
Abstract
A 100% renewable, easily-prepared, and industrialized abrasive grinding wheel was produced based on a biobased thermosetting resins matrix; the matrix was made of condensed tannin-furanic resin, originating from biosourced raw materials such as tree barks and crops, which bond the particles of glass sand. These grinding wheels exhibited no cracks or pores. Moreover, the related properties of these products were characterized by the measurements of compression resistance, Brinell hardness, and wear resistance; the results were comparable to those of commercial grinding wheels prepared with synthetic phenolic resins and aluminum oxide particles. The results indicated that incomparable hardness and strong resistance towards compression can be obtained using the new tannin-based grinding wheels. Besides that, the results also revealed excellent properties of abrasiveness when compared to a commercial Taber Calibrade wheel H-18.
Download PDF
Full Article
Preparation and Characterization of Grinding Wheels Based on a Bioresin Matrix and Glass Sand Abrasives
Jun Zhang,a,b Hai Luo,b,c Antonio Pizzi,b Guanben Du,d,* and Shuduan Deng d
A 100% renewable, easily-prepared, and industrialized abrasive grinding wheel was produced based on a biobased thermosetting resins matrix; the matrix was made of condensed tannin-furanic resin, originating from biosourced raw materials such as tree barks and crops, which bond the particles of glass sand. These grinding wheels exhibited no cracks or pores. Moreover, the related properties of these products were characterized by the measurements of compression resistance, Brinell hardness, and wear resistance; the results were comparable to those of commercial grinding wheels prepared with synthetic phenolic resins and aluminum oxide particles. The results indicated that incomparable hardness and strong resistance towards compression can be obtained using the new tannin-based grinding wheels. Besides that, the results also revealed excellent properties of abrasiveness when compared to a commercial Taber Calibrade wheel H-18.
Keyword: Grinding wheels; Tannin-furanic resin; Biosourced abrasives; Biopolymers; Glass sand
Contact information: a: College of Materials Science and Technology, Beijing Forestry University, 35 Tsinghua East Rd, Haidian District, 100083, Beijing, People’s Republic of China; b: LERMAB, University of Lorraine, 27 rue Philippe Seguin, CS 60036, 88026 Epinal Cedex, France; c: College of Materials Science and Engineering, Nanjing Forestry University, 159 Longpan Road, Nanjing, 210037, China; d: Yunnan Key Laboratory of Wood Adhesives and Glue Products, Southwest Forestry University, Kunming 650224, People’s Republic of China; *Corresponding author: swfudgb@163.com
INTRODUCTION
Presently, in order to solve the problem of increasing oil costs, a large number of different approaches to utilize natural, green, renewable condensed polyflavonoid tannin-based materials from agriculture or forestry have been developed and widely studied to substitute for oil-derived materials (Pizzi 1983; Zhou et al. 2013; Abdullah et al.2013a; Sauget et al. 2014). Based on the co-reaction of condensed tannins and furfuryl alcohol, new and environmentally friendly biobased materials have been developed, such as tannin-furanic adhesives resins (Abdullah and Pizzi 2013b), tannin-furanic insulation foams, and floral foams (Tondi et al. 2008, 2009a, 2009b; Lacoste et al. 2014; Basso et al. 2014). Moreover, tannin-furanic plastics have also been studied for their excellent thermal resistance and good mechanical properties (Li et al. 2013). They are a very promising prospective industrial product. Additionally, industrial phenolic-based composite abrasive grinding wheels present low oxidation resistance and poor performance at high temperature, resulting in the limitation of their application (Robie 1957; Rowse and Stinchfield 1959; Anna and Dixon 1974). As a result of these limitations, considerable research into tannins and furfuryl alcohol has been carried out in order to obtain a new class of renewable, biobased, and low-cost, abrasive grinding wheels, with good mechanical and abrasive properties, to replace industrial phenolic abrasive grinding wheels in the future. In addition, the polyflavonoid tannins (such as profisetinidin and prorobinetinidin) are the most common tannins extracted industrially, and have been widely used for many years (Pizzi 1983). Quebracho tannins are compounded principally of fisetinidin flavonoid units as shown in Scheme 1a and 1b, and mimosa tannins are composed mainly of robinetinidin flavonoid units (Pizzi 1983; Pasch et al. 2001). Furthermore, mimosa tannins utilize Schemes 1a, 1b, and 1c, and the tannins can be hardened via reaction with furfuryl alcohol.
In this paper, the researchers have successfully prepared a new class of abrasive grinding wheel that utilizes tannin resin, based on the co-reaction of tannin and furfuryl alcohol, to replace industrial petrol-derived grinding wheel. Firstly, the possibility of preparing grinding wheels using tannin-furanic resins as a bonding system and glass sand (Gl) as abrasive particles was investigated. Moreover, the potential of abrasive particles to improve the wear resistance property of grinding wheels was studied and compared with an industrial phenol-formaldehyde resin abrasive grinding wheel.
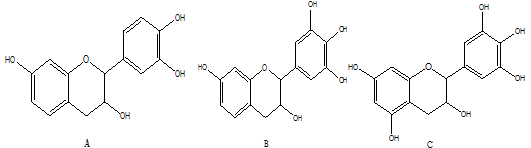
Scheme 1. The mainly flavonoid units of mimosa (A, B) and quebracho tannins (A, B, C)
EXPERIMENTAL
Materials
Mimosa (Acacia mearnsii, formerly mollissima, De Wildt) bark extracted tannins and quebracho (Schinopsis lorentzii and balansae) bark extracted tannins were supplied, in powder form, by Silva Team (San Michele Mondovi, Italy). Furfuryl alcohol (98%) and para-toluene-4-sulphonic acid (pTSA, 97.5%) were purchased from Acros Organics, Belgium. Glass sand particles (with a size of 0.30 mm) and aluminum oxide particles (Alu) were supplied by dup (Saint-Soupplets, France). The Alu60 had a grain size of 0.28 mm. Phenol liquefied (with a purity of 80%) was purchased from Fisher Scientific in Loughborough, United Kingdom). Formaldehyde (with a purity of 37%) was purchased from Roth, Germany.
Preparation of Mimosa Tannin-Furanic (MT) and Quebracho Tannin –Furanic (QT) Resins
Ten grams of mimosa/quebracho tannin and 30 g furfuryl alcohol were mixed in a beaker and stirred for 10 s. Then, 0.76 mL pTSA (65% water solution) was mixed using a stirrer for 2 min. Secondly, the mixture was left at 60 °C undergoing rotary evaporation in vacuum conditions for 1.5 h.
Preparation of PF Resin
The PF resin was prepared according to the method of Lagel et al.(2015). The phenolic control resin was synthesized at 94 °C, using the following reagents: 1 molar of phenol (80%) mixed with 2.2 molar of formaldehyde (37% aqueous solution). Formaldehyde was added in 4 equal parts, each one for 15 min. The first part of formaldehyde and phenol were mixed at 94 °C at reflux, and stirring was continued. After that, the second, third, and fourth parts of formaldehyde were added, and the stirring was once again continued. Throughout the process, the pH was controlled at 2 by mixing some drops of pTSA (65% water solution), and the temperature was controlled at 94 °C. The mixture was left to react until it achieved a viscosity of about 57000 mPas at 25 °C.
Preparation of Grinding Wheels
The MT/QT/PF resin was mixed with abrasive particles in a beaker using a mechanical stirrer for 20 s. Then, the mixture was placed in the oven at 60 °C for 36 h and then at 150 °C for 10 h to aid with molding. All samples were made following the dimensions: diameter of 50 mm, and the hole at the center of the sample had a 16 mm diameter and a thickness of 15 mm. The composition and processes are shown in Table 1, and the complete samples are shown in Fig. 1.
Table 1. Formula and Processes Used for Preparation of Different Grinding Wheels



Fig. 1. Samples of both the QT-Gl and MT-Gl grinding wheels
Scanning Electron Microscopy (SEM)
The macroscopic observations of the surface for the grinding wheels were carried out with a Hitachi scanning electron microscope (model S 4800, Japan) at × 100 magnifications. Samples of 5 mm × 5 mm ×4 mm were prepared .
Differential Scanning Calorimetry (DSC), Thermomechanical Analysis (TMA), and Thermal Gravity Analysis (TGA)
A DSC analyser (model DSC 204 F1, NETZSCH, Germany) was used to investigate the curing behaviors of the mimosa tannins, furanic resin, and quebracho tannin-furanic resin at a heating rate of 15 °C/min. For each scan, about 5 to 10 mg of the viscous prepolymer liquid was added to an aluminum pan, and it was heated from 30 °C to 250 °C in a 50-mL/min flow of N2.
TMA measurement was implemented by a TMA (Mettler-Toledo SDTA840, USA) with STARe software for data treatment. All cured resins (17×5×5) were tested using the same condition: the heating rate was 20 °C /min-1, and the temperature range was 25 °C to 250 °C.
A thermogravimetric analyzer (TGA) from NETZSCH (model TG 209 F3) was used to study the thermal stability of the cured tannin-furanic resin. The tests were carried out with temperatures ranging from 30 °C to 900 °C using a rate of 20 °C/min under a nitrogen atmosphere.
Compression and Brinell Hardness Measurements
Compression test of the samples: The samples (diameter 16 mm, height 10 mm) were performed with the strength analysis instrument (Instron model 1193, USA) according to the standard ASTM D695-10. The rate of loading was 2 mm/min.
For the Brinell hardness measurement: the measurement following the NF B 51-126 standard was conducted using the strength analysis instrument (Instron model 1193) with a 10 mm ball diameter. The rate of loading was 2 mm/min.
The Brinell hardness was given by Eq. 1,
![]() (1)
(1)
where F is the force that determined the retained depression (N); and P is the depth of depression of the ball (mm).
Abrasiveness Measurement
The samples measured on the surface of the commercial particleboard (100 mm × 100 mm × 19 mm) were tested with the abrasimeter Taber Abraser 5130 machine (Taber Industries, USA) in accordance with the ASTM_D4060-01 standard. A calibrated grinding wheel H-18 (North Tonawanda, USA) was used to compare and the number of cycles was 500. The wear index (I) was given by Eq. 2,
![]() (2)
(2)
where I is the wear index; A is partcle board weight before abrasion (mg); B is the particle board weight after abrasion (mg); and C is the number of cycles of abrasion record.
RESULTS AND DISCUSSION
Macroscopic Observations
Macroscopic observations are shown in Fig. 2. It can be seen in the figure that the surface of MT-Alu exhibited obvious pores between the particles and resin. On the contrary, while using the Gl particles, no pores can be seen in the MT-Gl and QT-Gl samples (Fig. 2c, d). These results indicate that Gl particles were more relatively uniform and much better coated by tannin resin than those of Alu. For Alu particles, the irregular distribution caused the mixtures to be filled with air so that when the sample was cured, some pores were observed on its surface. In addition to the samples of PF-Gl, some bubbles were displaced (Fig. 2b) and they were even bigger than that of MT-Alu. Identically, PF resin was prepared with water without evaporation, in which water had not been eliminated. Thus, these pores are the consequence of the water present in the resin. Besides that, for the sample of QT-Gl, the cured resin is friable and showed some cracks as shown in Fig. 2c. It is thus clear that compared other grinding wheels, the sample of MT resin-Gl showed a better appearance. As regards these new grinding wheels, we can see that they were easily implemented, which is beneficial for industrialization.

a) MT-Alu60
 b) PF -Gl
b) PF -Gl

c) QT -Gl

d) MT -Gl
Fig. 2. SEM photographs of different samples (0.45-0.80mm)
Thermal Analysis
Figure 3 shows the typical DSC curves for the MT and QT resins. Each curve of the curing process displaces two exothermic peaks, resulting from the different reaction mechanisms. For thermosetting polymers, the curing of MT resin and QT resin was an exothermal reaction. The first exothermic peak of MT 110 °C and QT 98 °C could be attributed to both the heat released from the self-polymerization of furfuryl alcohol carried out at low pH (Pasch 2001; Tondi 2008) and the evaporation of water. The second, sharp exothermic peak is due to the oligomers of tannin and furfuryl alcohol cross-linking. In addition, the second exothermic peak temperature of MT resin (157 °C) and QT resin (166 °C) indicate that the temperature at which the polymerization of quebracho tannin and furfury alcohol reached the maximum conversion rate was higher than that of mimosa tannin and furfuryl alcohol. Indeed, robinetinidin units (Scheme 1a, 1b, and 1c) have one more hydroxyl group on the 5 position of the A ring and the 5 position of the B ring of flavonoid unite than fisetinidin (Scheme 1a, 1b). Accordingly, mimosa tannin acquires bonded joints with the monomers of furfuryl alcohol more frequently than quebracho tannin.

Fig. 3. DSC thermograms of the curing process of mimosa and quebracho tannin-furanic thermoset under nitrogen (is Heat Flow, I repaired it )
For polymers, a certain temperature (which varies for each polymer), referred to as the glass transition temperature (Tg), is the temperature at which a polymer becomes transformed from a glassy state into a rubbery state (Gillham 1982; Li and Lee 2000). Interestingly, polymers that were cooled below Tg were as hard and as brittle as glass. Normally, Tg is defined as the maximum value of the tangential loss, which is the ratio of the loss modulus and storage modulus. TMA was used to determine the Tg of MT, QT, and PF resins, and the curves for tangential loss are shown in Fig. 4.

Fig. 4. Thermo mechanical analysis (TMA) spectra of MT, QT, and PF resins from 25 °C to 249 °C under nitrogen
The results indicated that the Tg of MT resin (193 °C) was higher than that of QT (190 °C). However, for experimental control PF resin (Tg was 144 °C), even after modification by benzoxazine and epoxy, the Tg was lower than 180 °C (Ishida and Low 1997; Rimdusit and Ishida 2000). This means that the final materials of the tannin resin showed excellent thermal resistance. Furthermore, mimosa tannin resin revealed itself to have a brittle and hard thermosetting material behavior.
Figure 5 shows the TGA curves of the cured MT and QT resin, after heating at a rate of 20 °C/min, in the temperature range of 30 °C to 900 °C. The curves indicate that under a nitrogen atmosphere, the sample of MT reached its 5% weight loss at 217 °C, which was higher than that of QT at 5% weight loss (125 °C). When temperatures were raised to 500 °C, the weight loss of MT and QT resins was 51.3% and 69.5%, respectively. These results indicate that the cured tannin-based resins have a high thermal resistance. Additionally, the sample of cured MT resin is an excellent carbon precursor.

Fig. 5. TGA thermograms of the cured mimosa and quebracho tannin-furanic thermoset from 30 to 900 °C
Brinell Hardness and Compression
The results of the Brinell hardness and compression of all samples in Table 2 show that under the same preparation process, the sample of MT resin bonded with Gl grinding wheel was harder than that of QT-Gl. The difference in hardness is due to the ease with which mimosa tannin and furfuryl alcohol produce bonded joints in comparison to quebracho tannin and furfuryl alcohol. However, the value of Brinell hardness for PF resin bonded with Gl grinding wheel (6.306HBS) was quite low, comparatively. In addition, MT-Gl sample was harder than the MT-Alu, which indicates that particles of Gl are stronger than that of Alu. Additionally, the Gl particles were relatively more uniform, as observed by SEM.
Table 2. Brinell Hardness and Compressive Strength of All Samples Tested

Table 2 shows the compression strength results for all tested samples. Apparently, the sample of MT-Gl had more compressive resistance than the MT-Alu grinding wheel. For the sample of MT-Alu, SEM observation located pores in the specimen, which was not the case for the MT-Gl sample. Meanwhile, comparing the grinding wheel made with PF resin (142.53 MPa), the sample of MT-Gl also had a stronger resistance for compression. Furthermore, the value for the compressive strength of QT-Gl (259 MPa) was higher than that of MT-Gl. This is because the MT-Gl sample was harder than QT-Gl, meaning it was quite brittle. Consequently, the grinding wheels made of quebracho tannin and mimosa tannin resin coated with Gl were harder and had more compressive resistence than those made of mimosa tannin resin coated with Alu. Moreover, they appeared to be competitive with PF resin based grinding discs and a viable option for possible future industrial production.
Abrasive Measurements
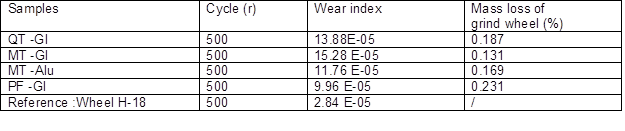
The abrasiveness of the grinding wheels may be characterized by the wear-resistance, and the results are shown in Table 3. The corresponding mass loss data for particleboards are shown in Fig. 6. The experimental grinding wheels were compared with a commercial Taber Calibrade wheel H-18. It was found that the MT-Gl sample prepared with pine tannin resin matrix had better resistance against wear than the sample of QT-Gl. The mass loss of particleboard made with MT-Gl was higher than that of other samples. Indeed, it had high Brinell hardness, which caused better strength abrasive properties in comparison to other samples. Meanwhile, the weight loss was a mere 0.131%, and the sample showed an excellent coating between resin and particles compared to other grinding wheels. In addition, small cracks were observed in the surface of QT-Gl via SEM observation, yet the property of abrasiveness was not influenced.
The QT-GL sample was still a very abrasive material, because the wear index value (13.88 E-05) was higher than that of PF control resin based grinding wheels. For the same resin, the weight loss of MT-Alu was higher than that of the MT-Gl sample. This was due to the presense of pores in MT-Alu samples, which resulted in the MT-Gl sample being stronger than the MT-Alu sample. Meanwhile, under the same preparation, the sample of MT–Alu showed a weaker abrasiveness compared to the sample made of MT-Gl. The results reveal that the particles of Gl are more abrasive compared with Alu, which could be caused by the sharpness of the particles. Under macroscopic observation, the shape of Gl particles are more uniform than that of Alu particles, which possessed irregular sharps. Moreover, the wear index value of MT-Gl was up to four times higher than the commercial Taber Calibrade wheel H-18. Consequently, the MT-Alu sample can be substituted by the MT-Gl and QT-Gl samples. Moreover, they also can be competitive with non-renewable oil-derived resins based abrasive materials, such as PF resin grinding wheels.
Table 3. Abrasion Resistance of All Samples Tested

Mass loss of particleboards (g)
Fig. 6. The Mass loss of particleboards for different abrasive materials
CONCLUSION
- New environmentally friendly biosourced abrasive grinding wheels with pine or mimosa tannin-furanic resins coated with Gl particles, named MT-Gl and QT-Gl, were prepared. They can be produced using a simple process with a short curing time.
- Indeed, these new tannin resins matrices have an outstanding thermal resistance. The Tg of MT and QT resins are high, at a temperature over 190 °C. Specifically, only 5% weight loss of cured MT resin (95% weight of cured MT resin) can be achieved at temperatures as high as 217 °C. These new abrasive grinding wheels also revealed a better hardness and stronger resistance to compression, especially in pine tannin based grinding wheels. Furthermore, they exhibited excellent abrasiveness, contrary to commercial Taber Calibrade wheel H-18.
- Finally, these abrasive materials are low cost and environmentally friendly materials that show promise for becoming an industrially green abrasive product. Thus, the substitution of oil-derived resins using these abrasives is extremely feasible. Easy preparation and excellent abrasiveness properties have made the new grinding material more attractive.
ACKNOWLEDGMENTS
The authors would like to thank the Yunnan Province International Cooperation Project of China (2014IA017) and Program of the Ministry of Science and Technology of China (2012BAD24B03) for the support. The research was also partially funded by King Abdulaziz University (KAU under Grant NO. 6-130-1434-HiCi) and the company Indunor-Silva Chimica. All the authors, therefore, acknowledge the support of all donors and supporters.
REFERENCES CITED
Abdullah, U. H., Pizzi, A., Rode, K., Delmotte, L., Zhou, X., and Mansouri, H. R. (2013a) “Mimosa tannin resins for impregnated paper overlays,” Eur. J.Wood Prod. 71(2), 153-162. DOI: 10.1007/s00107-012-0652-5
Abdullah, U. H., and Pizzi, A. (2013b). “Tannin-furfuryl alcohol wood panel adhesives without formaldehyde,” Eur. J. Wood Prod.71(1), 131-132. DOI: 10.1007/s00107-012-0629-4
Anna, L. A., and Dixon, K. C. (1974). “Referencing styles for journals-resin bonded grinding wheel containing gas-filled thermal plastic resin beads and method of making it,” U. S. Patent 3925034.
Basso, M. C., Giovando, S., Pizzi, A., Lagel, M. C., and Celzard, A. (2014). “Alkaline tannin rigid foams,” J. Renew. Mater. 2(3), 182-185. DOI: 10.7569 / JRM. 2013. 634137
Gillham, J. K. (1982) “Development in polymer characterization,” Handbook of Applied Science, Applied Science Publishers, London.
Ishida, H., and Low, H. Y (1997) “A study on the volumetric expansion of benzoxazine-based phenolic resin,” Macromolecules30(4), 1099-1106. DOI: 10.1021/ma960539a
Lacoste, C., Pizzi, A., Laborie, M. P., and Celzard, A. (2014) “Pinus pinaster tannin/furanic foams: Part II. Physical properties,” Ind. Crops Prod. 61, 531-536. DOI: 10.1016/j.indcrop.2014.04.034
Lagel, M. C., Zhang, J., and Pizzi, A. (2015). “Cutting and grinding wheels for angle grinders with a bioresin matrix,” Ind. Crops Prod. 67, 264-269. DOI: 10.1016/j.indcrop.2015.01.046
Li, W., and Lee, L. J. (2000) “Low temperature cure of unsaturated polyester resins with thermoplastic additives: I. Dilatometry and morphology study,” Polymer 41(2), 685-696. DOI: 10.1016/S0032-3861(99)00177-9
Li, X., Nicollin, A., Pizzi, A., Zhou, X., Sauget, A., and Delmotte, L. (2013). “Natural tannin-furanic thermosetting moulding plastics,” RSCAdv. 3(39), 17732-17740. DOI: 10.1039/C3RA43095B¬
Pasch, H., Pizzi, A., and Rode, K. (2001). “MALDI-TOF mass spectrometry of polyflavonoid tannins,” Polymer 42(18), 7531-7539. DOI: 10.1016/S0032-3861(01)00216-6
Pizzi, A. (1983). “Tannin based wood adhesives,” Handbook of Wood Adhesive, Chemistry and Technology, Marcel Dekker Press, New York.
Rimdusit, S., and Ishida, H. (2000). “Development of new class of electronic packaging materials based on ternary systems of benzoxazine, epoxy, and phenolic resins,” Polymer 41(22), 7941-7949. DOI: 10.1016/S0032-3861(00)00164-6
Robie, N. P. (1957). “Referencing styles for journals-abrasive bodies,” U. S. Patent 2806772.
Rowse, R. A., and Stinchfield, C. P. (1959). “Referencing styles for journals-phenolic resin boned grinding wheels,” U. S. Patent 3041156.
Sauget, A., Zhou, X., and Pizzi, A. (2014). “Tannin-resorcinol-formaldehyde resin and flax fiber biocomposites,” J. Renew. Mat.2(3), 173-181. DOI: 10.7569/JRM.2013.634128
Tondi, G., Oo, C.W., Pizzi, A., Trosa, A., and Thevenon, M. F. (2009a). “Metal adsorption of tannin based rigid foams,” Ind. Crops Prod. 29(3), 336-340. DOI: 10.1016/j.indcrop.2008.06.006
Tondi, G., Pizzi, A., and Olives, R. (2008). “Natural tannin-based rigid foams as insulation for doors and wall panels,” Maderas. Clenclay Tecnologia 10(3), 219-227. DOI: 10.4067/S0718-221X2008000300005
Tondi G., Pizzi, A., Pasch, H., Celzard, A., and Rode, K. (2008). “MALDI-TOF investigation of furanic polymer foams before and after carbon-ization: aromatic rearrangement and surviving furanic structure,” Eur. Polymer J. 44(9), 2938-2943. DOI: 10.1016/j.eurpolymj.2008.06.029
Tondi, G., Zhao, W., Pizzi, A., Du, G., Fierro, V., and Celzard, A. (2009b). “Tannin-based rigid foams: A survey of chemical and physical properties,” Bioresour. Technol. 100(21), 5162-5169. DOI: 10.1016/j.biortech.2009.05.055
Zhou, X. J., Pizzi, A., Sauget, A., Nicollin, A., Li, X., Celzard, A., Pasch, H., and Rode, K. (2013). “Lightweight tannin foam/composites sandwich panels and the coldest tannin adhesive to assemble them,” Ind. Crops Prod. 43, 255-260. DOI: 10.1016/j.indcrop.2012.07.020
Article submitted: April 14, 2015; Peer review completed: June 29, 2015; Revised version received and accepted: July 1, 2015; Published: July 15, 2015.
DOI: 10.15376/biores.10.3.5369-5380