
Abstract
This study investigated adhesion properties, such as buffering capacity and wettability, of bamboo and rubberwood and evaluated the physical and mechanical properties of hybrid particleboard made from bamboo (B) veneer waste and rubberwood (RW) particles. The bamboo had an acidic pH value with a high buffering capacity compared with rubberwood. Hybrid bamboo-rubberwood particleboard displayed better mechanical properties compared to 100% bamboo and rubberwood particleboard. All hybrid particleboard panels passed and fulfilled the minimum standard requirements, except for thickness swelling and water absorption tests. However, for thickness swelling test, only boards consisting of 50B:50RW and 30B:70RW passed and fulfilled the minimum TS requirements of the British Standard EN 317 (1993). Panels made from 100% bamboo veneer waste displayed the highest modulus of rupture (MOR) and modulus of elasticity (MOE) values, 15.30 N/mm2 and 2650.14 N/mm2, respectively. Hybrid particleboard panels exhibited better screw withdrawal compared with panels made of only bamboo or rubberwood particles. It is concluded that bamboo veneer waste enhances the quality of particleboards, especially in terms of mechanical strength. Thus, bamboo veneer waste can decrease the dependence of the particleboard industry on rubberwood.
Download PDF
Full Article
Hybrid Particleboard Made from Bamboo (Dendrocalamus asper) Veneer Waste and Rubberwood (Hevea brasilienses)
Othman Nurhazwani,a Mohammad Jawaid,a,* Md. Tahir Paridah,a Abdul Halip Juliana,a and S. Abdul Hamid b
This study investigated adhesion properties, such as buffering capacity and wettability, of bamboo and rubberwood and evaluated the physical and mechanical properties of hybrid particleboard made from bamboo (B) veneer waste and rubberwood (RW) particles. The bamboo had an acidic pH value with a high buffering capacity compared with rubberwood. Hybrid bamboo-rubberwood particleboard displayed better mechanical properties compared to 100% bamboo and rubberwood particleboard. All hybrid particleboard panels passed and fulfilled the minimum standard requirements, except for thickness swelling and water absorption tests. However, for thickness swelling test, only boards consisting of 50B:50RW and 30B:70RW passed and fulfilled the minimum TS requirements of the British Standard EN 317 (1993). Panels made from 100% bamboo veneer waste displayed the highest modulus of rupture (MOR) and modulus of elasticity (MOE) values, 15.30 N/mm2 and 2650.14 N/mm2, respectively. Hybrid particleboard panels exhibited better screw withdrawal compared with panels made of only bamboo or rubberwood particles. It is concluded that bamboo veneer waste enhances the quality of particleboards, especially in terms of mechanical strength. Thus, bamboo veneer waste can decrease the dependence of the particleboard industry on rubberwood.
Keywords: Bamboo veneer waste; Dendrocalamus asper; Rubberwood; Particleboard; Hybrid
Contact information: a: Laboratory of Biocomposite Technology, Department of Biocomposite Technology, Institute of Tropical Forestry & Forest Products (INTROP), Universiti Putra Malaysia, 43400 Serdang, Selangor, Malaysia; b: Forest Research Institute Malaysia (FRIM), 52109 Kepong, Selangor Darul Ehsan, Malaysia; *Corresponding author: jawaid_md@yahoo.co.in; jawaid@upm.edu.my
INTRODUCTION
Diminished forest resources are a challenge to the wood-based industry; thus, research and development has focused on alternatives to timber-based products (Takahashi and Adimulya 2001). Kenaf, bagasse, oil palm trunks, wheat straw, corn pith, coconut trunk fibers, bamboo, and underutilized non-wood sources are plant materials with potential uses in wood-based industries (Hamdan 2004). Of these materials, bamboo is one of the most underutilized and attractive natural fibers because of its excellent strength, ease of procurement, low cost, and abundance, especially in Southeast Asia (Chattopadhyay et al. 2011).
Bamboo is a fast-growing monocotyledon belonging to the Poaceae family (subfamily Bambusoideae), whose members develop woody culms that emerge from underground rhizomes. Unlike trees, bamboos grow to full height and girth in a single growing season. The height growth of a bamboo culm is dependent on internode growth (Zhang et al. 2002). According to Chaowana (2013), the speed of internodal bamboo growth varies.
During maturation, the height, thickness, and volume of bamboo stems do not change. Instead, the cell wall thickens, and specific gravity increases. Moisture content decreases, and physical and mechanical properties increase.
Bamboo has been traditionally used to make basic tools, basketwares, cords, toys, furniture, houses, and building materials. Recent research and development has focused on bamboo as a potential supplementary material to accommodate the increasing demand for high-value timber-based products (Hamdan 2004; Mahdavi et al. 2011).
The strength-to-weight ratio of bamboo is significantly higher than that of wood, steel, and concrete materials (Mahdavi et al. 2011). Bhat et al. (2011) found that bamboo has high elasticity and strength, which are suitable for the construction industry, and can serve as a foundation structure. Many studies have identified bamboo as the largest source of natural fiber and cellulose fiber biocomposites, which have minimal costs and will greatly improve production chains and manufacturing (Scurlock et al. 2000). In addition, bamboo composites are accepted in the global market as a replacement for traditional wood interior and exterior products (Wong et al. 2010). Bamboo also can be manufactured into composites such as particleboard (Hiziroglu et al. 2005; Calegari et al. 2007; Araujo et al. 2011; Arruda et al. 2011).
In Northeast Asia, particleboard manufacturing is dominated by rubberwood (Zaidon et al. 2007; Loh et al. 2010). Rubberwood has become the most popular and successful material used in the global furniture industry because of its good machining properties, acceptable durability, pleasant appearance, and ease of finishing (Anonymous 1993). However, the over-dependence on rubberwood as a raw material will require the sourcing of other alternatives, as statistics indicate a significant drop in supply in the near future.
One alternative is hybrid particleboard composed of bamboo and rubberwood. The mechanical and physical properties of particleboard made from a mixture of rubberwood and kenaf are significantly improved when rubberwood particles are added (Paridah et al. 2014). A mixture of oil palm trunk and wood species also shows better performance in hybrid panels (Nadhari et al. 2014). Hybrid composites are one solution to produce better quality particleboard and to reduce the dependency on rubberwood. According to Melo et al. (2014), bamboo particles are promising for the production of particleboards, not only for those made exclusively with bamboo particles, but also through the combination with wood particles. Prior to their use in hybrid particleboard, it is necessary to investigate bamboo and rubberwood to determine their adhesion, wettability, and resistance properties.
Therefore, the objective of this study was to evaluate the feasibility of producing hybrid particleboards made from various ratios of bamboo (B) and rubberwood (RW) particles. The adhesion properties (buffering capacity and wettability) of bamboo and rubberwood were investigated, and the physical and mechanical properties of hybrid particleboards were also evaluated.
EXPERIMENTAL
Preparation of raw materials entirely depends on the suitability of the materials for the specific process. In this study, the raw materials, bamboo veneer waste and rubberwood, were processed separately to produce particles of the desired sizes.
Preparation of Bamboo Particles
Three- to four-year-old bamboo culms were felled from Sungkai, Perak. Wastes from the bamboo peeling process were used to produce particleboard, as the veneer waste generated during the peeling process represented 45% to 55% of the total veneer recovery. The bamboo veneer wastes were reduced in size with a fiber cutter and processed with a crusher to produce particles. The particles were screened on a vibrator screen, and only particles between 0.5 and 2.0 mm were retained. Particles of more than 2 mm were crushed again and rescreened. The particles were dried until they contained only 5% moisture content.
Preparation of Rubberwood Particles
Rubberwood was chipped with a Pallmann wood chipper. Rubberwood chips were fed into a Pallmann knife ring flaker to produce particles. The particles were screened to size categories of < 0.5 mm, 0.5 to 1.0 mm, 1.0 to 2.0 mm and > 2.0 mm using a vibrator screen. Particles of 0.5 to 2.0 mm were used to produce particleboard.
Board Fabrication
A total of 15 boards were manufactured, with dimensions of 350 mm x 350 mm x 12 mm and a target density of 700 kg/m³. Five ratios of bamboo and rubberwood were manufactured as follows: 100B:0RW, 70B:30RW, 50B:50RW, 30B:70RW, and 0B:100RW (as a control). The weighed particles were blended with 12% (based on oven-dried wood particles) UF resin with 65% solid content and 1% ammonium chloride hardener. No wax was added. Particles were mixed with the resin in a blender with a spray gun attachment. After mixing, particles were scattered manually in a wooden mold before being pre-pressed at 3.5 MPa for approximately 30 s. The board manufacturing process was adopted from Jamaludin et al. (2001). Subsequently, the consolidated mat was pressed for 6 min at 160 °C and 120 kg/cm2 pressure. Three boards were fabricated for each parameter. All boards were conditioned at a temperature of 20 °C and 65% relative humidity (RH) for three days to stabilize the board weight.
Characterization
pH and buffering capacity
A total of 15 g of dry chips was boiled in 200 mL of distilled water to obtain the aqueous bamboo stem extract. After heating, the mixture was filtered using a glass crucible, and 200 mL of the filtered solution was cooled to 20 °C. The pH of the solution was measured before being titrated manually with 0.1 N hydrochloric acid (HCl) to pH 3.0. The pH value was recorded after every 1 mL of titration. The procedure was repeated with 0.1 N sodium hydroxide (NaOH) to pH 11. This method was also applied to rubberwood particles. The experiment was carried out in three replicates.
Contact angle
Five samples each of bamboo and rubberwood were used to determine the contact angle of droplets for the wettability study. The samples were dried up to 5% moisture content before dropped with distilled water.
Thickness swelling
Thickness swelling (TS) is determined by measuring the increase in thickness of the test piece after 24 h of immersion in water. A total of 10 samples were used to conduct the TS and water absorption (WA) tests based on British Standard EN 317 (1993), and the size of each specimen was 50 mm x 50 mm. The test pieces were conditioned to constant mass in an atmosphere with a mean relative humidity of 65 ± 3% and a temperature of 20 ± 2 °C. The thickness of each test piece was measured to an accuracy of ± 0.01 mm. The test pieces were then immersed with their faces vertical in clean, still water with pH of 7 ± 1 and a temperature of 20 ± 1 °C; this temperature was maintained throughout the test period. During the test, the test pieces were separated from each other and from the bottom and the sides of the water bath. The upper edges of the test piece were covered by 25 ± 5 mm of water throughout the test. The thickness swelling of the test specimen was calculated using Eq. 1,
![]()
where T1 is the thickness (mm) before immersion in water and T2 is the thickness (mm) after immersion in water.
Water absorption
Water absorption is related to the thickness swelling test. After the test specimen was removed from the water, excess water was wiped off and the sample was weighed. The water absorption of the test specimen was calculated using Eq. 2,
![]()
where W1 is the weight (g) before water absorption and W2is the weight (g) after water absorption.
Static bending
The bending strengths (MOR and MOE) were determined by applying a load to the center of a test piece supported at two points. MOE was calculated using the slope of the linear region of the load-deflection curve; the value calculated was the apparent modulus, not the true modulus, because the test method included shear as well as bending. The bending strength of each test piece was calculated by determining the ratio of the bending moment M, at the maximum load Fmax, to the moment of its full cross section. The test specimen was tested according to British Standard EN 310 (1993). MOR and MOE were determined using Eqs. 3 and 4, respectively,

where P is the maximum load (N), L is the span (mm), b is the width of the specimen (mm), t is the thickness (mm), ΔP is increment of the load in N below the proportional limit of the load deflection curve (mm), and Δd is increment of deflection at mid-length corresponding to ΔP
Internal bonding strength
Internal bonding strength (IB) is the resistance to tension perpendicular to the surface of the test piece; this value was calculated by submitting the test piece to a uniformly distributed tensile force until rupture occurred. Tensile strength perpendicular to the plane of the board was determined by the maximum load in relation to the surface area of the test piece. Each test piece was bonded to loading blocks using a suitable adhesive. Excess glue was removed from the glueline. The tension loading speed was approximately 2.0 mm/min. The size of the test piece was 50 mm x 50 mm, and 10 samples were prepared. The IB value was determined using Eq. 5,
![]()
where P’ is the maximum load (N), b is the width of the specimen (mm), and L is the span (mm).
Screw withdrawal
The screw withdrawal test measured the force required to withdraw a wood screw from the test specimen. In accordance with the British Standard EN 5669 (1989), the size of the test specimen was not less than 75 mm x 75 mm x board thickness. A screw was inserted in the center of one face and two adjacent edges of the test specimen. The test specimen was placed in a stirrup, which ensured that the face or edge containing the screw was at 90° to the direction of the applied load. The testing machine was set to a crosshead speed of approximately 1 mm/min, and increasing force was applied to each screw in turn.
Statistical Analysis
The data were analyzed statistically through analysis of variance (ANOVA) with significance values of p < 0.05 using a Statistical Analysis System (SAS, USA) software-programme. The data were further analyzed by mean separation using least significant difference (LSD) method.
RESULTS AND DISCUSSION
Adhesion Properties of Bamboo and Rubberwood
pH and buffering capacity
Resistance of wood or woody material to change in acidity or alkalinity is called buffering capacity (Mansur 2000; Paridah et al. 2001). The pH value is an important criterion of its suitability for various applications. For the resin binders to cure properly in the board furnish, the appropriate acidity must be established. Curing of urea-formaldehyde resins is accelerated in an acidic environment. According to Maloney (1993), a larger quantity of acid catalyst is required to decrease the pH to the ideal level for resin curing when the material has a high buffering capacity. Most bamboo species are acidic, with no pH variations at the different locations on the culm (Ahmad and Kamke 2003; Anwar et al. 2005; Malanit et al. 2009; Chaowana et al. 2012). This finding is similar to the result shown in Fig. 1 (a).
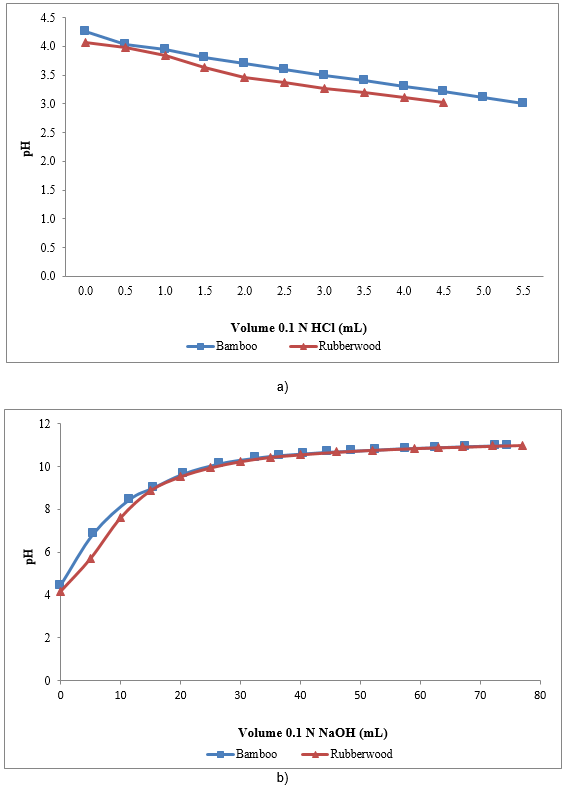
Fig. 1. Buffering capacity of bamboo and rubberwood toward (a) acid and (b) alkali
Both bamboo and rubberwood recorded approximately the same buffering capacities, and this was true for both acid and alkali treatments. In acidic pH, the amount of HCl required for bamboo to change to pH 3 was 5.5 mL, while rubberwood needed only 4.5 mL of HCl to shift to pH 3. In alkaline pH, bamboo and rubberwood needed approximately the same amount of NaOH to obtain pH 11; 74.5 mL and 77 mL, respectively, of 0.1 N NaOH were required. This result is similar to previous reports showing that bamboo has extremely high resistance to pH changes and responds weakly to acidity compared with normal wood (Ahmad and Kamke 2003; Anwar et al. 2005; Malanit et al. 2009; Chaowana et al. 2012). Thus, bamboo is a high-buffer capacity species that required a larger amount of acid catalyst to reduce the pH to the optimum level for resin curing.
Contact angle
Figure 2(a) shows that spontaneous wetting was observed for the outer surface of bamboo. Spontaneous wetting is defined as the complete penetration of water into wood in less than 10 s. The wettability test showed that the outer surface of bamboo was more likely to be penetrated than the inner surface (Fig. 2b), as the times to full absorption were approximately 9 and 60 s, respectively. This result might reflect the many pores at the outer surface compared with the inner surface; the highest concentration of vascular bundles is in the outer layer, which creates more voids that absorb water droplets (Li 2004). Wood porosity strongly influences wettability (Saifulazry 2007).
More porous wood absorbs water faster than less porous wood. Factors such as species, extractive contents, anatomical structure, surface sections, moisture content, relative humidity, temperature, treatment (preservative, resin, etc.), and surface roughness affect wood surface wettability (Maldas and Kamdem 1998; Scheikl and Dunky 1998; Shupe et al. 1998). The effects of surface properties and the characteristics of liquid on surface wettability of wood and bamboo have been studied extensively (Mansur 2000; Paridah et al. 2001).
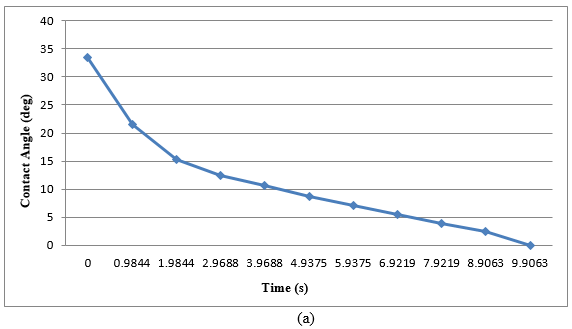
Fig. 2a. Wettability of bamboo at the outer surface
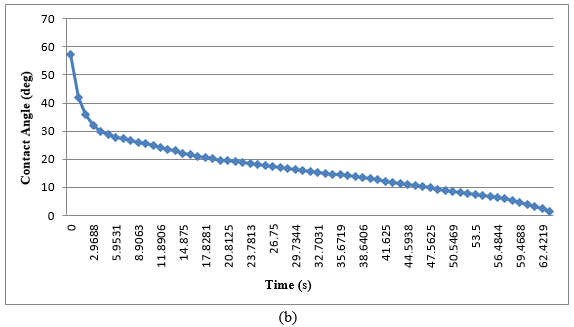
Fig. 2b. Wettability of bamboo at the inner surface
A large contact angle value implies that the surface is difficult to penetrate with the liquid adhesive. The contact angle determination of a droplet is one method to measure surface wettability. This method has been widely practiced and accurately determines the ease of adhesive penetration in the wood surface (Haupt and Seller 1994; Kwok and Neumann 1999; Paridah et al. 2001; Rodriguez-Valverde et al. 2002; Seyoum 2005). Rubberwood needed about 10 s for the distilled water to fully absorb (Fig. 3). This result is quite similar to the outer surface of bamboo and supports a previous report with a similar wettability value determined for rubberwood (Saifulazry 2007).
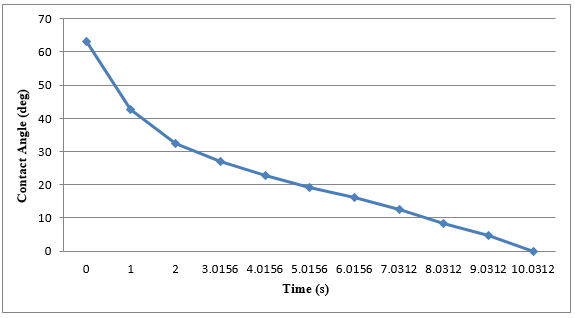
Fig. 3. Wettability of rubberwood
Physical Properties of Particleboards
Thickness swelling
Figure 4 indicates the thickness swelling (TS) of bamboo veneer waste and rubberwood hybrid particleboards after a soaking period of 24 h. The TS test was performed to measure the motion of water uptake in relation to thickness. The TS values ranged from 12.80% to 22.05%. The lowest TS was recorded in the 30B:70RW boards, while 70B:30RW boards showed the highest TS. A lower percentage is better for dimensional stability. Higher ratio of bamboo resulted in a higher TS value (Fig. 4), which might be due to the physical qualities of bamboo. Bamboo particles are typically longer, thinner, and narrower than wood chips (Papadopoulos et al. 2004). Hence, when the particles were mixed together and pressed, the particles overlapped each other, creating voids between the particles. These gaps may have increased the water uptake and weakened the bonded particles, resulting in the high TS value. When the amount of bamboo particles was reduced from 50% to 30%, the TS value decreased. The rubberwood particles may have better gap-filling properties than the bamboo particles, resulting in more compact and better jointed particles that minimize swelling and water uptake. This conclusion is supported by a previous study showing that better gap-filling properties result in particleboards with better performance (Juliana et al. 2012). Conversely, the 0B:100RW boards exhibited an increased TS value. Because rubberwood has a lower density than bamboo, the 100% RW board may have had a lower density than the hybrid boards, allowing increased water uptake. As the moisture content increases during soaking, the stresses are relieved, allowing expansion and thus increased thickness in the specimens (Kelly 1977).
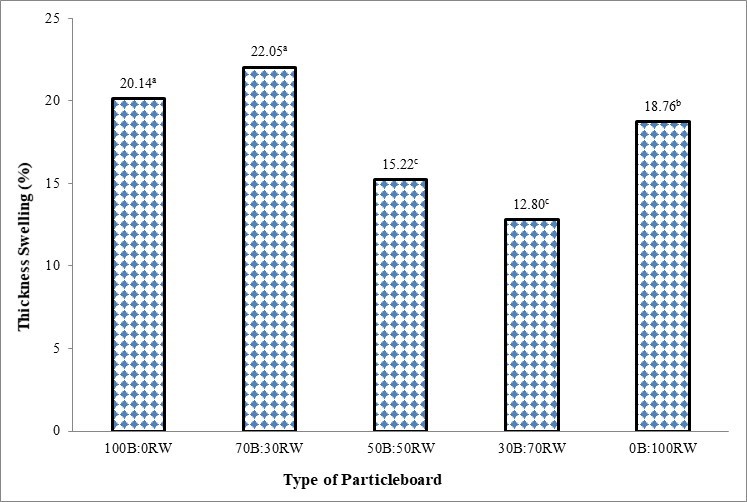
Fig. 4. Thickness swelling of hybrid bamboo veneer waste-rubberwood particleboards. Means followed with the same letters a,b,c were not significantly different (p<0.05).
All boards failed to meet the minimum TS requirement of the British Standard EN 317 (1993) standard which is 16% except for boards consist of 50B:50RW and 30B:70RW. This might probably because no wax was added during board manufacture. Wax improves water repellent properties (Jamaludin et al. 2001). The addition of 1% and 0.5% wax to boards bonded with 12% and 14% resin reduces TS and satisfies the British Standard BS:EN 312 standard (Papadopoulos et al. 2004). While the addition of 1% wax decreases the TS and WA by more than 50%, it also decreases the mechanical properties of the boards because of the resistance contributed by wax during the gluing process.
Water absorption
Water absorption (WA) was measured based on specimen weight, as greater weight indicates that more water has been absorbed. After 24 h of immersion, there were no significant differences (p<0.05) in WA between boards made exclusively from 100% bamboo and all hybrid boards (70B:30RW, 50B:50RW, and 30B:70RW) (Fig. 5). According to Schneider et al. (1996), the minimum requirement for WA in industry is less than 60%. In this study, the WA values for 100% bamboo and hybrid particleboards ranged from 64.74% to 73.77%. Thus, the hybrid bamboo veneer waste-rubberwood particleboard did not fulfill the industry requirement for water absorption. This finding was similar to previous studies showing that particleboards produced from bamboo and mixture of bamboo and wood particles have increased WA (Calegari et al. 2007; Melo et al. 2009).
Figure 5 shows that particle ratio does not affect the absorption of water. The board made from 0B:100RW exhibited the highest WA.
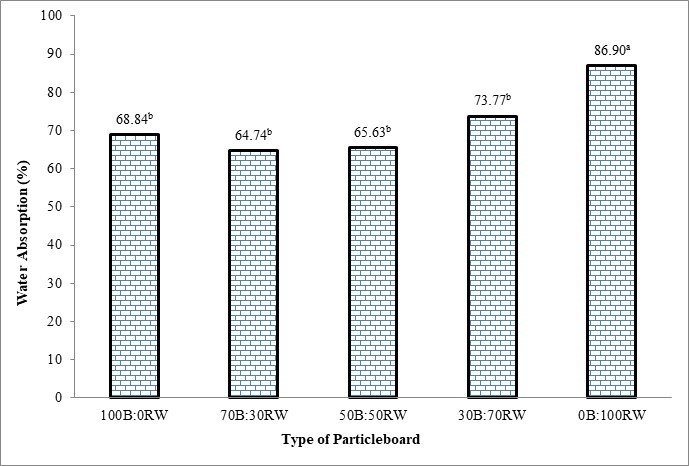
Fig. 5. Water absorption of hybrid bamboo veneer waste-rubberwood particleboards. Means followed with the same letters a,b were not significantly different (p<0.05).
As described previously, the low density of rubberwood particles necessitates that many particles are used to make the particleboard. Low-density samples require a large volume of particles to equalize the mass and achieve the targeted board density. Therefore, when the samples were submerged in water, they have more surface area exposed to water, allowing increased water penetration and absorption (Juliana et al. 2012).
Moreover, urea formaldehyde (UF) resin also contributes to increased water absorption because of the low dimensional stability and weathering resistance of UF resin (Hse and Kuo 1988). UF-bonded boards are less stable and tend to spring back when exposed to moisture. Springback is a non-recoverable dimensional change characteristic of particleboard, and it occurs upon release of compressive forces induced in the board during manufacturing (Tan 2007). Because UF resin was created for internal use, it is not durable under protracted exposure to moisture (Juliana et al. 2012).
Mechanical Properties of Particleboards
Bending strength
The boards were examined for their mechanical properties including resistance to loads applied perpendicular to the board surface. The modulus of rupture (MOR) indicates the ability of a specimen to withstand a transverse force perpendicular to the board longitudinal axis (Jacobs and Kliduff 1994). The modulus of elasticity (MOE) is the ratio of change in stress to change in strain below the elastic limit of a material. Composite board values, especially MOR and MOE, are influenced by the properties of the component woods (Maloney 1993; Haygreen and Bowyer 1996). This finding was confirmed in this study, as boards made of 100% bamboo, which has superior fiber properties, had the greatest MOR and MOE values.
Table 1 indicates the mechanical properties of hybrid bamboo veneer waste-rubberwood particleboards. As expected, boards made from 100B:0RW had significantly higher (p<0.05) MOR values, followed by 70B:30RW, 50B:50RW, and 30B:70RW, while board made from 100% rubberwood (0B:100RW) had the lowest MOR value. Thus, higher ratios of bamboo particles resulted in higher MOR values. Bamboo fibres are known for their high strength with respect to its weight is derived from fibers longitudinally aligned in its body and often called ‘natural glass fiber’ (Okubo et al. 2004).
Table 1. Mechanical Properties of Hybrid Bamboo Veneer Waste – Rubberwood ParticleboardsA
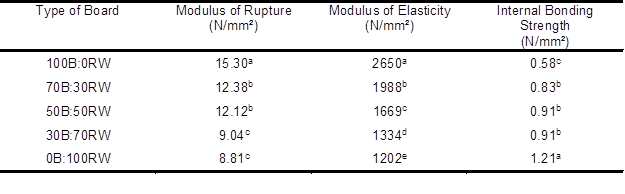
Note: means followed with the same letters a,b,c,d,e in the same column were not significantly different (p<0.05). AStrengths were normalized to 0.7 g/cm3 board density.
Theoretically, as the load is applied perpendicular to the board surface, the stress is further transferred to the middle portion of the board by creating compression stress on the particle, which then transforms into tension stress after exceeding the middle portion of the board. This stress increases as it reaches the lower board area. Since load stresses are transferred from particle to particle vertically, the length of the particles functions as a medium for load transfer. One of the most important parameters affecting the mechanical properties of composites is fiber length (Nourbakhsh and Ashori 2009); longer fibers support greater stresses and provide greater strength (Saifulazry 2007).
The highest MOE was also recorded by boards made from 100B:0RW, followed by 70B:30RW, 50B:50RW and 30B:70RW (Table 1). Similar to MOR, the presence of bamboo particles increased the stiffness of the board, such that a higher the bamboo ratio resulted in a higher MOE value.
The lowest MOE was observed in 100% rubberwood board. Rubberwood particles are shorter than bamboo particles. Therefore, when force is applied perpendicular to the board surface, the shorter particles (rubberwood) do not sufficiently overlap to transfer the applied stress. This result agrees with studies indicating that particles must be long enough to transfer stress from one particle to the next (Barnes 2001; Yadama 2002). Longer and thinner particles produce stronger, stiffer particleboard (Frybort et al. 2008).
Internal bonding strength
Internal bonding strength (IB) is one of the most important criteria for the qualitative characterization of particleboards. This parameter indicates the strength of the interaction between the particles and the adhesive and is directly related to the other physical-mechanical properties evaluated in this study (Saifulazry 2007). In contrast to the MOR and MOE trend, the highest IB value was recorded by the 0B:100RW panel, with a value of 1.21 N/mm². The high compaction ratio of 100% rubberwood board, which has low material density, might influence the high IB values. As mentioned previously, a large number of rubberwood particles is required to obtain boards with the targeted density; the low density of rubberwood compared to bamboo results in a higher compaction rate. Compaction leads to better joinery and bonding between the particles and thus contributes to high IB. Indeed, rubberwood particles have favorable geometries for better bonding quality (Juliana et al. 2012).
Admixture boards had higher IB than boards produced from 100% bamboo, and there were no significant different between hybrid boards (Table 1). This result indicated good bonding between bamboo and rubberwood particles. Furthermore, the ratio of rubberwood to bamboo did not affect the IB of hybrid boards. Hybrid boards were expected to have more compaction because of the presence of small rubberwood particles, as particleboards with more compact and tighter structures have increased mechanical properties (Sari et al. 2013).
Density variations also affect the IB. In this study, particleboards were fabricated manually, which might have caused inconsistencies in its density which resulted in reduced IB, especially in the central part of the board. A particleboard with a density variation between the surface and the core will result in weaker IB and subsequently lower the quality of the board (Abdul Khalil and Hashim 2004). However, all boards tested in this study met the minimum requirement of the BS EN 319 (1993) standard for IB, which is 0.4 N/mm².
Screw withdrawal
Screws are excellent tools for fastening many particleboard products. The maximum holding strength of a screw is determined in part by the panel’s internal bond strength. The screw withdrawal values for all hybrid panels except 70B:30RW were higher than in the boards made from 100% bamboo and 100% rubberwood (Fig. 6). High withdrawal value indicates good bonding between particles, and this result is associated with internal bonding performance, especially in boards containing bamboo particles. This result is also in agreement with a finding by Rodolfo de Melo (2009) that screw holding strength is strongly related to the internal bond strength of the board. However, board made from 100% rubberwood had low screw withdrawal resistance, which did not correlate with internal bonding values.
High screw withdrawal value can be attributed to the geometrical properties of bamboo and rubberwood particles. Bamboo particles are more elongated and larger than rubberwood particles, which are grainy. When both bamboo and rubberwood particles are mixed with resin, the smaller rubberwood particles fill the voids between the bamboo particles, making the hybrid boards more compact than boards made solely of bamboo or rubberwood.
When a screw is driven into a particleboard, the more compact board has more surface area in contact with the screw thread and thus produces more resistance to withdrawal force (Jovan et al. 2007).
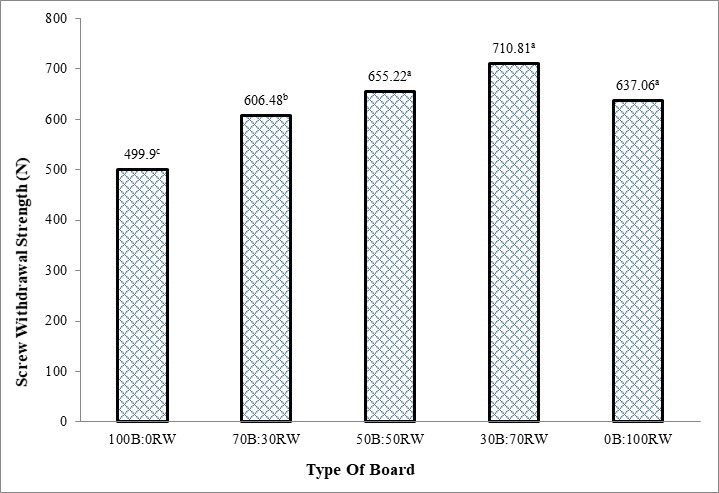
Fig. 6. Screw withdrawal resistance of hybrid bamboo veneer waste-rubberwood particleboards. Means followed with the same letters a,b were not significantly different (p<0.05).
CONCLUSIONS
- In the manufacture of hybrid bamboo veneer waste and rubberwood particleboard, bamboo veneer waste can be used as an alternative raw material to overcome the shortage of wood sources.
- Bamboo has a high buffer capacity. Panels made from 100% bamboo have superior mechanical properties, especially with respect to MOR and MOE.
- Hybrid particleboard exhibits better face screw withdrawal properties compared to 100% bamboo and rubberwood particleboard.
ACKNOWLEDGEMENTS
The authors acknowledge the Forest Research Institute of Malaysia (FRIM) for funding this work. The authors are also thankful to the Institute of Tropical Forestry and Forest Products (INTROP) of Universiti Putra Malaysia for providing the research facilities.
REFERENCES
Abdul Khalil, H. P. S., and Hashim, R. (2004). Komposit Panel Berasaskan Sumber Kayu, Universiti Sains Malaysia Publisher, Penang, Malaysia.
Anonymous (1993). “Rubberwood: An export that conserves the environment,” International Trade Forum 2, 4-11.
Ahmad, M., and Kamke, F. A. (2003). “Analysis of Calcutta bamboo for structural composite materials: Surface characteristic,” Wood Science and Technology 37(3), 233-240. DOI: 10.1007/s00226-003-0172-x
Anwar, U. M. K., Paridah, M. T., Hamdan, H., Abd Latif, M., and Zaidon, A. (2005). “Adhesion and bonding properties of ply bamboo manufactured from Gigantochloa scortechini,” American Journal of Applied Sciences (Special Issue), 53-58.
Araujo, P. C., Arruda, L. M., Del Menezzi, C. H. S., Teixeira, D. E., and Souza, M. R. (2011). “Lignocellulosic composites from Brazilian giant bamboo (Guadua magna). Part 2: Properties of cement and gypsum-bonded particleboards,” Maderas: Ciencia y Tecnologia 13(3), 297-306. DOI: 10.4067/S0718-221X2011000300005
Arruda, L. M., Del Menezzi, C. H. S., Teixeira, D. E., and Araujo, P. C. (2011). “Lignocellulosic composites from Brazilian giant bamboo (Guadua magna). Part 1: properties of resin-bonded particleboards,” Maderas: Ciencia y Tecnologia 13(1), 49-58. DOI: 10.4067/S0718-221X2011000100005
Barnes, D. (2001). “A model of the effect of strand length and strand thickness on the strength properties of oriented wood composites,” Forest Products Journal 51(2), 36-46.
Bhat, I. U. H., Mustafa, M. T., Mohmod, A., L., and Abdul Khalil, H. P. S. (2011). “Spectroscopic, thermal, and anatomical characterization of cultivated bamboo (Gigantochloa Spp.),” BioResources 6(2), 1752-1763. DOI: 10.15376/biores.6.2.1752-1763
Calegari, L., Haselein, C. R., Scaravelli, T. L., Santini, E. J., Stangerlin, D. M., and Gatto, D. A. (2007). “Physical and mechanical performance of panels made of bamboo (Bambusa vulgaris schr.) in combination with wood,” Cerne 13(1), 57-63.
Chaowana, P. (2013). “Bamboo: An alternative raw material for wood and wood-based composites,” Journal of Materials Science Research 2(2), 90-102. DOI: 10.5539/jmsr.v2n2p90
Chaowana, P., Robkorb, K., Sriwilai, S., and Barbu, M. C. (2012). “Gluability variation of Dendrocalamus asper for bamboo composites,” in: 9th World Bamboo Congress Proceedings, Antwerp, Belgium, pp. 307-315.
Chattopadhyay, S. K., Khandal, R., Uppaluri R., and Ghoshal A. K. (2011). “Bamboo fibre reinforced polypropylene composites and their mechanical, thermal and morphological properties,” Journal of Applied Polymer Science 119(3), 1619-1626. DOI: 10.1002/app.32826
European Standard EN 317. (1993). “Particleboards and fibreboards – Determination of swelling in thickness after immersion in water,” European Committee for Standardization, Brussels.
European Standard EN 310. (1993). “Wood-based panels – Determination of modulus of elasticity in bending and of bending strength,” European Committee for Standardization, Brussels.
European Standard EN 319. (1993). “Particleboards and fibreboards – Determination of tensile strength perpendicular to the plane of the board,” European Committee for Standardization, Brussels.
European Standard EN 5669 (1989). “Determination of resistance to axial withdrawal of wood screws inserted in the face or edge of the board (face and edge screw holding),” European Committee for Standardization, Brussels.
Frybort, S., Mauritz, R., Teischinger, A., and Muller, U. (2008). “Cement bonded composites – A mechanical review,” BioResources 3(2), 602-626.
Hamdan, H. (2004). Characterizing the Mechanical Properties and Behaviour of Gigantochloa scortechinii for Structural Applications, Ph.D. dissertation, School of Agricultural and Forest Sciences, University of Wales, Bangor, UK.
Haupt, R. A., and Seller. T. J. (1994). “Phenolic resin-wood interaction,” Forest Products Journal 44(2), 69-73.
Haygreen, J. G., and Bowyer, J. L. (1996). Forest Products and Wood Science, 3rd Ed., The Iowa State University Press, Ames, IA.
Hiziroglu, S., Jarusombuti, S., Fueangvivat, V., Bauchongkol, P., Soontonbura W., and Darapak, T. (2005). “Properties of bamboo-rice straw-eucalyptus composite panels,” Forest Products Journal 55(12), 221-225.
Hse, C. Y., and Kuo, M. L. (1988). “Influence of extractive on wood gluing and finishing,” Forest Products Journal 38(1), 52-56.
Jacobs, J. A., and Kliduff, T. F. (1994). Engineering Materials Technology: Structure, Processing, Properties and Selection, 2nd Ed., Prentice Hall, Upper Saddle River, NJ.
Jamaludin, K., Abd Jalil, H. A., Jalaludin, H., Zaidon, A., Abdul Latif, M., and Mohd Nor, M. Y. (2001). “Properties of particleboard manufactured from commonly utilized Malaysian bamboo (Gigantochloa scortechinii),” Pertanika Journal of Tropical Agriculture Science 24(2), 151-157.
Jovan, M., Mladan, P., Milanka, D. M., and Ivana, G. G. (2007). “Edge screw withdrawal resistance in conventional particleboard and osb-influence of the particles type,” Glasnik Šumarskog Fakulteta 95, 109-117.
Juliana, A. H., Paridah, M. T., Rahim, S., Nor Azowa, I., and Anwar, U. M. K. (2012). “Properties of particleboard made from kenaf (Hibiscus cannabinus L.) as a function of particle geometry,” Materials and Design 34, 406-411. DOI: 10.1016/j.matdes.2011.08.019
Kelly, M. W. (1977). “Critical literature review of relationships between processing parameters and physical properties of particleboard,” Forest Product Laboratory General Technical Report Paper, USDA Forest Service.
Kwok, D. Y., and Neumann, A. W. (1999). “Contact angle measurement and contact angle interpretation,” Advances in Colloid and Interface Science 81(3), 167-249. DOI: 10.1016/S0001-8686(98)00087-6
Li, X. (2004). Physical, Chemical, and Mechanical Properties of Bamboo and Its Utilization Potential for Fiberboard Manufacturing, M.S. thesis, Louisiana State University, Baton Rouge, LA.
Loh, Y. W., H’ng, P. S., Lee, S. H., Lum, W. C., and Tan, C. K. (2010). “Properties of particleboard produced from admixture of rubberwood and Mahang species,” Asian Journal of Applied Sciences 3(5), 310-316. DOI: 10.3923/ajaps.2010.310.316
Mahdavi, M., Clouston, P. L., and Arwade, S. R. (2011). “Development of laminated bamboo lumber: Review of processing, performance, and economic considerations,” Journal of Material Civil Engineering 23(7), 1036-1042. DOI: 10.1061/(ASCE)MT.1943-5533.0000253
Malanit, P., Barbu, M. C., and Fruhwald, A. (2009). “The gluability and bonding quality of an Asian bamboo (Dendrocalamus asper Backer) for the production of composite lumber,” Journal of Tropical Forest Science 21(4), 361-368.
Maldas, D. C., and Kamdem, D. P. (1998). “Surface tension and wettability of CCA-treated red maples,” Wood and Fiber Science 30(4), 368-373.
Maloney, T. M. (1993). Modern Particleboard and Dry Process Fibreboard Manufacturing, Paperloop.com, USA.
Mansur, A. (2000). Analysis of Calcutta Bamboo for Structural Composites Materials, Ph.D. dissertation, Virginia Polytechnic Institute and State University, Blacksburg, VA.
Melo, R. R., Santini, E. J., Haselein, C. R., and Stangerlin, D. M. (2009). “Physical and mechanical properties of particleboard manufactured with different ratios of wood and rice husk,” Forest Science 19(4), 449-460.
Melo, R. R., Stangerlin, D. M., Ricardo, R. C. S., and Talita, D. P. (2014). “Physical and mechanical properties of particleboard manufactured from wood, bamboo and rice husk,” Materials Research 17(3), 682-686. DOI: 10.1590/S1516-14392014005000052
Nadhari, W. N. A. W., Hashim, R., Hiziroglu, S., Sulaiman, O., Boon, J. G., Salleh K. M., Awalludin, M. F, Sato, M., and Sugimoto, T. (2014). “Measurement of some properties of binderless composites manufactured from oil palm trunks and Acacia mangium,” Measurement 50, 250-254. DOI: 10.1016/j.measurement.2014.01.002
Nourbakhsh, A., and Ashori, A. (2009). “Preparation and properties of wood plastic composites made of recycled HDPE,” Composite Materials 43(8), 877-883. DOI: 10.1177/0021998309103089
Okubo, K., Fujii, T., and Yamamoto, Y. (2004). “Development of bamboo-based polymer composites and their mechanical properties,” Composites Part A 35(), 377-383. DOI: 10.1016/j.compositesa.2003.09.017
Papadopoulos, A. N., Hill, C. A. S., Gkaraveli, A., Ntalos, G. A., and Karastergiou, S. P. (2004). “Bamboo chips (Bambusa vulgaris) as an alternative lignocellulosic raw material for particleboard manufacture,” Holz als Roh- und Werkstoff 62(1), 36-39. DOI: 10.1007/s00107-003-0447-9
Paridah, M. T., Chin, A. M. E., and Zaidon, A. (2001). “Bonding properties of Azadiractha excelsa,” Journal of Forest Products 7(2), 161-171.
Paridah, M. T., Juliana, A. H., El-Shekeil, Y. A., Jawaid, M., and Alothman, O. Y. (2014). “Measurement of mechanical and physical properties of particleboard by hybridization of kenaf with rubberwood particles,” Measurement 56, 70-80. DOI: 10.1016/j.measurement.2014.06.019
Rodriguez-Valverde, M. A., Cabrerizo-Vı´lchez, M. A., Rosales-Lopez, P., Paez-Duenas, A., and Hidalgo-Alvarez, R. (2002). “Contact angle measurements on two (wood and stone) non-ideal surfaces,” Colloids and Surfaces A: Physicochemical and Engineering Aspects 206(1-3), 485-495. DOI: 10.1016/S0927-7757(02)00054-7
Rodolfo de Melo, R., Stangerlin, D. M., Santana, R. R. C., and Pedrosa, T. D. (2009). “Physical and mechanical properties of particleboard manufactured from wood, bamboo and rice husk,” Materials Research 17(3), 682-686. DOI: http://dx.doi.org/10.1590/S1516-14392014005000052
Saifulazry, O. A. (2007). Evaluation of the Properties of 4-Year Old Rubberwood Clones RRIM 2000 Series for Particleboard Manufacture, M.S. thesis, Universiti Putra Malaysia, Malaysia.
Sari, B., Nemli, G., Baharoglu, M., Bardak, S., and Zekovic, E. (2013). “The role of solid content of adhesive and panel density on the dimensional stability and mechanical properties of particleboard,” Journal of Composite Materials 47(10), 1247-1255. DOI: 10.1177/0021998312446503
Scheikl, M., and Dunky, M. (1998). “Measurement of dynamic and static contact angles on wood for the determination of its surface tension and the penetration of liquids into the wood surface,” Holzforschung 52(1), 89-94. DOI: 10.1515/hfsg.1998.52.1.89
Schneider, M. H., Chui, Y. H., and Ganev, S. B. (1996). “Properties of particleboard made with a polyfurfuryl – alcohol,” Forest Products Journal 46(9), 79-83.
Scurlock, J. M. O., Dayton, D. C., and Hames, B. (2000). “Bamboo: An overlooked biomass resource?,” Biomass and Bioenergy 19(4), 229-244. DOI: 10.1016/S0961-9534(00)00038-6
Seyoum, K. H. (2005). Suitability of Yushania alpine for Oriented Particleboard, Ph.D. dissertation, Universiti Putra Malaysia, Malaysia.
Shupe, T. E, Hse, C. Y., Choong E. T., and Groom, L. H. (1998). “Effect of wood grain and veneer side on loblolly pine veneer wettability,” Forest Products Journal 48(6), 95-97.
Takahashi, A., and Adimulya, A. E. (2001). “Application of mdi binder towards environmental friendly wood-based industry,” Seminar on Wood-Based Panel Products, Kuala Lumpur, Forest Research Institute, Malaysia.
Tan, A. R. (2007). Properties of Particleboard Manufactured from Juvenile Rubberwood and Oil Palm Empty Fruit Bunch Fibre Blends, M.S. thesis, Universiti Putra Malaysia, Malaysia.
Wong, K. J., Zahi, S., Low, K. O., and Lim, C. C. (2010). “Fracture characterisation of short bamboo fibre reinforced polyester composites,” Materials and Design 31(9), 4147-4154. DOI: 10.1016/j.matdes.2010.04.029
Yadama, V. (2002). Characterization and Modelling of Oriented Strand Composites, Ph.D. dissertation, Washington State University, Pullman, WA.
Zaidon, A., Norhairul Nizam, A. M., Mohd. Nor, M. Y., Abood, F., Paridah, M. T., Nor Yuziah, M. Y., and Jalaluddin, H. (2007). “Properties of particleboard made from pretreated particles of rubberwood, EFB and rubberwood-EFB blend,” Journal of Applied Science 7(8), 1145-1151. DOI: 10.3923/jas.2007.1145.1151
Zhang, Q. S., Jiang, S. X., and Tang, Y. Y. (2002). “Industrial utilization on bamboo,” in: Technical report No. 26, The International Network for Bamboo and Rattan (INBAR), People’s Republic of China.
Article submitted: September 9, 2015; Peer review completed: October 24, 2015; Revised version received and accepted: October 28, 2015; Published: November 16, 2015.
DOI: 10.15376/biores.11.1.306-323