
Abstract
The development of natural fiber (NFr) composites for a variety of applications is on the rise. The optimization of the interfacial bonding (IFB) between the reinforcing NFr and polymer matrix is perhaps the single most critical aspect in the development of natural fibre polymer composites (NFPCs) with high mechanical performance. While the IFB is critical in determining the mechanical properties of the NFPCs, such as stress transfer, it is one of the least understood components. This article offers a summary of IFB mechanisms, different modification approaches targeted at lowering incompatibility and improving IFB, and evaluation of the impact of IFB. It has been found that 1) In general, interdiffusion, electrostatic adhesion, chemical reactions, and mechanical interlocking are accountable for the IFB; 2) the incompatibility of the fibre and matrix, which results in poor dispersion of the fiber, weak IFB, and ultimately worse composite quality, may be addressed through strategic modifications; and 3) Interfacial interactions between polymers and nanoparticles (NPs) are significantly improving their performance in areas like thermal, mechanical, robust IFB, and moisture absorption. As a result, this review study could be an important resource for scholars interested in coating and treating NFr to further enhance their surface characteristics.
Download PDF
Full Article
Interfacial Bonding Mechanisms of Natural Fibre-Matrix Composites: An Overview
Mohammed Mohammed,a,b,* MSM Rasidi,a,b,* Aeshah M. Mohammed,c Rozyanty Rahman,a,b Azlin F. Osman,a,b Tijjani Adam,d Bashir O. Betar,e and Omar S. Dahham f, g
The development of natural fiber (NFr) composites for a variety of applications is on the rise. The optimization of the interfacial bonding (IFB) between the reinforcing NFr and polymer matrix is perhaps the single most critical aspect in the development of natural fibre polymer composites (NFPCs) with high mechanical performance. While the IFB is critical in determining the mechanical properties of the NFPCs, such as stress transfer, it is one of the least understood components. This article offers a summary of IFB mechanisms, different modification approaches targeted at lowering incompatibility and improving IFB, and evaluation of the impact of IFB. It has been found that 1) In general, interdiffusion, electrostatic adhesion, chemical reactions, and mechanical interlocking are accountable for the IFB; 2) the incompatibility of the fibre and matrix, which results in poor dispersion of the fiber, weak IFB, and ultimately worse composite quality, may be addressed through strategic modifications; and 3) Interfacial interactions between polymers and nanoparticles (NPs) are significantly improving their performance in areas like thermal, mechanical, robust IFB, and moisture absorption. As a result, this review study could be an important resource for scholars interested in coating and treating NFr to further enhance their surface characteristics.
GRAPHICAL ABSTRACT
DOI: 10.15376/biores.17.4.Mohammed
Keywords: Natural fibre composite; Compatibility; Fibre modification; Interfacial bonding mechanisms
Contact information: a: Center of Excellence Geopolymer & Green Technology (CEGeoGTech), Universiti Malaysia Perlis, 02600 Arau, Perlis, Malaysia; b: Faculty of Chemical Engineering Technology, Universiti Malaysia Perlis (UniMAP), Arau 02600, Perlis, Malaysia; c: University of Bagdad College of Education for Pure Science Ibn-Alhaitham, Baghdad, Iraq; d: Faculty of Technology, Universiti Malaysia Perlis, Kampus Uniciti Alam Sg. Chuchuh, 02100 Padang Besar (U), Perlis, Malaysia; e: Research Center (NANOCAT), University of Malaya, Kuala Lumpur 50603, Malaysia; f: Department of Petroleum and Gas Refinery Engineering, Al-Farabi University College, Baghdad, Iraq; g: Department of Civil Engineering, College of Engineering, Cihan University-Erbil, Kurdistan Region, Iraq; *Corresponding authors: hmn7575@yahoo.com; Syahmie@unimap.edu.my
INTRODUCTION
The importance of composite materials in various NFPCs has grown as the demand for lighter density and high-performing materials has increased. In the aerospace and automotive industries, NFr reinforced composites have replaced cutting-edge metal alloys as structural components. The onus on current technology to deploy lightweight electric vehicles will undoubtedly enhance the importance of NFr composites among all reinforcing fibres composites in the next years. NFPCs have grown in prominence as a subset of composite materials during the previous decade. The advantages that natural fibres have over inorganic fillers and reinforcements, such as their availability, environmentally friendly nature, biodegradability, nontoxicity, cheap cost, manufacturing scalability, and high flexural and tensile modulus, are driving this rapid development (George et al. 2001; Mukhopadhyay et al. 2003). In the realm of NFPCs, readily available, renewable, and biodegradable NFr are replacing classic synthetic fibres such as glass and carbon.
NFPCs are the most exquisite and promising materials of this century. Their durability and integrity in diverse service settings can be affected by the response of their constituents, i.e., the fibre, polymer matrix, and the existing interface/interphase between the fibre and polymer matrix in that environment. The primary reasons for the usage of NFPCs in various applications have been reduced weight, reduced cost, increased performance, decreased fuel consumption, and decreased pollution (Balakrishnan et al. 2016). However, this study narrowly focuses on composites whose strength typically peaks at fibre contents of 40 to 55 wt% for matrix composites, with the reduction at higher fibre contents explained as a result of poor wetting leading to reduced stress transfer across the fibre–matrix interface and increasing porosity. Stiffness has been found to increase up to higher fibre contents of around 55 to 65 wt% with similar materials, possibly due to less dependency on interfacial strength than composite strength (Le and Pickering 2015; Madsen et al. 2009). In addition to being a problem for the short-term qualities of composites, high fibre volume fractions are also a concern due to the possibility of increased water absorption, resulting in the loss of longer-term characteristics. Significant progress has been achieved in this area, and there are a sufficient number of review papers available. Pickering et al. (2016), provided an overview of the performance characteristics of NFr reinforced polymer composites. Saba et al. (2016) compiled a list of dynamic mechanical characteristics of these composites. Vaisanen et al. (2017) conducted a critical review of the impacts of waste material. Faruk et al. (2012) reviewed all of the developments that occurred between 2000 and 2010. They discussed various NFr, their availability, treatment procedures, and the different polymer matrices employed. Sanjay et al. (2018), provide a complete analysis of the characterisation techniques and attributes of these composites. Sood and Dwivedi (2018) focused on the flexural characteristics of these NFPCs. Oqla et al. (2015), described NFPC-like conductive polymer composites. Thakur and Thakur (2014), described how natural cellulose fibre is processed and characterised in a thermoset matrix. Omrani et al. (2016) investigated the tribological characteristics and utilization of polymer matrix composites enhanced with these novel materials. Vaisanen et al. (2016), discussed the use of agricultural and forest industry waste and residues in these NFPCs. Regardless of these benchmarking properties, optimising the IFB between natural fibres and polymer matrix is one of the most important techniques for achieving the best NFPCs formulation (Thakur and Thakur 2014).
Surface treatment of fibres has been widely used to improve IFB by adding polar functional groups and improving acceptable surface roughness (Zheng et al. 2004; Li et al. 2017). Surface treatment is a meticulous and deliberate technique to change the chemical surface environment and topography of the fiber in order to trigger adhesion-promoting processes. The experiment and work done by Oushabi et al. (2018) indicated that the chemical treatments of date palm fibres, in particular the alkali treatment and the treatment with organosilanes, significantly enhanced the interfacial properties between the fibres and the organic matrices, such as polyurethane and epoxy, as determined by the pull-out tests. Similar research by Rizal et al. (2018), demonstrated that the alkali treatment of typha fiber enhanced the interfacial compatibility between the epoxy resin and typha fiber, resulting in enhanced mechanical capabilities and a hydrophobic composite. After 5% alkaline immersion, the tensile, flexural, and impact strengths of the typha fiber reinforced epoxy composite increased in comparison to the untreated typha fiber composite.
The IFB between NFr and matrix acts within an interaction or propagation region where two phases or elements interact mechanically, physically, and chemically, as shown in Fig. 1. The interfacial adhesion between the fibre and matrix is critical in determining the mechanical properties of the composite (Kabir et al. 2012). The IFB between the fibre and matrix is influenced by mechanical interlocking, chemical bonding, and attractive molecular forces. However, naturally hydrophilic NFr is inherently incompatible with hydrophobic polymers. In addition to the pectin and waxy components in NFr acting as an obstacle to interlocking with the nonpolar polymer matrix, the presence of a large number of hydroxyl groups inhibits its operative reaction with the matrix (Bledzki et al. 1998; Kazayawoko et al. 1999). Therefore, modifying the surface characteristics of NFr and hydrophobic polymer matrix is critical to develop a suitable composite with excellent IFB and efficient inherent stress convey across the interface region. Physical modifications (such as solvent extraction, heat treatment, corona, and plasma treatments), physic-chemical modification (such as laser, and UV bombardment) (John and Anandjiwala 2008), surface coating (Kabir et al. 2012), and chemical treatments including alkaline (Fiore et al. 2015), silane (Agrawal et al. 2000), acetylation (Tserki et al. 2005), benzoylation (Li et al. 2007), and coupling agents have all been tried to improve the compatibility and bonding between NFr and matrix (Saheb and Jog 1999; El-Abbassi et al. 2015). Chemical treatments and surface coatings, in particular, were shown to be useful methods for increasing the mechanical strength of composites by improving their wettability and interfacial characteristics. Kabir et al. (2012) highlighted the critical role of chemically treated NFr in enhancing the efficiency of their composites. Furthermore, Li et al. (2007), investigated various chemical treatment methods and their mechanism of action in improving the properties of composites. Mohanty et al. (2001), discussed how to modify the surface of NFr and how this affects their biocomposites. However, the majority of these surface treatments improved the surface of NFr, but the ultimate consequence was an improvement in the interfacial bonding (IFB) between the NFr and polymer matrix. Once the IFB is enhanced, all the mechanical characteristics of the NFPCs would be supported (Kabir et al. 2012).
These modifications significantly enhanced the IFB, wettability, roughness of NFPCs. However, such composites (with organic compounds) are not feasible in structural and high temperature applications. In general, the NFPCs are required to bear a high load in high structural applications (like tensile and compression). Improved compression strength, tensile strength, toughness, and stiffness are needed to withstand such a high load. Thus, to establish a durable interface region, an adequate scale of physicochemical interactions is required, which might be fostered by van der Waals, hydrogen, and covalent chemical bonding between NFr and matrix. Numerous surface treatments approaches have successfully improved IFB via chemical interactions and mechanical interlocking (George et al. 2001; Bogoeva-Gaceva et al. 2007; Li et al. 2007). However, a combination of modification approaches has also been used to achieve superior IFB (Karnani et al. 1997; Zhou et al. 2016). Recently, nano-reinforcement materials such as nano-CaCO3, zinc oxide NPs, and titanium dioxide have been employed to alter the polymer matrix and fibre in order to achieve the maximum possible IFB through synergy (Wang et al. 2012; Soltani et al. 2013; Li et al. 2017).
This paper focuses primarily on the IFB mechanisms of NFr composites and is organized into three main sections: an overview of the IFB mechanisms, different surface modification approaches targeted at improving IFB between NFr and polymer matrix, and the evaluation the impact of IFB on the mechanical performance of NFPCs. This article will serve as a foundation for future research and industrialisation of NFPCs. In the current situation, where traditional modification techniques are widely utilized to modify NFr for potential industrial applications, researchers and engineers cannot agree on which modification techniques provide the most significant benefits while maintaining the integrity of NFr. As a result, it is vital to highlight the advantages and disadvantages of present NFr surface modification approaches and to envision concrete paths for future improvement. In response to the rising number of publications, this review will discuss the most recent developments in NFr surface modification and the current state of modified NFPCs. Numerous modification strategies have been discussed in detail with suitable examples to demonstrate the effect of surface treatments on the interfacial characteristics. Additionally, the strengths and weaknesses of each modification strategy have been evaluated based on the existing literature.

Fig. 1. Schematic illustration of the interphase in the composite
NATURAL FIBRE POLYMER COMPOSITES
NFPCs are multi-phase materials composed of natural reinforcing fibres originating from plants or animals. The combination of fibre and polymer matrix produces synergistic qualities that cannot be obtained from either component alone. NFr provide several advantages over synthetic fibres, including superior rigidity and strength, low cost, environmentally benign nature, biodegradability, and the fact that they are renewable materials. This review concentrates on composites made from natural-derived fibres. NFr can be categorised generically into the stem, fruit, and leaf fibres, as illustrated in Fig. 2.

Fig. 2. Schematic representation natural fibres’ origin
CHEMICAL COMPOSITION OF NATURAL FIBRE
Natural fibres primarily consist of cellulose, lignin, hemicellulose, pectin, and waxy surface, etc. (Pickering et al. 2016). Hemicellulose and lignin are major components of the secondary cell wall. The crystalline and amorphous portions of cellulose vary from plant to plant and determine the stiffness and mechanical strength of the fibre (Suryanto et al. 2014). Figure 3 is a simplified model of composition of natural fibres that depicts the structure of the cellulose molecule, which is made of D-glucopyranose, which is interconnected with b-1,4- glycosidic linkage having a degree of polymerization of 10,000 (Kbir et al. 2013; Celino et al. 2014). Intramolecular hydrogen bonding is accomplished via the –OH group in cellulose. The microfibril angle is the alignment of this cellulose molecule with regard to the fibre axis, which, along with the degree of crystallinity of the molecule, defines the fibre strength. The larger the crystallinity and smaller the microfibril angle, the greater will be the strength of the fibre (Eicorn 2001; Reddy and Yang 2005). The presence of bulky pendant groups in the structure of hemicellulose and lignin causes them to be amorphous. Hemicellulose comprises a mixture of 5 and 6 carbon ring polysaccharides with 50 to 300 degrees of polymerization, whereas lignin contains an aliphatic and aromatic component composed of 4-hydroxy-3-methoxyphenyl propane. They are quite stable and insoluble in most solvents; however, they dissolve in alkali (John and Thomas 2008). NFr can be used to make sustainable composite materials because of their abundance and accessibility of availability.
Natural fibres generally contain large amounts of the hydroxyl group, which can form hydrogen bonds with polar molecules such as water. Water adsorption is primarily influenced by the relative humidity of the surrounding atmosphere, crystallinity, and amorphous content of cellulose. Cellulose with a high degree of crystalline structure can only accommodate water on its surface. In contrast, if the proportion of the amorphous phase is higher, then water molecules can permeate the interior of cellulose material (Gauthier et al. 1998). As a result, the intake of water molecules has unfavourable consequences. During composite manufacturing, the –OH content of the NFr is accountable for its inability to adapt to a hydrophobic matrix. Water is absorbed and transferred to the bulk of the fibre from the surface by diffusion or capillary action (Munoz and Garcia-Manrique 2015).

Fig. 3. Simplified model of the composition of natural fibres

Fig. 4. Schematic representation mechanism of water absorption
As shown in Fig. 4, water flows into the fibre-matrix interface region, which results in the leaching of water-soluble compounds from surface of the NFr and the debonding between NFr and matrix (Azwa et al. 2013). The strength of the composites produced is determined by the efficiency of the IFB between NFr and matrix. If the IFB between the NFr and the matrix is too robust, then the applied load will result in the formation of a fracture that does not distribute the stress from the matrix to the NFr, producing a brittle material that breaks down (Hidalgo-Salazar et al. 2013). Simultaneously, if the IFB is inadequate, the necessary stress transfer from matrix to NFr will not occur. As a result, the mechanical strength of the composites decreases with time. According to research conducted by many researchers, NFr have a higher water absorption capacity, which rises with increasing fibre loading and time spent in humid circumstances, resulting in poor transfer of stress from matrix to NFr, culminating in composite failure (Vijayakumar et al. 2014; Bujjibabu et al. 2018). Because of inherent flaws in NFr, surface treatment of the fibres can be accomplished through chemical treatments or additives during composite production.
SIGNIFICANCE OF FIBRE/MATRIX INTERFACE
When fibres are introduced to a matrix, the mechanical characteristics (e.g., tensile strength and bending stiffness) of the material can be increased. Fibres serve two functions: 1) carrying most of the compressive or tensile stress imparted to NFPCs, and 2) bridging matrix cracks and reducing crack propagation by dissipating energy around the fracture tip. The stress is transmitted to the NFr via the surrounding matrix when an NFPC is exposed to axial tensile stress, as shown in Fig. 5(a).

Fig. 5. (a) Simplified model of the load transferring at fibre/matrix interface and (b) fibre bridging
The process begins with matrix deformation due to the imposed load. The matrix deformation then causes shear stress at the IFB region between the NFr and matrix (Young 2015). To balance the shear stress, the tensile stress of the fibre is triggered. The fibre carries most of the tensile stress imparted to the NFPCs during this procedure. Figure 5(b) shows the mechanism of fibre bridging. Microcracks begin in the matrix because of its lower fracture strain than fibres. When the strain energy near the crack tip is more than the energy required to build a new surface, the crack will propagate. The stress carried by the matrix is transferred to the fibre via the interface when fibres bridge a crack in the matrix. Based on the interfacial shear strength of the fibre-matrix interface and the tensile strength of the fibre, interface failure (e.g., fibre pull-out and interface debonding) or fibre fracture will occur as the stress increases. The strain energy is dissipated around the crack tip by interface failure and fibre fracture, preventing crack propagation.
In NFPCs, the interface is the shared boundary between the fibre and the polymer matrix, through which load can be transferred from the matrix to the fibres based on strain compatibility. If the interface fails prematurely, then the deformation of the matrix (or strain) is incompatible with that of the fibre, preventing the load from being transferred from the weak component (matrix) to the robust component (fibre). In other words, it is impossible to accomplish the reinforcing impact of fibres on the polymer matrix. Consequently, strain compatibility at the interface is vital for the structural integrity of NFPC’s materials. Due to the different mechanical (e.g., elastic modulus) and physical (e.g., swelling ratio) characteristics of fibres and the matrix, it is difficult to establish strain compatibility under stressed and hostile environmental circumstances. Stress concentration is more likely to occur at the interfacial region than in the fibres or matrix, making it easier to develop microcracks at the IFB between fibre and matrix. The load-carrying capability of the NFPCs material declines as the microcracks propagate. It is critical to investigate the fibre-matrix interfacial characteristics to make the best use of NFPCs material.
Furthermore, the IFB between fibre and matrix is crucial for the long-term mechanical characteristics of NFPCs in hostile environments. For instance, when a NFPC composite is subjected to a high humidity environment (e.g., 95% RH), the mechanical characteristics of the complete NFPCs decline due to the degradation of the fibres, matrix, and IFB between fibre and matrix. The hydrolysis occurs in the matrix and NFr, causing the mechanical characteristics degradation of natural fibres and matrix. The transported moisture degrades the interfacial bonding by weakening the chemical bonds and mechanical interlocking at the interface of the fibre and matrix. In addition, the difference in swelling between the fibre and matrix causes microcracks at their interface (Bradley and Grant 1995; Heshmati 2017). When exposed to high humidity for an extended period of time, the microcracks generated by the swelling mismatch in the early stages of exposure create additional pathways for moisture diffusion, accelerating the propagation of the damage in the natural fibres, matrix, and the IFB between fibre and matrix. Compared to natural fibres derived from plants, synthetic fibres undergo comparatively little hydrolysis.
An investigation was carried out by Sanjeevi et al. (2021), to understand the effects of water absorption on the mechanical properties of hybrid phenol formaldehyde (PF) composite fabricated with Areca Fine Fibres (AFFs) and Calotropis Gigantea Fibre (CGF). The mechanical characteristics of the hybrid composites in a wet condition were inferior than those in a dry condition. The tensile strength of 45 wt% composite at wet condition was 40 MPa lower than the 35 wt% composite in a wet condition due to the penetration of water molecules into the fibre–matrix region. The penetration led to the change of dimensions of the composite specimens and caused weak IFB, thereby decreasing the tensile characteristics. In addition, Mohammed et al. (2017) studied the weather effects on mechanical properties of pure kenaf and the kenaf/glass fiber hybrid composites. The unexposed pure kenaf composites and the kenaf/GF hybrid composites showed an approximate tensile strength of 60.8 and 70.9 MPa, respectively. There was a decreasing trend in the tensile strengths of the pure kenaf composites and the kenaf/glass fibre hybrid composites. Based on the results, it can be observed that the pure kenaf composites showed a higher decrement as compared to the kenaf/GF hybrid composite. This was due to the inclusion of GF to the top and bottom layers of the pure kenaf composites, which worked as a barrier and impeded moisture transfer to the kenaf fibres. The ideal interface ought to fulfil the following objectives.
Bonding Layer
The appropriate interface should have the optimum bonding strength for the interface. When the matrix crack stretches to the IFB phase, the acceptable IFB between fibre and matrix can mitigate the stress concentration at the front end of the matrix crack, prevent fibre debonding, prevent crack deflection, prevent the crack from expanding into the fibre, and consume fracture energy (Hestiawan et al. 2018). To accurately capture the damage initiation and propagation at the constituent level, three-dimensional Representative Volume Element (RVE) models have been developed by modelling the fibre, the matrix, and the coating material separately. In addition, numerous geometrical parameters, including the random distribution of the fibres, the fiber-coating, and the matrix-coating interface decohesions, were considered (Daggumati et al. 2020). In addition, the extended finite element method (XFEM) technique was utilised to capture the coating and matrix material fracture behaviour (Daggumati et al. 2020).
Load Transfer
The IFB phase must be sufficiently strong to operate as a bridge between the matrix and the NFr, allowing stress to convey between them to occur (Merotte et al. 2018). As a result of the poor interface bonding, the interface tends to debond under low tension, making it difficult to convey the load properly. As a result, the strengthening effect of NFr is not fully realized, resulting in inferior mechanical characteristics in composites. If the strength of IFB between fibre and matrix is excessively high, then the interface will be unable to modify the stress distribution, resulting in brittle fracture when the composite is loaded. Only when the interface layer has adequate material, and bonding strength that enables the interface simultaneously convey load and modify stress, allowing composites to achieve superior mechanical qualities (Arbelaiz et al. 2005; Sain et al. 2005).
In a mechanically loaded composite, it is usually assumed that the fibres and the matrix are bonded together and that no different movement exists between them. The strain in each component of the composite can then be deemed same and equal to the composite’s overall strain (Yin et al. 2017). For an elastic response, the stress on a unidirectionally reinforced composite loaded parallel to the fibre axis σc, can be calculated by multiplying the elastic modulus in that direction Ec, by the measured strain εc
 (1) (1) |
A weak interfacial bonding tends to dissipate more energy than that of a robust interfacial bonding. As it pertains to fiber-reinforced composites, debonding can improve the stick–slip friction under imposed cyclic loads, leading to enhanced damping qualities. Geethamma et al. (2005) examined the influence of chemical treatment of coir fiber on damping; the results indicated that the poorer the interfacial bonding, the better the damping capacity is. It has been found that the weak bonding between fibers and matrix could be attributed to the relative motion of fibers. To create composites with high damping, both energy-dissipating material and strong shear strain are required. Thus, improving energy dissipation behaviour through fibre surface treatment to strengthen interfacial damping effects is effective. It was presented that the interfacial damping mechanisms in fiber reinforced composite are closely related to interfacial debonding and friction. Recently, dampening behaviour has evolved to be a hot topic. Fiber reinforced composite with robust damping characteristic is cost-effective for increasing energy attenuation in engineering system applications (Tang and Yan 2020). The intrinsic viscoelastic damping of the matrix is the principal contributor to damping in fibre-reinforced composites. Under dynamic loading, it has been demonstrated that the matrix carries both extensional and shearing stresses. Particularly, damping behaviour related with stress distribution perpendicular to the reinforced fibre axis, commonly known as in-plane shear stress, is essentially entirely dictated by matrix damping (Treviso et al. 2015). It has been claimed that raising the matrix volume percentage at the expense of stiffness and strength can increase damping. The reason can be attributed to the higher stresses in the matrix due to closer spacing which resulted in higher energy dissipation capacity during the dynamic loading (Haddad and Feng 2003; Melo and Villena 2012).
Various types of fibres are currently employed for engineering applications, with carbon fibre dominating lightweight structural composites because of its high modulus and low density. Among the most popular natural fibrous materials, the damping behavior of short coir fiber reinforced natural rubber composites (Geethamma et al. 2005), banana fiber reinforced polyester (Pothan et al. 2003), flax- and hemp-fiber reinforced polypropylene (Wielage et al. 2003), ramie/glass hybrid fiber reinforced polyester composites (Romanzini et al. 2012) has been extensively studied in various applications. The results indicated that the storage modulus of the composites augmented with the increase of hemp fiber loading. The maximum damping ratio was achieved when the composites were reinforced with 30wt% noil hemp fiber (Etaati et al. 2014). In addition, Senthilvelan and Gnanamoorthy (2006) revealed that increasing the amount of short sisal fibre and short banana fibre in polyester composites might enhance their damping qualities. The importance of fibre in the damping behaviour of composites is growing. Moreover, damping composites comprised of high-performance fibre are utilized for a variety of purposes, such as sound absorption, energy storage, vibration control, etc.
Physical and Chemical Compatibility
Prestress will be formed at the interface if the thermal expansion coefficients of the NFr and the matrix are mismatched, particularly during the cooling process, affecting the performance of NFPCs (Lu and Oza 2013). The thermal expansion coefficients of the NFr and the matrix must be properly matched to avoid a thermal expansion mismatch between them (Krishnasamy et al. 2019). A coating can also be applied between the NFr and the matrix to act as a buffer zone, reducing the stress concentration induced by the thermal mismatch between the NFr and the matrix (Nurazzi et al. 2021). Chemical compatibility must be considered between the interface, NFr, and matrix; that is, the chemical composition of the NFr, interface, and matrix must be thermodynamically stable (Chawla 2008). TA Instruments Q400Ethermomechanical analysis equipment (TA Instruments, New Castle, DE, USA) was utilized to assess the matrix glass transition temperature, thermal expansion, and coefficient of natural fibre composites (Thomason et al. 2017).
Prevention or Inhibition of Oxidation
NFPCs are frequently subjected to oxidising conditions at elevated temperatures during their manufacturing or application. At high temperatures, interdiffusion between the matrix and the NFr and erosion in an oxidising environment significantly decrease the characteristics of the NFr (Matuana et al. 2011). Therefore, the IFB region should protect the NFr from damage caused by high temperatures. On the one hand, atomic diffusion and chemical reactivity between the NFr and matrix must be controlled, whereas erosion in an oxidising environment must be avoided (Fabiyi et al. 2008). In short, the resistance of NFr and even composites to high-temperature oxidation must be enhanced (Wang et al. 2005; Matuana et al. 2011). The low thermal stability increases the likelihood of cellulose degradation and the likelihood of volatile material emissions, both of which could negatively impact the composite’s characteristics. Therefore, processing temperatures are restricted to approximately 200 °C, but it is feasible to employ greater temperatures for brief durations. 60% of the thermal breakdown of most natural fibres occurred between 215 and 310 ◦C with an apparent activation energy of 160 to 170 kJ/mol (Yao et al. 2008). By exposing samples to a specified radiant flux, cone calorimeters are commonly used to evaluate the flammability of polymer compounds. A cone calorimeter measures heat release rate (HRR), total heat released (THR), mass loss rate (MLR), time to ignition (TTI), smoke emission (SEA – specific extinction area), and average carbon monoxide (CO) and carbon dioxide (CO2). Lower HRR indicates smaller contribution to a fire (Stark et al. 2010; Zhang et al. 2012). Furthermore, thermogravimetric analysis (TGA) is utilized to study the thermal stability of NFr. A typical TGA curve for composite thermal degradability shows that a sample subjected to heat will slowly suffer weight drop, then the weight will drop sharply over a narrow range and finally turns back to zero slope as the reactant is exhausted. The shape of the TGA curve is determined by the kinetic parameters of the pyrolysis such as reaction order, frequency factor and activation energy while the values obtained depend upon atmosphere, sample mass, sample shape, flow rate, heating rate and the mathematical treatment used to evaluate the data (Azwa et al. 2013).
Appropriate Thickness of the Interface Layer
The IFB will be excessively strong if the interface layer is too thin, resulting in brittle fracture. If the interface layer is overly thick, then the IFB will be insufficiently robust, resulting in reducing the strength of NFPCs. It is possible to achieve a moderate bonding strength while preserving the strength and toughness of the composite by adjusting the thickness of the interface layer (El Jaouhari et al. 2018; Banerjee et al. 2019). Yu et al. (2011), fabricated SiC/SiC composites by coating SiC fibers with PyC layers with different thicknesses. When the thickness of the PyC interface layer is 0.1 μm, the flexural strength of the SiC/SiC composite reaches its maximum value, and the optimal thickness corresponding to the highest fracture toughness is 0.53 μm.
In general, the scanning electron microscope (SEM) is the mostly utilized technique for investigating fibre-matrix interactions at fracture surfaces and polymer distributions in plant fibre composites. It permits the monitoring of monomer-impregnated samples directly and after composites have cured, yielding information on the polymer-fibre interaction (George et al. 2001). Utilizing SEM, Migneault et al. (2015) examined the variation in wetting at the fibre-matrix interface of composites among the different fibres employed, including aspen wood, spruce bark, and spruce wood fibres. At the fibre-matrix interface, the SEM micrographs also revealed variations in interfacial adhesion and mechanical interlocking. The interpretation of the fibre-matrix adhesion is of special significance for the successful design and proper utilisation of NFPCs. There are several micromechanical testing methods for measuring the fibre-matrix interfacial adhesion. Examples include the single fibre fragmentation test (SFFT), the single fibre pull-out test (SFPT), and the microbond test (MT). The detailed summarisation of these tests can be found in the book of Kim and Mai (1998).
MECHANISMS OF INTERFACIAL BONDING
In NFPCs, the major components are the reinforcement NFr and the polymer matrix phases. Three key parameters influence the qualities and performance of composites: matrix, reinforcement, and interface. The interfacial region between the NFr and the matrix plays a significant role in determining the overall material behavior. In composites, the interface, which is frequently referred to as an intermediate area generated by the binding of the fibre and matrix, is a zone of compositional, structural, and characteristic gradients whose width typically ranges from a single atomic layer to micrometers (Zhou et al. 2016). At the interface, there is a strong link between the processes that take place at the atomic, microscopic, and macroscopic levels. Indeed, understanding the sequences of events that occur at these many levels is critical for comprehending the characteristics of IFB phenomena. The IFB between fibre and matrix is responsible for stress covey between the NFr and matrix and is primarily determined by the interfacial adhesion level. A sufficient interfacial strength guarantees that the maximum stress level is maintained without disturbance throughout the interface and from fibre to matrix. The molecular interaction at the interface, as well as the thickness and strength of the IFB region, impact the efficacy of load transmission (Drzal and Madhukar 1993; Awang 2013).
According to the interface definition, a fibre in NFPCs can be divided into two parts. One part does not come into contact with the matrix and retains the characteristics of the original fibres. The other part of the fibre is impacted by the matrix, resulting in characteristics that differ from the original fibre. This difference in the characteristics has two origins: first is the treatment of adsorbed materials on the fibre or matrix prior to composite formation. Functional groups can be added or removed from the initial surface of fibres using surface treatments. As a result, the surface of the fibre differs chemically and structurally from the original fibre. When the fibres or matrix are subjected to air prior being assembled, chemical species in the air may adsorb at the surface, altering/eliminating specific surface reactivity, resulting in a decrease in IFB (Drzal et al. 1983). The second reason is diffusion or chemical reactions between the fibres and matrix.
Physical Attraction Mechanism
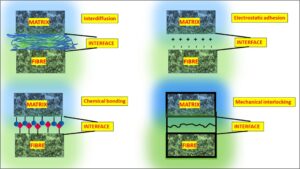
The formation of an interface in composite materials includes physical attraction between electrically neutral bodies, molecular entanglement, inter-diffusion of elements, electrostatic adhesion attraction, chemical bonding reaction between groups on fibre and matrix surfaces, and mechanical interlocking (Drzal et al. 1983). In addition, there are forces with low energy, such as van der Waals forces and hydrogen bonding. Physical attractions (including electrostatic attraction and physical attraction between electrically neutral bodies) may occur before the NFr and matrix contact each other during the formation of IFB. Other mechanisms, such as molecular entanglement and interdiffusion, begin to operate after the NFr and matrix make contact. The final bond between the NFr and matrix is generated by all the mechanisms operating independently or, more likely, in concert (Kim and Mai 1998). Figure 6 depicts the individual bonding mechanisms.
Physical attraction between electrically neutral bodies leads in interfacial bonding on an atomic scale via electron interactions. This interaction is governed by van der Waal forces, which are the attraction between neutral molecules or atoms. It may also be determined by the acid-base interaction, i.e., the polar attraction of Lewis acids and bases, such as electron-deficient and electron-rich elements (Ebnesaiiad and Ebnesajjad 2014). When the distance between the atoms of the fibre and matrix is within a few atomic diameters, the interaction occurs (Kim and Mai 1998). This physical attraction is commonly described in terms of wettability (the ability of liquids to spread over a solid surface) (Kim and Mai 1998).

Fig. 6. Interfacial bonding formed by (a)molecular entanglement; (b) inter-diffusion of elements; (c) electrostatic attraction; (d) chemical reaction between groups on reinforcement and matrix surfaces; (e) mechanical interlocking
Interdiffusion Mechanism
Interdiffusion occurs as a result of intimate intermolecular interactions generated by Van der Waals forces or hydrogen bonding between the molecules of the NFr substrate and the matrix (Liu et al. 2012). Indeed, this adhesion mechanism consists of two stages: adsorption and diffusion. The first stage requires intimate interaction between two constituents, the NFr and matrix, guided by two actions: spreading and penetration. After adequate wetting, permanent adhesion is formed via molecular attractions such as covalent, electrostatic, and Van der Waals. On the other hand, enough wetness between the substrates results in the interdiffusion of NFr and matrix molecules. The extent and degree of diffusion are mostly determined by the chemical compatibility of the two ingredients and the penetrability of the substrate (Kim and Pal 2010). Despite the benefits, inter-diffusion can damage the NFr and lower the toughness of composites when exposed to a high-temperature oxidation environment. Under these conditions, various energy loss mechanisms such as fibre debonding, fibre bridging, fracture deflection, and fibre pull-out may impact the interface between the NFr and the matrix (Xu et al. 2021). The molecules that have diffused may become entangled with other molecules. The ambient temperature affects molecular entanglement (Kim and Mai 1998). As the temperature rises, the molecules in polymer chains gain sufficient energy to overcome local obstacles (such as molecule chains interpenetration) that obstruct molecular motion. When the temperature approaches the glass transition temperature, molecular motion becomes so active that even molecular entanglement is ineffective at preventing molecule chains from slipping (Sethi et al. 2015). As a result, the interfacial connection becomes weaker as the molecular entanglement is gradually unraveled.
Electrostatic Adhesion Mechanism
Electrostatic adhesion is a result of the formation of opposite charges (anionic and cationic) on the interacting surfaces of the NFr and matrix as a result of an electron or ion imbalance, as illustrated in Fig. 6(c); therefore, an interface region composed of two layers with opposite charges is produced, which accounts for the adhesion between the two components of the composite. The interfacial strength is reliant on the charge density (Kim and Mai 1998). When materials are separated, electrostatic attraction is efficient, and the active distance is in the centimeter range, which is greater than the range of other adhesion processes (Hays 1991). As previously stated, interactions based on van der Waal forces can only occur within a few atomic diameters. However, when substances are in close proximity, the electrostatic impact is relatively weaker compared to van der Waals forces (Petrie 2013).
Interestingly, electrostatic discharge treatments were applied to the surfaces of polymer and electrostatic fibres to produce electrostatic adhesion at the interface region, hence enhancing the performance of the composites (Rajak et al. 2019). In addition to this, the adsorption of particles on the surface of fibre through electrostatic interaction may also affect the surface adhesion between the fibres and matrix (Yamamoto et al. 2017; Yamamoto et al. 2016). Due to the aforementioned benefits, electrostatic adhesion was introduced into the fibre-reinforced composite structure (Heath et al. 2015, 2016) to increase the interfacial strength. As previously stated, the poor IFB between the fibre and matrix may limit the practical application of NFr. Thus, it is critical to optimise the matrix-fibre interaction mechanism to broaden the applications of fibre reinforced composites.
Chemical Bonding Mechanism
Chemical bonding occurs at the interface when compatible chemical groups are connected between the NFr and matrix. One common way of enhancing chemical bonding is by utilizing coupling agents, which are bifunctional molecules with one end of the molecule capable of reacting with the compatible chemical group on the fibres and the other end capable of reacting with the compatible chemical group in the matrix. Silane agents and maleated coupling agents are examples of traditional agents. For silane agents, one end of silanes can interact with hydroxyl groups (hydrophilic groups) of the NFr; while the other end interacts with the hydrophobic groups in the matrix (Li et al. 2007; Huda et al. 2008). The function of coupling agents is influenced by the environment when NFPCs with coupling agents are used in practical environments such as hygrothermal and UV temperatures. As a result, an appropriate coupling agent must be chosen based on the operating conditions of NFPCs (Yeh et al. 2021).
Mechanical Interlocking Mechanism
Mechanical interlocking happens between the matrix and rough surface of the natural fibre. The roughness of fibre surface may be defined by the regularity or irregularity valleys, and crevices of fibre surface (Liu et al. 2012). When the surface is rougher, the binding area between matrix and NFr augments, and thus the strength of bonding in interface region can be increased. Apart from the roughness of the NFr, the residual clamping stress induced by the differential in thermal expansion or shrinkage between the NFr and the matrix is also advantageous for the mechanical interlocking of the NFr and the matrix (Kim and Mai 1998). It occurs at the millimeter and micron length scales, while diffusion entanglement occurs at the nanoscale within the cell wall pores of natural fibre. By grafting NPs (e.g., nano clay and nanocarbon tube) to fibres, the surface roughness of the NFr can be increased, hence improving mechanical interlocking. Alkali treatment is a frequently used technique for increasing the mechanical interlocking of NFPCs. Natural fibres contain fat and wax substances that smooth the fibre surface and have a detrimental impact on interlocking. Alkali solution can be used to eliminate fat and wax, thereby roughening the surface of the fibre. As a result, mechanical interlocking can be enhanced. Following alkali treatment, grafting NPs to the NFr surface can augment the roughness and wettability of the fibre surface, hence improving IFB. Zinc oxide NPs have been increasingly common in NFPC research because they possess NPs characteristics and exhibit high chemical reactivity due to their intrinsic functional groups, water repellence, and resistance to ultraviolet radiation (Mohammed et al. 2019). Inorganic NPs were integrated into the cell wall and likely occupied vacuum spaces (micropores) that would otherwise be exposed to water molecules, lowering the hygroscopic qualities of the modified natural fibres (Donath et al. 2004; Hill 2007).
On the other hand, during hydrolysis and polycondensation, the hydroxyl groups of cell wall constituents that are primarily responsible for moisture absorption were probably blocked by forming hydrogen bonds with inorganic NPs, which results in a decrease in hygroscopicity, significantly improves IFB, and further increases other mechanical characteristics, such as tensile strength. Mohammed et al. (2019) reported that zinc oxide nanoparticle-treated kenaf fibre-reinforced unsaturated polyester composites exhibited increased tensile strength compared to untreated composites. The modulus, Tensile strength, break at elongation, flexural modulus, flexural strength, and impact strength of the composites with higher content kenaf/ZnO nanoparticle are 560 MPa, 58MPa, 1.8%, 1300 PMa, 68 MPa, and 31 MPa, respectively. As a result of the amalgamation of zinc oxide nanoparticles, the mechanical characteristics and IFB were improved, and the contact angle results revealed an improvement in wetting of the fibres with the addition of ZnO nanoparticles. Notably, the presence of water molecules at the interface showed a significant effect on the mechanical interlocking. Water in the interface, acting as a lubricant, would exacerbate the slip between the fibre and matrix. On the other hand, the shrinkage and swelling ratios of the fibre and matrix are different. By increasing the moisture content, the residual clamping stress on the interface induced by the shrinkage differential between the fibre and matrix can be reduced (Liu et al. 2015).
Permeability is another fibre-related aspect that affects matrix penetration. Permeability varies according to the surface properties and direction, for example, tangential, radial, and longitudinal. This mechanical interlocking process is commonly employed in polymer composites by etching the polymer surface to augment surface roughness, hence augmenting the surface contact with the fibre and mechanical interlocking (Kim and Pal 2010). In contrast, an augment in mechanical interlocking results in the improvement of other bonding systems.
In general, the fibre-matrix interfacial bonding mechanisms include inter-diffusion, electrostatic adhesion, chemical reactions, and mechanical interlocking. These mechanisms work together to cause adhesion, and one of them is usually dominant. These particular phenomena occur predominantly in all almost natural fibr composites, but they can be minimised or reduced to minimal with a very good process (Zhou et al. 2016).
Besides the aforementioned risk, an additional risk of utilizing NFr is the poor compatibility between fibres and polymer matrix, which results in a non-uniform dispersion formation of fibres within the matrix, and thus generates poor interfacial bonding characteristics. Most polymers, especially thermosetting, are non-polar (hydrophobic, water repelling) substances, which are not compatible with polar (hydrophilic, water attracted) wood fibres, and therefore cause poor adhesion between the fibre and matrix interaction surfaces. That will be discuss in the next section (Mohd Nurazzi et al. 2017).
COMPATIBILITY BETWEEN NATURAL FIBRE AND SYNTHETIC POLYMER
The cellulose structure of the fibres is differentiated by crystalline and amorphous areas. The crystallite area forms a large number density of intramolecular hydrogen bonds, which are strong in comparison to van der Waals interactions. This results in the formation of a cellulose block, making it harder for other chemicals to penetrate. However, the amorphous region readily absorbs dyes and resins. The hydrophilic hydroxyl groups in this area combine with water molecules from the surrounding environment. Water molecules are generally held by hemicellulose, lignin, pectin, and waxy compounds. This results in the NFr being hydrophilic and polar, which reduces its compatibility with non-polar/hydrophobic matrixes (Mwaikambo and Ansell 2002; Abdelmouleh et al. 2007). Polymeric matrices are the most commonly utilised in NFPCs today since they are light weight and can be produced at low temperatures. Both thermoplastic and thermoset polymers have been employed for matrices with NFr (Holbery and Houston 2006). Matrix selection is constrained by the temperature at which natural fibres degrade. Most of the NFr utilized for reinforcement in NFPCs are thermally unstable above 200 °C, although under some circumstances it is possible for them to be processed at higher temperature for a short period of time (Summerscales et al. 2010). Due to this constraint, only thermoplastics that soften below this temperature such as polyethylene (PE), polypropylene (PP), polyolefin, polyvinyl chloride, and polystyrene and thermosets (which can be cured below this temperature) are useable as a matrix material (dos Santos et al. 2008). Indeed, PP and PE are the two most commonly adopted thermoplastic matrices for NFPCs. The main thermosets used are unsaturated polyester (UP), epoxy resin, phenol formaldehyde, and vinyl ester (VE) resins. This hydrophilic property impedes the effectively react with the matrix.
Additionally, pectin and waxy materials coat the reactive functional groups of the fibre, acting as a hindrance to matrix interlock. To dilate the crystalline region, remove hydrophilic hydroxyl groups, remove surface impurities (waxy substances), and improve the effectiveness of interfacial bonding, the surface of the fibre must be treated using various chemical treatments, reactive additives, and coupling agents. Chemical and physical modification of natural fibres is required (Dash et al. 2000).
MODIFICATIONS OF NATURAL FIBRE COMPOSITE TO IMPROVE INTERFACIAL ADHESION
High Energy Treatments
Without utilising chemical agents, physical treatments of natural fibres change their structure and surface characteristics, consequently affecting their mechanical interaction with the polymer matrix. Radiation and discharge treatments such as gamma radiation, corona, and plasma treatments are the most frequently utilized physical treatments in NFr composites for improving the functional properties and changing in the surface structure and surface energy of the NFr (Gassan and Gutowski 2000; Khan et al. 2009a).
Gamma radiation treatment
Gamma radiation treatment of composite materials is not a novel concept. The majority of research examined the effects of gamma radiation on the various characteristics of composite materials. Gamma radiation might be an excellent alternative due to several advantages, including reduced time requirements, uninterrupted operation, environmental friendliness, and design flexibility (Shubhra and Alam 2001; Khan et al. 2009b). Gamma radiation is powerful ionising radiation that can alter the internal structure of a material and decrease its hydrophilicity, resulting in improved crosslinking between the NFr and matrix (Khan et al. 2009c). Numerous scientists have investigated the effect of gamma radiation on composite materials. Khan et al. (2009b) studied the mechanical properties of jute fabric-reinforced polypropylene composites following gamma radiation treatment and reported that irradiated composites outperformed all other non-irradiated composites (Khan et al. 2009c). Hoque et al. (2017) investigated the influence of gamma radiation on the mechanical qualities of raw and polyethylene glycol-modified bleached jute-reinforced polyester composites and discovered that gamma radiation increased mechanical properties up to a point, then began to degrade them. Gamma and electron beam radiation was also used on a PAN carbon fibre-based composite by Jafari et al. (2016). They revealed that, by increasing the gamma and electron doses, the thermal behavior of the composites indicated a higher decomposition degree as a function of the temperature. Besides these, Martínez-Barrera et al. (2020) studied the effects of gamma radiation on the physicochemical properties of polyester resin. According to their findings, commercially available catalysts are insufficient for the complete polymerization of polyester resin. In contrast, gamma radiation can complete such activity, resulting in a high degree of cross-linking and morphological change on the surface when used as a matrix on a composite material.
Corona discharge treatment
Corona discharge treatment is an effective method for surface modification of cellulosic fibres used to fabricate composite materials. It is a cost-effective and environmentally friendly treatment that improves the NFMIF in composites. Corona discharge is an alternative technology for modifying the surface property of fibres. It is used to activate the surfaces of synthetic polymers (for example, polyethylene before printing) and woods (e.g., graft polymerization of the vinyl monomer or ethylene imine to wood) (Uehara and Sakata 1990; Dong et al. 1993). Corona discharge is frequently utilized to enhance the wettability, adhesion, and hydrophilic properties of materials (Belgacem et al. 1994; Ooi et al. 2004) or to graft molecules on polymeric surfaces (Seto et al. 1999; Benhadi et al. 2011).
Compared with chemical activation, corona discharge activation of polymers (which includes lignocellulosic materials) has numerous advantages: exceptional efficiency and commercial feasibility (Mihailovic et al. 2011); environmental acceptability as a solvent-free, continuous process (Benhadi et al. 2011); capacity to modify surface properties without impacting bulk properties (Lei et al. 2000), can be conducted in a variety of atmospheres (Benhadi et al. 2011), and allows for the grafting of a wide variety of species (Bataille et al. 1994; Bataille et al. 1991). Treatment variables such as time and current determine the degree of improvement. Sakata et al. (1993), demonstrated that increasing the degree of corona treatment reduces the contact angle of a droplet of urea-formaldehyde resin on a wood surface. Improved wettability was said to contribute to increased binding strength in that situation.
The treatment induces oxidation on the surface of the specimen in the presence of oxidizing agents such as atomic oxides, oxygen-free radicals, and ozone. Due to oxidation, the surface of the specimen is cleansed while also increasing its mechanical characteristics (Tuominen et al. 2010). Corona treatment improves the bonding and compatibility of fibres and fillers, as Gholshan Tafti et al. (2018) concluded in their study. Tuominen et al. (2010) found that corona treatment improved the oxidation level and surface energy of the specimen. After the corona treatment, Gassan and Gutowski (2000) found fibre and matrix compatibility and specimen surface oxidation increased.
Plasma treatment
Plasma treatment is another effective physical approach for enhancing the surface characteristics of NFr and polymeric materials by harnessing high-energy photons, electrons, ions, radicals, and excited species. Plasma treatment introduces polar or excited groups onto the fibre surface or grafts a new polymer layer onto the fibre surface, allowing for strong covalent bonds between the NFr and the polymer matrix. Additionally, this process roughens the fibre surface, improving mechanical interaction between the fibres, polymer matrix, and IFB (Yuan et al. 2002). The alteration of NFr by treatment in cold oxygen plasma produced from a corona discharge under ideal operating circumstances transforms the fibre into a semi-active filler for the composite (Vladkova et al. 2004, 2006). As a result, the adhesion at the IFB region is augmented with the plasma treatment. The consequence is an enhancement in the mechanical characteristics of the composites (such as flexural strength and modulus, tensile strength, and modulus). Nevertheless, the fibre may degrade over a prolonged exposure time because of the continual effect of particles on the surface, which eventually reduces the IFB between NFr and the matrix (Morales et al. 2006; Oporto et al. 2009).
When subjected to electric field energy, free electrons in the plasma atmosphere begin colliding with neutral gas molecules and transfer energy. This results in the production of reactive species, which are predominantly made up of ions. By connecting these excited ions to the solid surface, the chemical and physical modification on the surface of the material is established. When treated with plasma, the NFr does not change its bulk properties; it only modifies its surface characteristics (Sun 2016).
Macedo et al. (2019) used cold plasma to treat kapok fibres and found changes in the interfacial adhesive characteristics of the polyethylene reinforced kapok fibre composite. After treatment, it was noticed that the mechanical strength of the specimen was augmented, while its thermal stability decreased. Gibeop et al. (2013), investigated the effects of plasma treatment on the mechanical parameters of a jute fibre composite reinforced with polylactic acid (PLA). It was revealed that following treatment, the strength of the specimen rose due to the plasma treatment’s “heating and etching action,” which also increased adhesion by roughening the surface of the fibre. Yuan et al. (2004), examined the change in mechanical characteristics of polypropylene composite reinforced by wood fibre. Increased interfacial adhesion and viscoelastic dissipation were seen due to the roughening effect on the fibre surface. Fazeli et al. (2019), studied the effect of atmospheric pressure plasma treatment on the interfacial adhesion of starch matrix and cellulosic fibre. It was observed that after plasma treatment at low pressures, the tensile strength of the specimen rose dramatically due to improved interfacial adhesion between matrix and fibre.
The primary impacts of plasma treatment on NFr are as follows: Cold plasma treatment can improve the mechanical properties of natural fibres. A considerable augment in tensile strength can be noticed when treated with low pressure air plasma, owing to the increased interfacial adhesion between the NFr and matrix. Surface modification by oxygen plasma treatment results in a significant increase in qualities such as wettability, toughness, compatibility, and IFB. Physical approaches do not alter the chemical composition of fibres, but they do change their surface and structural qualities. Table 1 summarises the significant impacts of different physical treatments on NFPCs.
Table 1. Impact of Physical Treatment on Natural Fiber Composites

Chemical Treatments
Natural fibres are hydrophilic due to their lignocellulosic composition, which contains highly polar hydroxyl groups. As a result, these fibres are fundamentally incompatible with hydrophobic thermoplastics such as polyolefins. The major limitations of employing these fibres as reinforcements in such matrices include poor interfacial adhesion between polar-hydrophilic fibres and non-polar hydrophobic matrix, and difficulties in mixing due to poor wetting of the fibres with the matrix. Therefore, it is imperative that NFr should be subjected to chemical modification to increase the compatibility and adhesion between NFr and matrix (John and Anandjiwala 2008). It would also be desirable that the chemical used for the modification of NFr preserves the biodegradable nature of NFr. Ideally, the chemicals utilised for modification should be derived from sustainable sources as well (Kabir et al. 2013).
Natural fibers have also been treated with various chemicals such as alkali, silane, water repelling agents, peroxides, permanganates, etc. It has been observed that some of these chemical treatments (for example, alkali treatment) can significantly enhance the mechanical characteristics of NFr by modifying their crystalline structure, as well as by removing weak components such as hemicelluloses and lignin from the fiber structure (Li et al. 2007). Also, moisture absorption and subsequent swelling of NFr can be reduced through selective chemical treatments (e.g., water repelling agents). Furthermore, chemical treatments (for example, using silane coupling agents) can increase the fibre-matrix interfacial interactions by forming strong chemical bonds, resulting in a significant improvement in composite mechanical performance (Xie et al. 2010).
Natural fibers are amenable to chemical surface treatment due to the presence of hydroxyl groups. The hydroxyl groups may participate in hydrogen bonding inside cellulose molecules, activating these groups, or they may introduce new moieties that form effective interlocks within the system. Chemical modification can increase surface properties such as wetting, adhesion, surface tension, and fibre porosity. The irregularities of the fiber surface play an important role in the mechanical interlocking at the interface. The interfacial qualities can be improved by modifying the components, which results in changes in physical and chemical interactions at the interface (John et al. 2008; John and Anandjiwala 2008).
Cao et al. (2006) examined the mechanical characteristics of bagasse fiber-reinforced polyester composites before and after alkali treatment. NaOH solutions of 1, 3, and 5% concentrations were employed. Superior properties were obtained for composites made from 1% NaOH-treated bagasse fibers. The authors observed a 13% improvement in tensile strength, 14% in flexural strength, and 30% in impact resistance, respectively, due to chemical modification. Researchers have reported the utilized of benzoic acid for chemical modification of bagasse fibers in polyvinyl chloride composites (Zheng et al. 2007). It was found that the tensile strength of modified composites rose by around 35 %, indicating improved reinforcing. The tensile strength of composites containing untreated fibres was 38 MPa, while that of composites with chemically modified fibres was 52 MPa.
Xue et al. (2007) investigated the influence of the maleic anhydride grafted polypropylene (MAPP) coupling agent on the mechanical characteristics of aspen fiber-reinforced polypropylene (PP) composites. The coupling agent enhanced the adhesion between fiber and matrix and augmented the tensile characteristics of the composites. The tensile strength of the composites containing compatibilizer increased by 15% and flexural strength registered an increase of 40%. The greater interfacial adhesion was also evident. In an interesting study, Teramoto et al. (2004) studied the biodegradation of aliphatic polyester composites reinforced by abaca fiber. Abaca fibers, chemically modified with acetic anhydride, showed greater resistance to biodegradation due to the existence of a protective covering on the fibers.
Alkaline treatment
When natural fibres reinforce thermoplastics and thermosets, alkaline treatment or mercerization is one of the most often utilized chemical treatments. The most significant modification caused by alkaline treatment is the disruption of hydrogen bonding in the network structure, hence increasing the roughness of the surface (Alnaid et al. 2018; Dahham et al. 2018). This treatment eliminates a certain amount of lignin, wax, and oils that cover the external surface of the fibre cell wall, depolymerizes cellulose and exposes the short length crystallites (Mohanty et al. 2001). The sensitive hydroxyl groups (OH) are degraded throughout the treatment and hence react with water (H-OH), leaving the ionized reactive molecules to produce alkoxide with NaOH (Eq. 2) (Li et al. 2007; Huda et al. 2008).
Fibre-cell-OH + NaOH = Fibre-cell-O-Na + H2O + Impurities (2)
As a result, the surface of the fibre becomes clean. As long as the matrix material distributes well over the cellulosic material, this is likely to expose more microvoids in the cellulosic material, which can be conducive to bonding. In other words, the removal of hydrophobic substances from the surface can result in a rougher surface, hence enhancing the stress transmission capacity between the ultimate cells. Furthermore, it reduces the diameter of the fibre and hence increases the aspect ratio (length/diameter). This increases the effective surface area of the fibre, which is necessary for optimal adherence to the matrix (Joseph et al. 2003; Alnaid et al. 2018; Dahham et al. 2018). The ionization of the hydroxyl group to the alkoxide is promoted by adding aqueous sodium hydroxide (NaOH) to NFr (Agrawal et al. 2000). Thus, alkaline processing directly affects the cellulose fibrils, the degree of polymerization, and the extraction of lignin and hemicellulosic compounds (Jahn et al. 2002). Alkaline treatment has two impacts on the fibre: (1) it enhances surface roughness, resulting in improved mechanical interlocking, and (2) it increases the amount of cellulose exposed on the fibre surface, hence increasing the number of potential reaction sites (Valadez-Gonzalez et al. 1999). This treatment dramatically improves the mechanical and thermal properties of the NFPCs. Excess delignification of the fibre can occur if the alkali concentration is higher than the recommended level, resulting in weakening or damage to the fibres (Li et al. 2007; Wang et al. 2007; Dahham et al. 2018). A schematic representation of the cellulose fibre structure before and after an alkali treatment is shown in Fig. 7. Treated fibres have lower lignin content, partial removal of wax and oil cover materials and distension of crystalline cellulose structure.
Cai et al. (2016) demonstrated that a 5% alkaline treatment enhanced the mechanical characteristics of abaca fibre reinforced epoxy composites. The 5 wt% alkali treatment increased the tensile strength and young’s modulus of composites by 8% and 35% respectively as compared to untreated abaca fibers. Also, Vilay et al. (2008), carried out a study on the effect of chemical treatment of sodium hydroxide (NaOH) and fiber loading on mechanical properties of bagasse fiber reinforced polyester composites and and concluded that the higher tensile and flexural values were attained for treated fiber composites compared to those of untreated fiber based composites. The influence of alkali treatment on mechanical characteristics of bagasse fiber reinforced polyester composites was investigated by Cao et al. (2006). From this study, the authors found that the alkali treatment improved the tensile strength by 13%, flexural strength by 14%, and impact energy by 30%, respectively.

Fig. 7. The schematic drawing of the hierarchical structure of natural fibres (a); the alkaline degradation process of natural fibres (b)
Silane treatment
The word silane, which literally has the chemical formula SiH4, also can be used to represent a family of reagents that can be used to modify cellulosic surfaces. Thus, silanes have been utilized as coupling agents to treat the surface of NFr. A typical silane coupling agent contains two reactive groups: one end with alkoxysilane groups reacts with hydroxyl-rich surfaces, such as wood or other NFr, while the other end interacts with the polymer matrix, allowing the NFr to adhere to the polymer matrix and thus stabilize the composite material (Zhou et al. 2015). Silane coupling agents may lower the number of cellulose hydroxyl groups in the IFB between NFr and matrix.
Trialkoxysilanes have received much attention as effective and practical agents for modification of lignocellulosic materials (Szlek et al. 2022). In the presence of moisture, the hydrolysable alkoxy group leads the production of silanols. The silanol then interacts with the hydroxyl group of the fibre, generating stable covalent bonds to the cell wall that are chemisorbed onto the surface of NFr. The fourth substituent attached to the silicon atom in a trialkoxysilane is often selected to be an alkyl chain (Szlek et al. 2022). As a result of the diffusion of hydrocarbon chains into the matrix, the hydrocarbon chains generated by the application of silane restrict the swelling of the fibres by establishing an entangled network (Dhakal et al. 2007). It was hypothesised that the hydrocarbon chains generated by the application of silane affected the wettability of the NFr, hence enhancing the chemical affinity of the polymer matrix.
Silane treatment boosts the tensile strength of the NFPCs, decreases the impact of moisture on the characteristics of the NFPCs, and augments adhesion, and thereby the strength of NFPCs (George et al. 2001; Bogoeva-Gaceva et al. 2007; Li et al. 2007). The surface of NFr has micro-pores, and silane coupling agents are surface coatings. This penetrates into the pores and develops mechanically interlocked coatings on fibre surfaces. Silane-treated fibre composites have been found to have better tensile strength characteristics than alkali-treated fibre composites (Valadez-Gonzalez et al. 1999). The most commonly used silanes are amino, methacryl, glycidoxy, vinyl, azide, and alkylsilanes. During the silane treatment of natural fiber as shown in the Fig. 8, the hydrolysis of alkoxy groups on silane takes place to form silanol (Si–OH) groups, which can then react with hydroxyl groups on the fiber surface (Pickering et al. 2016).

Fig. 8. Reaction of silane with NFr (R representing organic group, … representing hydrogen bonding) (Islam et al. 2021; Creative Commons Attribution (CC BY 4.0))
In a study by Seki (2009), the impact of oligomeric siloxane treatment of jute fabrics on mechanical characteristics of jute/epoxy and jute/polyester composites was studied. At first, the jute fabrics were treated with 5% (w/w) NaOH solution for 2 h, and then the alkali-treated jute fabrics were treated with 1% siloxane. Hand lay-up was used to make the jute/epoxy and jute/polyester composites. The mechanical characteristics such as tensile, flexure, and interlaminar shear strengths of the siloxane treated composites were increased by ~32%, ~22%, and ~109% for jute/epoxy composite and ~31%, ~37%, and ~103% for jute/polyester composite compared to untreated jute fiber composites. In the work of Wang et al. (2020), the surface of the bamboo fibers (BF) was treated with three kinds of silane coupling agents terminated with amino functional groups (KH550), epoxy functional groups (KH560), and methyl functional groups (KH570) to enhance IFB. The effects of silane treatment on the mechanical characteristics and thermal behavior of BF/polypropylene (PP) composites were examined. Mechanical test results showed that the order of modification effectiveness was KH570 > KH550 > KH560. KH570-treated fiber composite exhibited the best mechanical characteristics. The tensile strength and flexural strength of 5 wt% KH570 treatment reached to 36.1 and 54.7 MPa, which were 15.4% and 23.6% higher than those of UBF/PP composites.
Chemical coupling agents are often molecules with dual functionalities. The first function is to react with hydroxyl groups of cellulose and the second function is to react with functional groups of the matrix. Bledzki and Gassan (1999), outlined several mechanisms of coupling in materials, namely: (a) elimination of weak boundary layers; (b) creation of a strong and malleable layer; (c) The formation of a strongly crosslinked interphase area with a modulus intermediate to that of the substrate and that of the polymer; (d) improvement of the wetting between polymer and substrate; (e) formation of covalent bonds with both materials; and (f) alteration of acidity of substrate surface. Figure 9 shows the coupling agent (i.e., silane) mechanism between the hydrophilic fiber and hydrophobic polymer matrix. In this case, the compatibilizing agent is chemically bonded to the fiber and blended by wetting in polypropylene (PP) polymer chain (Arjmandi et al. 2017). As compatibilizer polyethylene-octene grafted maleic anhydride (POE-g-MAH) demonstrated faster mixing and better dispersion when blended with PP compared with conventional polyolefin elastomers (Lim et al. 2008; Bai et al. 2004). It is interesting to note that POE-g- MAH acts as compatibilizer by forming hydrogen bond between maleic anhydride group of POE and hydroxyl group of fibers.

Fig. 9. Mechanism of compatibilizing agent between hydrophilic filler and hydrophobic matrix polymer (Figure redrawn and credit to Arjmandi et al. 2017)
Acetylation treatment
The acetylation of NFr is a well-known esterification method of adding plasticization to cellulose fibres. Acetylation has been widely used to stabilize NFr, enhancing its dimensional stability and resistance to environmental degradation. Acetylation is a process that occurs when the hydroxyl groups in the cell walls of lignocellulosic materials react with acetic at elevated temperatures (usually without a catalyst) (Dhakal et al. 2007). Acetic acid (product from the reaction) must be eliminated before the fibres can be utilized. The hydroxyl groups of lignin and hemicelluloses (amorphous material) react with the reagent, but the hydroxyl groups of cellulose (crystalline material) are firmly packed with hydrogen bonds, inhibiting diffusion of the reagent and resulting in comparatively modest reaction rates. Esterification has been found to enhance the dispersion of NFr in a polymer matrix as well as the dimensional stability and IFB between NFr and matrix of the final composites (Bogoeva-Gaceva et al. 2007; Li et al. 2007).
Acid catalysts such as sulphuric acid and acetic acid are frequently employed throughout the treatment to speed the reaction and optimize the degree of acetylation (Bledzki et al. 2008; Kabir et al. 2012). The esterification reaction not only stabilizes the cell walls, particularly in terms of moisture absorption and subsequent dimensional change of NFr, but it also reduces the void content of the fibre rough surface topography, thereby improving adherence of NFr to the matrix (Sreekala et al. 2002; Haseena et al. 2007). According to some reports, acetylation of NFr can increase the resistance of NFr to moisture absorption by up to 65%, depending on the degree of acetylation (Bledzki and Gassan 1999; Bledzki et al. 2008). Most significantly, compared to untreated NFr reinforcing composites, this esterification of NFr improves the stress convey efficiency at the interfacial region and the mechanical characteristics of its composites (Joseph et al. 2005). Additionally, the greater hydrophobicity of the treated fibres enabled the composite to have a larger volume resistivity than untreated composites by lowering the dielectric constant of the NFPCs (Haseena et al. 2007).
Rowell et al. (1996), investigated acetic anhydride treatment on different types of NFr to analyze the impacts of equilibrium moisture content and reported improved moisture resistance characteristics. This was due to the removal of hemicellulose and lignin constituents from the treated fibre. In a fascinating study, Mishra et al. (2003), employed acetic anhydride treatment (with glacial acetic acid and sulphuric acid) on alkali pre-treated (5% and 10% NaOH solution for 1 h at 300 °C) dewaxed sisal fibre and revealed, improved IFB characteristics of the composites. In addition, Bledzki et al. (2008), studied different concentration of acetylation treatment on flax fibre and reported 50% higher thermal characteristics. Moreover, 18% acetylated flax fibre polypropylene composites showed 25% higher tensile and flexural properties compared to the untreated fibre composites.
Benzoylation treatment
Benzoylation modification employs benzoyl chloride to reduce the hydrophilicity of the NFr and increase interfacial adhesion between NFr and matrix, enhancing the strength of the NFPCs. It also improves the thermal stability of the NFr (Nair et al. 2001; Li et al. 2007). During benzoylation treatment, alkali pre-treatment is utilized. Extractable components such as lignin, waxes, and oil-covering compounds are eliminated at this stage, exposing more reactive hydroxyl (OH) groups on the fibre surface. Following that, benzoyl chloride is applied to the fibres. The OH groups of the NFr are then replaced with benzoyl groups (C6H5C=O), which are connected to the cellulose backbone. This increases the hydrophobicity of the NFr and enhances adherence to the matrix. Joseph et al. (1996), applied benzoyl chloride treatment on alkali pre-treated sisal fibre and reported higher thermal stability compared to the untreated fibre composites. Similar treatment was carried out on flax fibre reinforced in low density polyethylene composites by Wang et al. (2007). The claimed outcome was a 6% augmentation in tensile strength and a 33 % increase in moisture resistance.
Peroxide treatment
Interface characteristics of NFr and matrix can be enhanced by peroxide treatment. The peroxide-induced grafting of polyethylene adheres to the NFr surface. Furthermore, peroxide-induced free radicals interact with the hydroxyl group of NFr as well as the matrix. Therefore, fibre matrix adhesion along the interface is enhanced. Additionally, this treatment decreases the moisture uptake tendency of the NFr and increases its thermal stability (Kalaprasad et al. 2004; Wang et al. 2007). Sapieha et al. (1990) described the pre-treatment of fibres with benzoyl or dicumyl peroxide, resulting in improved mechanical characteristics of the NFPCs. The peroxide treatment process begins with an alkali pre-treatment of the NFr, followed by 30 min of coating with benzoyl peroxide or dicumyl peroxide (about 6% concentration) in acetone solution. Peroxide can be decomposed by heating the solution to a higher temperature (Kalaprasad et al. 2004; Li et al. 2007). Joseph et al. (1996), evaluated the optimal concentrations of benzoyl peroxide (6%), and dicumyl peroxide (4%) treatments on short sisal fibre reinforced polyethylene composites and observed an improvement in tensile strength characteristics. Sood et al. (2015) investigated the impact of chemical treatments on tensile and flexural characteristics of polymer composites fabricated by reinforcing treated sisal fibers into 50-50 mixture of fresh and recycled HDPE matrix. The sisal fibers are treated with NaOH + Maleic Anhydride (MA) and NaOH + Benzoyl Peroxide (BP) + MA. The effect of chemical surface treatments on mechanical characteristics of composites is compared at two different contents (7.5 wt% and 30 wt%) of treated sisal fibers. It was observed that the composites containing 30 wt% of NaOH + BP + MA treated sisal fiber showed higher tensile strength than that noticed for NaOH + MA treated sisal fiber composites. However, at lower fiber content of 7.5 wt%, both the treated fibers composites exhibit almost comparable tensile strength. When compared to the equivalent composites with the same amount of NaOH + MA treated sisal fibres, the flexural strength of NaOH + BP + MA treated sisal fibres was significantly higher at 30 wt% sisal fibres but relatively lower at 7.5 wt% sisal fibres.
Maleated coupling agents
Maleated coupling agents is a highly effective method for enhancing the interfacial interactions between NFr and the matrix. Maleic anhydride groups interact with the hydroxyl groups in NFr, removing them from the fibre cells and thereby decreasing their hydrophilicity. Furthermore, the maleated coupler generates a C-C bond with the polymer chain (George et al. 2001). The strongest adhesion is produced when covalent bonds are established at the interface between NFr and the coupling agent, and molecular entanglement between the coupling agent and the matrix (Huda et al. 2006). The reaction mechanism of the coupling agent with NFr and matrix can be described by activating the copolymer before fibre treatment and subsequently esterifying the NFr.
Table 2. Comparison between Chemical Treatments

This treatment lowers the surface energy of NFr to a level considerably closer to that of the matrix, resulting in increased wettability and improved IFB between the NFr and matrix (Li et al. 2007). During the reaction mechanism of maleic anhydride, polypropylene (MAPP) and the cellulose fibre. MAPP copolymer is activated at a temperature of 170 °C and then the esterification of the cellulose fibres is carrying out. This treatment improves the wettability of the fibre and increases interfacial adhesion (Keener et al. 2004). Mohanty et al. (2004) utilized jute fibre (30% fibre loading, 6 mm on fibre length) treated with 0.5% MAPP concentration in toluene for 5 min and reinforced in PP matrix. The composite showed around 72% higher flexural strength characteristics compared to the untreated fibre composites. The water absorption tendency of the treated fibre composite was also reduced. Similar studies were performed by Mohanty et al. (2004), who reported that 1%MAPP treated sisal fibre–PP composite exhibited around 50%, 30%, and 58% higher tensile, flexural, and impact strength characteristics respectively. Significant effects of these chemical treatments on NFPCs are summarized in Table 2.
Coating on Natural Fibres
A coating can be defined as a substance (often a liquid) applied to a surface and then dried as a continuous or discontinuous coating. However, the application process and the resulting dry film are also considered coating (Jones et al. 2017). Evaporation or curing (cross-linking) by oxidative, thermal, or ultraviolet light, as well as other available methods, are used to dry the liquid coating. Coatings occur in both organic and inorganic forms. Organic coatings are mainly employed for ornamental and functional objectives, whilst inorganic coatings are primarily used for protective purposes (Jones et al. 2017). Typically, coatings are applied in multi-layered systems comprised of a primer and a topcoat. Each coating layer is applied to accomplish a distinct task, while its activities are influenced by the activities of the other layers in the system. Interactions between different layers and interfacial phenomena all contribute significantly to the overall performance of multi-coat systems (Hegedus 2004). Various properties of coatings are typically associated with specific parts of a coating system, as shown in the Fig. 10 (Verkholantsev 2003).
Coatings are typically applied to surfaces for decorative, protective, or functional purposes, though they are frequently used in combination. The phrase “functional coatings” refers to systems that provide additional functionality in addition to the traditional features of a coating (i.e., ornamentation and protection) (Wulf et al. 2002). This added functionality can take on a variety of forms and is dependent on the application of the coated substrate. Typical examples of functional coatings are self-cleaning (Nun et al. 2002; Parkin and Palgrave 2005), easy-to-clean (anti-graffiti) (Kuhr et al. 2003), antifouling (Perez et al. 2003), soft feel (Zhou and Koltisko 2005), and antibacterial (Tiller et al. 2001; Ferraris et al. 2010). Although numerous techniques and applications are involved, there is a common element that is advantageous and meets the needs of some users. Apart from their unique features, functional coatings frequently have to meet other standards; for example, nonstick cookware coatings must be scratch, abrasion, and temperature resistant. Typical expectations of functional coatings include:
• Durability
• Reproducibility
• Easy application and cost effectiveness
• Tailored surface morphology
• Environmental friendliness

Fig. 10. Topographical classification of coating properties
NFr composites have applications in a wide variety of study disciplines. Consequently, much development has been accomplished in the past on NFr and their composites. However, one of the most important disadvantages and obstacles associated with NFr is their hydrophilic nature (Ali et al. 2018). Additionally, the high moisture absorption rate of NFr precludes their use in open environments due to the significant swelling of the NFr. As described in the following section, multiple surface coatings and chemical modifications have been performed to the surface of NFr to alleviate these disadvantages and expand their application possibilities.
Polymer Coatings on Natural Fibres
Some researchers have also attempted the polymer coating on NFr to boost their hydrophobicity as the outcome of good IFB between NFr and matrix, hence increasing the mechanical properties of the bio-composites. Rodriguez and Francucci (2016), demonstrated that vinyl ester-based alkali-treated jute composites combined with PHB-coated jute composites exhibited the best mechanical and water resistance properties. Gupta and Singh (2019) addressed the constraints of jute composites by treating them with alkali and covering them with polylactic acid (PLA). It was suggested that composites composed of treated and coated fibres displayed the best mechanical, thermal, and water resistance property enhancements. Another study examined the mechanical, thermal, and water absorption properties of PLA-coated sisal/polyester composites and concluded that coating fibres improves the properties of their composites (Gupta 2020). Mokhothu and John (2017) coated NFr with a bio-based coating composed of polyfurfuryl alcohol resin and polyurethane to improve the water resistance and mechanical performance of their phenolic resin-based biocomposites. The effect of PLA coating on the static and dynamic mechanical characteristics of polyester reinforced with PLA coated sisal fibres was investigated (Sahu and Gupta 2018).
Flax fibre is a significant NFr formed from the bark of the stems of subtropical plants. Natural flax fibre is a cellulosic polymer. However, its structure is more crystalline, which increases the hardness and tensile strength of natural composites. The modified flax fibre was utilized as a sensor (El Jaouhari et al. 2018), and the authors described the spectroscopic response of polypyrrole PPy coated flax fibres to trimethylamine vapour. The outcomes indicated that the flax-PPy sensor effectively senses harmful vapours.
Cotton fibres are the most often utilized NFr in the textile industry to manufacture cloth. Contrary to popular belief, cotton is also employed in the manufacture of medical masks. Thus, antimicrobial resistance is a critical property to consider when considering the use of cotton fibres in medical applications. The dip-coating procedure used natural rubber latex on the surface of cotton fibres to enhance their antibacterial characteristics (Banerjee et al. 2019). The results indicated that incorporating silver NPs into cured natural rubber latex coatings considerably increased the elongation of cotton fibres (by 25%). Additionally, the enhanced wettability of the natural rubber latex coating resulted in a higher level of antimicrobial resistance against Gram-positive and Gram-negative bacteria.
Due to the versatility and economics of dip coating, the researchers focused on depositing diverse polymer coatings on the surface of NFr. Recently, a biocomposite of modified clay (Mt-Tbz) coating utilizing dip coating on the surface of date palm fibre (Dpf) was produced and recommended for use in antibacterial food packaging (Hassani et al. 2020). Additionally, the Mt-Tbz coating enhanced Young’s modulus and tensile strength of date palm fibre. The addition of Mt-Tbz coating enhanced plasticity significantly because of their excellent interactions with chitosan, cellulose, and water molecules, consequently increasing tensile strength.
Nanoparticle Treatment Natural Fibre Polymer Composites
Environmental consciousness has led to substantial research and industry investment in another class of NFPCs with matrices consisting of starch, cellulose, chitin and chitosan, collagen, lignin, natural rubber, polyhydroxyalkanoate, polylactic acid (PLA), and soy-based resins. In comparison to synthetic polymer-based composites, the biodegradable composites benefit from the same polarities of their reinforcements and matrix, which enhances their compatibility and IFB (Satyanarayana et al. 2009). However, certain surface treatments of the fibres are required for the purpose of reducing moisture susceptibility, which often results in dimensional instability due to NFr swelling and consequent loss of interfacial integrity.
Nanoparticles are transforming material science and polymer composites in unprecedented ways. This advanced method involves adding a small amount of NPs to a variety of polymers and other materials, and thereby significantly improving their performance and quality in areas like thermal, mechanical, moisture adsorption, and flame retardancy (Mohammed et al. 2017a, b). Nanoparticles can be regarded as solid additions that can improve the multiple characteristics of original materials without augmenting their density. Although researchers are increasingly using NFr as a substitute for synthetic fibres in polymer composites due to their low cost, biodegradability, light weight, excellent mechanical characteristics, and sustainability, the compatibility issue between hydrophobic polymer matrix and hydrophilic fibre remains a concern, resulting in the degradation performance of these composites. Various surface treatment procedures such as alkylation, acetylation, and maleated coupling have been used to promote the compatibility of the matrix and NFr. NPs or nanofillers offer enormous potential for usage as filler materials in polymer composites to improve their qualities (Mohammed et al. 2018). Academics and researchers have improved the characteristics of NFr reinforced polymer composites by including nano clay, nano-silica SiO2, carbon nanotubes, and a variety of other NPs (Mohammed et al. 2017a, b). Nanoclay has demonstrated its ability to reduce moisture adsorption in sisal fibre composites, which is an extremely desirable property.
Similarly, nano-silica SiO2 is quite beneficial in improving the mechanical characteristics of these composites. Additionally, carbon nanotubes have been shown to be beneficial in enhancing the mechanical and moisture adsorption capabilities of bamboo and ramie fibre composites (Devnani and Sinha 2019). Nanocomposite has numerous uses in various industries due to its larger surface area and greater aspect ratio, as well as its interesting features. Due to their environmental friendliness, nanocomposites applications provide new technology and business potential for a variety of industries, including aerospace, automotive, electronics, and biotechnology (Mohammed et al. 2017a,b). Hybrid bio-based composites that use the synergy between NFr and a nanoparticle reinforced bio-based polymer can result in better characteristics while preserving an appealing environmental profile (Hosseini 2017).
The purpose of modifying NFr is to maximize the improvement process at the interface by regulating intermolecular forces. Customization of the molecular attraction is possible by fibre modification, polymer matrix modification by integrating nanoparticle-reinforcement, or a combination of the two approaches (Zhong et al. 2009; Karger-Kocsis et al. 2015; Zhang et al. 2018). To improve adhesion and decrease matrix dominating qualities, the idea of synergy or synergistic impact has emerged. The fibre surface is treated with an appropriate functional group, and the matrix is also modified simultaneously by adding virgin or functionalized of NPs to accomplish the synergistic effects. NPs, such as Nano-CaCO3, Zinc oxide NPs, and titanium dioxide, have been frequently employed to modify the polymer matrix because of their outstanding mechanical and physical characteristics (Wang et al. 2012; Soltani et al. 2013; Li et al. 2017). However, the full potential of the NPs can only be achieved if it is homogeneously dispersed within the matrix. NPs are prone to agglomeration due to their high surface energy, which has been demonstrated to be detrimental to the mechanical characteristics of composites in particular (Zabihi et al. 2016).
Further, higher loading of NPs results in agglomeration, which has a negative effect on the final characteristics of the composites (Zabihi et al. 2016; Mohammed et al. 2019). Therefore, an optimal quantity and carefully modified surface are desirable for maximizing the unique characteristics of NPs. The NPs may operate as a bridge between the NFr and the polymer matrix, enhancing interfacial adhesion (Mohammed et al. 2019). The interfacial characteristics can be improved by modifying the fibre, matrix, and NPs in hybrid composites (Pracella et al. 2010). NPs is considered to increase the surface roughness of the fibre, hence increasing interfacial adhesion by mechanical interlocking (Mohammed et al. 2018).
Various nanoparticles utilized in natural fibre reinforced polymer composites
Since the last several years, nearly everything has become “nano,” including materials that have been around for over a century, such as carbon black, which has been widely utilized as reinforcement or filler in rubbers. Nanofillers are found in both organic and inorganic environments. Inorganic NPs materials include silica (SiO2), titanium dioxide (TiO2), calcium carbonate (CaCO3), and polyhedral oligomeric silsesquioxane (POSS). However, fillers, such as coir nanofiller, carbon black and cellulosic nanofiller, and many others, are derived organically and naturally represent organic NPs. According to Mohammed et al. (2019), the general principle of nanocomposites is to create a comprehensive interface between the nanoscale building blocks and the polymer matrix. Frequently, the homogenous distribution of NPs presents a dilemma.
NPs are defined as solid materials that can be added to polymer matrixes and lignocellulosic fibres. They are structurally and chemically distinct from polymer matrices and lignocellulosic fibres. They can be one-dimensional, such as plates and laminas, two-dimensional, such as nanotubes and nanofibres, or three-dimensional, such as isodimensional NPs. They are mainly composed of inorganic compounds, but occasionally organic ones as well. Various NPs such as nano clays, primarily montmorillonite, (Ashori and Nourbakhsh 2011; Mohan and Kanny 2011), nano SiO2 (Hosseini et al. 2014), nano TiO2 (Vilakati et al. 2010), carbon nanotubes (Kushwaha et al. 2014), and nanographene are employed in NFr reinforced polymer composites (Chaharmahali et al. 2014; Javanshour et al. 2021). Besides these conventional fillers, additional nanofillers such as oil palm nanofiller have been evaluated (Saba et al. 2016). Using a trace amount of these fillers significantly improves the mechanical, thermal, and moisture adsorption qualities. Nanomaterials are categorized into three types according to their shape, as illustrated in Fig. 11.
Among the inorganic NPs utilized for fabric functionalization, ZnO is particularly appealing because of its unique mix of desirable qualities such as low cost, high abundance, environmental friendliness, and excellent mechanical, thermal, and chemical stability. Additionally, ZnO nanostructures with customized morphologies (rods, prisms, flowers, wires, and tubes, for example) can be easily synthesized via wet and dry methods (Preda et al. 2013; Tchoe et al. 2020) and engineered to yield advanced functional materials for use in superhydrophobic surfaces (Preda et al. 2013; Florica et al. 2016), photodetectors (Costas et al. 2019; Tchoe et al. 2020), and other applications.

Fig. 11. Various types of nanoscale materials (Figure redrawn and credit to Kumar et al. 2009)
In recent years, the development of ZnO nanostructured interphases for enhancing IFB between fibre and matrix in polymer composites has garnered substantial interest, as the mechanical properties of the composites are ultimately dependent on the performance of the interphase. Thus, for a particular fibre and resin system, the production of composite materials with optimum properties for specific applications requires the design of appropriate interphase capable of controlling the interfacial shear strength. As a result, ZnO electroless deposition can be considered an excellent method for increasing the mechanical performance of NFr composites, hence broadening their potential application as structural materials.
In the period of development of nanotechnology solutions for diverse applications, the exploitation of nanomaterial to improve interfacial adhesion in carbon fibre composites could potentially lead to enhanced mechanical interlocking as well as chemical interaction (Naebe et al. 2010; Bafekrpour et al. 2012). Nanomaterials can be introduced onto the fibre surface in two ways: by dip coating the fibre in water-based solutions containing NPs or by directly grafting them onto the fibre surface (e.g., chemical vapor deposition, chemical vapor infiltration, and injection chemical vapor deposition). Nonetheless, there have been limitations such as optimization and reduction of fibre strength. Additionally, these processes are easily scaled up to large production volumes, although the cost of carbonous nanomaterials (e.g., graphene, carbon nanotube, and carbon nanofibre) is relatively high (Sharma et al. 2014; Yao et al. 2018).
A significant justification for employing NPs is their inherent large surface area-to-volume ratio, which increases the degree of interactions between NPs and matrix, thereby enhancing the overall impact on the material behavior. A nanoparticles system with a homogeneous distribution lead to better nanocomposite behavior. Agglomeration of NPs degrades material performance by forming voids initiation, which serve as sites of failure and crack propagation (Yu et al. 2000). As a result, the quality of NPs distribution in polymer matrix is critical. NPs within the nanometer range of less than 100 nm are prone to agglomeration or clustering due to the dominating intermolecular van der Waals interactions that exist between NPs (Qian et al. 2000). The apparent differences in the characteristics of polymer nanoparticles composites can be deduced from their extremely broad interfacial nanoparticles area. The interfacial region of NPs is orders of magnitude larger than that of traditional macro or micron dimensioned particles (Bai et al. 2018). Consequently, composites of polymer nanoparticles exhibit superior gas barrier, solvent resistance, and flame retardant characteristics compared to pure matrices (Hegde et al. 2020).
Increased incorporation of NPs above a certain threshold level can result in the formation of a network that further restricts the mobility of the polymeric chains. Furthermore, enhancement in the characteristics of polymer nanoparticle composites is dependent on the interfacial region, the proximity of the NPs, and the interfacial interactions (Yang et al. 2011). As a result, in addition to the behavior of the composites ingredients, additional aspects of the composites, such as the interfacial area, play an important role in the final performance of the composite. Enhancing the interface between NFr and matrix is also critical for green biocomposites, particularly NFr polymer biocomposites and nano-biocomposites because the bonding between hydrophilic NFr and some hydrophobic polymers is relatively weak (Mazurkiewicz-Pawlicka et al. 2020). Furthermore, robust bonding at the polymer/NFr and polymer/NFr/NPs interfaces is critical for efficient stress convey from damaged to undamaged fibres, hence improving the mechanical properties of the NFPCs. Additionally, poor bonding enables the formation of energy-absorbing sites across interfacial faults, enhancing material toughness. Therefore, efficiently controlling the polymer/NFr and polymer/NFr/NPs interfaces makes it possible to derive composites with variable properties from the same polymer/NFr and polymer/NFr/NPs interfaces. Table 3 displays the effect of nano fillers on the properties of NFr reinforced composites.
Interaction Nanoparticles with Natural Fibers and Polymer Composites
Nanoparticles could penetrate the cell wall before hydrolysis and poly condensation. However, nanoparticles become mostly deposited in cell lumens and partially in cell walls. Due to the presence of nanoparticles in both the cell walls and lumens, the physical and mechanical properties of the ensuing natural fibres would be affected to varying degrees (Wang et al. 2012). Inorganic nanoparticles were integrated into the cell wall and were likely occupying the vacant space (micropores) that would otherwise be accessible to water molecules, hence decreasing the hygroscopicity of the modified natural fibres (Donath et al. 2004; Hill. 2007). On the other hand, the hydroxyl groups of cell wall components mainly responsible for moisture absorption possibly were blocked by formation of hydrogen bonds with inorganic nanoparticles during hydrolysis and polycondensation, which may have contributed to reduced hygroscopicity and increased IFB.
Amalgamation of the inorganic nanoparticles into cell walls reduce the ability of the cell wall to swell owing to bulking, hence enhancing the dimensional stability of impregnated natural fibres. In reality, only the inorganic nanoparticles integrated into the cell wall are anticipated to affect hygroscopicity, dimensional stability of natural fibres, and IFB, whereas those deposited in the cell lumen are anticipated to play a small impact (Tshabalala et al. 2011). The inorganic nanoparticles loaded into cell wall and on the surface may provide strong static electric attractive forces to nonpolar polymer surface, and hence the compatibility between the fibers and the polymer matrix caused enhanced mechanical characteristics and decreased water absorption. In the other words, the impregnation of the inorganic nanoparticles into the micropore structure of the fiber cell walls can reduce the micro void volumes in the fiber, as well as reduce air bubble formation during the composite fabrication process (Mai and Militz 2004).
The behavior of composite is determined by the nature of the interface between the NPs and the matrix (Douce et al. 2004). However, interactions between NPs and matrix are classified as covalent or non-covalent based on hydrogen bonding (Fu et al. 2008), van der Waals (VDW) (Liao and Li 2001), and electrostatic forces (Choi and Ryu 2010). As a result of the interactions of the composite constituents, numerous enhancements in the mechanical behaviour of the composites occurred.
The chemical structure of the polymer and the surface charge of the NPs govern the interfacial interaction between polymer reactive groups and NPs (Lordi and Yao 2000). These interaction activities are characterized according to their ability to form covalent bonds: carboxyl and sulfonation groups, amide or amine groups capable of forming covalent bonds with other groups on the NPs, such as hydroxyl groups (Liu et al. 2017). Ionic-bonds: These are chemical bonds formed by the action of coulombic forces between positively induced and negatively disposed charges. In general, the accessible polymeric chain network and NPs have opposing charges, which helps the formation of nanocomposites. Chiral-bonds: Chiral activity is used to prepare nanocomposites using in-situ polymerization. Here, organic matrices express a pair of electrons that engage in chiral activities with open electron orbitals, resulting in a chemical reaction. Affinity effect: In this case, the attraction of NPs to surface groups on polymer chains facilitates covalent bonding. This characteristic enables the NPs to be distributed uniformly within the matrix. Nevertheless, interactions between NPs and matrix are categorised as follows:
Non-covalent interaction
The non-covalent interaction between NPs and polymer matrix can be improved by incorporating bridges, polymeric wrapping, interfacial zone, and enlargement (Mu and Winey 2007). Bridging happens when a polymer chain simultaneously interacts with two or more reinforcing NPs. On the other hand, as NPs content is increased and a greater molecular weight polymer is used, the opportunity for bridging occurrence will be increased (Gao et al. 2011). The particular interactivity zone between NPs and polymer matrix is a significant factor that affects composite behaviour. It is defined as the polymer-NPs-per-unit-volume interfacial region. It is related to the density ratio of polymer matrix in relation to their concentration, NPs content, and NPs diameter (Nish et al. 2007). Thus, studies have indicated that polymer matrix is linearly correlated to the total interfacial zone of the NPs, meaning that the low NPs incorporation is more likely to exert a bigger impact on the behaviour of the end product. Wrapping the NPs with polymeric chains and increasing the interaction is essential for enhanced NPs dispersion in the matrix. Additionally, interfacial crystallisation of a semicrystalline polymeric host can be used to improve interfacial interactions between NPs and polymer matrix. Here, NPs will act as nuclei, while the semicrystalline substance will crystallise at the interface region between NPs and polymer matrix (Hersam 2010).
Covalent interactions
Covalent interaction activity takes place when polymer chains are chemically bonded to the reinforced NPs (Hirsch 2002). For this purpose, it is critical to apply appropriate chemical modifications to the NPs surface in order to attach functional groups able to interact with the matrix. Another possibility is to modify the polymer matrix before chemically binding it to the NPS. Although covalently bonding the NPs and the matrix is more effective at increasing interfacial strength due to increased adhesion, the pre-treatment technique requires careful attention.
Influence of Interface Between Nanoparticles and Natural Fiber Polymer Composites on Mechanical Behaviour
Nano-reinforcements have been recognised as the superior option for enhancing the mechanical properties of NFPCs. Due to the fact that nanoscale fills are typically defect-free, the applications in the field of polymeric composite region setting have the potential to circumvent the limitations of the conventional micrometre scale. Consistent and ubiquitous inclusion of nanoparticles creates a wide interfacial contact surface, which affects relaxation behaviour as well as physical, molecular mobility, and thermal performance (Pasupathi et al. 2020). Jiang et al. (2013) studied the effect of nano-silica on the properties of polymer matrix composites containing urea formaldehyde. In addition, the study found that nano-silica improved the adhesion of composites, while nano-impregnated composites increased the adhesion and bending young’s characteristics of wood by around 15% and 21 %, respectively. In addition, Kushwaha et al. (2014) anticipated the effect of carbon nanotubes (CNT) on epoxy-based polymer composites with bamboo in various fractions and evaluated the physical properties of such composite material. The addition of CNT to an organic fibre epoxy composite material enhanced its mechanical characteristics. Furthermore, the study indicated that the inclusion of carbon nanotubes affected the water-retention capacity of composite materials. The effect of titanium dioxide nanoparticles on the thermal and physical characteristics of a bagasse-based composite was studied by (Vilakati et al. 2010). While the matrix stress measured 12 MPa, the addition of 2 % nano-titania filler increased the strength by 11 %.
Sharma et al. (2022) examined the effect of nanoclay reinforcement in luffa/epoxy (LE) polymer composite material at various loading fractions (0%, 1.0%, 2.0%, and 3.0%). In terms of mechanical property enhancement, the addition of nanoclay up to 2.0 % in LE composites were found to be increasingly advantageous. However, the addition of nanoclay after 2.0% had ended-up in adverse impacts due to the agglomeration of the nanoparticles. The highest percentage improvement in tensile, compression and flexural properties was observed as 20.0%, 18.69%, and 21.44%, respectively with the addition of 2.0% of nanoclay in LE composites. The percentage of enhancement in tensile, compression and flexural properties was suppressed by 6.44% 8.5%, and 8.32%, respectively with the addition of 3.0% nanoclay comparing to the previous fraction.
Polymer matrix interfacial interactions with NPs have a crucial influence on the mechanical behavior and performance of manufactured polymer nano composites. According to research, nanofillers can be used to modify the characteristics of polymer matrix (Ren et al. 2018). Inorganic microparticles such as glass, talc, and calcium carbonate have been widely used to improve the mechanical properties of traditional composites (Karthikeyan et al. 2017; Yan et al. 2019). These qualities can be further enhanced by raising their aspect ratio and shrinking the dimensions of the NPs to the nanoscale scale. However, Hubbe and Grigsby (2020) emphasized in their review that depending on many findings of different studies, there does not appear to be any consistent and dependable advantage of using nano-sized cellulosic reinforcements when attempting to achieve high values of composite strength or modulus. The characteristics of NPs and polymer matrix, NPs dispersion, interfacial adhesion, and processing procedures are parameters to consider (Nuriel et al. 2005) since the behavior of polymer nanocomposites is strongly dependent on their microarchitecture. The mechanical properties of polymer nano composites are highly dependent on the NPs dimension, applied load, and NPs/polymer matrix interfacial bonding (Tran et al. 2008). The interfacial bonding is crucial for evaluating mechanical load transfer from polymer matrix to NPs (Vijayaraghavan and Zhang 2019). Notably, the interfacial adhesion is the primary determinant of the toughness and strength of the composites. Consequently, the distribution of NPs within the matrix, interfacial adhesion, geometrical dimensions, etc., play crucial roles in enhancing the mechanical properties of the composites (Vijayaraghavan et al. 2015). In addition, mechanical characteristics are evaluated using standard methods such as tensile, and compression analysis (Zolali and Favis 2017).
The tensile strength of nanocomposites is determined by the effectiveness of stress transfer between the elements of the nanocomposites and the interfacial adhesion of the composite elements. Strength is increased when the load is efficiently transferred to the NPs (Lau and Hui 2002; Zhong et al. 2018). At specified NPs volume fractions, the smaller NPs have a larger interfacial area, resulting in a large area of stress transfer regions (Lau et al. 2004). Strength also influences the efficiency of load transfer (Paiva et al. 2004). In contrast to composites with strong interfacial interaction (Thostenson and Chou 2002), composites with poorly adherent NPs would have insufficient strength due to non-continuity produced by interfacial de-bonding, which inhibits the NPs from effectively transferring the applied load. Multiple studies on surface treatment of NPs for composites materials have been conducted (Reddy et al. 2018; Ahmad et al. 2019), resulting in enhanced dispersion and interfacial interaction, as a result, increased tensile strength of the composites. These findings suggest that chemical bonding at nanofiller- polymer matrix interfaces can significantly increase the strength of composites.
Even though NPs improve the mechanical properties of polymer composites the NPs tend to agglomerate throughout the manufacturing process (Singh et al. 2002; Jux et al. 2017). Agglomeration produces NPs with poor dispersal in the polymer matrix and deteriorated material characteristics. The measured mechanical characteristics rely on the size distribution of the agglomeration and the NPs weight fraction (Uddin and Sun 2010; Fankhanel 2020). West and Malhotra (2006) manipulated the dispersion quality of NPs by subjecting the probe to a variety of ultrasonic treatments and observed that the dispersion quality had a substantial effect on the mechanical properties. Zare and Rhee (2017) demonstrated that reducing the size of NPs while increasing the diameter of NPs aggregates results in low reinforcing efficiency. Ma et al. (2017) used the Paul and Maxwell models to find the agglomeration moduli. They discovered that the agglomeration of NPs reduces Young’s modulus substantially compared to the fine dispersion of NPs.
However, with more significant loadings, such as 5% and 10% of NPs, the interfacial bonding strength increased by 24 and 17.19%, respectively. The lesser rise in interfacial bonding with increasing NPs content may be attributable to the inhibiting impact of NPs on the surface for further penetration of the polymer matrix into the NFr surface, resulting in incomplete wetting. To elaborate more on this aspect, it can be deduced that the interfacial adhesion relies on the thickness of the interface region in which the NPs exist. Higher NPs concentrations can result in the formation of congested nanomaterial on the NFr surface, limiting the percolation of polymer matrix and its penetration into the NFr surface; hence, some portions of the fibre surface remain intact. Consequently, as the NFr is exposed to the load, it is hypothesized that the thick interphase is capable of sliding easily (Karger-Kocsis et al. 2015; Zabihi et al. 2017). This putative mechanism is depicted schematically in Fig. 12.

Fig. 12. Schematic representation effective mechanisms in interfacial performance of modified natural fibre with high level of nanoparticles loading
Table 3. Summary of Effect of Nano Fillers on the Properties of NFr Reinforced Composites

CONCLUSION AND FUTURE PROSPECTS
- Natural fiber polymer composites (NFPCs), in which a variety of fillers and fibres are utilised as agents of reinforcement, have piqued the interest of experts in various engineering and technology application. Fibres made of natural materials are gaining popularity as an alternative to materials made of synthetics in reinforcing composites due to their bio-renewable properties and environmentally friendly behaviour, and can therefore be used effectively in a variety of applications despite the fact that artificial fibres are commonly used to manufacture composites.
- This paper presents a comprehensive review of the interfacial properties of NFPCs. The interface mechanism and the interfacial properties of NFPCs are studied. The interfacial characteristics are also introduced. The mechanism of interphase in composite materials includes physical attraction between electrically neutral bodies, molecular entanglement, interdiffusion, chemical bonding, reaction bonding, and mechanical bonding. The final bonding is most likely formed by the combination of some of these mechanisms.
- The natural fiber (NFr)-matrix interface and the relationship between interface and bulk composites were detailed in depth to provide a better understanding, which lead to the development of a unique approach for better bonding between NFr and matrix, and compatibility with a wider range of materials/components. Understanding the relationship between the processing methods and mechanical properties of the composites and the recycling characteristics/options of the NFRCs will result in the development of more beneficial technologies and applications for NFr and its composites.
- This review summarizes recent scientific research on the surface treatment of NFr. Physical, chemical, and nanoparticle treatment approaches have been discussed, with a focus on how each treatment affects the surface characteristics of the fibre and the IFB characteristics with the polymer matrix. Most of the treatment approaches presented were shown to be efficient in enhancing the interfacial adhesion of NFr with polymer matrix but at the price of the intrinsic strength of the fibre.
- Although plasma and corona treatment are versatile fibre treatment technologies, their high operating costs and technical problems have limited their usefulness for large-scale utilization. Combining two or more modification methods reveals intriguing multi-functional properties. However, given the various methodologies and high cost, this strategy does not appear scaleable. The development and selection of efficient and cost-effective surface modifiers for both fibre and matrix are the first critical area to be considered for future development. The tendency is toward treatment that not only gives excellent customization but also has a low economic impact.
- Polymer matrix and NFr have been infused with nano-reinforcements such as carbon nanotubes, nano-CaCO3, and titanium dioxide to increase interfacial adhesion and acquire multifunctional characteristics. The purpose of inserting these NPs was to achieve synergy in the strengthening mechanism by forming physical and chemical anchor points that were excellent for interfacial bonding (IFB). According to the current data, the incorporation of nano-reinforcements with NFr would undoubtedly open the way for the production of high-performance composites with multifunctional properties that are suited for advanced applications.
- The interface and adhesion of biobased nanocomposites are tremendously advantageous to their development and would help bridge the gap between scientific difficulties and practical production due to the nanoscale interfacial of the composites determining stress transmission, interfacial penetration, interface, and adhesion at the nanoscale.
- In the examination of the fibre-matrix interface, the approach to improve the IFB based on the interface mechanisms continues to be a crucial factor. Utilizing nanoparticles can improve IFB through a variety of interface mechanisms, such as enhancing mechanical interlocking, increasing the wettability of fibre surfaces, and chemical bonding. Researchers are currently focusing on a “growth” technique that makes nanoparticle grafting more efficient than soaking fibres in a nanoparticle-containing solution. This “growth” technique currently is employed in the fiber polymer composites containing one type of fibre. It will take more research to adapt the technology to the intra-layer hybrid fiber polymer composites which have different fibres in one fiber polymer composites.
- To achieve the practical application of NFPCs-nanoparticles in composite materials, it is necessary to investigate both experimentally and theoretically the influence of nanoparticles on the interfacial bonding under various conditions (such as weathering, ultraviolet, and hygrothermal environments) for long-term exposure. Additional research can concentrate on assessing the chemical or physical changes of the interface with nanoparticles throughout exposure and developing life forecasts that account for the deterioration of the fibre matrix interface with nanoparticles.
ACKNOWLEDGMENTS
The authors like to express their appreciation to the Faculty of Chemical Engineering Technology, Universiti Malaysia Perlis (UniMAP), Special thanks to those who contributed to this project directly or indirectly.
REFERENCES CITED
Abdelmouleh, M., Boufi, S., Belgacem, M. N., and Dufresne, A. (2007). “Short natural-fibre reinforced polyethylene and natural rubber composites: Effect of silane coupling agents and fibres loading,” Composites Science and Technology 67(7-8), 1627-1639. DOI: 10.1016/j.compscitech.2006.07.003
Agrawal, R., Saxena, N. S., Sharma, K. B., Thomas, S., and Sreekala, M. S. (2000). “Activation energy and crystallization kinetics of untreated and treated oil palm fibre reinforced phenol formaldehyde composites,” Materials Science and Engineering: A 277(1-2), 77-82. DOI: 10.1016/S0921-5093(99)00556-0
Ahmad, M. W., Dey, B., Sarkhel, G., Bag, D. S., and Choudhury, A. (2019). “Exfoliated graphene reinforced polybenzimidazole nanocomposite with improved electrical, mechanical and thermal properties,” Materials Chemistry and Physics 223, 426-433. DOI: 10.1016/j.matchemphys.2018.11.026
Ali, A., Shaker, K., Nawab, Y., Jabbar, M., Hussain, T., Militky, J., and Baheti, V. (2018). “Hydrophobic treatment of natural fibres and their composites—A review,” Journal of Industrial Textiles 47(8), 2153-2183. DOI: 10.1177/1528083716654468
Alnaid, A., Noriman, N. Z., Dahham, O. S., Hamzah, R., Sudin, S., Idrus, S. S., Shayfull, Z., and Mohammed, M. (2018, June). “Effects of sodium hydroxide treatment on LLDPE/DS composites: Tensile properties and morphology,” Journal of Physics: Conference Series 1019(1), 012061. DOI: 10.1088/1742-6596/1019/1/012061
Al-Oqla, F. M., Sapuan, S. M., Anwer, T., Jawaid, M., and Hoque, M. E. (2015). “Natural fibre reinforced conductive polymer composites as functional materials: A review,” Synthetic Metals 206, 42-54. DOI: 10.1016/j.synthmet.2015.04.014
Arbelaiz, A., Cantero, G., Fernandez, B., Mondragon, I., Ganan, P., and Kenny, J. M. (2005). “Flax fibre surface modifications: Effects on fibre physico mechanical and flax/polypropylene interface properties,” Polymer Composites 26(3), 324-332. DOI: 10.1002/pc.20097
Ashori, A., and Nourbakhsh, A. (2011). “Preparation and characterization of polypropylene/wood flour/nanoclay composites,” European Journal of Wood and Wood Products 69(4), 663-666. DOI: 10.1007/s00107-010-0488-9
Awang Ngah, S. (2013). Static and Fatigue Behaviour of Fibre Composites Infused with Rubber-and Silica Nanoparticle-modified Epoxy, Ph.D. Dissertation, Imperial College, London.
Azwa, Z. N., Yousif, B. F., Manalo, A. C., and Karunasena, W. (2013). “A review on the degradability of polymeric composites based on natural fibres,” Materials and Design 47, 424-442. DOI: 10.1016/j.matdes.2012.11.025
Bafekrpour, E., Simon, G. P., Yang, C., Habsuda, J., Naebe, M., and Fox, B. (2012). “Effect of compositional gradient on thermal behaviour of synthetic graphite–phenolic nanocomposites,” Journal of Thermal Analysis and Calorimetry 109(3), 1169-1176. DOI: 10.1007/s10973-012-2386-3
Bai, S. L., Wang, G. T., Hiver, J. M., and G’Sell, C. (2004). “Microstructures and mechanical properties of polypropylene/polyamide 6/polyethelene-octene elastomer blends,” Polymer, 45(9), 3063-3071. DOI: 10.1016/j.polymer.2004.02.070
Bai, L., Sharma, R., Cheng, X., and Macosko, C. W. (2018). “Kinetic control of graphene localization in co-continuous polymer blends via melt compounding,” Langmuir 34(3), 1073-1083. DOI: 10.1021/acs.langmuir.7b03085.s001
Balakrishnan, P., John, M. J., Pothen, L., Sreekala, M. S., and Thomas, S. (2016). “Natural fibre and polymer matrix composites and their applications in aerospace engineering,” in: Advanced Composite Materials for Aerospace Engineering, Woodhead Publishing, Sawston-Cambridge, pp. 365-383. DOI: 10.1016/b978-0-08-100037-3.00012-2
Banerjee, S. L., Potluri, P., and Singha, N. K. (2019). “Antimicrobial cotton fibre coated with UV cured colloidal natural rubber latex: A sustainable material,” Colloids and Surfaces A: Physicochemical and Engineering Aspects 566, 176-187. DOI: 10.1016/j.colsurfa.2019.01.018
Bataille, P., Dufourd, M., and Sapieha, S. (1994). “Copolymerization of styrene on to cellulose activated by corona,” Polymer International 34(4), 387-391. DOI: 10.1002/pi.1994.210340406
Battaille, P., Dufourd, M., and Sapieha, S. (1991). “Graft polymerization of styrene onto cellulose by corona discharge,” Polymer Preprints 32(1), 559-560.
Belgacem, M. N., Bataille, P., and Sapieha, S. (1994). “Effect of corona modification on the mechanical properties of polypropylene/cellulose composites,” Journal of Applied Polymer Science 53(4), 379-385. DOI: 10.1002/app.1994.070530401
Benhadi, S., Ragoubi, M., Joly, J. P., Molina, S., George, B., and Brosse, N. (2011). “Corona discharge treatment route for the grafting of modified β-cyclodextrin molecules onto cellulose,” Journal of Inclusion Phenomena and Macrocyclic Chemistry 70(1), 143-152. DOI: 10.1007/s10847-010-9879-0
Bledzki, A. K., and Gassan, J. (1999). “Composites reinforced with cellulose-based fibres,” Progress in Polymer Science 24(2), 221-274. DOI: 10.1016/s0079-6700(98)00018-5
Bledzki, A. K., Gassan, J., and Theis, S. (1998). “Wood-filled thermoplastic composites,” Mechanics of Composite Materials 34(6), 563-568. DOI: 10.1007/bf02254666
Bledzki, A. K., Mamun, A. A., Lucka-Gabor, M., and Gutowski, V. S. (2008). “The effects of acetylation on properties of flax fibre and its polypropylene composites,” Express Polymer Letters 2(6), 413-422. DOI: 10.3144/expresspolymlett.2008.50
Bogoeva‐Gaceva, G., Avella, M., Malinconico, M., Buzarovska, A., Grozdanov, A., Gentile, G., and Errico, M. E. (2007). “Natural fibre eco‐composites,” Polymer Composites 28(1), 98-107. DOI: 10.1002/pc.20270
Bradley, W. L., and Grant, T. S. (1995). “The effect of the moisture absorption on the interfacial strength of polymeric matrix composites,” Journal of Materials Science 30(21), 5537-5542. DOI: 10.1007/bf00351570
Bujjibabu, G., Das, V. C., Ramakrishna, M., and Nagarjuna, K. (2018). “Mechanical and water absorption behaviour of natural fibres reinforced polypropylene hybrid composites,” Materials Today: Proceedings 5(5), 12249-12256. DOI: 10.1016/j.matpr.2018.02.202
Cai, M., Takagi, H., Nakagaito, A. N., Li, Y., and Waterhouse, G. I. (2016). “Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites,” Composites Part A: Applied Science and Manufacturing 90, 589-597. DOI: 10.1016/j.compositesa.2016.08.025
Cao, Y., Shibata, S., and Fukumoto, I. (2006). “Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments,” Composites Part A: Applied Science and Manufacturing 37(3), 423-429. DOI: 10.1016/j.compositesa.2005.05.045
Célino, A., Fréour, S., Jacquemin, F., and Casari, P. (2014). “The hygroscopic behavior of plant fibres: A review,” Frontiers in Chemistry 1, 43. DOI: 10.3389/fchem.2013.00043
Chaharmahali, M., Hamzeh, Y., Ebrahimi, G., Ashori, A., and Ghasemi, I. (2014). “Effects of nano-graphene on the physico-mechanical properties of bagasse/polypropylene composites,” Polymer Bulletin 71(2), 337-349. DOI: 10.1007/s00289-013-1064-3
Chawla, K. K. (2008). “Interface engineering in mullite fibre/mullite matrix composites,” Journal of the European Ceramic Society 28(2), 447-453. DOI: 10.1016/j.jeurceramsoc.2007.03.008
Choi, W. S., and Ryu, S. H. (2010). “Enhancement of dispersion of carbon nanotube and physical properties of poly (styrene‐co‐acrylonitrile)/multiwalled carbon nanotube nanocomposite via surface initiated ATRP,” Journal of Applied Polymer Science 116(5), 2930-2936. DOI: 10.1002/app.31921
Costas, A., Florica, C., Preda, N., Apostol, N., Kuncser, A., Nitescu, A., and Enculescu, I. (2019). “Radial heterojunction based on single ZnO-CuxO core-shell nanowire for photodetector applications,” Scientific Reports 9(1), 1-9. DOI: 10.1038/s41598-019-42060-w
Dahham, O. S., Noriman, N. Z., Hamzah, R., Al-Samarrai, M. N., Idrus, S. S., Shayfull, Z., Adam, T., and Mohammed, M. (2018, June). “The influences of NaOH treatment on polypropylene/Cyperus odoratus (PP/CY) composites: Tensile and morphology,” Journal of Physics: Conference Series 1019(1), 012057. DOI: 10.1088/1742-6596/1019/1/012057
Daggumati, S., Sharma, A., and Pydi, Y. S. (2020). “Micromechanical FE analysis of SiCf/SiC composite with BN interface,” Silicon 12(2), 245-261. DOI: 10.1007/s12633-019-00119-3
Dash, B. N., Rana, A. K., Mishra, S. C., Mishra, H. K., Nayak, S. K., and Tripathy, S. S. (2000). “Novel low-cost jute–polyester composite. II. SEM observation of the fractured surfaces,” Polymer-Plastics Technology and Engineering 39(2), 333-350. DOI: 10.1081/ppt-100100033
Devnani, G. L., and Sinha, S. (2019). “Effect of nanofillers on the properties of natural fibre reinforced polymer composites,” Materials Today: Proceedings 18, 647-654. DOI: 10.1016/j.matpr.2019.06.460
Dhakal, H. N., Zhang, Z. A., and Richardson, M. O. (2007). “Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites,” Composites Science and Technology 67(7-8), 1674-1683. DOI: 10.1016/j.compscitech.2006.06.019
Donath, S., Militz, H., and Mai, C. (2004). “Wood modification with alkoxysilanes,” Wood Science and Technology 38(7), 555-566. DOI: 10.1007/s00226-004-0257-1
Dong, S., Sapieha, S., and Schreiber, H. P. (1993). “Mechanical properties of corona‐modified cellulose/polyethylene composites,” Polymer Engineering and Science 33(6), 343-346. DOI: 10.1002/pen.760330606
dos Santos, P. A., Giriolli, J. C., Amarasekera, J., and Moraes, G. (2008, September). “Natural fibers plastic composites for automotive applications,” in: 8th Annual Automotive Composites Conference and Exhibition (ACCE 2008). Troy, MI: SPE Automotive & Composites Division (pp. 492-500).
Douce, J., Boilot, J. P., Biteau, J., Scodellaro, L., and Jimenez, A. (2004). “Effect of filler size and surface condition of nano-sized silica particles in polysiloxane coatings,” Thin Solid Films 466(1-2), 114-122. DOI: 10.1016/j.tsf.2004.03.024
Drzal, L. T., and Madhukar, M. (1993). “Fibre-matrix adhesion and its relationship to composite mechanical properties,” Journal of Materials Science 28(3), 569-610. DOI: 10.1007/bf01151234
Drzal, L. T., Rich, M. J., and Lloyd, P. F. (1983). “Adhesion of graphite fibres to epoxy matrices: I. The role of fibre surface treatment,” The Journal of Adhesion 16(1), 1-30. DOI: 10.1080/00218468308074901
Ebnesajjad, S., and Ebnesajjad, C. (2014). Surface Treatment of Materials for Adhesive Bonding, William Andrew, Norwich, NY, USA. DOI: 10.1016/c2013-0-12914-5
Eicorn, S. J. (2001). “Review current international research into cellulosic fibres and composites,” Journal of Material Science 36, 2107-2131. DOI: 10.1007/s10853-009-3874-0
El Jaouhari, A., Jadi, S. B., El Guerraf, A., Bouabdallaoui, M., Aouzal, Z., Bazzaoui, E. A., Martins, J. I., and Bazzaoui, M. (2018). “Synthesis and spectroscopic characterization of polypyrrole PPy coating on flax fibres and its behaviour toward trimethylamine vapour,” Synthetic Metals 245, 237-244. DOI: 10.1016/j.synthmet.2018.09.014
El-Abbassi, F. E., Assarar, M., Ayad, R., and Lamdouar, N. (2015). “Effect of alkali treatment on Alfa fibre as reinforcement for polypropylene based eco-composites: Mechanical behaviour and water ageing,” Composite Structures 133, 451-457. DOI: 10.1016/j.compstruct.2015.07.112
Etaati, A., Mehdizadeh, S. A., Wang, H., and Pather, S. (2014). “Vibration damping characteristics of short hemp fibre thermoplastic composites,” Journal of Reinforced Plastics and Composites 33(4), 330-341. DOI: 10.1177/0731684413512228
Fabiyi, J. S., McDonald, A. G., Wolcott, M. P., and Griffiths, P. R. (2008). “Wood plastic composites weathering: Visual appearance and chemical changes,” Polymer Degradation and Stability 93(8), 1405-1414. DOI: 10.1016/j.polymdegradstab.2008.05.024
Fan, S., Gao, X., Zhu, D., and Guo, S. (2021). “Enhancement mechanism of the organic nano-montmorillonite and its effect on the properties of wood fibre/HDPE composite,” Industrial Crops and Products 169, 113634. DOI: 10.1016/j.indcrop.2021.113634
Fankhänel, J. A. (2020). A Multi-scale Framework for Nanocomposites Including Interphase and Agglomeration Effects, Ph.D. Dissertation, Institutionelles Repositorium der Leibniz Universität Hannover, Hannover, Germany. DOI: 10.15488/9996
Faruk, O., Bledzki, A. K., Fink, H. P., and Sain, M. (2012). “Biocomposites reinforced with natural fibres: 2000–2010,” Progress in Polymer Science 37(11), 1552-1596. DOI: 10.1016/j.progpolymsci.2012.04.003
Fazeli, M., Florez, J. P., and Simão, R. A. (2019). “Improvement in adhesion of cellulose fibres to the thermoplastic starch matrix by plasma treatment modification,” Composites Part B: Engineering 163, 207-216. DOI: 10.1016/j.compositesb.2018.11.048
Ferraris, M., Perero, S., Miola, M., Ferraris, S., Verné, E., and Morgiel, J. (2010). “Silver nanocluster–silica composite coatings with antibacterial properties,” Materials Chemistry and Physics 120(1), 123-126. DOI: 10.1016/j.matchemphys.2009.10.034
Fiore, V., Di Bella, G., and Valenza, A. (2015). “The effect of alkaline treatment on mechanical properties of kenaf fibres and their epoxy composites,” Composites Part B: Engineering 68, 14-21. DOI: 10.1016/j.compositesb.2014.08.025
Florica, C., Preda, N., Costas, A., Zgura, I., and Enculescu, I. (2016). “ZnO nanowires grown directly on zinc foils by thermal oxidation in air: Wetting and water adhesion properties,” Materials Letters 170, 156-159. DOI: 10.1016/j.matlet.2016.02.035
Fu, S. Y., Feng, X. Q., Lauke, B., and Mai, Y. W. (2008). “Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate–polymer composites,” Composites Part B: Engineering 39(6), 933-961. DOI: 10.1016/j.compositesb.2008.01.002
Gao, J., Loi, M. A., De Carvalho, E. J. F., and Dos Santos, M. C. (2011). “Selective wrapping and supramolecular structures of polyfluorene–carbon nanotube hybrids,” ACS Nano 5(5), 3993-3999. DOI: 10.1021/nn200564n
Gao, X., Fan, S., Pang, J., Rahman, M. Z., Zhu, D., Guo, S., Ma, M., and Li, Z. (2021). “Preparation of nano-xylan and its influences on the anti-fungi performance of straw fibre/HDPE composite,” Industrial Crops and Products 171, 113954. DOI: 10.1016/j.indcrop.2021.113954
Gassan, J., and Gutowski, V. S. (2000). “Effects of corona discharge and UV treatment on the properties of jute-fibre epoxy composites,” Composites Science and Technology 60(15), 2857-2863. DOI: 10.1016/s0266-3538(00)00168-8
Gauthier, R., Joly, C., Coupas, A. C., Gauthier, H., and Escoubes, M. (1998). “Interfaces in polyolefin/cellulosic fibre composites: Chemical coupling, morphology, correlation with adhesion and aging in moisture,” Polymer Composites 19(3), 287-300. DOI: 10.1002/pc.10102
Geethamma, V. G., Kalaprasad, G., Groeninckx, G., and Thomas, S. (2005). “Dynamic mechanical behavior of short coir fiber reinforced natural rubber composites,” Composites Part A: Applied Science and Manufacturing 36(11), 1499-1506. DOI: 10.1016/j.compositesa.2005.03.004
George, J., Sreekala, M. S., and Thomas, S. (2001). “A review on interface modification and characterization of natural fiber reinforced plastic composites,” Polymer Engineering & Science 41(9), 1471-1485. DOI: 10.1002/pen.10846
George, J., Sreekala, M. S., and Thomas, S. (2001). “A review on interface modification and characterization of natural fibre reinforced plastic composites,” Polymer Engineering and Science 41(9), 1471-1485. DOI: 10.1002/pen.10846
Gholshan Tafti, H. R., Valipour, P., and Mirjalili, M. (2018). “Effects of corona treatment on morphology and properties of carbon-based fillers/epoxy nanocomposites,” Polymer Composites 39(S4), E2298-E2304. DOI: 10.1002/pc.24622
Gibeop, N., Lee, D. W., Prasad, C. V., Toru, F., Kim, B. S., and Song, J. I. (2013). “Effect of plasma treatment on mechanical properties of jute fibre/poly (lactic acid) biodegradable composites,” Advanced Composite Materials 22(6), 389-399. DOI: 10.1080/09243046.2013.843814
Gift, M. M., Raghuram, K. S., Raju, J. S., Ravi, D., Rao, M. V., Subbiah, R., and Chandrakasu, M. (2022). “Study on influence of nano-filler content on the performance of natural fibre reinforced epoxy composites,” Materials Today: Proceedings 56, 1562-1566. DOI: 10.1016/j.matpr.2022.01.304
Gudapati, S. K., Krishna, C. V., and Prasad, A. R. (2019). “Effect of nano clay on tensile and flexural properties of vakka fibre polyester composites,” Materials Today: Proceedings 18, 2032-2035. DOI: 10.1016/j.matpr.2019.05.456
Gupta, M. K. (2020). “Investigations on jute fibre-reinforced polyester composites: effect of alkali treatment and poly (lactic acid) coating,” Journal of Industrial Textiles 49(7), 923-942. DOI: 10.1177/1528083718804203
Gupta, M. K., and Singh, R. (2019). “PLA-coated sisal fibre-reinforced polyester composite: Water absorption, static and dynamic mechanical properties,” Journal of Composite Materials 53(1), 65-72. DOI: 10.1177/0021998318780227
Haddad, Y. M., and Feng, J. (2003). “On the trade-off between damping and stiffness in the design of discontinuous fibre-reinforced composites,” Composites Part B: Engineering 34(1), 11-20. DOI: 10.1016/s1359-8368(02)00076-8
Haseena, A. P., Unnikrishnan, G., and Kalaprasad, G. (2007). “Dielectric properties of short sisal/coir hybrid fibre reinforced natural rubber composites,” Composite Interfaces 14(7-9), 763-786. DOI: 10.1163/156855407782106582
Hassani, F. Z. S. A., El Bourakadi, K., Merghoub, N., and Bouhfid, R. (2020). “Effect of chitosan/modified montmorillonite coating on the antibacterial and mechanical properties of date palm fibre trays,” International Journal of Biological Macromolecules 148, 316-323. DOI: 10.1016/j.ijbiomac.2020.01.092
Hays, D. A. (1991). “Role of electrostatics in adhesion,” in: Fundamentals of Adhesion, Springer, Boston, MA, USA, pp. 249-278. DOI: 10.1007/978-1-4899-2073-7_8
Heath, C. J., Bond, I. P., and Potter, K. D. (2015). “Integrating electrostatic adhesion to composite structures,” Industrial and Commercial Applications of Smart Structures Technologies 2015, 9433D. DOI: 10.1117/12.2084073
Heath, C. J., Bond, I. P., and Potter, K. D. (2016). “Electrostatic adhesion for added functionality of composite structures,” Smart Materials and Structures 25(2), 025016. DOI: 10.1088/0964-1726/25/2/025016
Hegde, M., Yang, L., Vita, F., Fox, R. J., van de Watering, R., Norder, B., Lafont, U., Francescangeli, O., Madsen, L. A., Picken, S. J., et al. (2020). “Strong graphene oxide nanocomposites from aqueous hybrid liquid crystals,” Nature Communications 11(1), 1-7. DOI: 10.1038/s41467-020-14618-0
Hegedus, C. R. (2004). “A holistic perspective of coatings technology,” JCT Research 1(1), 5-20.
Hersam, M. C. (2010). “Progress towards monodisperse single-walled carbon nanotubes. Nanoscience And Technology: A Collection of Reviews from Nature Journals, 3-10. DOI: 10.1142/9789814287005_0001
Heshmati, M. (2017). Durability and Long-term Performance of Adhesively Bonded FRP/steel Joints, Ph.D. Dissertation, Chalmers Tekniska Hogskola, Sweden.
Hestiawan, H., Jamasri, and Kusmono. (2018). “Effect of chemical treatments on tensile properties and interfacial shear strength of unsaturated polyester/fan palm fibres,” Journal of Natural Fibres 15(5), 762-775.DOI: 10.1080/15440478.2017.1364203
Hidalgo-Salazar, M. A., Mina, J. H., and Herrera-Franco, P. J. (2013). “The effect of interfacial adhesion on the creep behaviour of LDPE–Al–Fique composite materials,” Composites Part B: Engineering 55, 345-351. DOI: 10.1016/j.compositesb.2013.06.032
Hill, C. A. (2007). Wood Modification: Chemical, Thermal and Other Processes (Vol. 5). John Wiley and Sons, Hoboken, NJ, USA. DOI: 10.1002/0470021748
Hirsch, A. (2002). “Functionalization of single‐walled carbon nanotubes,” Angewandte Chemie International Edition 41(11), 1853-1859. DOI: 10.1002/1521-3773(20020603)41:11<1853: AID-ANIE1853>3.0.CO;2-N
Holbery, J., and Houston, D. (2006). “Natural-fiber-reinforced polymer composites in automotive applications,” Jom 58(11), 80-86. DOI: 10.1007/s11837-006-0234-2
Hoque, M. A., Bhuiya, M. A. K., Saiduzzaman, M., Islam, M. A., and Khan, M. A. (2017). “Effect of γ (gamma)-radiation on mechanical properties of raw and polyethylene glycol-modified bleached jute reinforced polyester composite,” World Journal of Engineering, Emerald Publishing Limited. DOI: 10.1108/wje-06-2016-0005
Hosseini, S. B. (2017). “A review: Nanomaterials as a filler in natural fibre reinforced composites,” Journal of Natural Fibres 14(3), 311-325. DOI: 10.1080/15440478.2016.1212765
Hosseini, S. B., Hedjazi, S., Jamalirad, L., and Sukhtesaraie, A. (2014). “Effect of nano-SiO2 on physical and mechanical properties of fibre reinforced composites (FRCs),” Journal of the Indian Academy of Wood Science 11(2), 116-121. DOI: 10.1007/s13196-014-0126-y
Hubbe, M. A., and Grigsby, W. (2020). “From nanocellulose to wood particles: A review of particle size vs. the properties of plastic composites reinforced with cellulose-based entities,” BioResources 15(1), 2030-2081. DOI: 10.15376/biores.15.1.2030-2081
Huda, M. S., Drzal, L. T., Misra, M., and Mohanty, A. K. (2006). “Wood‐fibre‐reinforced poly (lactic acid) composites: Evaluation of the physicomechanical and morphological properties,” Journal of Applied Polymer Science 102(5), 4856-4869. DOI: 10.1002/app.24829
Huda, M. S., Drzal, L. T., Mohanty, A. K., and Misra, M. (2008). “Effect of fibre surface-treatments on the properties of laminated biocomposites from poly (lactic acid) (PLA) and kenaf fibres,” Composites Science and Technology 68(2), 424-432. DOI: 10.1016/j.compscitech.2007.06.022
Islam, M. H., Islam, M. R., Dulal, M., Afroj, S., and Karim, N. (2021). “The effect of surface treatments and graphene-based modifications on mechanical properties of natural jute fibre reinforced composites: A review,” Iscience 103597. DOI: 10.1016/j.isci.2021.103597
Jafari, R., Kasaei, H., Hajihashemi, M., Daneshvari, V., Emamalizadeh, M., and Kasaei, M. H. (2016). “Effect of gamma and electron beam irradiation on PAN-carbon fibre composite,” Brazilian Journal of Radiation Sciences 4(1), 1-11. DOI: 10.15392/bjrs.v4i1.197
Jähn, A., Schröder, M. W., Füting, M., Schenzel, K., and Diepenbrock, W. (2002). “Characterization of alkali treated flax fibres by means of FT Raman spectroscopy and environmental scanning electron microscopy,” Spectrochimica Acta Part A: Molecular and Biomolecular Spectroscopy 58(10), 2271-2279. DOI: 10.1016/s1386-1425(01)00697-7
Javanshour, F., Ramakrishnan, K. R., Layek, R. K., Laurikainen, P., Prapavesis, A., Kanerva, M., Kallio, P., Van Vuure, A.W., and Sarlin, E. (2021). “Effect of graphene oxide surface treatment on the interfacial adhesion and the tensile performance of flax epoxy composites,” Composites Part A: Applied Science and Manufacturing 142, 106270. DOI: 10.1016/j.compositesa.2020.106270
Jiang, Y., Wu, G., Chen, H., Song, S., and Pu, J. (2013). “Preparation of nano-SiO2 modified urea-formaldehyde performed polymer to enhance wood properties,” Rev. Adv. Mater. Sci. 33(1), 46-50.
John, M. J., and Anandjiwala, R. D. (2008). “Recent developments in chemical modification and characterization of natural fibre‐reinforced composites,” Polymer Composites 29(2), 187-207. DOI: 10.1002/pc.20461
John, M. J., and Thomas, S. (2008). “Biofibres and biocomposites,” Carbohydrate Polymers 71(3), 343-364. DOI: 10.1016/j.carbpol.2007.05.040
Jones, F. N., Nichols, M. E., and Pappas, S. P. (2017). Organic Coatings: Science and Technology, John Wiley and Sons, Hoboken, NJ, USA. DOI: 10.1002/recl.19931121009AW
Joseph, K., Thomas, S., and Pavithran, C. (1996). “Effect of chemical treatment on the tensile properties of short sisal fibre-reinforced polyethylene composites,” Polymer 37(23), 5139-5149. DOI: 10.1016/0032-3861(96)00144-9
Joseph, P. V., Joseph, K., Thomas, S., Pillai, C. K. S., Prasad, V. S., Groeninckx, G., and Sarkissova, M. (2003). “The thermal and crystallisation studies of short sisal fibre reinforced polypropylene composites,” Composites Part A: Applied Science and Manufacturing 34(3), 253-266. DOI: 10.1016/s1359-835x(02)00185-9
Joseph, S., Koshy, P., and Thomas, S. (2005). “The role of interfacial interactions on the mechanical properties of banana fibre reinforced phenol formaldehyde composites,” Composite Interfaces 12(6), 581-600. DOI: 10.1163/1568554054915183
Jotiram, G. A., Palai, B. K., Bhattacharya, S., Aravinth, S., Gnanakumar, G., Subbiah, R., and Chandrakasu, M. (2022). “Investigating mechanical strength of a natural fibre polymer composite using SiO2 nano-filler,” Materials Today: Proceedings 56(3), 1522-1526. DOI: 10.1016/j.matpr.2022.01.176
Jux, M., Finke, B., Mahrholz, T., Sinapius, M., Kwade, A., and Schilde, C. (2017). “Effects of Al (OH) O nanoparticle agglomerate size in epoxy resin on tension, bending, and fracture properties,” Journal of Nanoparticle Research 19(4), 1-13. DOI: 10.1007/s11051-017-3831-9
Kabir, M. M., Wang, H., Lau, K. T., and Cardona, F. (2012). “Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview,” Composites Part B: Engineering 43(7), 2883-2892. DOI: 10.1016/j.compositesb.2012.04.053
Kabir, M. M., Wang, H., Lau, K. T., and Cardona, F. (2013). “Effects of chemical treatments on hemp fibre structure,” Applied Surface Science 276, 13-23. DOI: 10.1016/j.apsusc.2013.02.086
Kalaprasad, G., Francis, B., Thomas, S., Kumar, C. R., Pavithran, C., Groeninckx, G., and Thomas, S. (2004). “Effect of fibre length and chemical modifications on the tensile properties of intimately mixed short sisal/glass hybrid fibre reinforced low density polyethylene composites,” Polymer International 53(11), 1624-1638. DOI: 10.1002/pi.1453
Karger-Kocsis, J., Mahmood, H., and Pegoretti, A. (2015). “Recent advances in fibre/matrix interphase engineering for polymer composites,” Progress in Materials Science 73, 1-43. DOI: 10.1016/j.pmatsci.2015.02.003
Karnani, R., Krishnan, M., and Narayan, R. (1997). “Biofibre‐reinforced polypropylene composites,” Polymer Engineering and Science 37(2), 476-483. DOI: 10.1002/pen.11691
Karthikeyan, A., Coulombe, S., and Kietzig, A. M. (2017). “Wetting behaviour of multi-walled carbon nanotube nanofluids,” Nanotechnology 28(10), 105706. DOI: 10.1088/1361-6528/aa5a5f
Kazayawoko, M., Balatinecz, J. J., and Matuana, L. M. (1999). “Surface modification and adhesion mechanisms in woodfibre-polypropylene composites,” Journal of Materials Science 34(24), 6189-6199. DOI: 10.1023/A:1004790409158
Keener, T. J., Stuart, R. K., and Brown, T. K. (2004). “Maleated coupling agents for natural fibre composites,” Composites Part A: Applied Science and Manufacturing 35(3), 357-362. DOI: 10.1016/j.compositesa.2003.09.014
Khan, M. A., Khan, R. A., Haydaruzzaman, Ghoshal, S., Siddiky, M. N. A., and Saha, M. (2009a). “Study on the physico-mechanical properties of starch-treated jute yarn-reinforced polypropylene composites: effect of gamma radiation,” Polymer-Plastics Technology and Engineering, 48(5), 542-548. DOI: 10.1080/03602550902824358
Khan, M. A., Khan, R. A., Haydaruzzaman, Hossain, A., and Khan, A. H. (2009b). “Effect of gamma radiation on the physico-mechanical and electrical properties of jute fibre-reinforced polypropylene composites,” Journal of Reinforced Plastics and Composites 28(13), 1651-1660. DOI: 10.1177/0731684408090365
Khan, R. A., Khan, M. A., Khan, A. H., and Hossain, M. A. (2009c). “Effect of gamma radiation on the performance of jute fabrics-reinforced polypropylene composites,” Radiation Physics and Chemistry 78(11), 986-993. DOI: 10.1016/j.radphyschem.2009.06.011
Kim, J. K., and Mai, Y. W. (eds.). (1998). “Chapter 2: Characterization of interfaces,” in: Engineered Interfaces in Fiber Reinforced Composites, Elsevier Science Ltd, pp. 5-41. DOI: 10.1016/b978-0-08-042695-2.x5000-3
Kim, J. K., and Pal, K. (2010). Recent Advances in the Processing of Wood-plastic Composites, Springer-Verlag Berlin Heidelberg. DOI: 10.1007/978-3-642-14877-4
Krishnasamy, S., Thiagamani, S. M. K., Kumar, C. M., Nagarajan, R., Shahroze, R. M., Siengchin, S., Ismail, S. O., and Devi, I. (2019). “Recent advances in thermal properties of hybrid cellulosic fibre reinforced polymer composites,” International Journal of Biological Macromolecules 141, 1-13. DOI: 10.1016/j.ijbiomac.2019.08.231
Kuhr, M., Bauer, S., Rothhaar, U., and Wolff, D. (2003). “Coatings on plastics with the PICVD technology,” Thin Solid Films 442(1-2), 107-116. DOI: 10.1016/s0040-6090(03)00956-8
Kushwaha, P. K., Pandey, C. N., and Kumar, R. (2014). “Study on the effect of carbon nanotubes on plastic composite reinforced with natural fibre,” Journal of the Indian Academy of Wood Science 11(1), 82-86. DOI: 10.1007/s13196-014-0121-3
Lau, A. K. T., and Hui, D. (2002). “The revolutionary creation of new advanced materials—Carbon nanotube composites,” Composites Part B: Engineering 33(4), 263-277. DOI: 10.1016/s1359-8368(02)00012-4
Lau, K. T., Chipara, M., Ling, H. Y., and Hui, D. (2004). “On the effective elastic moduli of carbon nanotubes for nanocomposite structures,” Composites Part B: Engineering 35(2), 95-101. DOI: 10.1016/j.compositesb.2003.08.008
Le, T. M., and Pickering, K. L. (2015). “The potential of harakeke fibre as reinforcement in polymer matrix composites including modelling of long harakeke fibre composite strength,” Composites Part A: Applied Science and Manufacturing 76, 44-53. DOI: 10.1016/j.compositesa.2015.05.005
Lei, J., Shi, M., and Zhang, J. (2000). “Surface graft copolymerization of hydrogen silicone fluid onto fabric through corona discharge and water repellence of grafted fabric,” European Polymer Journal 36(6), 1277-1281. DOI: 10.1016/s0014-3057(99)00169-x
Li, X., Tabil, L. G., and Panigrahi, S. (2007). “Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review,” Journal of Polymers and the Environment 15(1), 25-33. DOI: 10.1007/s10924-006-0042-3
Li, R., Gu, Y., Yang, Z., Li, M., Wang, S., and Zhang, Z. (2015). “Effect of γ irradiation on the properties of basalt fiber reinforced epoxy resin matrix composite,” Journal of Nuclear Materials 466, 100-107. DOI: 10.1016/j.jnucmat.2015.07.037
Li, W., Li, R., Li, C., Chen, Z. R., and Zhang, L. (2017). “Mechanical properties of surface‐modified ultra‐high molecular weight polyethylene fibre reinforced natural rubber composites,” Polymer Composites 38(6), 1215-1220. DOI: 10.1002/pc.23685
Li, Z., Wang, Y., Cheng, L., Guo, W., and Wu, G. (2017). “Effect of Nano-CaCO3 on the structure and properties of holocellulose-fibre/polypropylene biomass composites,” Journal of Wood Chemistry and Technology 37(1), 62-74. DOI: 10.1080/02773813.2016.1235586
Liao, K., and Li, S. (2001). “Interfacial characteristics of a carbon nanotube–polystyrene composite system,” Applied Physics Letters 79(25), 4225-4227. DOI: 10.1063/1.1428116
Lim, J. W., Hassan, A., Rahmat, A. R., and Wahit, M. U. (2008). “Phase morphology and mechanical properties of rubber-toughened polypropylene nanocomposites: Effect of elastomer polarity,” Polymer-Plastics Technology and Engineering 47(4), 411-419. DOI: 10.1080/03602550801898289
Liu, D., Song, J., Anderson, D. P., Chang, P. R., and Hua, Y. (2012). “Bamboo fibre and its reinforced composites: Structure and properties. Cellulose 19(5), 1449-1480. DOI: 10.1007/s10570-012-9741-1
Liu, W., Huang, J., Wang, N., and Lei, S. (2015). “The influence of moisture content on the interfacial properties of natural palm fibre–matrix composite,” Wood Science and Technology 49(2), 371-387. DOI: 10.1007/s00226-015-0702-3
Liu, W., Wang, Y., Wang, P., Li, Y., Jiang, Q., Hu, X., Wei, Y., Qiu, Y., Shahabadi, S. I. S., and Lu, X. (2017). “A biomimetic approach to improve the dispersibility, interfacial interactions and toughening effects of carbon nanofibres in epoxy composites,” Composites Part B: Engineering 113, 197-205. DOI: 10.1016/j.compositesb.2017.01.040
Lordi, V., and Yao, N. (2000). “Molecular mechanics of binding in carbon-nanotube–polymer composites,” Journal of Materials Research 15(12), 2770-2779. DOI: 10.1557/jmr.2000.0396
Lu, N., and Oza, S. (2013). “Thermal stability and thermo-mechanical properties of hemp-high density polyethylene composites: effect of two different chemical modifications,” Composites Part B: Engineering 44(1), 484-490. DOI: 10.1016/j.compositesb.2012.03.024
Ma, X., Zare, Y., and Rhee, K. Y. (2017). “A two-step methodology to study the influence of aggregation/agglomeration of nanoparticles on young’s modulus of polymer nanocomposites,” Nanoscale Research Letters 12(1), 1-7. DOI: 10.1186/s11671-017-2386-0
Macedo, M. J., Mattos, A. L., Costa, T. H., Feitor, M. C., Ito, E. N., and Melo, J. D. (2019). “Effect of cold plasma treatment on recycled polyethylene/kapok composites interface adhesion,” Composite Interfaces 26(10), 871-886. DOI: 10.1080/09276440.2018.1549892
Madsen, B., Thygesen, A., and Lilholt, H. (2009). “Plant fibre composites–porosity and stiffness,” Composites Science and Technology 69(7-8), 1057-1069. DOI: 10.1016/j.compscitech.2009.01.016
Mahadevaswamy, H. S., and Suresha, B. (2020). “Role of nano-CaCO3 on mechanical and thermal characteristics of pineapple fibre reinforced epoxy composites,” Materials Today: Proceedings 22, 572-579. DOI: 10.1016/j.matpr.2019.08.211
Mai, C., and Militz, H. (2004). “Modification of wood with silicon compounds. Inorganic silicon compounds and sol-gel systems: A review,” Wood Science and Technology 37(5), 339-348. DOI: 10.1007/s00226-003-0205-5
Martínez-Barrera, G., Martínez-López, A., Vigueras-Santiago, E., and Martínez-López, M. (2020). “Effects of gamma radiation on the physicochemical properties of polyester resin and its use in composite materials,” in: Recycled Polyester, Springer, Singapore, pp. 15-28. DOI: 10.1007/978-981-32-9559-9_2
Matuana, L. M., Jin, S., and Stark, N. M. (2011). “Ultraviolet weathering of HDPE/wood-flour composites coextruded with a clear HDPE cap layer,” Polymer Degradation and Stability 96(1), 97-106. DOI: 10.1016/j.polymdegradstab.2010.10.003
Mazurkiewicz-Pawlicka, M., Nowak, M., Malolepszy, A., Witowski, A., Wasik, D., Hu, Y., and Stobinski, L. (2020). “Graphene oxide with controlled content of oxygen groups as a filler for polymer composites used for infrared radiation shielding,” Nanomaterials 10(1), 32. DOI: 10.3390/nano10010032
Melo, J. D. D., and Villena, J. E. N. (2012). “Effect of fiber volume fraction on the energy absorption capacity of composite materials,” Journal of Reinforced Plastics and Composites 31(3), 153-161. DOI: 10.1177/0731684411433061
Merotte, J., Le Duigou, A., Kervoelen, A., Bourmaud, A., Behlouli, K., Sire, O., and Baley, C. (2018). “Flax and hemp nonwoven composites: The contribution of interfacial bonding to improving tensile properties,” Polymer Testing 66, 303-311. DOI: 10.1016/j.polymertesting.2018.01.019
Migneault, S., Koubaa, A., Perré, P., and Riedl, B. (2015). “Effects of wood fiber surface chemistry on strength of wood–plastic composites,” Applied Surface Science 343, 11-18. DOI: 10.1016/j.apsusc.2015.03.010
Mihailović, D., Šaponjić, Z., Radoičić, M., Lazović, S., Baily, C. J., Jovančić, P., Nedeljković, J., and Radetić, M. (2011). “Functionalization of cotton fabrics with corona/air RF plasma and colloidal TiO2 nanoparticles,” Cellulose 18(3), 811-825. DOI: 10.1007/s10570-011-9510-6
Mishra, S., Mohanty, A. K., Drzal, L. T., Misra, M., Parija, S., Nayak, S. K., and Tripathy, S. S. (2003). “Studies on mechanical performance of biofibre/glass reinforced polyester hybrid composites,” Composites Science and Technology 63(10), 1377-1385. DOI: 10.1016/s0266-3538(03)00084-8
Mohammed, M., Rozyanty, A. R., Adam, T., and Betar, B. O. (2017, September). “Study of the weathering effect in a natural environment on the hybrid kenaf bast/glass fibre-filled unsaturated polyester composite,” in: AIP Conference Proceedings 1885(1), 020201. DOI: 10.1063/1.5002395
Mohammed, M., Rozyanty, A. R., Osman, A. F., Adam, T., Hashim, U., Mohammed, A. M., Noriman, N. Z., Dahham, O. S., and Betar, B. O. (2017a). “The weathering effect in natural environment on kenaf bast filled unsaturated polyester composite and integration of nano zinc particle for water repellent,” Micro and Nanosystems 9(1), 16-27. DOI: 10.2174/1876402909666170531075138
Mohammed, M., Rozyanty, A. R., Adam, T., and Betar, B. O. (2017b). “ZnO characterization, UV and photocatalysis mechanism for water repellent phenomena in polymer poly composite,” in: AIP Conference Proceedings 1885, Article ID 020215. DOI: 10.1063/1.5002409
Mohammed, M., Rozyanty, R., Mohammed, A. M., Osman, A. F., Adam, T., Dahham, O. S., Hashim, U., Noriman, N. Z., and Betar, B. O. (2018). “Fabrication and characterization of zinc oxide nanoparticle-treated kenaf polymer composites for weather resistance based on a solar UV radiation,” BioResources 13(3), 6480-6496. DOI: 10.15376/biores.13.3.6480-6496
Mohammed, M., Betar, B. O., Rahman, R., Mohammed, A. M., Osman, A. F., Jaafar, M., Adam, T., Dahham, O. S., Hashim, U., and Noriman, N. Z. (2019). “Zinc oxide nano particles integrated kenaf/unsaturated polyester biocomposite,” Journal of Renewable Materials 7(10), 967-982. DOI: 10.32604/jrm.2019.07562
Mohan, T. P., and Kanny, K. (2011). “Water barrier properties of nanoclay filled sisal fibre reinforced epoxy composites,” Composites Part A: Applied Science and Manufacturing 42(4), 385-393. DOI: 10.1016/j.compositesa.2010.12.010
Mohanty, A. K., Misra, M., and Drzal, L. T. (2001). “Surface modifications of natural fibres and performance of the resulting biocomposites: An overview,” Composite Interfaces 8(5), 313-343. DOI: 10.1163/156855401753255422
Mohanty, S., Nayak, S. K., Verma, S. K., and Tripathy, S. S. (2004). “Effect of MAPP as a coupling agent on the performance of jute–PP composites,” Journal of Reinforced Plastics and Composites 23(6), 625-637. DOI: 10.1177/0731684404032868
Mohanty, S., Verma, S. K., Nayak, S. K., and Tripathy, S. S. (2004). “Influence of fiber treatment on the performance of sisal–polypropylene composites,” Journal of Applied Polymer Science 94(3), 1336-1345. DOI: 10.1002/app.21161
Mohd Nurazzi, N., Khalina, A., Sapuan, S. M., Dayang Laila, A. H. A. M., Rahmah, M., and Hanafee, Z. (2017). “A review: Fibres, polymer matrices and composites,” Pertanika Journal of Science & Technology, Universiti Putra Malaysia Press. 25(4), 1085-1102.
Mokhothu, T. H., and John, M. J. (2017). “Bio-based coatings for reducing water sorption in natural fibre reinforced composites,” Scientific Reports 7(1), 1-8. DOI: 10.1038/s41598-017-13859-2
Morales, J., Olayo, M. G., Cruz, G. J., Herrera‐Franco, P., and Olayo, R. (2006). “Plasma modification of cellulose fibres for composite materials,” Journal of Applied Polymer Science 101(6), 3821-3828. DOI: 10.1002/app.24085
Mu, M., and Winey, K. I. (2007). “Improved load transfer in nanotube/polymer composites with increased polymer molecular weight,” The Journal of Physical Chemistry C 111(48), 17923-17927. DOI: 10.1021/jp0715530
Mukhopadhyay, S., Deopura, B. L., and Alagiruswamy, R. (2003). “Interface behaviour in polypropylene composites,” Journal of Thermoplastic Composite Materials 16(6), 479-495. DOI: 10.1177/089270503038223
Muñoz, E., and García-Manrique, J. A. (2015). “Water absorption behaviour and its effect on the mechanical properties of flax fibre reinforced bio epoxy composites,” International Journal of Polymer Science 2015, Article ID 390275. DOI: 10.1155/2015/390275
Mwaikambo, L. Y., and Ansell, M. P. (2002). “Chemical modification of hemp, sisal, jute, and kapok fibres by alkalization,” Journal of Applied Polymer Science 84(12), 2222-2234. DOI: 10.1002/app.10460
Naebe, M., Lin, T., and Wang, X. (2010). “Carbon nanotubes reinforced electro spun polymer nanofibres,” Nanofibres 11, 8160. DOI: 10.5772/8160
Nair, K. M., Thomas, S., and Groeninckx, G. (2001). “Thermal and dynamic mechanical analysis of polystyrene composites reinforced with short sisal fibres,” Composites Science and Technology 61(16), 2519-2529. DOI: 10.1016/s0266-3538(01)00170-1
Nish, A., Hwang, J. Y., Doig, J., and Nicholas, R. J. (2007). “Highly selective dispersion of single-walled carbon nanotubes using aromatic polymers,” Nature Nanotechnology 2(10), 640-646. DOI: 10.1038/nnano.2007.290
Nun, E., Oles, M., and Schleich, B. (2002, September). “Lotus‐Effect®–surfaces. In Macromolecular Symposia (Vol. 187, No. 1, pp. 677-682). “Weinheim: WILEY‐VCH Verlag. DOI: 10.1002/1521-3900(200209)187:1<677::AID-MASY677>3.0.CO;2-I
Nurazzi, N. M., Asyraf, M. R. M., Rayung, M., Norrrahim, M. N. F., Shazleen, S. S., Rani, M. S. A., Shafi, A. R., Aisyah, H. A., Radzi, M. H. M., Sabaruddin, F. A., et al. (2021). “Thermogravimetric analysis properties of cellulosic natural fibre polymer composites: A review on influence of chemical treatments,” Polymers 13(16), 2710. DOI: 10.3390/polym13162710
Nuriel, S., Liu, L., Barber, A. H., and Wagner, H. D. (2005). “Direct measurement of multiwall nanotube surface tension,” Chemical Physics Letters 404(4-6), 263-266. DOI: 10.1016/j.cplett.2005.01.072
Omrani, E., Menezes, P. L., and Rohatgi, P. K. (2016). “State of the art on tribological behavior of polymer matrix composites reinforced with natural fibres in the green materials world,” Engineering Science and Technology 19(2), 717-736. DOI: 10.1016/j.jestch.2015.10.007
Ooi, S. K., Vanderhoek, N., Morrison, R., and Bauer, A. (2004). “Atmospheric plasma treatment (APT), understanding the basics,” in: Appita Annual Conference, pp 407–412.
Oporto, G. S., Gardner, D. J., Bernhardt, G., and Neivandt, D. J. (2009). “Forced air plasma treatment (FAPT) of hybrid wood plastic composite (WPC)–fibre reinforced plastic (FRP) surfaces,” Composite Interfaces 16(7-9), 847-867. DOI: 10.1163/092764409×12477463089116
Oushabi, A., Oudrhiri Hassani, F., Abboud, Y., Sair, S., Tanane, O., and El Bouari, A. (2018). “Improvement of the interface bonding between date palm fibers and polymeric matrices using alkali-silane treatments,” International Journal of Industrial Chemistry 9(4), 335-343. DOI: 10.1007/s40090-018-0162-3
Paiva, M. C., Zhou, B., Fernando, K. A. S., Lin, Y., Kennedy, J. M., and Sun, Y. P. (2004). “Mechanical and morphological characterization of polymer–carbon nanocomposites from functionalized carbon nanotubes,” Carbon 42(14), 2849-2854. DOI: 10.1016/j.carbon.2004.06.031
Parkin, I. P., and Palgrave, R. G. (2005). “Self-cleaning coatings,” Journal of Materials Chemistry 15(17), 1689-1695. DOI: 10.1039/B412803F
Pasupathi, M. K., Alagar, K., Mm, M., and Aritra, G. (2020). “Characterization of hybrid-nano/paraffin organic phase change material for thermal energy storage applications in solar thermal systems,” Energies 13(19), 5079. DOI: 10.3390/en13195079
Pérez, M., Garcia, M., del Amo, B., Blustein, G., and Stupak, M. (2003). “Core-shell pigments in antifouling paints,” Surface Coatings International Part B: Coatings Transactions 86(4), 259-262. DOI: 10.1007/bf02699497
Petrie, E. M. (2013). “Adhesive bonding of textiles: principles, types of adhesive and methods of use,” Joining Textiles 225-274. DOI: 10.1533/9780857093967.2.225
Pickering, K. L., Efendy, M. A., and Le, T. M. (2016). “A review of recent developments in natural fibre composites and their mechanical performance,” Composites Part A: Applied Science and Manufacturing 83, 98-112. DOI: 10.1016/j.compositesa.2015.08.038
Pothan, L. A., Oommen, Z., and Thomas, S. (2003). “Dynamic mechanical analysis of banana fiber reinforced polyester composites,” Composites Science and Technology 63(2), 283-293. DOI: 10.1016/s0266-3538(02)00254-3
Pracella, M., Haque, M., and Alvarez, V. (2010). “Functionalization, compatibilization and properties of polyolefin composites with natural fibres,” Polymers 2(4), 554-574. DOI: 10.3390/polym2040554
Prasad, V., Joseph, M. A., Sekar, K., and Ali, M. (2018). “Development of flax fibre reinforced epoxy composite with nano TiO2 addition into matrix to enhance mechanical properties,” Materials Today: Proceedings 5(5), 11569-11575. DOI: 10.1016/j.matpr.2018.02.125
Prasad, V., Sekar, K., and Joseph, M. A. (2021). “Mechanical and water absorption properties of nano TiO2 coated flax fibre epoxy composites,” Construction and Building Materials 284, 122803. DOI: 10.1016/j.conbuildmat.2021.122803
Preda, N., Enculescu, M., Zgura, I., Socol, M., Matei, E., Vasilache, V., and Enculescu, I. (2013). “Superhydrophobic properties of cotton fabrics functionalized with ZnO by electroless deposition,” Materials Chemistry and Physics 138(1), 253-261. DOI: 10.1016/j.matchemphys.2012.11.054
Qian, D., Dickey, E. C., Andrews, R., and Rantell, T. (2000). “Load transfer and deformation mechanisms in carbon nanotube-polystyrene composites,” Applied Physics Letters 76(20), 2868-2870. DOI: 10.1063/1.126500
Ragoubi, M., George, B., Molina, S., Bienaimé, D., Merlin, A., Hiver, J. M., and Dahoun, A. (2012). “Effect of corona discharge treatment on mechanical and thermal properties of composites based on miscanthus fibres and polylactic acid or polypropylene matrix,” Composites Part A: Applied Science and Manufacturing 43(4), 675-685. DOI: 10.1016/j.compositesa.2011.12.025
Rajak, D. K., Pagar, D. D., Menezes, P. L., and Linul, E. (2019). “Fibre-reinforced polymer composites: Manufacturing, properties, andapplications,” Polymers 11(10), 1667. DOI: 10.3390/polym11101667
Reddy, M. P., Manakari, V., Parande, G., Ubaid, F., Shakoor, R. A., Mohamed, A. M. A., and Gupta, M. (2018). “Enhancing compressive, tensile, thermal and damping response of pure Al using BN nanoparticles,” Journal of Alloys and Compounds 762, 398-408. DOI: 10.1016/j.jallcom.2018.05.205
Reddy, N., and Yang, Y. (2005). “Structure and properties of high quality natural cellulose fibres from cornstalks,” Polymer 46(15), 5494-5500. DOI: 10.1016/j.polymer.2005.04.073
Ren, K. X., Jia, X. M., Jiao, G. S., Chen, T., Qian, H. J., and Lu, Z. Y. (2018). “Interfacial properties and hopping diffusion of small nanoparticle in polymer/nanoparticle composite with attractive interaction on side group,” Polymers 10(6), 598. DOI: 10.3390/polym10060598
Rizal, S., Gopakumar, D. A., Thalib, S., Huzni, S., and Abdul Khalil, H. P. S. (2018). “Interfacial compatibility evaluation on the fiber treatment in the Typha fiber reinforced epoxy composites and their effect on the chemical and mechanical properties,” Polymers 10(12), 1316. DOI: 10.3390/polym10121316
Rodríguez, E., and Francucci, G. (2016). “PHB coating on jute fibres and its effect on natural fibre composites performance,” Journal of Composite Materials 50(15), 2047-2058. DOI: 10.1177/0021998315601203
Romanzini, D., Ornaghi Jr, H. L., Amico, S. C., and Zattera, A. J. (2012). “Influence of fiber hybridization on the dynamic mechanical properties of glass/ramie fiber-reinforced polyester composites,” Journal of Reinforced Plastics and Composites 31(23), 1652-1661. DOI: 10.1177/0731684412459982
Rowell, R. M., and Rowell, J. (1996). Paper and Composites from Agro-based Resources, CRC press. DOI: 10.1016/s0144-8617(99)00096-x
Saba, N., Jawaid, M., Alothman, O. Y., and Paridah, M. T. (2016). “A review on dynamic mechanical properties of natural fibre reinforced polymer composites,” Construction and Building Materials 106, 149-159. DOI: 10.1016/j.conbuildmat.2015.12.075
Saba, N., Paridah, M. T., Abdan, K., and Ibrahim, N. A. (2016). “Effect of oil palm nano filler on mechanical and morphological properties of kenaf reinforced epoxy composites,” Construction and Building Materials 123, 15-26. DOI: 10.1016/j.conbuildmat.2016.06.131
Saheb, D. N., and Jog, J. P. (1999). “Natural fibre polymer composites: A review,” Advances in Polymer Technology 18(4), 351-363. DOI: 10.1002/(sici)1098-2329(199924)18:4<351::aid-adv6>3.0.co;2-x
Sahu, P., and Gupta, M. K. (2018). “PLA coated sisal fibre reinforced polyester composite: static and dynamic mechanical properties,” Materials Today: Proceedings 5(9), 19799-19807. DOI: 10.1016/j.matpr.2018.06.343
Sain, M., Suhara, P., Law, S., and Bouilloux, A. (2005). “Interface modification and mechanical properties of natural fibre-polyolefin composite products,” Journal of Reinforced Plastics and Composites 24(2), 121-130. DOI: 10.1177/0731684405041717
Saiteja, J., Jayakumar, V., and Bharathiraja, G. (2020). “Evaluation of mechanical properties of jute fibre/carbon nano tube filler reinforced hybrid polymer composite,” Materials Today: Proceedings 22, 756-758. DOI: 10.1016/j.matpr.2019.10.110
Sakata, I., Morita, M., Tsuruta, N., and Morita, K. (1993). “Activation of wood surface by corona treatment to improve adhesive bonding,” Journal of Applied Polymer Science 49(7), 1251-1258. DOI: 10.1002/app.1993.070490714
Sanjay, M. R., Madhu, P., Jawaid, M., Senthamaraikannan, P., Senthil, S., and Pradeep, S. (2018). “Characterization and properties of natural fibre polymer composites: A comprehensive review,” Journal of Cleaner Production 172, 566-581. DOI: 10.1016/j.jclepro.2017.10.101
Sanjeevi, S., Shanmugam, V., Kumar, S., Ganesan, V., Sas, G., Johnson, D. J., … and Das, O. (2021). “Effects of water absorption on the mechanical properties of hybrid natural fibre/phenol formaldehyde composites,” Scientific Reports 11(1), 1-11. DOI: 10.1038/s41598-021-92457-9
Sapieha, S., Allard, P., and Zang, Y. H. (1990). “Dicumyl peroxide‐modified cellulose/LLDPE composites,” Journal of Applied Polymer Science 41(9‐10), 2039-2048. DOI: 10.1002/app.1990.070410910
Sarikanat, M., Seki, Y., Sever, K., Bozaci, E., Demir, A., and Ozdogan, E. (2016). “The effect of argon and air plasma treatment of flax fiber on mechanical properties of reinforced polyester composite,” Journal of Industrial Textiles 45(6), 1252-1267. DOI: 10.1177/1528083714557057
Satyanarayana, K. G., Arizaga, G. G., and Wypych, F. (2009). “Biodegradable composites based on lignocellulosic fibres—An overview,” Progress in Polymer Science 34(9), 982-1021. DOI: 10.1016/j.progpolymsci.2008.12.002
Seki, Y. (2009). “Innovative multifunctional siloxane treatment of jute fiber surface and its effect on the mechanical properties of jute/thermoset composites,” Materials Science and Engineering: A 508(1-2), 247-252. DOI: 10.1016/j.msea.2009.01.043
Senthilvelan, S., and Gnanamoorthy, R. (2006). “Damping characteristics of unreinforced, glass and carbon fiber reinforced nylon 6/6 spur gears,” Polymer Testing 25(1), 56-62. DOI: 10.1016/j.polymertesting.2005.09.005
Sethi, S., Rathore, D. K., and Ray, B. C. (2015). “Effects of temperature and loading speed on interface-dominated strength in fibre/polymer composites: An evaluation for in-situ environment,”Materials and Design (1980-2015), 65, 617-626. DOI: 10.1016/j.matdes.2014.09.053
Seto, F., Muraoka, Y., Akagi, T., Kishida, A., and Akashi, M. (1999). “Surface grafting of poly (vinylamine) onto poly (ethylene) film by corona discharge‐induced grafting,” Journal of Applied Polymer Science 72(12), 1583-1587. DOI: 10.1002/(sici)1097-4628(19990620)72:12<1583::aid-app11>3.0.co;2-0
Sharma, R., Sharma, D. K., Agarwal, R., Rinawa, M. L., Subbiah, R., and Kumar, P. M. (2022). “Investigating the effect of nanoclay content on the mechanical characteristics of natural fiber epoxy composite,” Materials Today: Proceedings. DOI: 10.1016/j.matpr.2022.05.139
Sharma, M., Gao, S., Mäder, E., Sharma, H., Wei, L. Y., and Bijwe, J. (2014). “Carbon fibre surfaces and composite interphases,” Composites Science and Technology 102, 35-50. DOI: 10.1016/j.compscitech.2014.07.005
Shubhra, Q. T., and Alam, A. K. M. M. (2011). “Effect of gamma radiation on the mechanical properties of natural silk fibre and synthetic E-glass fibre reinforced polypropylene composites: A comparative study,” Radiation Physics and Chemistry 80(11), 1228-1232. DOI: 10.1016/j.radphyschem.2011.04.010
Singh, R. P., Zhang, M., and Chan, D. (2002). “Toughening of a brittle thermosetting polymer: Effects of reinforcement particle size and volume fraction,” Journal of Materials Science 37(4), 781-788. DOI: 10.1023/A:1013844015493
Soltani, M., Najafi, A., Yousefian, S., Naji, H. R., and Bakar, E. S. (2013). “Water repellent effect and dimension stability of beech wood impregnated with nano-zinc oxide,” BioResources 8(4), 6280-6287. DOI: 10.15376/biores.8.4.6280-6287
Sood, M., Dharmpal, D., and Gupta, V. K. (2015). “Effect of fiber chemical treatment on mechanical properties of sisal fiber/recycled HDPE composite,” Materials Today: Proceedings 2(4-5), 3149-3155. DOI: 10.1016/j.matpr.2015.07.103
Sood, M., and Dwivedi, G. (2018). “Effect of fibre treatment on flexural properties of natural fibre reinforced composites: A review,” Egyptian Journal of Petroleum 27(4), 775-783. DOI: 10.1016/j.ejpe.2017.11.005
Sreekala, M. S., Kumaran, M. G., and Thomas, S. (2002). “Water sorption in oil palm fibre reinforced phenol formaldehyde composites. Composites Part A: Applied Science and Manufacturing 33(6), 763-777. DOI: 10.1016/s1359-835x(02)00032-5
Stark, N. M., White, R. H., Mueller, S. A., and Osswald, T. A. (2010). “Evaluation of various fire retardants for use in wood flour–polyethylene composites,” Polymer Degradation and Stability 95(9), 1903-1910. DOI: 10.1016/j.polymdegradstab.2010.04.014
Summerscales, J., Dissanayake, N. P., Virk, A. S., and Hall, W. (2010). “A review of bast fibres and their composites. Part 1–Fibres as reinforcements,” Composites Part A: Applied Science and Manufacturing 41(10), 1329-1335. DOI: 10.1016/j.compositesa.2010.06.001
Sun, D. (2016). “Surface modification of natural fibres using plasma treatment,” in: Biodegradable Green Composites, S. Kalia (ed.), Wiley, Hoboken, NJ, USA, pp.18-39. DOI: 10.1002/9781118911068.ch2
Suryanto, H., Marsyahyo, E., Irawan, Y. S., and Soenoko, R. (2014). “Morphology, structure, and mechanical properties of natural cellulose fibre from mendong grass (Fimbristylis globulosa),” Journal of Natural Fibres 11(4), 333-351. DOI: 10.1080/15440478.2013.879087
Szlek, D. B., Reynolds, A. M., and Hubbe, M. A. (2022). “Hydrophobic molecular treatments of cellulose-based or other polysaccharide barrier layers for sustainable food packaging: A review,” BioResources 17(2). DOI: 10.15376/biores.17.2.szlek
Tang, X., and Yan, X. (2020). “A review on the damping properties of fiber reinforced polymer composites,” Journal of Industrial Textiles 49(6), 693-721. DOI: 10.1177/1528083718795914
Tchoe, Y., Song, M. S., Kim, H., Baek, H., Park, J. Y., Oh, H., KeundongLee, K., Chung, K., Hyun, J. K., and Yi, G. C. (2020). “Individually addressable, high-density vertical nanotube Schottky diode crossbar array,” Nano Energy 76, 104955. DOI: 10.1016/j.nanoen.2020.104955
Thakur, V. K., and Thakur, M. K. (2014). “Processing and characterization of natural cellulose fibres/thermoset polymer composites,” Carbohydrate Polymers 109, 102-117. DOI: 10.1016/j.carbpol.2014.03.039
Thomason, J., Yang, L., and Gentles, F. (2017). “Characterisation of the anisotropic thermoelastic properties of natural fibres for composite reinforcement,” Fibers 5(4), 36. DOI: 10.3390/fib5040036
Thooyavan, Y., Kumaraswamidhas, L. A., Raj, R. E., and Binoj, J. S. (2022). “Influence of SiC micro and nano particles on tribological, water absorption and mechanical properties of basalt bidirectional mat/vinyl ester composites,” Composites Science and Technology 219, 109210. DOI: 10.1016/j.compscitech.2021.109210
Thostenson, E. T., and Chou, T. W. (2002). “Aligned multi-walled carbon nanotube-reinforced composites: Processing and mechanical characterization,” Journal of Physics D: Applied Physics 35(16), L77. 10.1088/0022-3727/35/16/103
Tiller, J. C., Liao, C. J., Lewis, K., and Klibanov, A. M. (2001). “Designing surfaces that kill bacteria on contact,” PNAS 98(11), 5981-5985. DOI: 10.1073/pnas.111143098
Tran, M. Q., Cabral, J. T., Shaffer, M. S., and Bismarck, A. (2008). “Direct measurement of the wetting behaviour of individual carbon nanotubes by polymer melts: The key to carbon nanotube-polymer composites,” Nano Letters 8(9), 2744-2750. DOI: 10.1021/nl801209g
Treviso, A., Van Genechten, B., Mundo, D., and Tournour, M. (2015). “Damping in composite materials: Properties and models,” Composites Part B: Engineering 78, 144-152. DOI: 10.1016/j.compositesb.2015.03.081
Tserki, V., Zafeiropoulos, N. E., Simon, F., and Panayiotou, C. (2005). “A study of the effect of acetylation and propionylation surface treatments on natural fibres,” Composites Part A: Applied Science and Manufacturing 36(8), 1110-1118. DOI: 10.1016/j.compositesa.2005.01.004
Tshabalala, M. A., Libert, R., and Schaller, C. M. (2011). “Photostability and moisture uptake properties of wood veneers coated with a combination of thin sol-gel films and light stabilizers,” Holzforschung 65(2), 215-220. DOI: 10.1515/hf.2011.022
Tuominen, M., Lahti, J., Lavonen, J., Penttinen, T., Räsänen, J. P., and Kuusipalo, J. (2010). “The influence of flame, corona and atmospheric plasma treatments on surface properties and digital print quality of extrusion coated paper,” Journal of Adhesion Science and Technology 24(3), 471-492. DOI: 10.1163/016942409×12561252292224
Uddin, M. F., and Sun, C. T. (2010). “Improved dispersion and mechanical properties of hybrid nanocomposites,” Composites Science and Technology 70(2), 223-230. DOI: 10.1016/j.compscitech.2009.09.017
Uehara, T., and Sakata, I. (1990). “Effect of corona discharge treatment on cellulose prepared from beech wood,” Journal of Applied Polymer Science 41(7‐8), 1695-1706. DOI: 10.1002/app.1990.070410728
Väisänen, T., Das, O., and Tomppo, L. (2017). “A review on new bio-based constituents for natural fibre-polymer composites,” Journal of Cleaner Production 149, 582-596. DOI: 10.1016/j.jclepro.2017.02.132
Väisänen, T., Haapala, A., Lappalainen, R., and Tomppo, L. (2016). “Utilization of agricultural and forest industry waste and residues in natural fibre-polymer composites: A review,” Waste Management 54, 62-73. DOI: 10.1016/j.wasman.2016.04.037
Valadez-Gonzalez, A., Cervantes-Uc, J. M., Olayo, R., and Herrera-Franco, P. J. (1999). “Chemical modification of henequen fibres with an organosilane coupling agent,” Composites Part B: Engineering 30(3), 321-331. DOI: 10.1016/s1359-8368(98)00055-9
Verkholantsev, V. V. (2003). “Functional variety: Effects and properties in surface-functional coating systems,” European Coatings Journal (9), 18-25.
Vijayakumar, S., Manikandan, S., and Karunamoorthy, L. (2014). “The Experimental Investigation on Water Absorption Characteristics of Natural Fibre Composites. In Advanced Materials Research (Vol. 984, pp. 248-252). Trans Tech Publications Ltd. DOI: 10.4028/www.scientific.net/amr.984-985.248
Vijayaraghavan, V., and Zhang, L. (2019). “Tensile and interfacial loading characteristics of boron nitride-carbon nanosheet reinforced polymer nanocomposites,” Polymers 11(6), 1075. DOI: 10.3390/polym11061075
Vijayaraghavan, V., Garg, A., Wong, C. H., Tai, K., and Singru, P. M. (2015). “An integrated computational approach for determining the elastic properties of boron nitride nanotubes,” International Journal of Mechanics and Materials in Design 11(1), 1-14. DOI: 10.1007/s10999-014-9262-1
Vilakati, G. D., Mishra, A. K., Mishra, S. B., Mamba, B. B., and Thwala, J. M. (2010). “Influence of TiO2-modification on the mechanical and thermal properties of sugarcane bagasse–EVA composites,” Journal of Inorganic and Organometallic Polymers and Materials 20(4), 802-808. DOI: 10.1007/s10904-010-9398-x
Vilay, V., Mariatti, M., Taib, R. M., and Todo, M. (2008). “Effect of fiber surface treatment and fiber loading on the properties of bagasse fiber–reinforced unsaturated polyester composites,” Composites Science and Technology 68(3-4), 631-638. DOI: 10.1016/j.compscitech.2007.10.005
Vladkova, T. G., Dineff, P. D., and Gospodinova, D. N. (2004). “Wood flour: A new filler for the rubber processing industry. II. Cure characteristics and mechanical properties of NBR compounds filled with corona‐treated wood flour,” Journal of Applied Polymer Science 91(2), 883-889. DOI: 10.1002/app.13261
Vladkova, T. G., Dineff, P. D., Gospodinova, D. N., and Avramova, I. (2006). “Wood flour: New filler for the rubber processing industry. IV. Cure characteristics and mechanical properties of natural rubber compounds filled by non‐modified or corona treated wood flour,” Journal of Applied Polymer Science 101(1), 651-658. DOI: 10.1002/app.23730
Wang, Q., Zhang, Y., Liang, W., Wang, J., and Chen, Y. (2020). “Effect of silane treatment on mechanical properties and thermal behavior of bamboo fibers reinforced polypropylene composites,” Journal of Engineered Fibers and Fabrics 15, 1558925020958195. DOI: 10.1177/1558925020958195
Wang, B., Panigrahi, S., Tabil, L., and Crerar, W. (2007). “Pre-treatment of flax fibres for use in rotationally molded biocomposites,” Journal of Reinforced Plastics and Composites 26(5), 447-463. DOI: 10.1177/0731684406072526
Wang, W., Sain, M., and Cooper, P. A. (2005). “Hygrothermal weathering of rice hull/HDPE composites under extreme climatic conditions,” Polymer Degradation and Stability 90(3), 540-545. DOI: 10.1016/j.polymdegradstab.2005.03.014
Wang, X., Liu, J., and Chai, Y. (2012). “Thermal, mechanical, and moisture absorption properties of wood-TiO2 composites prepared by a sol-gel process,” BioResources 7(1), 0893-0901. DOI: 10.15376/biores.7.1.0893-0901
West, R. D., and Malhotra, V. M. (2006). “Rupture of nanoparticle agglomerates and formulation of Al2O3‐epoxy nanocomposites using ultrasonic cavitation approach: Effects on the structural and mechanical properties,” Polymer Engineering and Science 46(4), 426-430. DOI: 10.1002/pen.20513
Wielage, B., Lampke, T., Utschick, H., and Soergel, F. (2003). “Processing of natural-fibre reinforced polymers and the resulting dynamic–mechanical properties,” Journal of Materials Processing Technology 139(1-3), 140-146. DOI: 10.1016/s0924-0136(03)00195-x
Wulf, M., Wehling, A., and Reis, O. (2002, September). “Coatings with self‐cleaning properties. In Macromolecular Symposia (Vol. 187, No. 1, pp. 459-468). “Weinheim: WILEY‐VCH Verlag. DOI: 10.1002/1521-3900(200209)187:1<459: AID-MASY459>3.0.CO;2-Q
Xu, Z., Sun, X., Xiong, K., Chen, Z., Shang, Y., Guo, R., Cai, S., and Zheng, C. (2021). “A review of the research progress on the interface between oxide fibre and oxide ceramic matrix,” Ceramics International 47(5), 5896-5908. DOI: 10.1016/j.ceramint.2020.11.039
Yamamoto, T., Uematsu, K., Irisawa, T., and Tanabe, Y. (2016). “Controlling of the interfacial shear strength between thermoplastic resin and carbon fibre by adsorbing polymer particles on carbon fibre using electrophoresis,” Composites Part A: Applied Science and Manufacturing 88, 75-78. DOI: 10.1016/j.compositesa.2016.05.021
Yamamoto, T., Uematsu, K., Irisawa, T., and Tanabe, Y. (2017). “Enhancement of surface adhesion between thermoplastic resin and carbon fibre using polymer colloids,” The Journal of Adhesion 93(12), 943-948. DOI: 10.1080/00218464.2016.1189332
Yan, W., Zhang, M. Q., Yu, J., Nie, S. Q., Zhang, D. Q., and Qin, S. H. (2019). “Synergistic flame-retardant effect of epoxy resin combined with phenethyl-bridged DOPO derivative and graphene nanosheets,” Chinese Journal of Polymer Science 37(1), 79-88. DOI: 10.1007/s10118-019-2175-6
Yang, S. Y., Lin, W. N., Huang, Y. L., Tien, H. W., Wang, J. Y., Ma, C. C. M., … and Wang, Y. S. (2011). “Synergetic effects of graphene platelets and carbon nanotubes on the mechanical and thermal properties of epoxy composites,” Carbon 49(3), 793-803. DOI: 10.1016/j.carbon.2010.10.014
Yao, F., Wu, Q., Lei, Y., Guo, W., and Xu, Y. (2008). “Thermal decomposition kinetics of natural fibers: activation energy with dynamic thermogravimetric analysis,” Polymer Degradation and Stability 93(1), 90-98. DOI: 10.1016/j.polymdegradstab.2007.10.012
Yao, X., Gao, X., Jiang, J., Xu, C., Deng, C., and Wang, J. (2018). “Comparison of carbon nanotubes and graphene oxide coated carbon fibre for improving the interfacial properties of carbon fibre/epoxy composites,” Composites Part B: Engineering 132, 170-177. DOI: 10.1016/j.compositesb.2017.09.012
Yeh, S. K., Hu, C. R., Rizkiana, M. B., and Kuo, C. H. (2021). “Effect of fibre size, cyclic moisture absorption and fungal decay on the durability of natural fibre composites,” Construction and Building Materials 286, 122819. DOI: 10.1016/j.conbuildmat.2021.122819
Yin, X. W., Cheng, L. F., Zhang, L. T., Travitzky, N., and Greil, P. (2017). “Fibre-reinforced multifunctional SiC matrix composite materials,” International Materials Reviews 62(3), 117-172. DOI: 10.1080/09506608.2016.1213939
Young, R. J. (2015). “Composite micromechanics: From carbon fibres to graphene,” in: Structural Integrity and Durability of Advanced Composites, Woodhead Publishing, Cambridge, UK, pp. 3-23. DOI: 10.1016/b978-0-08-100137-0.00001-8
Yu, M. F., Yakobson, B. I., and Ruoff, R. S. (2000). “Controlled sliding and pullout of nested shells in individual multiwalled carbon nanotubes,” The Journal of Physical Chemistry B 104(37), 8764-8767. DOI: 10.1021/jp002828d
Yu, H. J., Zhou, X. G., Zhang, W., Peng, H. X., Zhang, C. R., and Huang, Z. L. (2011). “Mechanical properties of 3D KD-I SiCf/SiC composites with engineered fibre–matrix interfaces,” Composites Science and Technology 71(5), 699-704. DOI: 10.1016/j.compscitech.2011.01.014
Yuan, X., Jayaraman, K., and Bhattacharyya, D. (2002). “Plasma treatment of sisal fibres and its effects on tensile strength and interfacial bonding,” Journal of Adhesion Science and Technology 16(6), 703-727. DOI: 10.1163/156856102760099898
Yuan, X., Jayaraman, K., and Bhattacharyya, D. (2004). “Effects of plasma treatment in enhancing the performance of woodfibre-polypropylene composites,” Composites Part A: Applied Science and Manufacturing 35(12), 1363-1374. DOI: 10.1016/j.compositesa.2004.06.023
Zabihi, O., Ahmadi, M., Li, Q., Shafei, S., Huson, M. G., and Naebe, M. (2017). “Carbon fibre surface modification using functionalized nanoclay: A hierarchical interphase for fibre-reinforced polymer composites,” Composites Science and Technology 148, 49-58. DOI: 10.1016/j.compscitech.2017.05.013
Zabihi, O., Ahmadi, M., Shafei, S., Seraji, S. M., Oroumei, A., and Naebe, M. (2016). “One-step amino-functionalization of milled carbon fibre for enhancement of thermo-physical properties of epoxy composites,” Composites Part A: Applied Science and Manufacturing 88, 243-252. DOI: 10.1016/j.compositesa.2016.06.005
Zaman, H. U., Khan, M. A., and Khan, R. A. (2009). “Improvement of mechanical properties of jute fibers-polyethylene/polypropylene composites: Effect of green dye and UV radiation,” Polymer-Plastics Technology and Engineering 48(11), 1130-1138. DOI: 10.1080/03602550903147262
Zare, Y., and Rhee, K. Y. (2017). “Accounting the reinforcing efficiency and percolating role of interphase regions in tensile modulus of polymer/CNT nanocomposites,” European Polymer Journal 87, 389-397. DOI: 10.1016/j.eurpolymj.2017.01.007
Zhang, Z. X., Zhang, J., Lu, B. X., Xin, Z. X., Kang, C. K., and Kim, J. K. (2012). “Effect of flame retardants on mechanical properties, flammability and foamability of PP/wood–fiber composites,” Composites Part B: Engineering 43(2), 150-158. DOI: 10.1016/j.compositesb.2011.06.020
Zhang, Z., Jiang, G., Wu, Y., Kong, F., and Huang, J. (2018). “Surface functional modification of ultrahigh molecular weight polyethylene fibre by atom transfer radical polymerization,” Applied Surface Science 427, 410-415. DOI: 10.1016/j.apsusc.2017.08.159
Zhang, X., Duan, J., Zhuo, G., Li, H., Lyu, J., and Di, J. (2022). “Nano silicon carbide-treated wheat straw fibre reinforced high-density polyethylene composites,” Industrial Crops and Products 182, 114834. DOI: 10.1016/j.indcrop.2022.114834
Zheng, Z., Tang, X., Shi, M., and Zhou, G. (2004). “Surface modification of ultrahigh‐molecular‐weight polyethylene fibres,” Journal of Polymer Science Part B: Polymer Physics 42(3), 463-472. DOI: 10.1002/polb.10727
Zhong, B., Cheng, Y., Wang, M., Bai, Y., Huang, X., Yu, Y., Wang, H., and Wen, G. (2018). “Three-dimensional hexagonal boron nitride nanosheet/carbon nanotube composites with light weight and enhanced microwave absorption performance,” Composites Part A: Applied Science and Manufacturing 112, 515-524. DOI: 10.1016/j.compositesa.2018.07.009
Zhong, W. H., Sui, G., Jana, S., and Miller, J. (2009). “Cosmic radiation shielding tests for UHMWPE fibre/nano-epoxy composites,” Composites Science and Technology 69(13), 2093-2097. DOI: 10.1016/j.compscitech.2008.10.004
Zhou, Y., Fan, M., and Chen, L. (2016). “Interface and bonding mechanisms of plant fibre composites: An overview,” Composites Part B: Engineering 101, 31-45. DOI: 10.1016/j.compositesb.2016.06.055
Zhou, L., and Koltisko, B. (2005). “Development of soft feel coatings with waterborne polyurethanes,” JCT Research 2(6), S54-S54.
Zhou, Y., Fan, M., Chen, L., and Zhuang, J. (2015). “Lignocellulosic fibre mediated rubber composites: An overview,” Composites Part B: Engineering 76, 180-191. DOI: 10.1016/j.compositesb.2015.02.028
Zolali, A. M., and Favis, B. D. (2017). “Compatibilization and toughening of co-continuous ternary blends via partially wet droplets at the interface,” Polymer 114, 277-288. DOI: 10.1016/j.polymer.2017.02.093
Article submitted: June 3, 2022; Peer review completed: July 11, 2022; Revisions accepted: July 25, 2022; Published: August 10, 2022.
DOI: 10.15376/biores.17.4.Mohammed