
Abstract
The quest to reduce global plastic consumption has led to the emergence of biodegradable fiber-based composites as a promising sustainable replacement to conventional plastics in the food packaging industry. As the packaging sector is shifting more towards fiber-centric materials, thermoforming techniques for the 3D forming of the fiber-based materials, especially using complex mold designs, should be thoroughly researched to replace the conventional plastics in the industry. Finite element analysis of the deformation behavior of the paperboard during the thermoforming process and the factors that trigger the fracture of the composite layers were studied in the present work. The results show that 90° fiber orientation, 0.3 mm sheet thicknesses, and specific mold geometries can result in better forming results, thereby maximizing the potential of fiber-based materials in thermoforming.
Download PDF
Full Article
Modeling of the Thermoforming Process of Paperboard Composites for Packaging
Moaaz Safwa,* Hemantha Kumar Yeddu, and Ville Leminen
The quest to reduce global plastic consumption has led to the emergence of biodegradable fiber-based composites as a promising sustainable replacement to conventional plastics in the food packaging industry. As the packaging sector is shifting more towards fiber-centric materials, thermoforming techniques for the 3D forming of the fiber-based materials, especially using complex mold designs, should be thoroughly researched to replace the conventional plastics in the industry. Finite element analysis of the deformation behavior of the paperboard during the thermoforming process and the factors that trigger the fracture of the composite layers were studied in the present work. The results show that 90° fiber orientation, 0.3 mm sheet thicknesses, and specific mold geometries can result in better forming results, thereby maximizing the potential of fiber-based materials in thermoforming.
DOI: 10.15376/biores.19.2.2120-2134
Keywords: Fiber-based materials; Paperboards; 3D-forming; Thermoforming; Finite element modelling
Contact information: Department of Mechanical Engineering, School of Energy Systems, 1LUT University, Lappeenranta, FI-53851, Finland; *Corresponding author: moaaz.safwa@lut.fi
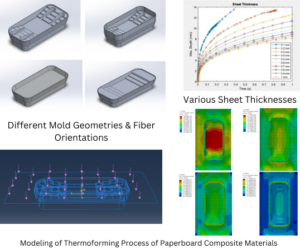
GRAPHICAL ABSTRACT

INTRODUCTION
The global reduction of the usage of petroleum-based plastics is important for making our environment more sustainable. Fiber-based, biodegradable composites have emerged to be a promising sustainable alternative to the conventional plastics, as they possess many advantageous properties in comparison to those of plastics; these composites primarily consist of biodegradable fibers that offer a more sustainable footprint to the environment (Church and Parsons 1995). The demand of the packaging industry to shift towards the fiber-centric products to replace the traditional plastics creates the opportunity to enhance the thermoforming process of these materials to form into intricate shaped products. This has led to an increased research interest surrounding 3D forming of fiber-based materials (Vishtal et al. 2014). Nevertheless, the thermoforming of paperboard still has some challenges that need to be solved. Current fiber-based materials demonstrate limited formability and extensibility, often yielding to damage upon undergoing plastic deformation. Consequently, current research has been focusing on the innovation and optimization of both the material and its fabrication process, aiming to overcome the material limitations for forming into different geometrical shapes while achieving desired product depths (Afshariantorghabeh et al. 2022).
Paperboards emerge as potential alternatives to conventional plastics due to their sustainable robust yet lightweight nature in the evolving landscape of the packaging sector. These paperboards can be made from different types of materials, including recycled paper, synthetic fibers, and freshly prepared wood pulp (Hofmann et al. 2019). The type of the material used inherently influences the characteristics of the formed paperboard, such as its resilience to moisture, tensile strength, and rigidity (Rhim 2010). The improvement of the formability of fiber-based materials has been the focus of recent investigations in which mechanical and chemical modifications of the fibers can strengthen their innate properties (Afshariantorghabeh et al. 2022). Additionally, considerations have extended to modifications in coatings and the potential application of lubricants to further optimize formability (Kirwan 2011). From a manufacturing perspective, several methodologies have been identified for the three-dimensional shaping of these fiber-based materials, including hot pressing, press forming, thermoforming, hydroforming, and deep drawing (Hauptmann et al. 2015).
In the field of material processing, thermoforming is an important method that needs more research attention. The thermoforming process requires increasing the sheet’s temperature beyond its softening point and the application of vacuum or pressure to make the material flow into the mold (Afshariantorghabeh et al. 2022). Previously, thermoforming was conceptualized for the forming of plastics. The process has dominated the plastics industry due to its efficiency in mass production along with its minimalistic thermal and pressure prerequisites (Hanlon et al. 1998). Such attributes underscore its economic viability, making it an optimal choice for the fabrication of the popular cost-effective plastic products (Kirwan 2011).
The thermoforming process emerges as an integral technique in the manufacturing of packages with the application of heat and pressure to mold thermoplastic sheets into prescribed shapes and configurations. The prominence of this method is evident in its extensive application in fabricating diverse products, encompassing food containers, medical apparatus, and automobile components (Engelmann 2012). Its indispensable role in the packaging sector arises from its capability to facilitate the generation of high quality, economically viable packaging solutions, tailored to meet distinct client specifications. The thermoformed products exhibit superior attributes, including but not limited to being lightweight, robust, recyclable, and possessing high precision (Franke et al. 2021). The aim is to transition the thermoformed products from plastic to paperboard materials for more sustainable packaging. The heterogeneous composition of paperboard results in non-uniform heating and cooling patterns, potentially leading to undesirable outcomes, such as curling (Bortolin 2002).
Thermoforming of fiber-based materials remains somewhat an under-researched technique, particularly when compared against its extensive use in the plastics sector (Svensson et al. 2013). The arising challenges associated with fiber molding are largely associated with the porous characteristics of the material that results in formability drawbacks. To mitigate these potential drawbacks, detailed investigation of thermoforming parameters, including heating temperature, cooling rate, and applied vacuum or pressure, is necessary (Shankar and Rhim 2016). Additionally, the mold’s design should be accurately adapted to accommodate the properties of paperboard. The work done by Mirianon et al. (2008) focused on the investigation of the thermoforming of wood polymer composites using finite element methods to make a constitutive model viable to understand the behavior of the composite.
The domain of plastic-coated fiber materials offers an interesting area for further research. Even though the addition of a plastic layer allows better forming of the material, different challenges still exist in making the material replace the conventional plastic package (Vishtal et al. 2014). Moreover, a finite element model was designed by Wallmeier et al. (2015) for shaping paperboards through drawing successfully anticipated failures while also emphasizing the significant contribution of using low friction dies and blankholders to enhance the overall quality (Östlund et al. 2011). There have been some notable contributions when it comes to the modelling of paperboards including their mechanical behavior, structural characteristics, and moisture absorption (Bortolin 2002; Mirianon et al. 2008; Dano and Bourque 2009; Wallmeier et al. 2015). However, the area of modelling of the thermoforming process of paperboard composites for packaging lacks comprehensive models for the integration of specific factors in relation to the process. These gaps in research should be addressed in order to optimize the thermoforming process. Consequently, this study focuses on bridging this research gap by developing a process model for considering the different challenges posed by the paperboard thermoforming process.
This research focuses on the investigation of the thermoforming process of these composite paperboards using ABAQUS finite element modelling (FEM) software by studying the effects of material properties, strategic orientation of fibers, mold design considerations, and material sheet thickness. An in-depth analysis of diverse thermoforming parameters and their subsequent impact on material deformation and stress distribution is performed. This research also focuses on the investigation of the maximum forming depth of composite paperboards. Since the thermoforming of paperboards is still under research and paperboards cannot form into intricate mold geometries like plastics do, studying the maximum deformable depth of fiber-based paperboards without failure plays a vital role in determining the suitability of these materials in different packaging applications. Understanding the link between both the depth and the paperboard material properties is important to optimize the forming process since it directly influences the final performance and shape of the product. Therefore, this research aims to bridge the gap by exploring the interplay between sheet thickness, mold design, fiber orientation, and their collective impact upon the maximum achievable depth of the thermoformed paperboards. Through the clarification of such relationships, we can have valuable insights to enhance the thermoforming process that can contribute to the development of a more sustainable packaging.
The results highlighted the importance of the fiber’s direction, mold design, and the material thickness in thermoforming process. In addition, the way different layers reacted to stress provided deeper insights into the material’s behavior during the thermoforming process. The obtained results have the potential to pave the way for more resilient production methodologies, reduce resource wastage, and offer enriched design procedures for thermoforming of paperboard within the packaging industry.
EXPERIMENTAL
Materials
The material studied in this work was a plastic-laminated paperboard sourced as a three-ply solid-bleached sulphate coated with polyethylene terephthalate (PET). Table 1 shows the properties of the materials used in the FEM simulations. The paperboard is manufactured on a paperboard machine with a three-ply headbox. It is processed as a single sheet tri-layered composite derived from purified wood pulp, augmented with a single layer of PET. The thermoforming process was performed in an aluminum mold. It is important that the paperboard should not only endure the thermoforming process but also should exhibit important resistance to different aspects such as moisture to be able to store food and act as an efficient food packaging material (Vishtal and Retulainen 2012). The integrated high-barrier plastic coating increases the paperboard barrier properties against moisture and oxygen, improving its suitability for food packaging (Franke et al. 2021).
Table 1. Composite Material Properties Used in the Simulations

Methodology
In this study, the thermoforming process of the composite material was investigated using ABAQUS FEM software. ABAQUS was used due to its advanced capabilities in the simulation and modeling of complex material behavior like composites. Thus, it is suitable for analyzing the thermoforming process of the material and predicting its mechanical response (Dano and Bourque 2009; Wallmeier et al. 2015). This computational analysis focused on the material behavior during thermoforming process and the impact of different aspects on the process to assess the possible variability. The main goal was to deeply understand how paperboards react during the forming process and thereby to evaluate the effectiveness of the packaging blueprint and modify the process parameters to enhance both product quality and operational efficiency.
The experimental work was conducted using a VARIOVAC Primus (Zarrentin, Germany) thermoforming line. A roll of material measuring 422-mm in width was inserted into the machine and clamped within the machine’s frame. After that, it was heated from the bottom until it softened. The material is then moved to the forming station where it was placed over the female mold (Fig. 1), where the pressure difference was used to shape it. The mold’s width (106 mm) and length (236 mm) correspond to the cross-direction (CD) and machine direction (MD) of the materials, respectively. The formed part is then moved to the machine’s cutting section and punched out of the system.
The mechanical properties used in the simulation of the process are shown in Table 1. The geometric model of the paper was suggested to be a shell element type of part with dimensions of 350*200 mm, which was placed over the female mold with a top dimension of 236*106 mm and an original depth to the surface of 15 mm. Different mold depths were simulated for the purpose of assessing the maximum possible depth that the material can achieve. The thermoforming parameters incorporated into the software are based on preliminary experimental conditions, where the forming pressure of 2 bars (0.2 MPa) was applied to the sheet, as shown in Fig. 2 (Afshariantorghabeh et al. 2022). Predefined fields of the heating and forming temperature of 100 °C, which is a safe temperature for not damaging the coated ply, as has been suggested by Afshariantorghabeh et al. (2022), were defined along with encastre and pinned edges boundary conditions of the mold and the paperboard, respectively. Moreover, the geometric model was a shell meshed to discretize the model and capture the localized behavior of the material during forming. Furthermore, the interaction between the mold and the sheet was considered to be a surface-to-surface contact with a friction coefficient of 0.8, where ABAQUS uses the basic concept of the Coulomb friction model, as it relates to the maximum allowable frictional (shear) stress across an interface to the contact pressure between the contacting bodies (ABAQUS, 2023). The main simulation step was a static step in which the heated paperboard comes into contact with the mold and starts to take its shape. The second step used was Viscoelastic for the purpose of capturing the time-dependent behavior of the material. The fiber orientation angles within the paperboard can be seen from Fig. 2, where the ‘1’ & ‘2’ arrows represent the X & Y axes, respectively; the angles are shown in accordance with the XY axes of the paperboard.
The original sophisticated design of the mold shown in Fig. 1a was used to investigate the behavior of the paperboard during the thermoforming process. To compare and investigate the optimum design conditions for the thermoforming process, different versions of the mold with modified designs have also been simulated, as can be seen from Figs. 1b, 1c, and 1d. The designs were different from each other, as they had different depths from the surface of the mold with the addition of barrier walls from the sides of the mold. While the original mold had a depth of 15 mm, the investigation also included 19 and 22 mm depths. In addition, the original design was modified by filleting the corners to investigate how sharp corners can have effects on the paperboard material. Moreover, the design was also modified to make it into a step-like mold instead of having voids within the mold, Fig. 1d, compared to Fig. 1a and 1b. Lastly, the mold design was made without any geometric definitions (Fig. 1c) inside to see the effect of the geometries on the material.

Fig. 1. Different molds used in the simulations. (a) Original 15 mm mold, (b) 19/22 mm mold, (c) No Geometric Definitions 15 mm mold, and (d) Steps-Like 15 mm mold


Fig. 2. Thermoforming process setup in ABAQUS & the fiber orientation angles throughout the paperboard
RESULTS AND DISCUSSION
Effect of Fiber Orientations
The thermoforming process was simulated under various material orientations, including 0°, 45°, and 90°, to the machine direction of the plies. The results of the numerical simulations revealed major variations in the mechanical behavior and performance of the material under different orientations during the thermoforming process. The observations shown in Fig. 3 made from the different fiber orientations were obtained from five different arrangements.

Fig. 3. Effects of different fiber orientations on the paperboard forming
The 0° fiber orientation of the four plies resulted in the material undergoing deformations along the MD direction of the layers achieving a peak forming depth of 8.8 mm. The 0, 45, 90, and -45° angle orientations displayed noticeable strain accumulation, resulting in inconsistent thickness throughout the molded tray. The 45° angle displayed better mechanical characteristics relative to the 0° setup, it only exceeded the maximum depth by 1 mm, peaking at 9.8 mm. In addition, the 90° ply orientation delivered optimal outcomes for thermoforming. This orientation demonstrated reduced strain concentrations, leading to a more uniform distribution of thickness throughout the formed tray with the maximum forming depth of 10.9 mm. Moreover, the 90,0,90,0° orientation exhibited favorable thermoforming results with improved mechanical performance compared to the 0° with a maximum depth into the mold of 9.2 mm. On the other hand, the 0,90,0,90° option displayed similar behavior to the 90,0,90,0° orientation, with favorable thermoforming results and improved mechanical properties compared to the 0° and 45°. The alternating alignment of the plies again contributed to a more uniform distribution of deformation during thermoforming, thus reducing the risk of localized thinning and defects with a maximum depth of 10.2 mm orientations. However, these orientations are only theoretical, not currently viable on an industrial scale, and are assumed only for comparison purposes.
Effect of Forming Parameters
Different molds with different depths and geometries are simulated to investigate how the different operating parameters can alter the performance of the material. The numerical simulations have resulted in significant variations in the material’s performance and mechanical behavior under different mold considerations during the thermoforming process. All the different mold simulations were done with a 90° fiber orientation within the composite material. The different mold designs are illustrated in Fig. 1, where the 15 mm mold is the original mold, and the other molds are test cases for finding optimum mold parameters. The results of the thermoforming process across different molds until failure are shown in Fig. 5. The results from the experimental work and the simulation were compared in Table 2. The results were identical, except for the 22 mm mold that had a margin of 0.69 mm.
Table 2. Simulated and Experimental Highest Achievable Forming Depths Across Different Mold Types

The simulations with standard 15 mm mold resulted in a shallow formed tray with reduced material deformation. The limited depth led to increased stretching of the material, causing various stress distributions across the material. The simulations with a 22 mm mold depth showed improved results compared to the 15 mm mold. The increased mold depth allowed for better material distribution, resulting in a more uniform wall thickness throughout the formed tray, as shown in Fig. 4. The simulations using a mold with corner fillets resulted in smoother transitions and reduced stress concentration at the corners of the formed tray with a maximum depth of 11.6 mm. The corner fillet design improved the tray’s resistance to deformation, reducing the risk of cracking and tearing. The simulations with the steps-like mold design showed the worst thermoforming results in comparison to other molds, since the sharp edges made the paperboard fail due to increased stress concentrations along the edges during forming. The simulations with a mold lacking inside geometry exhibited similar behavior as the standard 15 mm mold design. The absence of inside geometry (pleats) did not significantly impact the material behavior during the thermoforming process, except with an increased thermoforming depth of 1 mm compared to the standard 15 mm mold. Moreover, the 22 mm with pleats resulted in the maximum simulated depth among all the molds tested, better than the mold without pleats (Table 2). Based on the simulated and the available experimental data of the three basic molds, the 22 mm mold showed the best results. However, the availability of the experimental data for other complex mold types may affect these results.

Fig. 4. Forming of paperboard across the 22 mm mold

Fig. 5. Effect of different thermoforming molds on the paperboard forming
Sheet Thickness
The results of the numerical simulations showed clear differences in the mechanical behavior and performance of the material among the different sheet thicknesses during the thermoforming process. Sheet thicknesses ranging from 0.1 to 1 mm with an increment of 0.1 mm were tested. The results demonstrated that decreasing the thickness will result in more sheet depth into the mold, where the results are dependent on the 90° fibers orientation for the 15 mm mold. It can be clearly observed from Fig. 8 that the smaller thickness exhibited a more uniform predicted distribution of material during deformation, leading to a more consistent wall thickness in the formed tray.

Fig. 6. Forming of 0.3 mm sheet thickness
The reduced thickness allowed the material to flow more easily and conform to the mold’s shape with reduced resistance, as can be seen from Fig. 6, where the maximum stresses before breakage reached 189 MPa around the edges of the mold with a sheet thickness of 0.3 mm. As a result, the final product exhibited improved structural integrity and reduced susceptibility to fracture leading to maximum depths when sheet thickness is decreased. On the other hand, Fig. 7 illustrates that the maximum stresses reached before fracture were around the mold edges at 132 MPa for a 1 mm sheet thickness. However, the limit for decreasing the sheet thickness was reached at 0.3 mm, with a forming depth of 12.3 mm, and any reduction in thickness beyond this value led to fracture before the thermoforming process was completed; such relatively small thicknesses are not viable in practice at the moment and were just considered theoretically.

Fig. 7. Forming of 1 mm sheet thickness
In contrast, simulations with increased sheet thickness exhibited some challenges during the thermoforming process. The increased sheet thickness led to localized thinning and various material distribution in the formed tray. The higher resistance to deformation resulted in different areas of stress concentration. The formed tray showed a maximum depth of 8.1 mm with the 1 mm sheet, which is a considerably smaller depth compared to that obtained with the 0.3 mm sheet thickness.

Fig. 8. Effect of sheet thickness on the paperboard forming
Paperboard Composite Ply-up
Furthermore, the results have also shown intriguing von Mises equivalent stress distribution intricacies across its four layers, as shown in Fig. 10. The outer layer (Fig. 10a), which was in direct contact with the heat and pressure source of thermoforming, exhibited a distinct high stress distribution in the middle of the sheet with a maximum stress of 48 MPa. On the other hand, the inner 2nd and 3rd plies displayed high stresses among different positions with less concentrations, which is likely due to the insulating nature of the layers around them.

Fig. 9. The stress strain graph of the node at the maximum depth
The stress patterns recorded a stress of 95 MPa in the 3rd layer of the formed sheet around the edges of the mold. This phenomenon could be linked to the different rates at which adjacent layers might contract or expand during thermoforming. The 4th layer had the peak values of von Mises stress of 170 MPa around the edges and 90 MPa on the edges of the mold. Understanding the stress distribution across different plies can help in providing valuable data in relation to the material performance and the mold design during the forming process. In addition, Fig. 9 illustrates how the stress distributions across the PET coating and the paperboard plies are different in that the plastic coating (1st ply) has considerably less maximum direct stress compared to paperboards.

Fig. 10. Von Mises equivalent stress (MPa) across the four layers of the composite: 10a) plastic PET ply-1, 10b) paperboard ply-2, 10c) paperboard ply-3, 10d) paperboard ply-4
The research underscored the crucial role of ply orientation, mold design, and sheet thickness in this process. Specifically, sheets with plies oriented at 90° showed superior formability and consistency. These findings emphasize the importance of the orientation for achieving both structural integrity and uniformity in thermoformed trays. The relationship between fiber orientation and thermoforming outcomes came out to be important for the results of the study, since different orientations led to varied mechanical responses. Specifically at 0°, the deformation was prominently aligned with the MD direction. Such alignment yielded a depth of 8.8 mm, emphasizing the role of fiber direction-dependent applied force. In contrast, multi-angular orientations such as 0,45,90, -45° showed various material spread, possibly due to the complex orientation introducing varied localized mechanical responses. Remarkably, a 90° orientation displayed optimal performance in terms of evenness and depth (10.9 mm). This could be because fibers are more compliant when set perpendicular to the force direction. Alternate theoretical layering, as seen in patterns like 90,0,90,0° and 0,90,0,90°, consistently delivered better thermoforming results compared to a single 0° orientation. This suggests the possibility that a systematic interplay between layers might evenly distribute deformation forces.
The mold’s design proved to be a decisive factor in determining thermoforming efficiency. Deeper molds with 22-mm depth allowed the material to spread more uniformly, suggesting mold depth as a tuning parameter for controlling wall uniformity. Additionally, mold modifications, such as introducing fillets, have led to reduced stress concentrations that in turn could potentially lower defect rates in thermoformed sheets. However, design alterations were not always beneficial. For instance, the steps-like mold design yielded fewer desirable results, possibly due to abrupt geometric shifts causing material inconsistencies.
The interplay between sheet thickness and thermoforming depth was also found to be important, since sheets with reduced thicknesses, up to a threshold of 0.3 mm, contributed to reduced resistance to thermoforming forces reaching a forming depth of 12.3 mm. Yet, there exists a balancing act; ultra-thin sheets are prone to fractures even before the process is finished. On the other hand, thicker sheets posed challenges by leading to non-uniform material distribution and stress concentration regions.
Stress patterns in different sheet plies offered unique perceptions. The external layer, subjected directly to thermoforming pressures and forces, highlighted that the stress distributed in the central regions. Conversely, internal layers, especially the third and fourth, revealed increased stress concentrated at the peripheries and mold contours. This phenomenon could stem from varying expansion or contraction dynamics of neighboring layers during the process. Such patterns emphasize the importance of understanding inter-layer dynamics for refining the thermoforming process.
The results of the study bring enhanced findings to the research done by Hofmann et al. (2019), where they mentioned that the maximum elongation of the deep drawing of a paperboard cup was formed in CD; the 90° orientation was found to exhibit the best formability during the FEM modelling of the thermoforming of the paperboard. In addition, Hauptmann et al. (2015) discussed that high bending stiffness originates from increased material thickness in the deep drawing of paperboards substantiate the results of the present work that that thinner sheets provide increased forming depths (Fig. 8) due to their lower bending stiffness in comparison to thicker sheets. Moreover, the effects of forming parameters were also studied by Afshariantorghabeh et al. (2022). In that work, several molds were assessed in order to determine the effect of the forming process and tooling on thermoformability conditions, such as the maximum depth that could be reached, damage mechanisms, and shape accuracy; the results focused on the spring-back effect and material contraction during the thermoforming process and emphasized the need for adjusting tooling dimensions early in the tool development process based on the material behavior. Additionally, optimizing mold variables was also discussed and found to be important. Moreover, the usage of one layer of plastic coating will decrease the usage of plastics in the composite package by 75%, thus the package will be more environmentally friendly; however, further research should discuss the potential to recycle such packages. While this investigation is comprehensive, future studies could focus on different composites, adhesive dynamics between layers, and real-time monitoring to further elevate the understanding of paperboard thermoforming (Deshwal et al. 2019).
CONCLUSIONS
- Thermoforming paperboard materials holds significant promise for the future of eco-friendly packaging (Han and Park 2007). This research examined the intricacies of the thermoforming process of paperboards across varied parameters. Adjustments of fiber directions, especially the 90° configuration, resulted in achieving desired outcomes. Mold configurations with different depth and design nuances played a pivotal role in shaping the material’s behavior. Sheet thickness presented a balancing act between consistency and structural integrity, and stress patterns in different plies underscored the complicated paperboard mechanics during thermoforming.
- The investigation of different stress patterns was found to be important in the thermoforming process. For instance, the results showed stress values up to 95 MPa in the 3rd ply, while it was observed that the peak von Mises stress was around 170 MPa in the 4th ply. Therefore, it has been demonstrated that the knowledge of various stress distributions across different plies is vital for optimizing material performance and mold design.
- The results showed that ply orientation, mold design, and thickness of the sheet play a significant role in the efficiency of the thermoforming process. The paperboard with layers oriented at an angle of 90° exhibited better formability. Among different mold designs, the 22-mm mold gave the best forming results. Further, it was observed that the mold modifications including fillets within the mold pleats hold potential in reducing stress concentration for better forming of the material.
- The interplay between sheet thickness and thermoforming depth showed that reduced thicknesses exhibited increased forming depths up to 12.3 mm, but ultra-thin sheets were found to be prone to fracture. However, thicker sheets posed challenges with material distribution and stress concentration regions, emphasizing the need for careful consideration of sheet thickness in future studies for achieving optimal results.
- The findings offer valuable perspectives for the packaging sector as means to refine thermoforming methodologies for fiber-based materials. This study sheds light on the intricate relations between ply arrangement, mold specifications, and stress distribution patterns, which can aid in developing an in-depth grasp of thermoforming of paperboard materials.
- It is evident that precise ply alignment, which is theoretically viable but practically challenging, coupled with strategic mold design and particular sheet thickness, can unlock the full potential of these materials in thermoforming process and can contribute to developing eco-friendly packaging alternatives.
ACKNOWLEDGMENTS
The authors would like to thank Sanaz Afshariantorghabeh and Antti Pesonen for providing the experimental data.
REFERENCES CITED
ABAQUS. (2023). Abaqus/CAE User’s Manual. Dassault Systèmes.
Afshariantorghabeh, S., Kärki, T., and Leminen, V. (2022). “Three-dimensional forming of plastic-coated fibre-based materials using a thermoforming process,” Packaging Technology and Science 35(7), 543-555. DOI: 10.1002/pts.2650
Bortolin, G. (2002). On Modelling and Estimation of Curl and Twist in Multi-ply Paperboard, Thesis, Royal Institute of Technology, Stockholm, Sweden.
Church, I. J., and Parsons, A. L. (1995). “Modified atmosphere packaging technology: A review,” Journal of the Science of Food and Agriculture 67(2), 143-152. DOI: 10.1002/jsfa.2740670202
Dano, M. L., and Bourque, J. P. (2009). “Deformation behaviour of paper and board subjected to moisture diffusion,” International Journal of Solids and Structures 46(6), 1305-1316. DOI: 10.1016/j.ijsolstr.2008.10.035
Deshwal, G. K., Panjagari, N. R., and Alam, T. (2019). “An overview of paper and paper based food packaging materials: Health safety and environmental concerns,” Journal of Food Science and Technology 56(10), 4391-4403. DOI: 10.1007/s13197-019-03950-z
Engelmann, S. (2012). Advanced Thermoforming: Methods, Machines and Materials, Applications and Automation. Wiley.
Franke, W., Leminen, V., Groche, P., and Varis, J. (2021). “The effects of pretreatment and coating on the formability of extrusion-coated multilayer paperboard–plastic composites,” Packaging Technology and Science 34(2), 105-116. DOI: 10.1002/pts.2542
Han, J., and Park, J. M. (2007). “Finite element analysis of vent/hand hole designs for corrugated fibreboard boxes,” Packaging Technology and Science 20(1), 39-47. DOI: 10.1002/pts.741
Hanlon, J. F., Kelsey, R. J., and Kelsey, R. J. (1998). Handbook of Package Engineering. CRC Press. DOI: 10.1201/b18045
Hauptmann, M., Wallmeier, M., Erhard, K., Zelm, R., and Majschak, J. P. (2015). “The role of material composition, fiber properties and deformation mechanisms in the deep drawing of paperboard,” Cellulose 22(5), 3377-3395. DOI: 10.1007/s10570-015-0732-x
Hofmann, A., Wallmeier, M., Hauptmann, M., and Majschak, J. P. (2019). “Characterization of the material elongation in the deep drawing of paperboard,” Packaging Technology and Science 32(6), 287-296. DOI: 10.1002/pts.2436
Kirwan, M. J. (2011). “Paper and paperboard packaging,” Food and Beverage Packaging Technology 2011, 213-250. DOI: 10.1002/9781444392180.ch8
Mirianon, F., Fortino, S., and Toratti, T. (2008). “A method to model wood by using ABAQUS finite element software. Part 1. Constitutive model and computational details,” http://www.vtt.fi/publications/index.jsp
Östlund, M., Borodulina, S., and Östlund, S. (2011). “Influence of paperboard structure and processing conditions on forming of complex paperboard structures,” Packaging Technology and Science 24(6), 331-341. DOI: 10.1002/pts.942
Rhim, J.-W. (2010). “Effect of moisture content on tensile properties of paper-based food packaging materials,” Food Science and Biotechnology 19(1), 243-247. DOI: 10.1007/s10068-010-0034-x
Shankar, S., and Rhim, J. (2016). “Polymer nanocomposites for food packaging applications,” in: Functional and Physical Properties of Polymer Nanocomposites, Wiley, pp. 29-55. DOI: 10.1002/9781118542316.ch3
Svensson, A., Lindström, T., Ankerfors, M., and Östlund, S. (2013). “3D-shapeable thermoplastic paper materials,” Nordic Pulp & Paper Research Journal 28(4), 602-610.
Vishtal, A., Hauptmann, M., Zelm, R., Majschak, J. P., and Retulainen, E. (2014). “3D forming of paperboard: The influence of paperboard properties on formability,” Packaging Technology and Science 27(9), 677-691. DOI: 10.1002/pts.2056
Vishtal, A., and Retulainen, E. (2012). “Deep-drawing of paper and paperboard: The role of material properties,” BioResources 7(3), 4424-4450. DOI: 10.15376/biores.7.3.4424-4450
Wallmeier, M., Linvill, E., Hauptmann, M., Majschak, J. P., and Östlund, S. (2015). “Explicit FEM analysis of the deep drawing of paperboard,” Mechanics of Materials 89, 202-215. DOI: 10.1016/j.mechmat.2015.06.014
Article submitted: December 1, 2023; Peer review completed: December 16, 2023; Revised version received and accepted: February 2, 2024; Published: February 9, 2024.
DOI: 10.15376/biores.19.2.2120-2134