
Abstract
Castor oil is a widely used biomass energy source. In this paper, the process conditions for the preparation of sebacic acid by cracking castor oil using the microwave method were investigated using environmentally friendly and recyclable liquid paraffin (petrolatum) as a solvent. The optimum conditions for the reaction were determined in the experiments as follows: the mass ratio of solvent: castor oil: sodium hydroxide was 4:1:2.5 and the concentration of sodium hydroxide solution was 50% (w/t). The average microwave power was 210 W, the temperature was about 280 °C, the cracking time was 25 min under nitrogen protection, and the yield of sebacic acid was measured to be 85%. The solvents can be recycled and the recovered solvent can be used again without affecting the yield of sebacic acid. The solvent recovery was more than 92%.
Download PDF
Full Article
Optimization of Microwave Pyrolysis of Castor Oil to Sebacic Acid
Yang Yu, Guo-Liang Shen,* Tie-Jun Xu,* Yong-Jie Wang, and Rui-Yang Wen
Castor oil is a widely used biomass energy source. In this paper, the process conditions for the preparation of sebacic acid by cracking castor oil using the microwave method were investigated using environmentally friendly and recyclable liquid paraffin (petrolatum) as a solvent. The optimum conditions for the reaction were determined in the experiments as follows: the mass ratio of solvent: castor oil: sodium hydroxide was 4:1:2.5 and the concentration of sodium hydroxide solution was 50% (w/t). The average microwave power was 210 W, the temperature was about 280 °C, the cracking time was 25 min under nitrogen protection, and the yield of sebacic acid was measured to be 85%. The solvents can be recycled and the recovered solvent can be used again without affecting the yield of sebacic acid. The solvent recovery was more than 92%.
DOI: 10.15376/biores.18.4.7601-7610
Keywords: Castor oil; Microwave; Cracking; Sebacic acid
Contact information: School of Petroleum and Chemical Engineering, Shenyang University of Technology;
*Corresponding authors: shengl_shxy@sut.edu.cn; xtjltlt@126.com
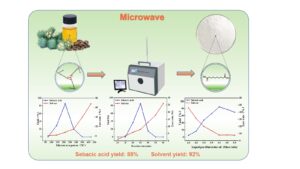
GRAPHICAL ABSTRACT
INTRODUCTION
Castor oil is a vegetable oil extracted from castor seeds, and its role as a renewable biomass energy source has been increasingly emphasized (Jeon et al. 2019; Yu et al. 2020; Becquet et al. 2021; Bhukya and Kaki 2022). Sebacic acid is also an important chemical raw material, which is widely used in the manufacture of a series of products such as fibers, engineering plastics, high-temperature lubricants, plasticizers, etc. (Jin et al. 2013; Ahmed et al. 2014; Deng et al. 2020; In et al. 2020; Thampi et al. 2023). Traditionally, sebacic acid is produced by high-temperature alkali fusion cracking of castor oil with phenol or cresol as a diluent, but there are a series of problems such as highly variable quality of the product, dark color, and difficulty to deal with a large amount of phenol-containing wastewater generated during the reaction process (Zhang et al. 2009; Xu et al. 2013; Chavhan et al. 2014; Haim-Zada et al. 2016; Yu et al. 2019; Matyszczak et al. 2020). Lu and Jiang (2005) considered microwave cracking of castor oil under the conditions of using the organic solvent 2-octanol and no solvent, respectively. With the increase of reaction temperature, the organic solvent with a low boiling point evaporates, which makes it difficult to recover the solvent. Thus, the reaction system mobility is poor, and the material is very easy to carbonize, resulting in low yields of sebacic acid (Yabalak et al. 2015; Kolyado et al. 2016; Perin and Felisberti 2022).
Castor oil was used as the raw material in this study. Cheap, non-toxic, high boiling point plant-derived alkane oil was used as solvent. The microwave cracking method was used to produce sebacic acid. Microwave heating avoids the hysteresis of heat transfer in the air medium during electrical heating, thus increasing the heating rate. Scholars proposed the idea of microwave-cracking aviation oils (Zhang et al. 2022). Microwave production of sebacic acid with high yields solves the problems of difficult solvent recovery and high loss rates in other sebacic acid production methods. The solvent is insoluble in water and can be separated. The recovered solvent can be reused without affecting the sebacic acid yield and product quality.
EXPERIMENTAL
Reagents and Equipment
The reagents used were castor oil (industrial grade), liquid paraffin (petrolatum) (industrial grade, completely saturated, boiling point ≥300 °C), sodium hydroxide (analytical pure, 99%), concentrated sulfuric acid (analytical pure, 98%), and distilled water.
Specialized equipment included an infrared spectrometer (Nicolet 5700 Nicolet Corporation, Waltham, MA, USA), nuclear magnetic resonance hydrogen spectrometer (AVANCE NEO-400MHz, Bruker, Karlsruhe, Germany), and multi-differential scanning calorimeter (DSC822e, Mettler Toledo, Columbus, OH, USA).

Fig. 1. (a) Saponification, (b) microwave cracking, and (c) acidification reactions
Reaction Principles
Saponification reaction
First, castor oil in sodium hydroxide solution underwent a saponification reaction to form glycerol and sodium ricinoleate (Fig. 1a).
Microwave cracking reaction
Next, the reaction solution was cracked at high temperature under microwave radiation, and sodium ricinoleate reacted to produce hydrogen, 2-octanol, and sebacic acid disodium salt (Fig. 1b).
Acidification reaction
Finally, the disodium salt of sebacate was acidified to form sebacic acid (Fig. 1c).
Method
Castor oil was mixed with aqueous NaOH solution under stirring, slowly heated to boiling, and then saponified under reflux for 30 minutes. At the end of saponification, the glycerol was cooled and separated. The saponified product was mixed with the solvent streptane oil under uniform stirring and then transferred to a microwave oven for radiant heating under nitrogen protection. At the end of the reaction, a certain amount of 90 °C hot water was added to the product for stirring, and at the end of the stirring, the product was put into a separatory funnel for stratification. The upper layer was the solvent phase, the middle was the unreacted oil phase, and the lower layer was the water phase. The water phase, unreacted liquid-oil phase, and solvent phase were separated sequentially. The separated unreacted liquid and solvent were washed several times with hot water. The first, second, and third washes were combined with the aqueous phase, and the rest of the washing water was stored for reuse. The aqueous phase was acidified with 3 M sulfuric acid to pH 7 at 50 ℃ and then left to stratify. The unreacted oil phase was separated again, and the aqueous phase was acidified with 3 M sulfuric acid to pH 2 at room temperature, and then cooled, crystallized, filtered, and dried to constant weight to obtain sebacic acid. The pH 2 filtrate was evaporated and cold crystallized, and sodium sulfate was removed and stored for reuse. The solvent recycling storage was used again.
RESULTS AND DISCUSSION
Average Microwave Output Power vs. Sebacic Acid Yield and Solvent Loss
The results of sebacic acid yield by varying the average output power of the microwave and cracking time of 25 min and by varying the mass ratio of alkali (NaOH), solvent, and castor oil of 2.5:4:1 and the alkali concentration of 50% (wt) are shown in Fig. 2. When the microwave power was low, the thermal cracking temperature was low, the temperature of the reaction system did not reach the cracking temperature and the sebacic acid yield was low. But when the temperature was low, the solvent volatilization was less and the loss rate was lower. By contrast, when the microwave power was high, the temperature of the reaction system was too high, and carbonation of the reactants occurred before they were fully cleaved to the target products, so the sebacic acid yield was low and even sebacic acid was unable to be obtained. A high reaction temperature will lead to the increase of solvent component volatilization and a high loss rate. Therefore, under the experimental conditions, the most suitable average microwave output power was 210 W.

Fig. 2. Sebacic acid yield and solvent loss under different microwave average output power
The Effect of Microwave Radiation Time on the Yield of Sebacic Acid and Solvent Loss
Results are shown in Fig. 3 for an alkali concentration of 50% (wt), mass ratios of alkali (NaOH), solvent, and castor oil of 2.5:4:1, in the microwave average power of about 210 W, as a function of the microwave radiation time. When the cracking time was lower than 20 min, the reaction was incomplete, the reaction system temperature was low, the solvent volatilization was low, the loss rate was low, and the sebacic acid yield was low. When the cracking time was more than 25 min, the reaction system was carbonized due to the local overheating; the sebacic acid yield became low or even could not be recovered, and the loss rate of the solvent was also obviously increased. Therefore, the optimum reaction time was 25 min under the experimental conditions.

Fig. 3. Sebacic acid yield and solvent loss at different reaction times
Effect of Solvent Dosage on Sebacic Acid Yield and Solvent Loss
Figure 4 shows results for a mass ratio of alkali (NaOH)/oil (castor oil) of 2.5:1, a concentration of alkali of 50% (wt), an average microwave power was about 210 W for 25 min, and with a variable mass ratio of solvent to castor oil. When the mass ratio of solvent and castor oil was low, the reaction system had poor fluidity, and local high temperatures easily occurred during the reaction process. This resulted in the carbonization of raw materials or products, leading to a decrease in sebacic acid yield and increasing solvent loss. With the increase of the mass ratio of solvent and castor oil, the reaction system was uniformly dispersed, avoiding the local overheating phenomenon in the reaction process, and the sebacic acid yield increased. Solvent loss was reduced. The solvent and castor oil mass ratio was too high, and the reaction system was not uniformly dispersed, leading to easy settling and stratification. The intermolecular contact during the reaction was reduced, and the sebacic acid yield was reduced, such that the loss of solvent remained unchanged. Therefore, the optimum reaction condition was a single reaction under the condition of solvent: castor oil 4:1, with the lowest solvent loss and the highest sebacic acid yield.

Fig. 4. The yield of sebacic acid and the loss rate of solvent under different amounts of solvent
Repeated Test for Optimum Process Conditions
The experiment was repeated three times under the conditions of alkali (NaOH), solvent, castor oil mass ratio of 2.5:4:1, average microwave output power of 210 W, cracking time of 25 min, and alkali concentration of 50% (wt). Under these conditions, the sebacic acid yields were obtained as 85.6%, 86.1%, and 86.4%, respectively, and the solvent loss rates were 8.2%, 7.6%, and 7.8%, respectively.
Exploring Solvent Recovery and Sebacic Acid Yield under Optimal Reaction Conditions
In the next series of tests the ratio of alkali (NaOH), solvent, and oil castor oil was 2.5:4:1, the average power of the microwave was about 210W, the cracking was done for 25 min, and the concentration of alkali was 50% (wt), and the number of times of solvent recycling was changed. The solvent yield increased after repeated use, and the low-boiling substances in the solvent were removed after repeated use. The recovery tended to be constant after the increase. The repeated use of solvent did not affect the sebacic acid yield.
Table 1. Recoveries of Multiple Solvent Applications and Yields of Sebacic Acid

Product Characterization
Infrared spectra of synthesized products
The infrared spectrum of castor oil shows the stretching vibration peaks of -C-O at 1078.7 cm-1 and -COOR at 1171.5 cm-1, the absorbance peaks of C=C at 1146.1 cm-1, and the peaks of -C=O at 1742.5 cm-1, and the peaks of -OH at 3401.1 cm-1. It can be seen that the stretching vibration peaks of C=C and -COOR at 1146.1 cm-1 and 1171.5 cm-1 were converted during the reaction. This confirms that the castor oil had reacted.

Fig. 5. IR spectra of castor oil and sebacic acid
In the infrared spectrum of sebacic acid, 911.1 cm-1 is the out-of-plane bending vibration of -OH in the sebacic acid dimer, 1299.9 cm-1 is the bending vibration characteristic absorption peak of -COOH in sebacic acid, 1407.1 cm-1 is the shifting vibration peak of -CH2, and 1685.2 is the stretching vibration peak of -C=O. The wavenumbers 2802.5 and 3330.7 cm-1 correspond to the bending vibration peaks of -CH2 and –OH, as well as the -CH2 and -OH stretching vibration peaks. The infrared spectra of the products prepared by this method were consistent with the positions of the main characteristic peaks in the standard spectra of sebacic acid.
Infrared spectra of saponification by-products
Figure 6 shows the infrared spectrum of the by-product glycerol, in which the -OH stretching vibration peak is at 3327.6 cm-1. The stretching vibration peak at 1038.8 cm-1 is the -C-O bond, and the -O-H bending vibration peak is at 1419.5 cm-1.

Fig. 6. Infrared spectrum of by-product glycerin
Thermal analysis
The results were measured with a differential scanning calorimeter, as shown in Fig. 7. The melting point of the synthesized product sebacic acid was 131 °C, which is consistent with the melting point of sebacic acid.

Fig. 7. DSC curve of product sebacic acid
To further determine the generation of sebacic acid, the product was analyzed using an NMR hydrogen spectrometer with methanol as the deuterium substituting reagent; the results are shown in Fig. 8. Results were as follows: 1H NMR (400 MHz, methanol-d4) δ 2.27 (t, J = 7.4 Hz, 4H), 1.60 (t, J = 7.3 Hz, 4H), 1.33 (m, 8H). The NMR hydrogen spectrum analysis indicated that the product was sebacic acid.
In sum, this process is more in line with the concept of green chemistry. The use of liquid paraffin (petrolatum) as a solvent for microwave cracked castor oil to produce sebacic acid improves the yield and quality of sebacic acid. Further exploration into the production of sebacic acid is required.

Fig. 8. 1H NMR diagram of product Sebacic acid
CONCLUSIONS
- 1. The traditional industrial production method of sebacic acid is to use phenol or cresol as a solvent to crack castor oil by high-temperature alkali fusion. The average cracking time of the traditional method is 3 to 5 h, with high energy and time consumption, and the production of one tonne of sebacic acid produces 20 to 30 t of phenol-containing wastewater, which is difficult to treat. In contrast, the sebacic acid production method in this study is simple and greatly reduces the reaction time and energy consumption. It also reduces the generation of wastewater and reduces the damage to the environment during the production process.
- When using the new method, the product sebacic acid yield can reach 85%. As a solvent of liquid paraffin (petrolatum) is safe, non-toxic, and easy to recycle. The recovery rate is more than 92%, and multiple uses do not affect the sebacic acid yield.
REFERENCES CITED
Ahmed, W. A., Salimon, J., and Yarmo, M. A. (2014). “Lubricity characterizations of sebacic acid-based ester,” International Journal on Advanced Science Engineering and Information Technology 4(1), 01-06. DOI: 10.18517/ijaseit.4.1.355
Becquet, C., Berche, F., Bricout, H., Monflier, E., and Tilloy, S. (2021). “Hydrohydroxymethylation of ethyl ricinoleate and castor oil,” ACS Sustainable Chemistry & Engineering 9(28), 9444-9454. DOI: 10.1021/acssuschemeng.1c02924
Bhukya, G., and Kaki, S. S. (2022). “Design and synthesis of sebacic acid from castor oil by new alternate route,” European Journal of Lipid Science and Technology 124(5), article 2100244. DOI: 10.1002/ejlt.202100244
Chavhan, C., Tripathi, P., and Neti, N. R. (2014). “Advanced treatment of refractory sebacic acid wastewater,” Desalination and Water Treatment 52(1-3), 390-400. DOI: 10.1080/19443994.2013.808431
Deng, Z. L., Riga, E. K., and Lienkamp, K. (2020). “Degradable polymer films made from poly(salicylic-acidco- sebacic acid) and poly(sebacic anhydride)/poly(adipic anhydride) blends: Degradation kinetics and use as sacrificial layers for polymer multilayer systems,” Macromolecular Chemistry and Physics 221(12), article 2000106. DOI: 10.1002/macp.202000106
Haim-Zada, M., Basu, A., Hagigit, T., Schlinger, R., Grishko, M., and Kraminsky, A., Hanuka, E., and Domb, A. J. (2016). “Stable polyanhydride synthesized from sebacic acid and ricinoleic acid,” Journal of Controlled Release 257, 156-162. DOl: 10.1016/j.jconrel.2016.04.036
In, Y., Amornkitbamrung, U., Hong, M. H., and Shin, H. (2020). “On the crystallization of hydroxyapatite under hydrothermal conditions: role of sebacic acid as an additive,” ACS Omega 5(42), 27204-27210. DOI: 10.1021/acsomega.0c03297
Jeon, W. Y., Jang, M. J., Park, G. Y., Lee, H. J., and Ahn, J. (2019). “Microbial production of sebacic acid from a renewable source: Production, purification, and polymerization,” Green Chemistry 21(23), 6491-6501. DOI: 10.1039/c9gc02274k
Jin, K. H., Kim, M. S., and Cho, U. R. (2013). “A study on polyurethane adhesive based polyester polyol polymerized from sebacic acid,” Elastomers & Composites 48(3), 190-194. DOI: 10.7473/EC.2013.48.3.190
Kolyado, A. V., Alenova, S. M., and Garkushin, I. K. (2016). “Phase diagram of a system of adipic, glutaric and sebacic acids,” Russian Journal of Physical Chemistry A 90(6), 1293-1297. DOI: 10.1134/S0036024416060091
Lu, X.-L., and Jiang, X.-M. (2005). “Studies on preparation of sebacic acid from castor oil by microwave cracking under solvent,” Natural Product Research and Development 4, 58-61. DOI: 10.3969/j.issn.1001-6880.2000.01.014
Matyszczak, G., Wrzecionek, M., Gadomska-Gajadhur, A., and Paweł Ruśkowski. (2020). “Kinetics of polycondensation of sebacic acid with glycerol,” Organic Process Research & Development 24(6), 1104-1111. DOI10.1021/acs.oprd.0c00110
Perin, G. B., and Felisberti, M. I. (2022). “Mechanism and kinetics of lipase-catalyzed polycondensation of glycerol and sebacic acid: influence of solvent and temperature,” Biomacromolecules 23(7), 2968-2975. DOI: 10.1021/acs.biomac.2c00458
Thampi, A. D., Biju, G., Alokkan, D., Sasidharan, B., and Rani, S. (2023). “Formulation and tribological property evaluation of rice bran oil based lubricating grease with sebacic acid as a complexing agent,” Biomass Conversion and Biorefinery 13(8), 6715-6726. DOI: 10.1007/s13399-021-01603-w
Xu, H., Zhou, Q., and Wang, J. (2013). “Treatment of sebacic acid industrial wastewater by extraction process using castor oil acid as extractant,” Chinese Journal of Chemical Engineering 21(9), 967-973. DOI: 10.1016/S1004-9541(13)60546-7
Yabalak, E., Özkan, G., Belgin, G., and Gizir, A. M. (2015). “The solubility of sebacic acid in subcritical water using the response surface methodology,” International Journal of Industrial Chemistry 6(1), 23-29. DOI: 10.1007/s40090-014-0028-2
Yu, S., Cui, J., Wang, X., Zhong, C., Li, Y., and Yao, J. (2020). “Preparation of sebacic acid via alkali fusion of castor oil and its several derivatives,” Journal of the American Oil Chemists’ Society 97(6), 663-670. DOI: 10.1002/aocs.12342
Yu, S., Cui, J., Zhong, C., Meng, J., and Xue, T. (2019). “Green process without thinning agents for preparing sebacic acid via solid-phase cleavage,” ACS Omega 4(4), 6697-6702. DOI: 10.1021/acsomega.9b00577
Zhang, F., Huang, C. H., and Xu, T. W. (2009). “Production of sebacic acid using two-phase bipolar membrane electrodialysis,” Industrial & Engineering Chemistry Research, 48(16), 7482-7488. DOI: 10.1021/ie900485k
Zhang, Y., Fan, S., Liu, T., Omar, M. M., and Li, B. (2022). “Perspectives into intensification for aviation oil production from microwave pyrolysis of organic wastes,” Chemical Engineering and Processing 176, article 108939. DOI: 10.1016/j.cep.2022.108939
Article submitted: August 1, 2023; Peer review completed: August 26, 2023; Revised version received and accepted: September 6, 2023; Published: September 20, 2023.
DOI: 10.15376/biores.18.4.7601-7610