
Abstract
Corn straw and potato residue are common agricultural biomass. Although they have a wide range of applications, the disadvantages of low bulk density and high storage and transportation cost hinder their utilization. The densification of these biomass into briquettes facilitates their storage, transportation, and reuse. The rheological properties of corn straw and potato residue during co-briquetting were investigated in creep tests. The Four-element Burgers Model accurately and intuitively fit the creep curves of the mixed materials, with fitting coefficients above 0.99. The experiment used the relaxation ratio as an indicator, and the influence of compression speed, dwell time, feeding amount, loading force, mass ratio, and temperature were obtained. The response surface analysis indicated that all factors except compression speed had an effect on the relaxation ratio. The results suggested that compressing corn straw and potato residue in a feeding amount of 28 g with a mass ratio of 1:5 at 101 °C under 35 KN loading force and 918 s dwell time produces cost-effective agricultural biomass briquettes. This study provides a reference for improving the co-briquetting process of corn straw and potato residue.
Download PDF
Full Article
Parameter Optimization Study Based on Co-Briquetting Tests of Corn Straw and Potato Residue
Wenbin Guo, Zhipeng Wang, Fan Hu, Zhibo Hou, and Xuehong De
Corn straw and potato residue are common agricultural biomass. Although they have a wide range of applications, the disadvantages of low bulk density and high storage and transportation cost hinder their utilization. The densification of these biomass into briquettes facilitates their storage, transportation, and reuse. The rheological properties of corn straw and potato residue during co-briquetting were investigated in creep tests. The Four-element Burgers Model accurately and intuitively fit the creep curves of the mixed materials, with fitting coefficients above 0.99. The experiment used the relaxation ratio as an indicator, and the influence of compression speed, dwell time, feeding amount, loading force, mass ratio, and temperature were obtained. The response surface analysis indicated that all factors except compression speed had an effect on the relaxation ratio. The results suggested that compressing corn straw and potato residue in a feeding amount of 28 g with a mass ratio of 1:5 at 101 °C under 35 KN loading force and 918 s dwell time produces cost-effective agricultural biomass briquettes. This study provides a reference for improving the co-briquetting process of corn straw and potato residue.
DOI: 10.15376/biores.17.1.1001-1014
Keywords: Corn straw; Potato residue; Compression; Creep; Relaxation ratio; Optimization
Contact information: College of Mechanical and Electrical Engineering, Inner Mongolia Agricultural University, Hohhot 010018 China; *Corresponding author: wenbingwb2000@sina.com
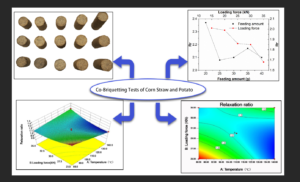
GRAPHICAL ABSTRACT
INTRODUCTION
With increasing consumption and massive burning of fossil energy, resource depletion and environmental pollution are becoming increasingly prominent, and renewable resources will gradually replace fossil energy as the main energy resources (Moriarty and Honnery 2011; Bai et al. 2017). Biomass is an important renewable resource. It has the advantages of large reserves, wide sources, recyclability and cleanliness, and is expected to replace fossil fuels (Cao et al. 2017; Ma et al. 2019). Biomass is mainly derived from agricultural and forestry residues, domestic and industrial wastes, such as straw, branches, fallen leaves, saw dust, potato residue and livestock manure.
Corn straw and potato residue are by-products of agricultural production and processing. Corn straw contains components such as cellulose, hemicellulose, lignin, and protein (Bai et al. 2018; Shen 2018; Liu et al. 2020), and it can be utilized in fertilizer, feed, fuel, and matrix (Xu et al. 2016; Liu et al. 2020). Potato residue is the main by-product of starch processing, which is rich in starch, cellulose, pectin, and protein. Therefore, it is used to extract pectin and dietary fiber, ferment animal feed, produce fuel and alcohol, and develop new adsorption materials and adhesives (Li et al. 2015; Zhang 2015; Kurnik et al. 2018). Although corn straw and potato residue have a wide range of applications, the direct utilization of these resources is still suffering from many difficulties. Corn straw resources have the disadvantages of low bulk density, high storage and transportation costs (Li et al. 2013; Ma et al. 2016), and most of them have been discarded or burned, which easily causes resources waste and environmental pollution. The utilization of potato residue also suffers similar problems, due to its high moisture content, storage and transportation are difficult, and it is susceptible to rot, leading to pollution of the environment (Zhang et al. 2020c; Wu 2021).
Densification of biomass into pellets, briquettes, and cubes is an effective way to increase bulk density, making it easier and cheaper to store and transport. Densification is the most basic pretreatment process to realize the large-scale utilization of resources (Ma et al. 2016). In order to increase the bulk density, reduce the processing cost, and promote the comprehensive development and utilization of resources, various materials have always been mixed and compressed (Adapa et al. 2010; Johnson et al. 2013; Toscano et al. 2015; Rahaman and Salam 2017; Yu et al. 2018).
In this study, corn straw with low moisture content and low bulk density was mixed with potato residue with high moisture content and viscosity in a certain proportion, and creep tests of the mixed materials were conducted at different temperatures and loading forces with the help of an electronic universal testing machine and a self-made compression device. The objectives of this study are to establish a creep model of the mixed materials during compression, to analyze the influence of different experimental factors on the relaxation ratio, and to obtain the optimized parameter combination to improve briquetting quality of the mixed material.
EXPERIMENTAL
Materials
The corn straw was obtained from Hohhot, China, and naturally dried after harvest with a moisture content of 5%. The corn straw was comminuted, and particles smaller than 2 mm were collected via a sorting sieve. The potato residue was taken from a starch processing factory in Hohhot, China, and its moisture content reached 60 ± 1% after being treated by dehydration equipment. The potato residue was stored at low temperature to prevent its spoilage and evaporation, and it was mixed with the straw in different mass ratios by using a multifunctional mixer. Figure 1 shows the material before compression, and Fig. 2 exhibits the briquette after compression.

Fig. 1. (a) Corn straw, (b) potato residue

Fig. 2. Briquette of corn straw and potato residue
Equipment
Based on a DDL-200 universal testing machine (the EDC digital controller from DOLI company was adopted in the control part), the compression tests were conducted using self-made compression and temperature control equipment. The compression equipment consisted of three parts: storage area, compression area, and blanking area. The storage area mainly contained a feeding device and a heating ring Ⅰ, which was used to preheat the material. The compression area contained a compression die and a second heating ring (II), where the material was compressed and insulated. The blanking mainly included pulling support plate and base, which was used to unload and fix the compression device. The inner diameter of the die was 30 mm, and its height was 190 mm. A pt-100 platinum thermal resistance was fixed on the outer surface of the heating rings Ⅰ and Ⅱ, which were connected with both the PID temperature controller and the adjustment module to display the temperature and adjust the heating power.

Fig. 3. Self-made compression equipment
Experimental Method
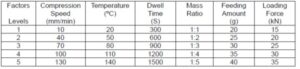
Compression speed, dwell time, feeding amount, loading force, mass ratio, and temperature were selected as factors for creep tests. The factors and levels are listed in Table 1. Compression speed, loading force, and dwell time were set at the interface of the control system of the universal testing machine. The mixed materials of corn straw and potato residue were weighed and fed into the feeding device for preheating. When the material was heated to the preset temperature, the experiment was started. During the experiment, the indenter moved downward at a constant speed; meanwhile, the pressure increased continuously. When the pressure reached the set value measured by the force sensor, the pressure was maintained until the end of the experiment. After the pressure dwell time had finished, the briquette was extruded from the die. Each test was replicated 3 times, and the results were averaged.
Table 1. Experimental Factors and Levels
Experimental Index
Partial recovery deformation occurred after the briquette was ejected from the die. Its density would gradually decrease until the deformation was stable, and the relaxation density was reached. In order to judge the briquetting quality of the mixed material by the change in density, the relaxation ratio was regarded as equal to the ratio of the relaxed density to the compressed density, and thus used as the experimental index (O’Dogherty 1989; Xing et al. 2016). A smaller relaxation ratio indicates a better briquetting quality. The relaxation ratio was calculated as follows,
 (1)
(1)

RESULTS AND DISCUSSION
Creep Model
When the mixed material was compressed at a certain speed until its pressure reached the set value, the strain had an increasing trend with the extension of dwell time, but the increasing trend slowed down, which suggested obvious creep phenomena. Through curve estimation, it was found that the creep behavior of the mixed material can be characterized by the Four-element Burgers model (Zhou Zue 1994; Wang and Zhao 2007; Li et al. 2015; Yin et al. 2016), which was composed of the Maxwell model and Kelvin model in series, as shown in Fig. 4. The strain-time curves obtained from creep tests and fitting curves are shown in Fig. 5. During the pressure dwell stage in creep tests, the initial deformation was mainly from the elastic deformation of the spring in the Maxwell model. With the extension of the dwell time, the Kelvin model and the damper in the Maxwell model demonstrated delayed deformation, and the strain growth trend was retarded.

Fig. 4. Four-element Burgers Model

Fig. 5. Experiment and fitting curve of mixed material in pressure dwell stage
Four-element Burgers Model was used to fit the strain-time curves obtained under different experimental conditions by regression analysis, and the fitting coefficient R2 was above 0.99. The results suggested that the straw-potato residue mixture would show obvious creep phenomena with constant load. The regression analysis results of the Burgess Model also indicated that the mixed material had creep behavior similar to the viscoelastic material. The influences of creep test factors, such as dwell time, loading force, and temperature, on relaxation ratio were analyzed to find the best briquetting conditions in the creep process of straw-potato residue mixture.
Analysis of Experimental Factors
The analysis of the influences of experimental factors on is presented in Figs. 6 to 8. As shown in Fig. 6, with the increase of compression speed, had no obvious influence, which was consistent with the research results by Xing and others (2016). When the compression speed was 10 mm/min, the value of was the minimum. As the dwell time increased, the value of showed a downward trend, indicating that prolonging the dwell time of constant load could promote the stable combination of material particles and reduce the rebound of briquettes released from the die.

Fig. 6. Influences of compression speed and dwell time on Rr
As shown in Fig. 7, when the feeding amount was 20 g, was the largest, and then it decreased rapidly. When the feeding amount was larger than 25 g, kept fluctuating around 1.7, which indicated that there existed a critical minimum feeding amount (Zhang et al. 2020a, b). Therefore, it was important to choose the appropriate feeding amount to improve the briquetting quality. Moreover, with the increase of loading force, decreased continuously. This implied that the loading force made the components, such as lignin, starch, and protein, in the mixed material become extruded from the material such that it filled into the gaps between the material particles and was able to play the role of bonding, thus improving the briquetting quality of the mixed material (Kaliyan and Morey 2009; Navalta et al. 2019).

Fig. 7. Influences of feeding amount and loading force on Rr
As shown in Fig. 8, the value of tended to decrease with the increase of mass ratio, which indicated that the increase of potato residue ratio in the mixed material would raise the overall water content of the material, and that the water of potato residue would be partly absorbed by dry straw through infiltration. After the water penetration became uniform, the fluidity and filling capacity of the material would be increased. From the microscopic point of view, water acting as a binder in the form of a film, promoted the adhesion of particles by increasing the contact area of particles, thus improving the briquetting quality (Kaliyan and Morey 2010). Moreover, with the increase of temperature, increased first and then decreased, and 80 ºC became the inflection point. The results suggested that lignin, starch, protein and other components in the material began to soften after reaching 80 °C, and they finally acted as a binder and made a stable structure after briquetting (Kaliyan and Morey 2010). And these components could effectively play the role of adhesive under the condition of heating and improve the briquetting quality of the material. Thus, it could be inferred that 80 °C was the temperature when these components in the mixed material began to soften or activate. When approaching this temperature, the materials enjoyed good fluidity and could easily to relax and rebound at 80 °C, and was correspondingly the highest. When the temperature was higher than 80 °C, the components such as lignin and starch in the mixture began to take effect as natural binders (Kaliyan and Morey 2010), which promoted the mixture to form a firm structure after briquetting and made decrease rapidly with the increase of temperature.

Fig. 8. Influences of mass ratio and temperature on Rr
Table 2. Coding of Factors and Levels

Parameter Optimization Tests and Verification
Test design of response surface design
The creep characteristics of the mixture were affected by many factors. Through the analysis of the creep test results, it was found that the obvious influencing factors were dwell time, feeding amount, loading force, mass ratio and temperature. Therefore, the Box Behnken test scheme in design expert software 8.0.6 was used, and the parameter optimization tests were carried out involving these factors and measured as the test index. The coding of factors and levels are provided in Table 2. In addition, the response surface map and contour map were drawn by the software to analyze the interaction between these factors.
Test result analysis of response surface
The Box-Behnken test scheme predicted 46 groups of tests, and the values of under different test conditions were obtained and sequentially input into the test scheme of the software according to the test sequence. Then, the appropriate model was selected to analyze the variance of . The results showed that the value of P of the quadratic polynomial model was smaller than 0.0001. Besides, the correction value and prediction value of reached 0.8237 and 0.6395 respectively, which indicated that this model was of high significance and could accurately predict the test results. Therefore, this model was adopted to analyze the variance of , with the results listed in Table 3.
Table 3. Variance Analysis of Relaxation Ratio

The results showed that temperature, loading force, and mass ratio had an extremely significant influence on of the mixed material briquette. The interaction between the experimental factors was obvious: the primary terms A, B and C had an extremely significant influence on , the interaction term AB had an extremely significant effect on , while BC and BE had a significant effect on . The quadratic terms B2 and D2 had an extremely significant effect on (P<0.0001), indicating that the regression model was extremely significant. The mismatch term was not significant, which showed that there was a good correlation between the objective function and various factors.
The coefficient of determination of the model was =0.9020, and the coefficient of correction was=0.8237, the coefficient of variation C.V.% was 3.02, which showed that the model had good fitting results with the actual test, and that the error of the test was small. Judging from the P value analysis, the impact of test factors on was in descending order: A(temperature) > C (mass ratio) > B (loading force). The regression equation (coding equation) of the of briquettes was obtained by eliminating no significant items in Eq. 2.
Y1=1.19-0.065A-0.028B-0.07C-0.00125D+0.001875E+0.12AB- 0.042BC+0.045BE+0.072B^2+0.05D^2 (2)
The relation between predicted value and actual value is shown in Fig.9. The data were densely distributed on both sides of the diagonal, indicating that the test error was small and that the model could be used to predict the change process of affected by experimental factors.

Fig. 9. Predicated versus actual for relaxation ratio
Interaction Analysis of Factors
Software named Design Expert 8.0.6 was used to draw the response surface map and contour map. The influences of significant cross terms AB, BC, and BE on were analyzed as follows.
Interaction of temperature and loading force on relaxation ratio
As shown in Fig. 10, under the conditions of mass ratio1:4, feeding amount 30 g and dwell time 1200 s (0 level), of the briquette decreased with the increase of temperature, thereby indicating that temperature was an important factor affecting the briquetting quality. Within the temperature range in this study, the higher the temperature was, the better the briquetting quality became. When the temperature ranged between 80 and 110 °C, decreased with the increase of loading force. When the temperature ranged between 110 and 140 °C, increased with the increase of loading force. This revealed that the appropriate combination of loading force and temperature would be beneficial to improving the quality of briquettes. Especially when the loading force was 25 KN and the temperature was 140 °C, the minimum was 1.1.

Fig. 10. Interaction of temperature and loading force on Rr. (a) Response surface diagram; (b) contour map
Interaction of mass ratio and loading force on relaxation ratio
As shown in Fig. 11, under the conditions of temperature 110 ºC, feeding amount 30 g, and dwell time 1200 s (0 level), gradually increased with the decrease of loading force and mass ratio, but the trend was relatively gentle. When the mass ratio increased, the proportion of potato residue in the mixture increased, and the larger loading force would make the moisture in potato residue permeate evenly into the mixed material, which improved the compression quality of the briquette and reduced . When the loading force was 35 KN and the mass ratio was 1:5, the minimum was 1.1.

Fig. 11. Interaction of mass ratio and loading force on Rr. (a) Response surface diagram; (b) contour map
Interaction of dwell time and loading force on relaxation ratio
As shown in Fig. 12, under the conditions of temperature of 110 ºC, mass ratio 1:4, and feeding amount 30 g (0 level), first decreased and then had an increasing trend with increasing loading force. When the loading force was small, with the increase of loading force, the gaps between materials were gradually filled and combined more and more closely. As the loading force continued to increase, the material was much more difficult to be compressed, and the resistance increased, which led to the decline of compression quality and the increase of . When the loading force was 32 KN and the dwell time was 900 s, the minimum was 1.2.

Fig. 12. Interaction of loading force and dwell time on Rr. (a) Response surface diagram; (b) contour map
Parameter Optimization Test
In order to obtain the test parameters when was minimal, the regression Eq. 2 was further optimized using the optimization module of software Design Expert. The constraints are shown in Table 4. The optimal parameters of the mixed material were as follows: temperature 101 °C, loading force 35 KN, mass ratio 1:5, feeding amount 28 g, and dwell time 918 s. In addition, obtained from the validation test was 1.11, and the error with the predicted value was 8.2%, which indicated that the optimization of the regression equation was reliable.
Table 4. Optimized Constraint Settings

CONCLUSIONS
- Four-element Burgers Model was used to fit the strain-time curves of the compressive creep process of the mixed material. The fitting coefficients were above 0.99, showing that straw-potato residue mixture exhibited creep behavior, and a proper combination of parameters can be found to improve briquetting quality by analyzing the influences of creep test factors on relaxation ratio.
- Response surface analysis results have shown that parameters that had a significant impact on relaxation ratio were temperature, mass ratio and loading force arranged in descending order of their influence. In addition, temperature and loading force, mass ratio and loading force, dwell time and loading force had significant interaction effects on relaxation ratio.
- The processing parameters for the minimal relaxation ratio of the briquettes were optimized by response surface analysis and verified. The optimal combination of the parameters was: temperature 101 ºC, loading force 35 KN, mass ratio 1:5, feeding amount 28 g, and dwell time 918 s. The minimal relaxation ratio under this condition was 1.11.
ACKNOWLEDGMENTS
The authors are grateful for the support of Chinese National Natural Science Foundation (31960365, 51766016), National key R & D program of China (2016YFD0701704), and Research Program of science and technology at Universities of Inner Mongolia Autonomous Region (NJZY20045).
REFERENCES CITED
Adapa, P., Tabil, L., Schoenau, G. and Opoku, A. (2010). “Pelleting characteristics of selected biomass with and without steam explosion pretreatment,” International Journal of Agricultural & Biological Engineering 3(3), 62-79. DOI: 10.3965/j.issn.1934-6344.2010.03.062-079
Bai, X., Wang, G., Gong, C., Yu, Y., Liu, W., and Wang, D. (2017). “Co-pelletizing characteristics of torrefied wheat straw with peanut shell,” Bioresource Technology 233, 373-381. DOI: 10.1016/j.biortech.2017.02.091
Bai, X., Wang, G., Yu, Y., Wang, D., and Wang, Z. (2018). “Changes in the physicochemical structure and pyrolysis characteristics of wheat straw after rodmilling pretreatment,” Bioresource Technology 250, 770-776. DOI: 10.1016/j.biortech.2017.11.085
Cao, L., Zhang, C., Chen, H., Tsang, D. C. W., Luo, G., Zhang, S., and Chen, J. (2017). “Hydrothermal liquefaction of agricultural and forestry wastes: State-of-the-art review and future prospects,” Bioresource Technology 245, 1184-1193. DOI: 10.1016/j.biortech.2017.08.196
Navalta, C. J. L. G., Banaag, K. G. C., Raboy, V. A. O., Go, A. W., Cabatingan, L. K., and Ju, Y.-H. (2019). “Solid fuel from co-briquetting of sugarcane bagasse and rice bran,” Renewable Energy 147, 1941-1958. DOI: 10.1016/j.renene.2019.09.129
Toscano, G., Pizzi, A., Foppa Pedretti, E., Rossini, G., Ciceri, G., Martignon, G., and Duca, D. (2014). “Torrefaction of tomato industry residues,” Fuel 143, 89-97. DOI: 10.1016/j.fuel.2014.11.039
Johnson, P., Cenkowski, S., and Paliwal, J. (2013). “Compaction and relaxation characteristics of single compacts produced from distiller’s spent grain,” Journal of Food Engineering 116(2), 260-266. DOI: 10.1016/j.jfoodeng.2012.11.025
Kaliyan, N., and Morey, R. V. (2009). “Natural binders and solid bridge type binding mechanisms in briquettes and pellets made from corn stover and switchgrass,” Bioresource Technology 101(3), 1082-90. DOI: 10.1016/j.biortech.2009.08.064
Kaliyan, N., and Morey, R. V. (2010). “Densification characteristics of corn cobs,” Fuel Processing Technology 91(5), 559-565. DOI: 10.1016/j.fuproc.2010.01.001
Kurnik, K., Krzyyński, M., Treder, K., Tretyn, A., and Tyburski, J. (2018). “Study on utilizing solid food industry waste with brewers’ spent grain and potato pulp as possible peroxidase sources,” Journal of Food Biochemistry e12446. DOI: 10.1111/jfbc.12446
Li, F., and Wang, J. (2013). “Estimation of carbon emission from burning and carbon sequestration from biochar producing using crop straw in China,” Transactions of the Chinese Society of Agricultural Engineering 29(14), 1-7. DOI: 10.3969/j.issn.1002-6819.2013.14.001
Li, F., Han, L., Wang, Y., Liu, L., and Tong, D. (2015). “Advances and trends in utilization of potato pulp from potato starch processing,” Chinese Potato Journal 29(03), 175-181. DOI: 10.3969/j.issn.1672-3635.2015.03.015
Li, M., Li, D., Wang, L. J., and Adhikari, B. (2015). “Creep behavior of starch-based nanocomposite films with cellulose nanofibrils,” Carbohydr. Polym. 117, 957-963. DOI: 10.1016/j.carbpol.2014.10.023
Liu, Y., Nie, X., Ye, B., Shao J., Jin, J., and Dong Y., and Ye, J. (2020). “Current situation and Prospect of “five modernizations” comprehensive utilization of crop straw,” Journal of Zhejiang Agricultural Sciences 61(12), 2660-2665. DOI: 10.16178/j.issn.0528-9017.20201265
Ma, Y., Xuan, C., Wu, P., Yang, J., Su, H., and Zhang, Y. (2016). “Experience on stress relaxation of corn stopper during compression with assisted vibration,” Transactions of the Chinese Society of Agricultural Engineering (19), 88-94. DOI: 10.11975/j.issn.1002-6819.2016.19.012
Ma, L., Tang, Z., Wang, C., Sun, Y., Lv, X., and Chen, Y. (2019). “Research status and future development strategy of biomass energy,” Journal of the Chinese Academy of Sciences 034(004), 434-442. DOI: 10.16418/j.issn.1000-3045.2019.04.008
Moriarty, P. and Honnery, D. (2011). “The transition to renewable energy: Make haste slowly,” Environmental Science & Technology 45(7), 2527-2528. DOI: 10.1021/es200559k
O’Dogherty, M. J. (1989). “A review of the mechanical behaviour of straw when compressed to high densities,” Journal of Agricultural Engineering Research 44, 241-265. DOI: 10.1016/S0021-8634(89)80086-1
Rahaman, S. A., and Salam, P. A. (2017). “Characterization of cold densified rice straw briquettes and the potential use of sawdust as binder,” Fuel Processing Technology 158, 9-19. DOI: 10.1016/j.fuproc.2016.12.008
Shen, R. (2018). Effects of Microbial Fermentation Agents on the Mixed Silage of Potato Pulp, Corn Straw and Soybean Straw, Master’s Thesis, Hebei Agricultural University, Hebei, China.
Wang, Z. D., and Zhao, X. X. (2007). “Modeling and characterization of viscoelasticity of PI/SiO2 nanocomposite films under constant and fatigue loading,” Materials Science & Engineering A 486(1), 517-527. DOI: 10.1016/j.msea.2007.09.041
Wu, X. (2021). “Research progress and application prospect of potato pulp feeding,” Feed Research 44(2), 135-137. DOI: 10.13557/j.cnki.issn1002-2813.2021.02.032
Xing, X., Tao, L., Peiyong, M., Yunlong, H., Yadong, S., and Hui, L. (2016). “Experimental study of hot molding of densified biofuel,” Acta Energiae Solaris Sinica 37(10), 2660-2667.
Xu, Y., Liu Y., Wang Y., Yang H., and Gao, P. (2016). “Introduction and discussion on the comprehensive utilization of maize straw,” Heilongjiang Agricultural Science (7), 145-149. DOI: 10.11942/j.issn1002-2767.2016.07.0145
Yin, D., Wu, M., and Li, D. (2016). “Microstructure of ball milling cornstalk and creep behavior of corn starch-based films,” Transactions of the Chinese Society for Agricultural Machinery 47(S1), 297-304. DOI: 10.6041/j.issn.10001298.2016.S0.046
Yu, Y., Wang, G., Bai, X., Liu, J., Wang, D., and Wang, Z. (2018). “Combined different dehydration pretreatments and torrefaction to upgrade fuel properties of hybrid pennisetum (Pennisetum americanum × P. purpureum),” Bioresource Technology 263, 541-547. DOI: 10.1016/j.biortech.2018.05.048
Zhang, Z., Luo, X., Liu, Y., Zhou, P.-X., Ma, G., Lei, Z., and Lei, L. (2015). “A low cost and highly efficient adsorbent (activated carbon) prepared from waste potato residue,” Journal of the Taiwan Institute of Chemical Engineers 49, 206-211. DOI: 10.1016/j.jtice.2014.11.024
Zhang, B., Yi, P., Luo, H., Wu, M., Xie, W., and Chen, W. (2020a). “Optimization of technological parameters of rice straw briquetting,” Journal of Chinese Agricultural Mechanization 41(06), 120-125+136. DOI: 10.13733/j.jcam.issn.2095-5553.2020.06.019
Zhang, F., Meng, H., Zhang, L., Chen, X., Fu, D., and Qi, Y. (2020b). “The experimental study on the influence of different factors on the compression molding of tobacco stalk grains,” Journal of Agricultural Mechanization Research 42(11), 139-144. DOI: 10.13427/j.cnki.njyi.2020.11.025
Zhang, Y., Liu, H., Fang, H., Li, H., Ma, J., Xie, Y., and Zhou, H. (2020c). “The by-products of potato starch processing and its resource utilization,” China Fruit & Vegetable 40(01), 46-52. DOI: 10.19590/j.cnki.1008-1038.2020.01.010
Zhou, Z. (1994). Agricultural Materials Science, China Agricultural Press, Beijing.
Article submitted: October 2, 2021; Peer review completed: November 30, 2021; Revised version received and accepted: December 11, 2021; Published: December 16, 2021.
DOI: 10.15376/biores.17.1.1001-1014