020), based on Van der Waals forces and hydrogen bonding, as well as chemical reactions such as dehydration, hydrolysis and oxidation reaction, especially during hot pressing. As a potential means to improve such outcomes, fermentation is an important treatment method because it is not only environmentally friendly but also less damaging to the fibers of biomaterial residue than other methods (Guan et al. 2022). Lactic acid bacteria are bacteria whose main fermentation products are lactic acid and glucose. During fermentation, cellulose and hemicellulose in bamboo residue are decomposed into glucose, which not only strengthens the bonds between fibers but also promotes saccharification and further fermentation (Hendriks and Zeeman 2009).
The hot-pressing temperature and moisture content (MC) of the biomass are important process parameters affecting the properties of self-bonding particleboards. Self-bonding particleboards made from bagasse (Widyorini et al. 2005), oil palm (Hashim et al. 2011), and coconut (Panyakaew and Fotios 2011) have been studied and shown to have good mechanical properties. The chemical composition of lignocellulosic biomass can be activated, and free radicals are created under hot pressing that contribute to bonding reactions (Okuda et al. 2006a). Self-bonding of fiberboards is typically explained by the thermal softening of lignin (Okuda et al. 2006b). Sufficient heat and pressure softens lignin and distributes it better (Bouajila et al. 2005). The softening of lignin is markedly dependent on the moisture content (MC) (Ye et al. 2005). Furthermore, at high temperatures, particleboards can blow and burst because of the buildup of water vapor caused by the high moisture content (Mo et al. 2001). However, the effects of hot-pressing temperature and moisture content of bamboo residue fermented by different lactic acid bacteria on the properties of self-bonding particleboards remain unknown, even though binderless particleboards have been previously produced from materials fermented by lactic acid bacteria (Guan et al. 2022).
In this study, an orthogonal experimental design was used to optimize the production of self-bonding bamboo particleboards, including hot-pressing temperature, Lactobacillus species used for fermentation, and moisture content of bamboo residue after fermentation. Three types of Lactobacillus bacteria were used to ferment bamboo residue. The internal bonding (IB) and bending strength (refers to modulus of rupture (MOR)) of the fabricated self-bonding bamboo particleboards were tested, and the fracture morphology was observed after bending breakage to understand the vertical distribution of the bamboo particles and the bonding mechanism.
EXPERIMENTAL
Preparation of the Fermented Bamboo Residue
The bamboo residue with a moisture content of 18 to 25% was obtained from Jiangsu, China. The following three species of Lactobacillus bacteria were used in this study: Lactobacillus buchneri (LB), Lactobacillus plantarum (LPL), and Lactobacillus paracasei (LPA). All three were from the College of Biological Sciences, Nanjing Forestry University, China and were stored at −4 °C
The bamboo residue was first screened through a 12-mesh sieve. Lactobacillus (0.5 g) was dissolved in 250 g water, and the obtained solution was thoroughly mixed with 450 g of sieved bamboo residue. The mixture was sealed in a blackout box and fermented for 7 d in a thermostat maintained at 28 ± 2 °C.
Orthogonal Experiment of Preparation of Self-bonding Bamboo Particle Board (SBPB)
The L9 (33) orthogonal experiment was designed with the Lactobacillus species, hot-pressing temperature, and moisture content of the fermented bamboo particles as factors. The orthogonal experimental design is presented in Table 1. The fermented bamboo particles were dried to moisture contents of 20, 25, and 30%.
A hot-pressing process was used to prepare 300 mm × 300 mm SBPB using a plate vulcanizer (900203, Shanghai No. 1 Rubber Machinery Factory, Shanghai, China) with a pressure setting of 4 MPa and a hot-pressing time of 20 min. The width, length, and thickness of the bamboo particleboards were set to 300 ± 0.2 mm, 300 ± 0.2 mm, and 3.5 ± 0.1 mm. The density was preset to be 1.00 ± 0.50 g/cm3.
Table 1. Test Groups Formed Based on Orthogonal Tests of Self-bonding Bamboo Particleboard

SBPB Performance Test
Before testing their mechanical properties, all fabricated SBPBs were maintained at standard condition of 20 °C, relative humidity (RH) 65% until equilibration.
Internal Bonding (IB) test
The IB of SBPB was tested by a universal-mechanical tester (CMT/4304; Shenzhen XINSANSI Technology Co., Ltd., Shenzhen, China). The length and width of the samples were both 50 ± 1 mm. The IB of each SBPB was evaluated using five replicates, then IB of each SBPB was calculated according to Eq. 1,
 (1)
(1)
Where IB (MPa); Fmax is the maximum force (N); l is the length of each sample (mm); and b is the width of samples (mm).
Modulus of Rupture (MOR) Test
The MOR of ordinary particleboards is not specified in the Chinese standard; therefore, it is not discussed in the results.
According to the Chinese standard “Particleboard “GB/T 4897 (2015), the MOR of the SBPB was measured. Three-point flexural tests of (150 ± 1) × (50 ± 1) mm2 specimens at a loading speed of 30 mm/min were performed by a universal mechanical tester (CMT/4304, Shenzhen XINSANSI Technology Co., Ltd.). The MOR was determined using six replicates. The MOR of SBPB was evaluated according to Eq. 2,
 (2)
(2)
where MOR (MPa); Fmax is the maximum force (N); l is the length of samples (mm); b is the width of samples (mm); and t is the thickness of samples (mm).
Surface Morphology and Section Porosity
The surface morphology of the sawn specimens of SBPB obtained under optimal conditions was characterized by scanning electron microscopy (SEM) (Quanta 200, FEI Company, Hillsboro, OR, USA) to understand the effect of parameters of fermentation and hot-press process on the surface of the SBPB.
Sections of each SBPB group were characterized using a stereo microscope (SMZ 166, China Motic Group Co., Ltd., Xiamen, China). Then, 10 images of each sample were taken, and the cross-section in each image was divided into three parts: top, middle, and bottom. The porosity in each part was calculated using the image analysis method shown in Fig. 1.

Fig. 1. Schematic diagram for calculating the porosity of the three parts of the cross-section of SBPB
Internal Bond Strength of Self-bonding Particleboard
The IB is a critical item for evaluating binderless particleboards (Guan et al. 2022). The IB is related to hot-pressing temperature and the moisture content of the raw materials. The results of the orthogonal experiments were analyzed using an analysis of variance (ANOVA) (Table 2). The R-value for each factor indicates its magnitude of effect. According to Table 2, RC > RB > RA; therefore, the most significant factor affecting IB was the hot-pressing temperature, followed by the type of lactic acid bacteria, and moisture content. The k value represents the factor function, and the larger the k value, the higher the function. The maximum k values of each factor on IB were kA2 (0.55), kB3 (0.45), and kc1 (0.55). Therefore, the optimal parameter set for SBPB production is A2B3C1, which stands for the LPL bacteria species, moisture content of 30%, and hot-pressing temperature of 180 °C. This is because high temperatures and high moisture content should soften the degraded cellulose and lignin in the bamboo fibers more thoroughly so that it can be used as an adhesive for bonding (Zhou et al. 2010). Inter-fiber bonds of SBPB should be based on Van der Waals forces and hydrogen bonding; and chemical reactions such as dehydration, hydrolysis under high temperature, and moisture content (Dominguez-Robles et al. 2020).
Table 2. IB of SBPB by Orthogonal Experiments

Figure 2 shows the IB of nine groups of SBPBs and the IB of ordinary particleboard complying with the Chinese standard “Particleboard” GB/T 4897-(2015), which is 0.3 MPa. Evidently, the IB of LPL-fermented SBPB meets the standard value.
Figure 3 shows the visual trend diagram of IB of SBPB fermented with different lactic acid bacteria at three levels. As shown, the hotpress temperature and moisture content of fermented bamboo particles were changed. The IB value of SBPB fermented with LB and LPA in level three was significantly different (difference of maximum and minimum value). It can be seen from Fig. 3 that the LB was suitable for high hot-pressing temperature and low moisture content, while LPA was suitable for low hot-pressing temperature and high moisture content. The IB of SBPB fermented with LPL showed a small difference in three level, and its performance was stable under high hot-pressing temperature and high moisture content. Therefore, it is the best choice to ferment bamboo residue with LPL.

Fig. 2. IB of 9 groups of the SBPB and comparison with standard

Fig. 3. Trend diagram of the relationship between each factor and the IB of SBPB
Modulus of Rupture of SBPB
The results of the orthogonal experiments were analyzed by ANOVA (Table 3), which shows that RC > RB > RA. Hence, for MOR, the effect of hot-pressing temperature was the most significant, followed by the moisture content of the residue, and finally the bacteria species. The maximum k values of each factor for MOR were kA2 (16.41), kB3 (52.44), and kc1 (20.52). Therefore, the optimal parameter set was A2B3C1, which corresponds to lactic acid bacteria species LPL, 30% moisture content, and hot-pressing temperature of 180 °C. This parameter set is the same as for IB.
Table 3. Results of MOR by Orthogonal Experiments of SBPB


Fig. 4. MOR of 9 groups of the SBPB and comparison with standard
Figure 4 shows the MOR of nine groups of SBPB and the MOR of common particleboards complying with the Chinese standard “Particleboard” GB/T 4897 (2015), which is 11.5 MPa. As shown in Fig. 4, most particleboards fermented by LPL complied with the standard. The MOR shown in Fig. 5 exhibited the same trend as IB in Fig. 3. This indicates that the temperature of hot pressing also had a positive relationship with the MOR of the SBPB, confirming the temperature of hot pressing had a significant effect on the mechanical strength of SBPB. This result was demonstrated by Xie et al. (2012). That is, when the temperature of hot pressing was between 170 to 200 °C, the increase in temperature facilitated the plasticization between the fibers, resulting in a tighter connection between the fibers, which improved the IB and MOR.

Fig. 5. Trend diagram of the relationship between each factor and the MOR
Surface Morphology and Section Porosity
Figures 6(a) through (d) show the surface morphology of the SBPB, obtained using SEM. Figure 6(a) shows that the surface of the bamboo fibers of SBPB is unfolded and flat after fermentation, and separate fibers were observed. In Fig. 6(b), the surface of the bamboo fibers was covered by a cement-like substance and there is dispersion of the fiber bundles. In Fig. 6(c), separated and bent fibers were observed because of the degradation of macromolecular lignin in vascular bundles in bamboo particles. Lignin was partly degraded at high temperatures (Wang et al. 2017), which softens the fibers, thereby facilitating their interweaving. Figure 6(d) shows grains. Biodegradation at high temperatures and pressures causes fibers to form tissues and self-bonding.
In the cross-section of the SBPB after bending breakage, a distribution of voids was observed because of the degradation of a part of bamboo fibers during fermentation. The distribution of pores determines the distribution of density; therefore, porosity can reflect the performance of SBPB. Figures 7(a), 7(b), and 7(c) show the porosity and cross-sectional morphology of SBPB at the same temperature. The higher the temperature and the smaller the porosity, the better the performance of SBPB, and the more reasonable structure in the vertical direction. This indicates that the temperature of hot pressing had a significant effect on the performance and density of SBPB. Thus, better mechanical properties of SBPB can be obtained when the hot-pressing temperature is higher. As shown in Fig. 7(a), 7(b), and 7(c), the overall porosity of the LPL-fermented SBPB was small, which indicates that the LPL-fermented SBPB had a high density, small pores, dense structure, and superior mechanical properties.

Fig. 6. Morphology of surface of SBPB under SEM

Fig. 7(a). Porosity and cross-sectional images of SBPB at (a) 140 °C, (b) 160 °C, and (c) 180 °C

Fig. 7(b & c). Porosity and cross-sectional images of SBPB under (a) 140 °C, (b) 160 °C, and (c) 180 °C
CONCLUSIONS
In this study, self-bonding bamboo particleboards (SBPB) were prepared from bamboo residue fermented with lactic acid bacteria (including three species, i.e., Lactobacillus brucei, Lactobacillus plantarum, or Lactobacillus paracasei) at 28 ± 2 °C for 7 d. An L9 (33) orthogonal experiment was designed to determine optimal hot-pressing temperature, fiber moisture content, and type of lactic acid bacteria for the fabrication of SBPBs. The IB and MOR of the prepared SBPB were evaluated and compared with the standard values, and the fracture morphology was characterized, and the results were concluded as follows.
- The ANOVA of the experimental data yielded the following optimal process parameters based on IB and MOR: The hot pressing temperature of 180 °C, fiber MC of 30%, and LPL bacteria species.
- The performance of SBPB obtained at a temperature of hot pressing of 180 °C and fiber MC of 30% were significantly higher than those under other conditions and met the Chinese standards for particleboards.
- The fracture morphology showed obvious degradation of bamboo fiber and rebonding on the surface of SBPB. The cross-section porosity demonstrated that the SBPB obtained under optimal parameters had the smallest porosity, gradient distribution of porosity, and good mechanical properties.
ACKNOWLEDGEMENTS
The Jiangsu Province Innovation Training Program for College Students (202210298081Y), Jiangsu Agricultural Science and Technology Innovation Fund (Grant No. CX (19) 3036), and National Nature Science Foundation of China (21808093) are much appreciated.
REFERENCES CITED
Anwar, U. M. K., Hiziroglu, S., Hamdan, H., and Abd. Latif, M. (2011). “Effect of outdoor exposure on some properties of resin-treated ply bamboo,” Ind. Crops Prod. 33, 140-145. DOI: 10.1016/j.indcrop.2010.09.014
Bouajila, J., Limare, A., Joly, C., and Dole, P. (2005). “Lignin plasticization to improve binderless fiberboard mechanical properties,” Polym. Eng. Sci. 45, 809-816. DOI:10.1002/pen.20342
Cogliano, V. J., Grosse, Y., Baan, R. A., Straif, K., Secretan, B. M., Ghissassi, F. E., and Working Group for Volume 88 (2005). “Meeting report: Summary of IARC monographs on formaldehyde, 2-butoxyethanol, and 1-tert-butoxy-2-propanol,” Environ. Health Perspect. 113, 1205-1208. DOI: 10.1289/ehp.7542
Correal, J. F., and López, L. F. (2008). “Mechanical properties of Colombian glued laminated bamboo,” in: Modern Bamboo Structures, Y. Xiao, M. Inoue, and S. K. Paudel (eds.), CRC Press, London, England, pp. 1205-1208. DOI: 10.1201/9780203888926-19
Dominguez-Robles, J., Tarres, Q., Alcala, M., El Mansouri, N. E., Rodriguez, A., Mutje, P., and Delgado-Aguilar, M. (2020). “Development of high-performance binderless fiberboards from wheat straw residue,” Constr. Build. Mater. 232, article 117247. DOI: 10.1016/j.conbuildmat.2019.117247
Guan, M., Fu, R., Yong, C., Cheng, Y., Li, Y., and Xu, X. (2022). “Properties of binderless bamboo particleboards derived from biologically fermented bamboo green residues,” Waste Manag. 151, 195-204. DOI:10.1016/j.wasman.2022.07.040
Hashim, R., Nadhari, W. N. A. W., Sulaiman, O., Kawamura, F., Hiziroglu, S., Sato, M., Sugimoto, T., Seng, T. G., and Tanaka, R. (2011). “Characterization of raw materials and manufactured binderless particleboard from oil palm biomass,” Mater. Des. 32, 246-254. DOI: 10.1016/j.matdes.2010.05.059
Hendriks, A. T. W. M., and Zeeman, G. (2009). “Pretreatments to enhance the digestibility of lignocellulosic biomass,” Bioresource Technol. 100, 10-18. DOI: 10.1016/j.biortech.2008.05.027
Lamaming, J., Sulaiman, O., Sugimoto, T., Hashim, R., Said, N., and Sato, M. (2013). “Influence of chemical components of oil palm on properties of binderless particleboard,” BioResources 8(3), 3358-3371. DOI: 10.15376/biores.8.3.3358-3371
Luo, P., and Yang, C. M. (2011). “Binderless particleboard from steam exploded wheat straw,” Materials Science and Engineering, Pts, 1-2, Vols. 179-180, pp. 807-811. DOI:10.4028/www.sceienctific.net/AMR.179-180.807
Mo, X., Hu, J., Sun, X. S., and Ratto, J. A. (2001). “Compression and tensile strength of low-density straw-protein particleboard,” Ind. Crops Prod. 14, 1-9. DOI: 10.1016/S0926-6690(00)00083-2
Nasir, M., Khali, D. P., Jawaid, M., Tahir, P. M., Siakeng, R., Asim, M., and Khan, T. A. (2019). “Recent development in binderless fiber-board fabrication from agricultural residues: A review,” Constr. Build. Mater. 211, 502-516. DOI: 10.1016/j.conbuildmat.2019.03.279
Okuda, N., Hori, K., and Sato, M. (2006a). “Chemical changes of kenaf core binderless boards during hot pressing (I): Influence of the pressing temperature condition,” J. Wood Sci. 52, 244-248. DOI: 10.1007/s10086-005-0761-4
Okuda, N., Hori, K., and Sato, M. (2006b). “Chemical changes of kenaf core binderless boards during hot pressing (II): Effects on the binderless board properties,” J. Wood Sci. 52, 249-254. DOI: 10.1007/s10086-005-0744-5
Panyakaew, S., and Fotios, S. (2011). “New thermal insulation boards made from coconut husk and bagasse,” Energy Build. 43, 1732-1739. DOI: 10.1016/j.enbuild.2011.03.015
Qiu, H., Xu, J., He, Z., Long, L., and Yue, X. (2019). “Bamboo as an emerging source of raw material for household and building products,” BioResources 14(2), 2465-2467. DOI: 10.15376/biores.14.2.2465-2467
Shu, B., Xiao, Z., Hong, L., Zhang, S., Li, C., Fu, N., and Lu, X. (2020). “Review on the application of bamboo-based materials in construction engineering,” J. Renew. Mater. 8(10), 1215-1242. DOI: 10.32604/jrm.2020.011263
Song, W., Zhang, K., Chen, Z., Hong, G., Lin, J., Hao, C., and Zhang, S. (2018). “Effect of xylanase–laccase synergistic pretreatment on physical–mechanical properties of environment-friendly self-bonded bamboo particleboards,” J. Polym. Environ. 26, 4019-4033. DOI: 10.1007/s10924-018-1275-7
Wang, B., Li, D. L., Chen, T. Y., Qin, Z. Y., Peng, W. X., and Wen, J. L. (2017). “Understanding the mechanism of self-bonding of bamboo binderless boards: Investigating the structural changes of lignin macromolecule during the molding pressing process,” BioResources 12(1), 514-532. DOI: 10.15376/biores.12.1.514-532
Wang, J., Wang, B., Liu, J., Ni, L., and Li, J. (2019). “Effect of hot-pressing temperature on characteristics of straw-based binderless fiberboards with pulping effluent,” Materials (Basel) 12(6), article 922. DOI: 10.3390/ma12060922
Widyorini, R., Xu, J., Umemura, K., and Kawai, S. (2005). “Manufacture and properties of binderless particleboard from bagasse. I: Effects of raw material type, storage methods, and manufacturing process,” J. Wood Sci. 51, 648-654. DOI: 10.1007/s10086-005-0713-z
Xie, L., Liu, J., and Du, A. (2012). “Effect of hot-pressing factors on binderless fiberboard properties,” in: Proceedings of the 2012 International Conference on Biobase Material Science and Engineering, BMSE 2012, Changsha, China, pp. 8–11. DOI: 10.1109/BMSE.2012.6466168
Ye, X., Julson, J., Kuo, M., and Myers, D. (2005). “Biocomposite hardboard from renewable biomass bonded with soybean-based adhesive,” Trans. ASAE 48, 1629-1636.DOI: 10.13031/2013.19163
Zhang, L., Freeman, L., Nakamura, J., Hecht, S., Vandenberg, Smith, M., and Sonawane, B. (2010). “Formaldehyde and leukemia: Epidemiology, potential mechanisms, and implications for risk assessment,” Environ. Mol. Mutagen. 51(3), 181-191. DOI 10.1002/em.20534
Zhang, D., Zhang, A., and Xue, L. (2015). “A review of preparation of binderless fiberboards and its self-bonding mechanism,” Wood Sci. Technol. 49, 661-679. DOI: 10.1007/s00226-015-0728-6
Zhou, X.-Y., Zheng, F., Li, H.-G., and Lu, C.-L. (2010). “An environment-friendly thermal insulation material from cotton stalk fibers,” Energy Build. 42(7), 1070-1074. DOI: 10.1016/j.enbuild.2010.01.020
Article submitted: December 25, 2022; Peer review completed: February 11, 2023; Revised version received and accepted: February 25, 2023; Published: March 20, 2023.
DOI: 10.15376/biores.18.2.3295-3307