
Abstract
To reduce dependence on wood and deforestation, alternative materials have been considered. This research evaluated particleboards panels of Pinus elliotti mixed with residues of polyethylene terephthalate (PET) in flakes with 50% of each material, glued with 10% of castor oil-based polyurethane resin (PUR). The temperature during board production was varied to evaluate its influence on the physical and mechanical properties of the boards. The study concludes that the increase in temperature did not result in a significant improvement in the particleboard properties, but their results showed application potential according to the normative standards.
Download PDF
Full Article
Evaluation and Production of High-strength Wood Composite Panels with Polyethylene Terephthalate (PET)
Pedro H. S. Campos,a Antonio J. S. Junior,a,* Matheus V. de Souza,b Marjorie P. Herradon,a Vitória B. L. Libera,c Lucas. E. Dezen,a Élen V. da Silva,c Ananda G. B. P. e Silva,a Felipe R. Rodrigues,a Rodrigo A. Bispo,a Pedro H.S. Cazella,a Sérgio A.M. da Silva,a and André L. Christoforo d
To reduce dependence on wood and deforestation, alternative materials have been considered. This research evaluated particleboards panels of Pinus elliotti mixed with residues of polyethylene terephthalate (PET) in flakes with 50% of each material, glued with 10% of castor oil-based polyurethane resin (PUR). The temperature during board production was varied to evaluate its influence on the physical and mechanical properties of the boards. The study concludes that the increase in temperature did not result in a significant improvement in the particleboard properties, but their results showed application potential according to the normative standards.
DOI: 10.15376/biores.18.4.8528-8535
Keywords: Particleboards; Pinus elliottii; PET; PUR
Contact information: a: Department of Civil Engineering, Faculty of Engineering of Ilha Solteira, São Paulo State University “Júlio de Mesquita Filho” (UNESP), 550 Alameda Bahia, Ilha Solteira, Brazil; b: Department of Architecture and Urbanism, Federal University of Rio Grande do Norte (UFRN), 3000 Avenida Senador Salgado Filho, Natal 59066-800 Brazil; c: Department of Architecture and Urbanism. Faculty of Architecture, Arts, Communication and Design, Bauru campus, São Paulo State University “Júlio de Mesquita Filho” (UNESP), Bauru, SP, 17033-360, Brazil; d: Department of Civil Engineering, Federal University of São Carlos (UFSCar), Rodovia Washington Luís, km 235, São Carlos, Brazil;
* Corresponding author: antonio.jose@unesp.br
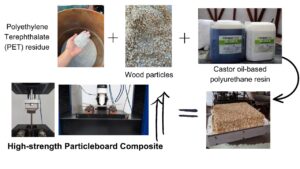
GRAPHICAL ABSTRACT
INTRODUCTION
The fast growing global population has driven the reduction in world forest coverage, resulting from forest fires, urbanization, and deforestation due to agriculture (Curtis et al. 2018). In the constant search of improvement, humanity has become dependent on natural resources, but due to lack of sustainability has become hostage to its availability (Santos and Medeiros 2020). From 2000 to 2020, the United Nations Sustainable Development Goals Report wrote that there was a decrease from 31.9% to 31.2% in world forest areas, equivalent to a loss of more than 100 million hectares. (The Sustainable Development Goals Report 2022). Within this context, the demand for affordable wood products has gained place in the market. Particleboard panels production reached $22.2 billion in 2022, and it is expected to reach $27.9 billion by 2028 (IMARC 2022).
In Brazil, Pinus elliottii is used to manufacture particleboard panels due to its great forest abundance and fast growth (Ayrilmis and Kaymakci 2013; ABIMCI 2022). The quality and cost of particleboard panels also depends on the type of adhesive used. Urea formaldehyde (UF) resin is the most commonly used in the manufacture of panels, but due to formaldehyde emission, it can be harmful to the environment and humans (İstek et al. 2020). A sustainable alternative to UF resin replacement is castor oil-based polyurethane resin (PUR) (Cravo et al. 2017; Fiorelli et al. 2019; De Souza et al. 2022a).
Another alternative to reduce the use of wood as a raw material is to replace it with other materials that improve its performance. Among the diversity of these materials, plastics (polymers) present great potential, due to their abundance in household garbage, a consequence of the high global growth (Dos Santos et al. 2011; Catto et al. 2014; Dotun et al. 2018). Some studies aimed at working with polymers in partial replacement of wood in order to improve the physical and mechanical properties of particleboards. Cazella (2022) worked with particleboard with the addition of various proportions of PET in conjunction with castor oil-based polyurethane resin. Klimék et al. (2016) worked with particleboards with 30% PET treated with air plasma and without treatment, obtaining promising results. Lopez et al. (2021) studied the mechanical properties of particleboard of two species of wood, with 50% PET replacing the total mass of the panel, also evaluating their physical properties. Arianti and Rafani (2021) worked with sawdust particleboard, recycled PET, Urea Formaldehyde (UF) with variation in the proportion of PET, evaluating the physical, mechanical and chemical properties of their composites.
This study evaluated the potential of the compound use of polymer residues and wood particles with temperature variation agglutinated with castor oil-based polyurethane resin, based on the requirements prescribed by technical standards ABNT NBR 14810-2 (2018), ANSI A 208.1 (2009), and EN 312 (2003).
EXPERIMENTAL
Materials
In this research, the material used was collected from the civil engineering laboratory of the São Paulo State University “Julio de Mesquita Filho” located on the campus of Ilha Solteira, São Paulo.
Pinus elliottii particles were first prepared using a grinder in order to generate wood shaving from 20 to 50 mm, which were subsequently processed in the knife mill (Model 5000, Trapp) with 12 mm openings, then generating the wood particles. Subsequently, the particles were taken to a sieve shaker (Model G, Solotest) to regularize their dimensions, where the material retained in the mesh of 6.36 to 1.18 mm were used. For the regulation of the moisture content, the material was taken to the greenhouse at 103 ± 2 ºC until it reached a moisture content below 3 %. (De Souza et al. 2022b). The waste of polyethylene terephthalate (PET) in the form of “flakes”, was donated by the company GLOBAL PET SA, São Carlos, Brazil. Their dimensions according to the granulometric test by the standard ABNT NBR NM 248 (2003) range between mesh screws 1.19 to 0.595 mm. Due to its low degree of hygroscopy, it was not necessary to perform the moisture content test of the PET particles (Awaja and Pavel 2005; Ebewele 2000).
The castor oil-based polyurethane resin (PUR) used as a binder, was formed by mixing of two components, polyol (castor oil) and isocyanate (prepolymer) in a 1:1 ratio. It was donated by the company IMPERVEG Polimeros, located in Aguaí, Brazil.
Figure 1a and 1b illustrate the material used for the manufacture of the panels.


Fig. 1. (a) PET flakes and Pinus particles (b) Particle mattress before pressing
Particleboard Production
For the production of the panels, the mixtures were prepared with 50% of Pinus and 50% of PET, using also the proportion of 10% of the weight of panels the resin PUR, derived from the study carried out by Cazella (2022). For the calculation of the mass of the panels, a nominal density of 0.6 g/cm3 was used, where, the material was deposited in a wooden form with dimensions of 350 x 350 x 17 mm and total mass of 1240 g, with 625 g for each material (Pinus and PET) and 124.9 g for the additional amount of adhesive. The adhesive was mixed into the particles in two stages. Initially polyol was added manually to the particles and then taken for 5 min in a mechanical rotative mixer (Model: 120L cv). Then the pre-polymer was added to the particles and homogenized again for 5 min.
Three panels were heat pressed for the first mixture M1 (130 ºC) using a pressing force of 5 MPa and 130 °C for 10 min, with the interval of 20 s for gas release, aiming at reducing the formation of bubbles within the panel (Gilio et al. 2021; Bispo et al. 2022). Three more panels were heat pressed for the second mixture M2 (160 ºC), using the same pressing conditions but changing the temperature to 160 °C (Santos et al. 2011). A few studies focused on the production of particleboard with the addition of PET working with pressing temperatures above the PET glass temperature, which occurs between 68 and 115 °C (Ebewele 2000; Awaja and Pavel 2005; Klimek et al. 2016; Lopez et al. 2021). After this step, all panels were conditioned at room temperature for 7 days to finalize the effectiveness of the healing of the two-component resin (Sugahara et al. 2019; Bispo et al. 2022).
Table 1. Normative References for Evaluating Panel Properties

Density (D), moisture contents (MC), thickness swelling (TS), modulus of rupture (MOR) and modulus of elasticity (MOE), and perpendicular tensile (PT).
Using the Brazilian standard ABNT NBR 14810-2 (2018), 10 specimens per particleboard were used for each physical and mechanical test, being analyzed density (D), short-term water absorption (WA) and thickness swelling behavior after 24 h (TS), moisture content (MC), and modulus of rupture (MOR) and modulus of elasticity (MOE) in the static bending and perpendicular tensile (PT).
For the analysis of the results, in addition to the standard ABNT NBR 14810-2 (2018), were also used the standards ANSI A 208.1 (2016) and EN 312 (2003), as well as their classifications which can be found in Table 1.
The ANOVA variance analysis and Anderson-Darling normality test, both with 5% significance, were used to analyze the influence of temperatures on panel performance.
RESULTS AND DISCUSSION
Table 2 shows the mean values (Xm), the variation coefficients (CV), the results of the variance analysis (ANOVA; 5% of significance), as well as the result of the normality test of Anderson-Darling (AD test; 5%). Regarding the physical and mechanical properties of the panels pressed at 130 and 160 °C, 10 sample values were considered for each of the responding variables investigated. Regardless of the temperature used, the panels obtained high mean density values and can be considered by the standards ABNT NBR 14810-2 (2018) and ANSI A 208.1 (2016) as high density panels, as shown in Table 1. The European standard EM 312 (2003) does not have classification for this test. This high density can be explained by the fact that PET has a greater specific mass than Pinus wood; high densities cause PET particles to aggregate with wood particles (Cazella 2022; Chen et al. 2006; Rahman et al. 2013). Working with particles of Pinus elliottii and PET, with ratios of 50/50 (by mass) and 10% adhesive, Lopez et al. (2021) found values between 0.91 and 1.07 g/cm3 of density in their panels, similar to the present research.
Table 2. Physical and Mechanical Properties of the Manufactured Panels

Apparent Density Determination (D) Thickness Swelling After 24 h (TS), Water Absorption After 24 h (WA), Moisture Contents (MC), Modulus of Rupture (MOR) and Modulus of Elasticity (MOE), Perpendicular Tensile (PT). * p-value < 0.05 implies the significant difference between the averages of the two treatments; p-value (AD test) ≥ 0.05 results in normality in the distribution of ANOVA residues.
For the moisture content (MC), the increase in the pressing temperature resulted in specimens having a lower moisture when they were taken to the moisture content test. Higher temperature helps for moisture of the particles to evaporate more easily during the process of pressing the panels.
For the water absorption (WA) and thickness swelling (TS), both mixtures met the requirements of the analyzed standards. Table 2 shows that the increase in temperature provides better results even if they are statistically equivalent to each other. Arianti and Rafani (2021) worked sawdust panels and PET particles, with proportions of 50/50 and 11% of UF, pressing temperature of 200 °C, 2.5 MPa, and pressing time of 20 minutes, and obtained lower results than found in the present research, of 14.9% swelling and 27.6% absorption.
The mechanical properties improved; the MOR and MOE increased by 15.5% and 21.6%, respectively, as the temperature increased. MOE tests had a greater impact on their results due to the fact that with a higher temperature, the material can display a more elastic behavior, thereby increasing its elasticity module. MOE and MOR values found by Klimek et al (2016) and Arianti and Rafani (2021) were lower than those found in the present research, with 2.4 and 528 MPa and 1.77 and 383 MPa respectively. For the PT test, the results from the M1 panels were 10% lower than the M1 panels. Arianti and Rafani (2021) and Lopez et al. (2021), obtained values lower than the PT test of the present research, with 0.45 and 0.53 MPa respectively.
Table 2 shows that the Anderson-Darling test p-values obtained from ANOVA residues for all evaluated properties were higher than the significance level (5%), which validates the results of the variance analysis. The only variable affected (p-value < 0.05) by the change in pressing temperature levels was the longitudinal elasticity module (MOE), in which a significant increase of 21.6% in the average value was noted with the increase of temperature. This variation is justified from the bibliography where the weak surface interaction between the particles and the PET, due to their pressing temperature, did not provide an adequate fluidity within the compounds, contributing to a limited scale in the formation of bond between the materials. Therefore, the closer the pressure temperature is to the melting temperature of the PET (230 °C) better this interaction will be (Chen et al. 2006; Rahman et al. 2013). The high values found for the CV is explained by the fact that the standard establishes a total of 10 specimens for each test, so its value ends up being too high for certain tests as found by Bispo et al. (2022) and De Souza et al. (2022b).
Both mixtures met the requirements of the standards showed in Table 1. M1 can be classified as P4 – Structural panels for use in dry conditions according to ABNT NBR 14810-2 (2018), H-2 – ANSI A 208.1 (2009) and P4 – EN 312 (2003). M2 can be classified as P5 – Structural panels for use in wet conditions according to ABNT NBR 14810-2 (2018), D-2 – ANSI A 208.1 (2009) and P5 – EN 312 (2003).
CONCLUSIONS
- Both mixtures considered in this work were shown to have viability of production and application in the construction and furniture industry according to their characteristics.
- The increase in temperature affected the appearance, such that PET was combined together with the wood particles. This gave a small numerical increase in physical and mechanical results, but this increase was not statistically significant according to the analyses of ANOVA and Anderson-Darling. Only the modulus of elasticity exhibited a statistically significant increase with the increase of temperature.
- According to the results obtained from the tests, it was concluded that the composite formed with PET residue in conjunction with wood particles are compatible with each other, and can be produced panels for use in furniture, carpentry and construction.
ACKNOWLEDGEMENTS
The authors are grateful for the funding received by the National Council for Scientific and Technological Development (CNPq) through the Scientific Initiation Grant Project (PIBITI) Grant No. 4938/2021.
REFERENCES CITED
ABNT NBR 14810-2 (2018). “Painéis de partículas de média densidade: Parte 2: Requisitos e métodos de ensaio (Medium density particleboards: Part 2: Requirements and testing methods),” The Brazilian Assocoation of Technical Standards Rio de Janeiro, Brazil.
ANSI A208.1 (2009). “Particleboard,” American National Standards Institute, New York, NY.
ABIMCI. (2022). “Associação Brasileira Da Indústria de Madeira Processada Mecanicamente,” (https://abimci.com.br/abimci-lanca-estudo-setorial-2022), Accessed 04 August 2023.
Arianti, I., and Rafani, M. (2021). “The effect of adding plastic bottle PET waste in the making of sawdust particleboard,” International Journal of Research Publication and Reviews 2, 737-744.
Awaja, F., and Pavel, D. (2005). “Recycling of PET,” European Polymer Journal 41(7), 1453-1477. DOI: 10.1016/J.EURPOLYMJ.2005.02.005
Ayrilmis, N., and Kaymakci, A. (2013). “Fast growing biomass as reinforcing filler in thermoplastic composites: Paulownia elongata wood,” Industrial Crops and Products 43(1), 457-464. DOI: 10.1016/J.INDCROP.2012.07.050
Bispo, R. A., Trevisan, M. F., da Silva, S. A. M., Aquino, V. B. M., Saraiva, R. L. P., Arroyo, F. N., Molina, J. C., Chahud, E., Branco, L. A. M. N., Panzera, T. H., Lahr, F. A. R., Christoforo, A. L., and Christoforo, A. L. (2022). “Production and evaluation of particleboards made of coconut fibers, pine, and eucalyptus using bicomponent polyurethane-castor oil resin,” BioResources 3944-3951. DOI: 10.15376/biores.17.3.3944-3951
Catto, A. L., Stefani, B. V., Ribeiro, V. F., and Santana, R. M. C. (2014). “Influence of coupling agent in compatibility of post-consumer HDPE in thermoplastic composites reinforced with eucalyptus fiber,” Materials Research 17, 203-209. DOI: 10.1590/S1516-14392014005000036
Cazella, P. H. da S. (2022). Avaliação de painéis aglomerados homogêneos de pinus com incorporação de partículas de pet aglutinados com adesivo poliuretano derivado de óleo de mamona [Evaluation of Homogeneous Pinus Particleboard Panels with Incorporation of PET Agglutinated with Castor Oil-based Polyurethane], Master’s Thesis, São Paulo State University, Civil Engineering Deparment, Ilha Solteira, Brazil.
Chen, H. C., Chen, T. Y., and Hsu, C. H. (2006). “Effects of wood particle size and mixing ratios of HDPE on the properties of the composites,” Holz Als Roh – und Werkstoff 64(3), 172-177. DOI: 10.1007/s00107-005-0072-x
Cravo, J. C. M., de Lucca Sartori, D., Mármol, G., Schmidt, G. M., de Carvalho Balieiro, J. C., and Fiorelli, J. (2017). “Effect of density and resin on the mechanical, physical and thermal performance of particleboards based on cement packaging,” Construction and Building Materials 151, 414-421. DOI: 10.1016/J.CONBUILDMAT.2017.06.084
Curtis, P. G., Slay, C. M., Harris, N. L., Tyukavina, A., and Hansen, M. C. (2018). “Classifying drivers of global forest loss,” Science 361, 1108-1111. DOI: 10.1126/science.aau3445
De Souza, M. V., Cazella, P. H. da S., da Silva, S. A. M., Rodrigues, F. R., Herradon, M. P., da Costa, F. M., Aouada, M. R. de M., Aouada, F. A., dos Santos, H. F., Pinto, E. M., de Araujo, V. A., Christoforo, A. L., and Pinheiro, R. V. (2022a). “Comparative study of particleboards with Hevea brasiliensis waste from different production and moisture configurations,” Wood Research 67(5), 785-795. DOI: 10.37763/wr.1336-4561/67.5.785795
De Souza, M. V., da Silva, S. A. M., Cazella, P. H. S., Rodrigues, F. R., Bonfim, K. S., Sanches, A. O., de Araujo, V. A., dos Santos, H. F., Pinto, E. M., Christoforo, A. L., Aouada, M. R. M., Aouada, F. A., and Lahr, F. A. R. (2022b). “Particleboards manufactured from Tectona grandis wood waste with homogeneous and three-layer heterogeneous compositions for commercial purposes,” BioResources 17, 5011-5020. DOI: 10.15376/biores.17.3.5011-5020
Dos Santos, R. C., Mendes, L. M., Carneiro, A. de C. O., Mori, F. A., Castro, R. V. O., and Mendes, R. F. (2011). “Utilização de resíduos da madeira de candeia (Eremanthus erythropappus (DC.) Macleish) na produção de painéis aglomerados com adição de PET” [Use of waste lampwood (Eremanthus erythropappus (DC.) Macleish) in the production of clustered panels with the addition of PET], Ciência Florestal 21, 149-158. DOI: 10.5902/198050982757
Dotun, A. O., Adesoji, A. A., and Oluwatimilehin, A. C. (2018). “Physical and mechanical properties evaluation of particle board produced from saw dust and plastic waste,” International Journal of Engineering Research in Africa 40, 1-7. DOI: 10.4028/WWW.SCIENTIFIC.NET/JERA.40.1
Ebewele, R. O. (2000). Polymer Science and Technology. CRC Press.
EN 312, (2003). “Particleboard: Specifications. EN 312,” Brussels, Belgium.
Fiorelli, J., Bonilla Bueno, S., and Cabral, R. (2019). “Assessment of multilayer particleboards produced with green coconut and sugarcane bagasse fibers,” Construction and Building Materials (205), 1-9. DOI: 10.1016/j.conbuildmat.2019.02.024
Gilio, C. G., Andraus Bispo, R., Ferreira Trevisan, M., Reis Rodrigues, F., Frutuoso, C., Junior, A., and Mello Da Silva, S. A. (2021). “Produção de painéis aglomerados empregando seringueira, teca e poliuretano derivado de óleo de mamona” [Production of particleboard panels using syringe, teak and castor oil-based polyurethane resin]. Revista Principia 57, 86-97. DOI: 10.18265/1517-0306a2021id5825
IMARC. (2022). “Particle board market: Global industry trends, share, size, growth, opportunity and forecast 2023-2028,” (https://www.imarcgroup.com/particle-board-market), Acessed 05 August 2023.
İstek, A., Biçer, A., and Özlüsoylu, İ. (2020). “Effect of sodium carboxymethyl cellulose (Na-CMC) added to urea-formaldehyde resin on particleboard properties,” Turkish Journal of Agriculture and Forestry 44(5), 526-532. DOI: 10.3906/tar-1905-87
Klímek, P., Morávek, T., Ráhel, J., Stupavská, M., Děcký, D., Král, P., Kúdela, J., and Wimmer, R. (2016). “Utilization of air-plasma treated waste polyethylene terephthalate particles as a raw material for particleboard production,” Composites Part B: Engineering 90, 188-194. DOI: 10.1016/j.compositesb.2015.12.019
Lopez, Y. M., Gonçalves, F. G., Paes, J. B., Gustave, D., Gutemberg de Alcântara Segundinho, P., Vicente de Figueiredo Latorraca, J., Theodoro Nantet, A. C., and Suuchi, M. A. (2021). “Relationship between internal bond properties and x-ray densitometry of wood plastic composite,” Composites Part B: Engineering 204.
Rahman, K. S., Islam, N., Rahman, M., Hannan, O., Dungani, R., and Khalil, H. A. (2013). “Flat-pressed wood plastic composites from sawdust and recycled polyethylene terephthalate (PET): Physical and mechanical properties,” Springerplus, 2, 629. DOI: 10.1186/2193-1801-2-629
Santos, M. D. dos, and Medeiros, F. K. de. (2020). “Avaliação do uso de materiais alternativos na construção civil brasileira” [Evaluation of the use of alternative materials in Brazilian civil construction] in: Congresso Nacional de Pesquisa e Ensino em Ciências, Conapesc – Digital Edition, Brazil.
Sugahara, E. S., Silva, S. A. M., Buzo, A. L. S. C., Campos, C. I., Morales, E. A. M., Ferreira, B. S., Azambuja, B. A., Lahr, F. H. R., and Christoforo, A. L. (2019). “High-density particleboard made from Agro-industrial waste and different adhesives,” BioResources 14(3), 5162-5170. DOI: 10.15376/biores.14.3.5162-5170
The Sustainable Development Goals Report. (2022). In United Nations, Department of Economic and Social Affairs, Statistics Division. (https://unstats.un.org/sdgs/report/2022/Goal-15/), Accessed 03 August 2023. https://doi.org/10.1016/j.compositesb.2020.108477
Article submitted: August 28, 2023; Peer review completed: October 7, 2023; Revised version received and accepted: October 20, 2023; Published: October 27, 2023.
DOI: 10.15376/biores.18.4.8528-8535