
Abstract
This study evaluated the possibility of producing low-density oriented strand boards (OSB) from industrial chips of Pinus sylvestris L. Statistical analysis was used to determine the lowest possible density of resulting OSBs meeting the requirements of EN standard 300 for type 3 boards. The analysis revealed that this type of board could be obtained with a density as low as 425 kg/m3, corresponding to a compression ratio of about 0.85 for pine wood. An important parameter was the quality of the pine chips, the dimensions of which should be as close as possible to the dimensions of standard wood strands.
Download PDF
Full Article
Low-Density Oriented Strand Boards
Radosław Mirski * and Dorota Dziurka
This study evaluated the possibility of producing low-density oriented strand boards (OSB) from industrial chips of Pinus sylvestris L. Statistical analysis was used to determine the lowest possible density of resulting OSBs meeting the requirements of EN standard 300 for type 3 boards. The analysis revealed that this type of board could be obtained with a density as low as 425 kg/m3, corresponding to a compression ratio of about 0.85 for pine wood. An important parameter was the quality of the pine chips, the dimensions of which should be as close as possible to the dimensions of standard wood strands.
Key words: OSB; Humid conditions; Dimensional stability; Flake; Chips
Contact information: Poznań University of Life Sciences, Department of Wood-Based Materials, Wojska Polskiego 28, 60-637 Poznań, Poland; *Corresponding author: rmirski@up.poznan.pl
INTRODUCTION
Oriented strand boards (OSB) must be manufactured from sufficiently long strands to allow for their easy orientation. However, production of this type of strands requires wood material of higher quality than the wood used for the production of other types of wood-based boards. The limited supply of wood raw material available has increased the price of this material and has effectively forced the use of cheaper, more troublesome raw materials.
A significant increase in the use of waste wood (post-consumer and post-production wood) and annual plant waste has been observed in recent years. Industrial waste wood in the form of sawdust, wood chips, or wood lumps, generated during wood processing, has become an essential raw material in the manufacture of particleboards in Europe.
One possible solution for increasing the production of OSBs is the use of new tree species, such as American sweetgum (Liqudambar styraciflua L.) (Shupe et al. 2001), Japanese cedar (Cryptomeria japonica D. Don), Japanese Douglas-fir (Pseudotsuga japonica (Shiras.) (Hermawan et al. 2007), bamboo (Sumardi et al. 2007; Cheng et al. 2012), mixing several types of wood chips (Zhang et al.1998), or using wood from fire-impacted trees (Moya et al. 2009). It has also been shown that using fine chips as a core layer component does not cause any significant deterioration of board properties (Fakhri et al. 2006a; Fakhri et al. 2006b; Han et al. 2006; Han et al. 2007; Mirski and Dziurka 2011a; Mirski and Dziurka 2011b).
Another way to reduce the content of expensive raw materials is by reducing the board density. Density is a physical parameter that significantly affects the physical and mechanical properties of wood-based materials, particularly the modulus of rigidity and modulus of elasticity (Sumardi et al.2007; Grandmont et al. 2010), and reduction in the density decreases these properties. However, literature indicates that currently-produced OSBs are characterized by much better properties, mainly mechanical, than required by EN standard 300 (Dziurka et al. 2005). There is, therefore, a considerable “margin” that can be reduced by using less of the expensive OSB components but still maintaining the same board class. The properties of particleboards are deemed favorable when the compression ratio (the ratio between the board density and the wood density) is 1.3 to 1.5. This assumption was adopted by the authors of the solutions described in the following patents: US 7326456 B2 (Chen and Wellwood 2008) and US 6767490 B2 (Sean and Brunette 2004). The mean OSB density assumed by these authors was about 450 kg/m3. They claimed that maintaining good mechanical properties in boards of this density required substantial technological changes in the production process.
The aim of this study was to determine the minimum average density at which the boards would still meet the mechanical requirements for oriented strand boards, without introducing any changes in their manufacturing process but using the length selected strands.
EXPERIMENTAL
Materials
To determine the density of pine wood, discs of thickness 3.5 cm were cut from the thinner end of 35 pieces of roundwood intended for strand wood production. The mean diameter of the discs was 12.33 cm (standard deviation, 2.36 cm). Each disc yielded 5 samples (1 from the core and 4 from the peripheral layer), with dimensions of 20 x 20 x 20 ± 1 mm, used to determine the wood density in a completely dry state. The mean density of pine wood samples determined in this study was 548 kg/m3(minimum, 354 kg/m3; maximum, 976 kg/m3). However, the resulting wood density values did not follow a normal distribution, so the median, 511 kg/m3, seemed to be a more accurate parameter. The pine wood density obtained in this study indicated that the optimum board density would range from 660 to 710 kg/m3.
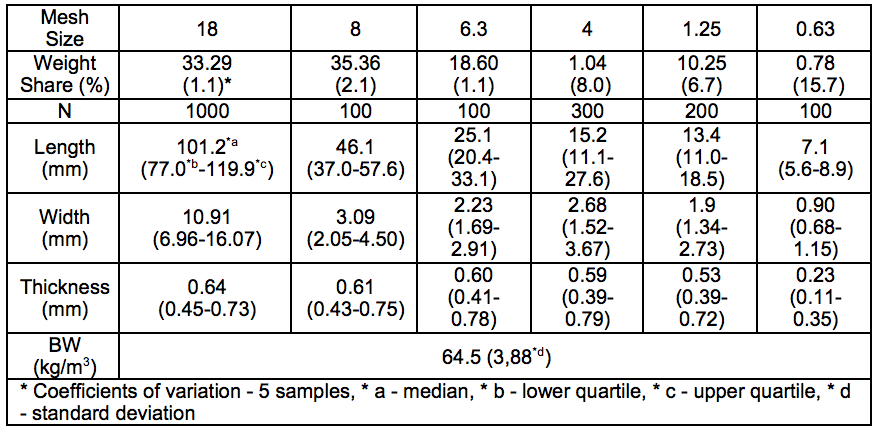
The oriented strand boards were made from industrial pine strands. The strands were first passed through a sieve with a 0.5 x 0.5 mm mesh to separate the fine fractions and dust, and then their bulk weight (BW) was determined and they were subjected to sieve analysis. Bulk weight in this context was defined as the weight of loosely piled, non-glued strands per unit volume. The sieve analysis included screens with square meshes of the following side lengths: 18, 8, 6.3, 5, 4, 2.5, 1.25, and 0.63 mm. The following densities of the resulting OSBs were assumed: 650, 585, 520, 455, 390, 325, and 260 kg/m3. These densities were related to the bulk weights of the strands studied (4 ÷ 10 kg/m2).
Methods
The resulting boards were 15-mm-thick, three-layer boards with layer ratios of 1:2:1. Strands with moisture contents of 6.2 and 5%, intended for the outer and core layers, respectively, were glued with pMDI at 3% on the dry strand weight. No additional agents were used to improve the board hydrophobicity. The hand-molded mats were pressed at 200 °C with a compression factor of 20 s/mm. Each variant involved four boards, two per series, and the second board was pressed a week later than the first.
The boards were tested based on the relevant standards. The following characteristics were assessed: the modulus of rigidity (MOR) and modulus of elasticity (MOE) according to EN 310; internal bonding (IB) according to EN 319; internal bonding after the boiling test (V100) according to EN 1087-1; and swelling in the thickness direction (TS) after 24 h according to PN-EN 317.
Depending on the test, 12 to 15 samples were used, and the results were analyzed using Statistica 12.5 software.
The resulting physical and mechanical properties of the boards were used to determine the minimum density at which they would still meet the requirements of EN standard 300 for type 3 OSB. Since most of the investigated properties were linearly dependent on the density, the linear regression Eq. 1 was used to compute the minimum density,
y = a1ρ + a0 (1)
where y is the evaluated parameter, ρ is the density, and a0 and a1 are equation coefficients.
RESULTS AND DISCUSSION
A characteristic feature of oriented strand boards is the size of the strands used for their manufacture. They are typically 75 to 120 mm long, 20 to 30 mm wide, and 0.3 to 0.7 mm thick (Barnes 2000, 2001; Chen et al. 2008). The technology for strand manufacture typically yields an extremely heterogeneous distribution of shapes and linear dimensions, as described in detail by Kruse et al.(2000). Therefore, it is difficult to describe the strands used in this study, as both their size and shape homogeneity significantly affect their bulk weight. Bulk weight indirectly indicates the minimum board density that can be achieved during pressing.
The data shown in Table 1 suggest that the bulk weight of the strands used in this study was about 65 kg/m3. This was mainly due to fine strands. The investigated strands contained only 25% strands of standard length and thickness and only 10% strands with standard width. The dominant fraction was retained on a sieve with 8 x 8 mm mesh (i.e., relatively long and wide strands). The higher the fine fraction, the greater the bulk weight and the poorer the mechanical properties of the boards were at a given density. The baseline bulk weight was assumed to be 65 kg/m3, and the boards were produced by compressing the mat by 4 to 10 times.
Table 1. Sieve Analysis Results
As indicated by the data presented in Fig. 1, the mean board density for individual variants differed only slightly from the assumed density, and was generally higher. For these reasons, further analysis included only actual (test-proven) mean density values.

Fig. 1. Density of the oriented strand boards used to test the physical and mechanical properties
As indicated by the data presented in Fig. 2, boards with a density of 620 kg/m3 were characterized by very high internal bonding and modulus of elasticity, regardless of the direction taken in determining these parameters. The MOR values were particularly similar to those obtained in industrial boards, but the modulus of elasticity was considerably lower (by about 1,000 MPa for both axes) (Mirski et al. 2011).

Fig. 2. Modulus of rigidity and modulus of elasticity during the bending of boards of different densities (II – longer axis, ^ – shorter axis)
The OSBs of the highest evaluated density also exhibited very high tensile strength perpendicular to the board plane, both before and after the boiling test (Fig. 3). The board’s high resistance to boiling, which exceeded the standard (EN 300) by nearly 70%, was particularly surprising, as this requirement seems to be the most difficult for OSB manufacturers to meet. With decreasing density, the differences in board resistance before and after the boiling test were also reduced. As expected, reduced density was accompanied by decreased swelling in the thickness direction (Fig. 3). The high swelling value obtained for the control board was due to the lack of a hydrophobic agent. The industrially-produced boards with densities of 590 to 650 kg/m3 generally have acceptable swelling levels, so it can be assumed that the addition of a hydrophobic agent would reduce the examined values to satisfactory levels. For this reason, the minimum density for this parameter was not determined.
Table 2 shows the coefficients of the regression equations, the coefficients of fit, and the minimum density levels calculated from these equations, allowing for the manufacture of boards meeting the requirements of OSB/3. Very high coefficients of fit (R2) resulted from using the mean values of both the density and the evaluated mechanical parameters in the calculations. The minimum mean board density calculated with the linear regression equations ranged from 401 to 423 kg/m3. The modulus of rigidity and modulus of elasticity determined for the longer axis required a higher density of about 420 kg/m3. One of the most surprising results was that the value of internal bonding met the standard requirements at a relatively low board density of 403 kg/m3. This was likely because high-quality strands that facilitated the formation of strong adhesive bonds in the core layer, despite the low compression level, were used.

Fig. 3. Internal bonding (IB), resistance after the boiling test (V100), and swelling (TS) of boards of different densities
Table 2. Regression Results of Properties – Density Relationship for OSB with a Linear Model and Minimum Densities at which the Boards are classified as OSB Type 3

CONCLUSIONS
The mechanical properties of the laboratory-manufactured boards with density 620 kg/m3 were similar to those of industrially-produced boards. In the density range of 430 to 620 kg/m3, the boards met the requirements of EN standard 300 for OSB/3. From a density of 530 kg/m3 and higher, they met the standards for OSB/4. This was due to the high quality of the strands used in this study; in nearly 70%, the linear dimension was considerably large. Longer strands resulted in greater bulk weight and more bonds. Long, relatively wide strands form adhesive joints with considerable surface area, and in this way, the mechanical strength of the board is increased. The regression results of mechanical properties-density relation, due to the very high coefficients of fit (R2), allow to calculate the minimum density levels of boards meeting the requirements of OSB/3.The lowest determined density allowing for the manufacture of type 3 OSBs, 424 kg/m3, was similar to the density cited in patent literature. The authors of these patents suggested that the production of OSBs with such low density would require changes in the production process, but this seems unnecessary when using strands of high quality. The board density determined in this study indicated a compression ratio of 0.85, or a mat density index of about 6.5. The latter term seems more suitable in the context of lightweight boards.
REFERENCES CITED
Barnes, D. (2000). “An integrated model of the effect of processing parameters on the strength properties of oriented stand wood products,” For. Prod. J. 50(11/12), 33-42.
Barnes, D. (2001). “A model of the effect of stand length and stand thickness on the strength properties of oriented wood composites,” For. Prod. J. 51(2), 36-46.
Chen, S., Fang, L., Liu, X., and Welleood, R. (2008). “Effect of mat structure on modulus of elasticity of oriented strandboard,” Wood Sci. Technol. 42(3), 197-210. DOI: 10.1007/s00226-007-0167-0
Chen, L., and Wellwood, R. W. F. (2008). “Low density oriented strand board,” US Patent 7326456 B2
Cheng, Y., Guan, M. J., and Zhang, Q. S. (2012). “Selected physical and mechanical properties of bamboo and poplar composite OSB with different hybrid ratios,” Key Engineering Materials 517, 87-95. DOI: 10.4028/www.scientific.net/KEM.517.87
Dziurka, D., Mirski, R., and Łęcka, J. (2005). “A comparison of properties of OSB/3 and OSB/4 boards subjected to action of cycles of varying temperatures,” Ann. Warsaw Agricult. Univ.-SGGW, For. and Wood Technol. 56, 219-224.
Fakhri, H. R., Semple, K. E., and Smith, G. D. (2006a). “Transverse permeability of OSB. Part I. The effects of core fines content and mat density on transverse permeability,” Wood Fiber Sci. 38(3), 450-462.
Fakhri, H. R., Semple, K. E., and Smith, G. D. (2006b). “Transverse permeability of OSB. Part II. Modeling the effects of density and core fines content,” Wood Fiber Sci. 38(3), 463-473.
Grandmont, J. F., Cloutier, A., Gendron, G., and Desjardins, R. (2010). “Effect of density on the properties of oriented strandboard web stock used in wood I-joists,” Wood Fiber Sci. 60(7/8), 592-598. DOI: 10.13073/0015-7473-60.7.592
Han, G., Wu, Q., and Lu, J. Z. (2007). “The influence of fines content and panel density on properties of mixed hardwood oriented strandboard,” Wood Fiber Sci. 39(1), 2-15.
Han, G., Wu, Q., and Lu, J. Z. (2006). “Selected properties of wood strand and oriented strandboard from small diameter southern pine trees,” Wood Fiber Sci. 38(4), 621- 632.
Hermawan, A., Ohuchi, T., Tashima, R., and Murase, Y. (2007). “Manufacture of strand board made from construction scrap wood,” Resources, Conservation, and Recycling 50(4), 415-426. DOI: 10.1016/j.resconrec.2006.07.002
Kruse, K., Dai, C., and Pielasch, A. (2000). “An analysis of strand and horizontal density distributions in oriented strand board (OSB),” Holz Roh- u. Werkst. 58(4), 270-277. DOI: 10.1007/s001070050424
Mirski, R., and Dziurka, D. (2011a). “Applicability of strand substitution in the core of OSB,” BioResources 6(3), 3080-3086.
Mirski, R., and Dziurka, D. (2011b). “The utilization of chips from comminuted wood waste as a substitute for flakes in the oriented strand board core,” For. Prod. J. 61(6), 473-478. DOI: 10.13073/0015-7473-61.6.473
Mirski, R., Dziurka, D., and Derkowski, A. (2011). “Dynamics of changes in thickness of commercial OSB/3 subjected to soaking,” Wood Research 56(3), 403-412.
Moya, L., Tze, W. T. Y., and Winandy, J. E. (2009). “The effect of cyclic relative humidity changes on moisture content and thickness swelling behavior of oriented strandboard,” Wood Fiber Sci. 41(4), 447-460.
Shupe, T. F., Hse, C. Y., and Price, E. W. (2001). “Flake orientation effects on physical and mechanical properties of sweetgum flakeboard,” For. Prod. J. 51(9), 38-43.
Sean, S. T., and Brunette, G. (2004). “Low density oriented strand board,” US Patent 6767490 B2
Sumardi, I., Ono, K., and Suzuki, S. (2007). “Effect of board density and layer structure on the mechanical properties of bamboo oriented strandboard,” J. Wood Sci. 53(6), 510-515. DOI: 10.1007/s10086-007-0893-9
PN-EN 300. (2004). Oriented Strand Boards. Definitions, Classification and Specifications. Polish Committee for Standardization, Warsaw.
PN-EN 310. (1993). Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. Polish Committee for Standardization, Warsaw.
PN-EN 317. (1993). Particleboards and Fibreboards. Determination of Swelling in Thickness after Immersion in Water. Polish Committee for Standardization, Warsaw.
PN-EN 319. (1993). Particleboards and Fibreboards. Determination of Tensile Strength Perpendicular to the Plane of the Board. Polish Committee for Standardization, Warsaw.
PN-EN 322. (1993). Wood-Based Panels. Determination of Moisture Content. Polish Committee for Standardization, Warsaw.
PN-EN 1087-1. (1995). Particleboards. Determination of Moisture Resistance – Part 1: Boil Test. Polish Committee for Standardization, Warsaw.
Zhang, M., Wong, E., Kawai, S., and Kwon, J. (1998). “Manufacture and properties of high-performance oriented strand board composite using thin strands,” J. Wood Sci. 44(3), 191-197. DOI: 10.1007/BF00521962
Article submitted: April 20, 2015; Peer review completed: July 24, 2015; Revised version received and accepted: July 30, 2015; Published: August 7, 2015.
DOI: 10.15376/biores.10.4.6388-6394