
Abstract
Scots pine (Pinus sylvestris L.) is a fast-growing wood that has been widely manufactured into various furnishing products. To improve the machinability of Scots pine, the cutting force and surface roughness during peripheral milling with helical cutters was assessed via an orthogonal experimental design. Experimental results revealed that the resultant cutting force is positively related to the depth of cut, but negatively correlated with inclination angle of cutting edge and cutting speed. However, surface roughness first declines and then increases with increasing inclination angle, and it also shows an increasing trend with the increasing depth of cut and decreasing cutting speed. Furthermore, the depth of cut significantly contributes to the resultant force and surface roughness, while both the cutting speed and inclination angle have insignificant impacts on the resultant force and surface roughness. Finally, the optimized milling parameters were determined as 62° inclination angle of cutting edge, 45 m/min cutting speed, and 0.2 mm depth of cut, and these parameters are proposed for the quality finishing of Scots pine machining.
Download PDF
Full Article
Machinability of Scots Pine during Peripheral Milling with Helical Cutters
Dong Jin a,b,* and Kejun Wei c
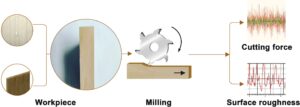
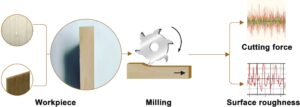
Scots pine (Pinus sylvestris L.) is a fast-growing wood that has been widely manufactured into various furnishing products. To improve the machinability of Scots pine, the cutting force and surface roughness during peripheral milling with helical cutters was assessed via an orthogonal experimental design. Experimental results revealed that the resultant cutting force is positively related to the depth of cut, but negatively correlated with inclination angle of cutting edge and cutting speed. However, surface roughness first declines and then increases with increasing inclination angle, and it also shows an increasing trend with the increasing depth of cut and decreasing cutting speed. Furthermore, the depth of cut significantly contributes to the resultant force and surface roughness, while both the cutting speed and inclination angle have insignificant impacts on the resultant force and surface roughness. Finally, the optimized milling parameters were determined as 62° inclination angle of cutting edge, 45 m/min cutting speed, and 0.2 mm depth of cut, and these parameters are proposed for the quality finishing of Scots pine machining.
Keywords: Peripheral milling; Cutting force; Surface roughness; Wood; ANOVA
Contact information: a: College of Furnishings and Industrial Design, Nanjing Forestry University, Nanjing 210037, China; b: School of Design Art and Media, Nanjing University of Science and Technology, Nanjing, Jiangsu, China; c: Jiangsu Pivot New Materials Co., Ltd., Wuxi, Jiangsu, China;
* Corresponding author: kidjin@njfu.edu.cn
GRAPHICAL ABSTRACT
INTRODUCTION
With increasing global consumption of wood resources, fast-growing woods have been increasingly used in the construction and decoration industries (Ajani 2011). Scots pine (Pinus sylvestris L.) is one of these fast-growing woods, and it has been widely used as materials for manufacturing doors, flooring, and so on, due to its excellent material characteristics (Epmeier and Kliger 2005), such as attractive texture, convenient applicability, and high durability (Epmeier et al. 2007).
In industrial manufacturing, the cutting force is one of the most important indexes to evaluate the machining performance, especially for cutting power, and it is directly affected by characteristics such as material properties (Kminiak et al. 2020) and cutting parameters (Zhu et al. 2020a).
Changes in cutting forces during the sawing of Scots pine was studied by Chuchala et al. (2014). They found that the density and provenance of workpiece have great influence on the cutting force. The cutting force of Scots pine was studied by Zhu et al. (2018) during orthogonal cutting, and they found that the cutting force is mainly affected by cutting parameters and directions.
In the related research, influence of spiral grain angle on the cutting power was explored by Pinkowski et al. (2016) in milling of Scots pine. The study revealed that cutting power during milling against the grain was lower than that during milling with the grain. Furthermore, Chuchala et al. (2020) investigated the changes in cutting power for different drying conditions during sawing of pine and beech. The work showed that wood moisture content is a crucial factor affecting cutting power. Guo et al. (2015) studied the influence of various cutting thicknesses on the cutting force of wood flour/polyvinyl chloride composite during peripheral milling. It was found that the maximum tangential force and the maximum normal force under high speed are smaller than those under low speed. Li et al. (2017) investigated the influence of milling parameters on tangential force and normal force during milling of gypsum fiber composite. The results showed that the tangential and normal forces increased with the increase of depth of cut. However, the cutting force decreased with the increase of rotation speed.
Surface roughness plays an important role in the quality of product. Surface imperfections may be induced on the machined surface, thereby reducing the final quality (Davim et al. 2008). The average arithmetic deviation of the roughness profile during cylindrical milling of the board edges was studied by Sedlecky et al. (2018), and the best surface quality was obtained by decreasing the feed speed and increasing the cutting speed. Davim et al. (2007a,b) investigated the defects and delamination during drilling of medium-density fiberboard. They proposed that a higher cutting speed should be used in terms of greater material remove rate and minimal delamination. In related research, the changes in surface roughness during milling of medium-density fiberboard was explored by Davim et al. (2009). Their work showed that the spindle speed has great influence on the surface roughness, and high-speed cutting is also adopted to be used in the milling of medium-density fiberboard for the high surface quality. Meanwhile, a literature survey on the material machining was presented by Abrao et al. (2007) and their results indicated that cutting parameters and tool geometries impact the machined surface.
During industrial cutting of Scots pine, straight tooth milling is one of the most commonly used cutting methods. However, Scots pine is an inhomogeneous material. During straight tooth milling, the cutting edge is cut into and cut off from workpiece at the same time, and it easily leads to edge-breaking and surface damage. How to improve the machinability of Scots pine has been an urgent problem to be solved for the wood manufacturing industries. Recently, the helical cutter, a cutting tool with inclined cutting edges, has been widely used in the machining of hard-to-cut materials, such as stone-based composite, fiber-reinforced material, and others. Because the shape of the cutting edge is helical, the cutting edge is cut into and cut off from workpiece in sequence during peripheral milling with helical cutters. Therefore, helical cutters have greater cutting stability and efficiency than that of straight tooth cutters (Zhu et al. 2020b). According to a review of the literature, there are no articles that focus on the cutting performance of Scots pine, especially its cutting performance during peripheral milling with helical cutters.
This work aims to improve the cutting performance of Scots pine. A series of peripheral milling experiments were performed by diamond helical cutters. Main attention was focused on the cutting forces and cutting quality in terms of inclination angle of the cutting edge, cutting speed, and depth of cut. The experimental results are intended to provide a scientific guidance for the industrial machining of Scots pine.
EXPERIMENTAL
Workpiece and Cutting Tool
Scots pine originating from England was used as the testing samples, which were obtained from the middle part of the log with average annual rings width of 8.1 mm. In this study, 27 samples were adopted. They were all in the shape of rectangular blocks, with dimensions of 140 mm × 80 mm × 5 mm (L × W × T, Fig. 1a). Meanwhile, physical and mechanical properties of samples, including density, modulus of rupture, modulus of elasticity, and moisture content, were measured five times based on Chinese standards of GB/T1933-91, GB/T1936.1-91, GB/T1936.2-91 and GB/T1931-91, respectively (Table 1).

Fig. 1. Schematic diagram of the experiment
Table 1. Material Properties of Scots Pine

Integral polycrystalline diamond (PCD) cutters with inclined cutting edges were used in this work, i.e., the PCD inserts were welded on the cutter body. The tools were manufactured by Leuco Precision Tooling Co., Ltd. (TaiCang, China). The material properties of PCD cutting tool including modulus of elasticity, thermal conductivity, and hardness were 800 GPa, 560 W∙m-1∙K-1, and 8000 HV (Zhu et al. 2020b). The tool geometries are listed in Fig. 1b and Table 2.
Table 2. Tool Geometries of Diamond Cutting Tools

Experimental Equipment
As shown in Figs. 1b and c, up-milling was conducted on a computer numerical control (CNC) machining center (MGK01, Nanxing Machinery Co., Ltd., Guangzhou, China) with a constant feeding rate (f) of 10 m/min, and the feeding direction was parallel to the wood fiber. For the measurement of cutting forces, a three-component dynamometer (Kistler 9257B, Kistler Group, Winterthur, Switzerland) was used to monitor the dynamic cutting forces, and a professional data processing software (Kistler 5070A amplifier, 3.2.0.0, Kistler Group, Winterthur, Switzerland) was applied for analysis and calculation. As shown in Fig. 1(b), Fx is the cutting force component parallel to the feeding direction, Fy is the cutting force component perpendicular to the feeding direction, and Fz is cutting force component parallel to the axial direction. In this study, the resultant force Fr was adopted as the main evaluated index to describe the changes of dynamic force at different cutting speed (vc) and depth of cut (ap), which was obtained by Eq. 1 (Cao et al. 2019):
 (1)
(1)
The surface quality was measured with a surface profiler (S-NEX001SD-12, Tokyo Seimitsu Co., Ltd., Tokyo, Japan) by scanning the machined surface of Scots pine, and then Ra was used to evaluate surface smoothness, which was calculated using ACCTee software (Accretech, Tokyo Seimitsu Co., Ltd., V 5.6.11.0, Tokyo, Japan).
Experimental Design
The Taguchi method (Gaitonde et al. 2008a) was adopted in this work, and three different levels were selected for inclination angle of cutting edge, cutting speed, and depth of cut (Table 3). Based on the orthogonal Latin square table L9 (33) (Gaitonde et al. 2008b), the experimental design is determined as shown in Table 4. For each combination of cutting parameters, the cutting forces and surface roughness were measured five times.
Table 3. Milling Parameter Levels

Table 4. Orthogonal Experimental Design

RESULTS AND DISCUSSIONS
Range Analysis of Resultant Cutting Force
Table 5 shows the results from resultant cutting force based on range analysis. The range value (R) is the difference between the maximum value and the minimum value of Ki, namely the values of resultant force at different inclination angles of cutting edge, cutting speed, and depth of cut (Ying et al. 2007). Meanwhile, a larger R-value indicates that the factor has a greater influence on the results. As given in Table 5, the R-values of inclination angle (Rλs), cutting speed (Rvc), and depth (Rap) were 15.8, 32.4, and 134.7, respectively. Thus, the factor of inclination angle had greater effect than that of cutting speed, followed by the inclination angle (Rap = 134.7 > Rvc = 32.4 > Rλs = 15.8).
Table 5. Range Analysis of Resultant Force Fr*

Figure 2 shows the effects of milling parameters on the resultant cutting force Fr based on results from Table 5. The resultant force decreased with the increasing inclination angle of cutting edge. As inclination angle increased, the tool-edge became more easily cut into and off the workpiece, i.e., less resistance was acted upon the tool-edge. Thus, the Fr showed a negative trend with the inclination angle. Furthermore, it can be obtained from Fig. 2 that the Fr decreased with the increasing cutting speed (vc) and decreasing depth of cut (ap). This phenomenon was caused by volume of removed material. As shown in Fig. 3, the material removal amount was mainly determined by the feed peer tooth and cutting thickness (Eqs. 3 and 4) (Zhu et al. 2020b),
 (3)
(3)
 (4)
(4)
where fz is the feed peer tooth in mm, D is the tool diameter of 140 mm, f is the feed speed with 10 m/min, vc is the cutting speed in m/s, z is the tooth number of 6, aav is the average cutting thickness in mm, and ap is the depth of cut in mm.
There was a changing relation between cutting parameter and volume of removed material. As shown in Fig. 3, when the feed speed was constant, with the increase of cutting speed, less chip volume was removed by the cutter in terms of lower values of feed per tooth and cutting thickness. The cutter received less resistance from the removal material. Thus, the resultant force was negatively correlated with cutting speed. However, as depth of cut increases, greater chip volume was removed by the cutter with respect of higher values of cutting thickness, and high resistance from removal material was acting on the cutting tool. Therefore, the resultant force was positively related with the depth of cut.

Fig. 2. Changes in resultant force Fr with different milling parameters

Fig. 3. Removal volume at different cutting speed and depth of cut
During wood machining, low cutting forces can have a positive influence on the tool life and energy consumption. Therefore, the lowest resultant force is advisable to be adopted. According to the K-value of each factor in Table 5, the lowest resultant force was obtained at the cutting combination of λs3vc3ap1, namely the inclination angle of 70°, cutting speed of 45 m/min, and depth of 0.2 mm. In general, the optimal milling parameter for the lowest resultant force was selected as follows: 70° inclination angle of cutting edge, 45 m/min cutting speed, and 0.2 mm depth of cut.
Research of Analysis of Variance on Resultant Force
To accurately evaluate the influence degree of each factor on cutting force, analysis of variance (ANOVA) was used to evaluate the prominence of each factor using SPSS software (IBM, International Business Machines Inc., V 24.0.0.0, Armonk, NY, USA), and 95% confidence level was selected (Floyd and Gurevitch 1998), i.e., α = 0.05, F0.05 = 19.0 (Li et al. 2020). If the F-value of a factor is bigger than the F0.05 of 19.0, the prominence of this factor can be judged as significant. In another case, when F-value was smaller than 19.0, it indicates this factor was insignificant (Jaeger 2008). Table 6 shows the ANOVA results for resultant cutting force. The F-values of inclination angle (Fλs), cutting speed (Fvc), and depth of cut (Fap) were 1.2, 5.2, and 96.3, respectively. It can be concluded that the only the depth of cut has significant contribution to the resultant force (Fap = 96.3 > F0.05 = 19.0), while both inclination angle and cutting speed have insignificant influence on the resultant force (Fλs = 1.2 < F0.05 = 19.0, and Fvc = 5.2 < F0.05 = 19.0).
Table 6. ANOVA Results of Resultant Cutting Force Fr

Range Analysis of Surface Roughness
Table 7 shows the results for surface roughness based on range analysis. The R-values of inclination angle (Rλs), cutting speed (Rvc), and depth (Rap) were 0.8, 0.5, and 1.9, respectively. Hence, the factor of depth of cut had the greatest impact on the surface roughness, followed by the inclination angle and cutting speed, which is judged by the highest R-value of depth of cut (Rap = 1.9), followed by the inclination angle (Rλs = 0.8) and cutting speed (Rvc = 0.5).
Table 7. Range Analysis of Surface Roughness Ra *

Figure 4 presents the changes in surface roughness of Scots pine based on the results from Table 7. It shows that the surface roughness decreased first and then increased as the inclination angle of cutting edge was increased. Furthermore, the surface roughness was negatively correlated to cutting speed, but positively related to depth of cut. Scots pine is a fast-growing tree with a structure consisting of filamentous fiber. As the inclination angle was increased, the tool-edge was able to cut off wood fiber more easily, thereby leading to surface roughness. As the inclination angle continued to increase from 62° to 70°, the surface roughness instead increased. This phenomenon was caused by the failure mode of fiber. With the increase of inclination angle, greater force was acting in the axial direction of workpiece, which was perpendicular to the direction of wood fiber. The wood fiber was torn from the machined surface, thereby resulting in the generation of a burr. Hence, the surface quality of Sots pine during peripheral milling with a helical cutter first improved and then worsened with the increase of inclination angle. Based on the changes in average chip thickness and feed per tooth mentioned above, both the average chip thickness and feed per tooth increased with the reduced cutting speed and increased depth of cut. The cutting edge received the higher resistance from Scots pine due to the larger volume of chip material removed by the rake face, it reduced the milling stability and raised tool vibration during milling. Therefore, the increasing cutting speed and decreasing depth of cut lead to lower surface roughness, namely a smoother machined surface.

Fig. 4. Changes in surface roughness Ra with different milling parameters
During wood machining, the lowest surface roughness possible of cutting surface is required for a smoother surface. The minimal surface roughness was adopted as the evaluation standard. On the basis of K-values of inclination angle of cutting edge, cutting speed, and depth of cut, the minimal surface roughness was shown at the cutting combination of λs2vc3ap1, namely the 62° inclination angle of cutting edge, 45 m/min cutting speed, and 0.5 mm depth of cut. In general, the optimal milling parameter was determined with respective of the minimal surface roughness, where the inclination angle of cutting edge is 62°, the cutting speed is 45 m/min, and the depth of cut is 0.2 mm.
Research of Analysis of Variance on Surface Roughness
The results from the ANOVA of surface roughness are shown in Table 8, and 95% confidence level was also selected (α = 0.05, F0.05 = 19.0) (Kerr et al. 2000). According to the F-value of each factor, the significance of influence for each factor on surface roughness was demonstrated. The F-values of inclination angle (Fλs), cutting speed (Fvc), and depth of cut (Fap) were 4.5, 1.1, and 19.3, respectively. These results suggested that the influence of inclination angle and cutting speed on surface roughness are insignificant (Fλs = 19.3 > 19.0 and Fvc = 1.1 < 19.0), while depth of cut shows significant influence on the surface roughness (Fap = 19.3 < 19.0).
Table 8. ANOVA Results of Surface Roughness Ra

Based on the above results of range analysis and ANOVA for resultant force and surface roughness, the optimal combination of milling parameters with lowest resultant force were 70° inclination angle of cutting edge, 45 m/min cutting speed, and 0.2 mm depth of cut, and the optimal combination of milling parameters with minimal surface roughness were 62° inclination angle of cutting edge, 45 m/min cutting speed, and 0.2 mm depth of cut. Meanwhile, only depth of cut had a significant contribution to resultant force and surface roughness, while both inclination angle and cutting speed had an insignificant influence on resultant force and surface roughness.
Table 9 shows the results of optimization verification test, although the resultant force of No. 1 group was lower than that of No. 2 group, the surface roughness of No. 1 group was higher than that of No. 2 group. The continuously stable product quality is an important and key objective in industry, and the manufacturing quality control is one of the important factors that ensures final product quality and high productivity. In general, the optimal milling parameter for Scots pine was an inclination angle of 62°, a cutting speed of 45 m/min, and a depth of cut of 0.2 mm. It is recommended to apply those milling parameters at the finishing of Scots pine to improve the machining quality.
Table 9. Optimization Verification Test

CONCLUSIONS
This paper investigated the cutting performance of Scots pine during peripheral milling using polycrystalline diamond (PCD) helical cutters. The main conclusions can be summarized as follows:
- Resultant cutting force was negatively correlated with the inclination angle of cutting edge and cutting speed but related to cutting speed. The surface roughness decreased first and then increased with increase of inclination angle, and it also showed increasing trends with decreasing speed and increasing depth of cut.
- Depth of cut had the largest influence on the resultant cutting force, followed by cutting speed, and inclination angle of cutting edge. Meanwhile, depth of cut had the greatest effect on the surface roughness, followed by inclination angle of cutting edge and cutting speed.
- Both inclination angle of cutting edge and cutting speed had insignificant contributions to the resultant force and surface roughness, while only the depth of cut had a significant impact on resultant force and surface roughness.
- The optimized milling parameters were 62° inclination angle of cutting edge, 45 m/min cutting speed, and 0.2 mm depth of cut, it is proposed to be applied in finish machining of Scots pine with respect of high quality.
Author Contributions
All authors contributed equally to the generation and analysis of experimental data, and the development of the manuscript.
Conflicts of Interest
The authors declare no conflict of interest.
ACKNOWLEDGEMENTS
This research was funded by the Industrial Design and Development for Doors [Grant number 028104451]. The authors are grateful to Jiangsu Pivot New Materials Co., Ltd. for supplying the Scots pine.
REFERENCES CITED
Abrao, A., Faria, P., Rubio, J., Reis, J., and Davim, J. (2007). “Drilling of fiber reinforced plastics: a review,” Journal of Materials Processing Tech. 186(1-3), 1-7. DOI: 10.1016/j.jmatprotec.2006.11.146
Ajani, J. (2011). “The global wood market, wood resource productivity and price trends: An examination with special attention to China,” Environmental Conservation 38(1), 53-63. DOI: 10.1017/S0376892910000895
Cao, P., Zhu, Z., Guo, X., Wang, X. A., and Zhang, C. (2019). “Cutting force and cutting quality during tapered milling of glass magnesium board,” Applied Sciences 9(12), 2533. DOI: 10.3390/app9122533
Chuchala, D., Ochrymiuk, T., Orlowski, K., Lackowski, M., and Taube, P. (2020). “Predicting cutting power for band sawing process of pine and beech wood dried with the use of four different methods,” BioResources 15(1), 1844-1860. DOI:10.15376/biores.15.1.1844-1860
Chuchala, D., Orlowski, K., Sandak, A., Sandak, J., Pauliny, D., and Barański, J. (2014). “The effect of wood provenance and density on cutting forces while sawing scots pine (Pinus Sylvestris L.),” BioResources 9(3), 5349-5361. DOI:10.15376/biores.9.3.5349-5361
Davim, J., Clemente, V., and Silva, S. (2007a). “Evaluation of delamination in drilling medium density fibreboard,” Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture 221(4), 655-658. DOI: 10.1243/09544054JEM781
Davim, J., Rubio, J., and Abrao, A. (2007b). “Delamination assessment after drilling medium-density fibreboard (MDF) by digital image analysis,” Holzforschung 61(3), 294-300. DOI: 10.1515/HF.2007.066
Davim, J., Gaitonde, V., and Karnik, S. (2008). “An investigative study of delamination in drilling of medium density fibreboard (MDF) using response surface models,” International Journal of Advanced Manufacturing Technology 37(1-2), 49-57. DOI: 10.1007/s00170-007-0937-8
Davim, J., Clemente, V., and Silva, S. (2009). “Surface roughness aspects in milling MDF (medium density fibreboard),” International Journal of Advanced Manufacturing Technology 40(1-2), 49-55. DOI: 10.1007/s00170-007-1318-z
Epmeier, H., Johansson, M., Kliger, R., and Westin, M. (2007). “Material properties and their interrelation in chemically modified clear wood of Scots pine,” Holzforschung 61(1), 149-142. DOI:10.1515/HF.2007.007
Epmeier, H., and Kliger, R. (2005). “Experimental study of material properties of modified Scots pine,” Holz als Roh- und Werkstoff 63(6), 430-436. DOI: 10.1007/s00107-005-0019-2
Floyd, T., and Gurevitch, J. (1998). “Experiments in Ecology: Their logical design and interpretation using analysis of variance,” Quarterly Review of Biology 73(4), 534-535. DOI: 10.1016/S0169-5347(97)87394-6
Gaitonde, V., Karnik, S., and Davim, J. (2008a). “Prediction and optimization of surface roughness in milling of medium density fiberboard (MDF) based on Taguchi orthogonal array experiments,” Holzforschung 62(2), 209-214. DOI: 10.1515/HF.2008.030
Gaitonde, V., Karnik, S., and Davim, J. (2008b). “Taguchi multiple-performance characteristics optimization in drilling of medium density fibreboard (MDF) to minimize delamination using utility concept,” Journal of Materials Processing Technology 196(1-3), 73-78. DOI: 10.1016/j.jmatprotec.2007.05.003
Guo, X., Li, R., Cao, P., Ekevad, M., Cristovao, L., Marklund, B., and Gronlund, A. (2015). “Effect of average chip thickness and cutting speed on cutting forces and surface roughness during peripheral up milling of wood flour/polyvinyl chloride composite,” Wood Research-Slovakia 60(1), 147-156.
Jaeger, T. (2008). “Categorical data analysis: Away from ANOVAs (transformation or not) and towards Logit Mixed Models,” Journal of Memory and Language 59(4), 434-446. DOI: 10.1016/j.jml.2007.11.007
Kerr, M. K., Martin, M., and Churchill, G. A. (2000). “Analysis of variance for gene expression microarray data,” Journal of Computational Biology 7(6), 819-837. DOI: 10.1089/10665270050514954
Kminiak, R., Orlowski, K., Dzurenda, L., Chuchala, D., and Banski, A. (2020). “Effect of thermal treatment of birch wood by saturated water vapor on granulometric composition of chips from sawing and milling processes from the point of view of its processing to composites,” Applied Sciences 10(21), 7545. DOI: 10.3390/app10217545
Li, R., Cao, P., Zhang, S., Xu, W., Ekevad, M., and Guo, X. (2017). “Prediction of cutting force during gypsum fiber composite milling process using response surface methodology,” Wood and Fiber Science 49(4), 453-460.
Li, R., Chen, J., and Wang, X. A. (2020). “Prediction of the color variation of moso bamboo during CO2 laser thermal modification,” BioResources 15(3), 5049-5057. DOI: 10.15376/biores.15.3.5049-5057
Pinkowski, G., Krauss, A., and Sydor, M. (2016). “The effect of spiral grain on energy requirement of plane milling of Scots pine (Pinus sylvestris L.) wood,” BioResources 11(4), 9302-9310. DOI:10.15376/biores.11.4.9302-9310
Sedlecky, M., Kvietkova, M. S., and Kminiak, R. (2018). “Medium-density fiberboard (MDF) and edge-glued panels (EGP) after edge milling – Surface roughness after machining with different parameters,” BioResources 13(1), 2005-2021. DOI: 10.15376/biores.13.1.2005-2021
Ying, C., Zhang, J., and Yang, C., and Niu, B. (2007). “The workspace mapping with deficient-DOF space for the PUMA 560 robot and its exoskeleton arm by using orthogonal experiment design method,” Robotics and Computer-Integrated Manufacturing 23(4), 478-487. DOI: 10.1016/j.rcim.2006.05.007
Zhu, Z., Buck, D., Ekevad, M., Marklund, B., Guo, X., Cao, P., and Zhu, N. (2018). “Cutting forces and chip formation revisited based on orthogonal cutting of Scots pine,” Holzforschung 73(2), 131-138. DOI: 10.1515/hf-2018-0037
Zhu, Z., Buck, D., Guo, X., and Cao, P. (2020a). “High-quality and high-efficiency machining of stone-plastic composite with diamond helical cutters,” Journal of Manufacturing Processes 58(7), 914-922. DOI: 10.1016/j.jmapro.2020.09.004
Zhu, Z., Buck, D., Guo, X., Cao, P., and Wang, J. (2020b). “Cutting performance in the helical milling of stone-plastic composite with diamond tools,” CIRP Journal of Manufacturing Science and Technology 31, 119-129. DOI: 10.1016/j.cirpj.2020.10.005
Article submitted: August 23, 2021; Peer review completed: October 9, 2021; Revised version received and accepted: October 17, 2021; Published: October 20, 2021.
DOI: 10.15376/biores.16.4.8172-8183