
Abstract
Producing tissue paper is an energy-demanding process; a significant amount of energy is expended when removing water by vacuum, mechanical pressing, and thermal drying. Because the water is most energy-demanding to remove in drying, making the preceding step of vacuum dewatering more efficient would benefit the whole process. This article focuses on developing a laboratory-scale method for verifying the nature of diminishing returns of water removal and investigating efficiency strategies of the vacuum dewatering. The theoretical concept of successive vacuum suction boxes with progressing vacuum levels was tested at the laboratory scale in order to show quantifiable results of the previously solely theoretical concept. The results confirmed that vacuum dewatering can be improved by adding progressively higher vacuum levels and that such a practice can benefit both outgoing dryness levels and expended vacuum pump energy. To truly examine the power of progression of vacuum levels, rewetting can be included in the calculations, by using an approximate value collected from pilot or full-scale measurements. For any new fiber mix, pulp type, vacuum level setup, basis weight, etc. the vacuum levels, rewetting, and dwell times need to be tuned to that specific case.
Download PDF
Full Article
Progression of Vacuum Level in Successive Vacuum Suction Boxes in a Paper Machine – Impact on Dewatering Efficiency and Energy Demand – A Laboratory Study
Björn Sjöstrand *
Producing tissue paper is an energy-demanding process; a significant amount of energy is expended when removing water by vacuum, mechanical pressing, and thermal drying. Because the water is most energy-demanding to remove in drying, making the preceding step of vacuum dewatering more efficient would benefit the whole process. This article focuses on developing a laboratory-scale method for verifying the nature of diminishing returns of water removal and investigating efficiency strategies of the vacuum dewatering. The theoretical concept of successive vacuum suction boxes with progressing vacuum levels was tested at the laboratory scale in order to show quantifiable results of the previously solely theoretical concept. The results confirmed that vacuum dewatering can be improved by adding progressively higher vacuum levels and that such a practice can benefit both outgoing dryness levels and expended vacuum pump energy. To truly examine the power of progression of vacuum levels, rewetting can be included in the calculations, by using an approximate value collected from pilot or full-scale measurements. For any new fiber mix, pulp type, vacuum level setup, basis weight, etc. the vacuum levels, rewetting, and dwell times need to be tuned to that specific case.
DOI: 10.15376/biores.18.2.3642-3653
Keywords: Vacuum dewatering; Papermaking; Tissue; Energy Efficiency; Dryness; Cellulose; Triple box vacuum dewatering
Contact information: Pro2BE, the research environment for Processes and products for a circular forest-based bioeconomy, Department of Engineering and Chemical Sciences, Karlstad University, Sweden;
* Corresponding author: bjorn.sjostrand@kau.se
GRAPHICAL ABSTRACT
INTRODUCTION
Products made from lignocellulosic raw materials often have manufacturing processes demanding a lot of water, as the cellulosic fibers and fine materials otherwise flocculate and form heterogenous materials. The lignocellulosic pulps are therefore often in very low concentration early in the manufacturing process, i.e., low consistency in the headbox of a paper machine (Kuhasalo et al. 2000; Norman 2000). There exist new methods with much less water involved, but this work focuses on the traditional water-based method of manufacturing tissue paper. In these manufacturing methods, understanding water removal and drying becomes increasingly more important when working towards a sustainable future where all products are required to have efficient and environmentally friendly manufacturing processes. This work focuses on vacuum dewatering of tissue, where there is potential for saving energy (Håkansson 2010; Lahtinen and Karvinen 2010; Holmberg et al. 2013; Sjöstrand 2020; Sjöstrand et al. 2023).
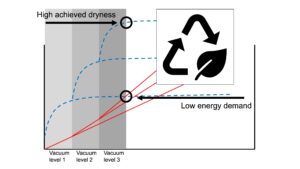
The nature of water removal and drying over the whole papermaking process, ranging from solids content of approximately 0.1 to 1% in the headbox to 93 to 97% at the reel (Kuhasalo et al. 2000), can be described as that of diminishing returns (Ramaswamy 2003). Thus, water is more easily removed in the start of the process, but water removal is increasingly difficult as the process moves towards finished product. This is of course also true within each unit operation (Sjöstrand 2020). Vacuum dewatering diminishing returns have been shown in multiple previous publications (Attwood 1962; Neun 1994, 1996; Räisänen et al. 1996; Baldwin 1997; Räisänen 2000; Ramaswamy 2003; Granevald et al. 2004; Pujara et al. 2008, Åslund and Vomhoff 2008; Sjöstrand et al. 2016, 2017, 2019; Rahman et al. 2018; Sjöstrand and Brolinson 2022; Sjöstrand et al. 2023). One of the earliest arguments for progressively increasing vacuum levels based on the dewatering mechanism behind the diminishing returns in vacuum dewatering was discussed by Baldwin (1997). Baldwin (1997) also suggested shorter vacuum dwell times for higher vacuum levels to increase efficiency, and also individual tailoring of each process for optimal setup. The reasoning behind progressively increasing vacuum is connected with the nature of water removal and the diminishing returns. In theory, it would be much more efficient to use low energy input when water easily can be removed and increase the energy input as the water becomes harder and harder to remove (Hubbe et al. 2020). This is illustrated in Fig. 1, where a theoretical case of applying successive progression of vacuum levels in three vacuum suction boxes is shown, which is redrawn from Hubbe et al. (2020).
Figure 1 (A) shows the already described behavior of diminishing returns during vacuum dewatering, reported by numerous publications (Attwood 1962; Neun 1994, 1996; Räisänen et al. 1996; Baldwin 1997; Räisänen 2000; Ramaswamy 2003; Granevald et al. 2004; Pujara et al. 2008, Åslund and Vomhoff 2008; Sjöstrand et al. 2016, 2017, 2019; Rahman et al. 2018; Sjöstrand and Brolinson 2022; Sjöstrand et al. 2023). In this set of graphs, the blue dashed line represents the dryness development with vacuum dwell time and the red solid line is the energy expended by the vacuum pumps. Energy is expended during the entire vacuum dwell time, but the dryness reaches a plateau where it is completely inefficient to continue the operation. Figure 1 (B) and (C) show an idealization of interrupting the vacuum dewatering just when the plateau starts with increasing vacuum level, thus taking advantage of the diminishing returns in reaching higher dryness with less expended energy. For the higher vacuum levels in (B) and (C) the energy consumption goes up, indicated by the steeper slope of the red line, but the possibility to end the vacuum suction directly at the start of the plateau in (C) would make the sum of expended energy less that in the first case (A) and give much higher outgoing dryness.
One other important aspect of dewatering is rewetting, which is the phenomenon where water flows back into the sheet after dewatering (Åslund et al. 2008; Sjöstrand et al. 2015). Åslund et al. (2008) showed that rewetting occurs in laboratory scale after suction box dewatering, with a magnitude of 3 to 6% decrease in dryness for 50 and 100 g/m2 sheets. Sjöstrand et al. (2015) showed that rewetting also occurs in pilot scale for 20 and 100 g/m2 sheets, with a magnitude of 0 to 4% decrease in dryness. As shown in Fig. 1, a benefit of progressively increasing the vacuum level is that the rewetting would be much lower compared with three separate suction boxes, since there is much less time for rewetting within the progression suction box, although rewetting will take place after it. Rewetting depends on machine speed and forming fabric design, and the rewetting needs to be carefully investigated when considering a change in the forming section layout.



Fig. 1. Three cases of vacuum dewatering with one, two and three vacuum levels (A, B and C), exemplifying an expected positive impact on achieved dryness and expended energy when applying successive progression of vacuum levels in three vacuum suction boxes (redrawn from Hubbe et al. 2020)
The simplified, idealized concept of a successive progression of vacuum level (Fig. 1), avoiding inefficient operation when the dryness does not increase, was tested in a laboratory study to investigate whether this is a strategy that has potential for industrial applications. Rewetting was calculated in a simple way, by increasing the dryness by 3% based on the two experimental studies Åslund et al. (2008) and Sjöstrand et al. (2015). The laboratory results are displayed both with rewetting (measurements) and corrected for rewetting by calculations based on Åslund et al. (2008) and Sjöstrand et al. (2015).
EXPERIMENTAL
Fibers and Fabrics
Bleached chemical kraft softwood pulp fibers mixed from 70% Norway spruce and 30% Scots pine with a dryness of 3% were supplied by StoraEnso AB (Skoghall, Sweden). The softwood pulp was characterized with an LandW Fiber Tester (ABB AB / Lorentzen and Wettre, Kista, Sweden). The fiber length was 2.2 mm and the fiber width was 31 μm based on a single test in the Fiber Tester. The fiber measurements were based on many images of individual fibers in the pulp samples. The drainage resistance was measured with the Shopper-Riegler method, ISO 5267-1 (1999) to a value of 22 °SR.
For the sheet forming, a tissue grade triple layer forming fabric was provided by Albany International Inc. (Rochester, NH, USA). The forming fabric had a yarn density of 75 yarns/cm in the machine direction (MD) and 54/10 (fine/coarse) yarns/cm in the cross direction (CD). The yarn diameter was 0.15 mm in MD and 0.13/0.20 (fine/coarse) mm in CD. The fabric caliper was 0.645 mm, air permeance 380 cfm, and void volume 59%.
Laboratory Vacuum Dewatering
The pulp fibers were mixed to a consistency of 0.2% in tap water without additives. This stock solution was assumed to have a density of 1 g/cm3, based on the fibers being a small part of the total weight and saturated with water. 20 g/m2 tissue sheets were formed, by measuring 266 g stock solution on a scale, in a modified Finnish hand sheet former together with an additional 3.5 L tap water (Granevald et al. 2004).

Fig. 2. Illustration of the laboratory scale vacuum suction box. The pressure drop is varied with the vacuum pump and measured with the pressure transducer. The vacuum dwell time is varied with varying speeds of the moving plate (Sjöstrand et al. 2023).
The sheets had a dryness of approximately 5% and a diameter of 18.4 cm and were formed directly on the forming fabric mentioned in the above section. The forming fabric with the formed tissue sheet was transferred to the vacuum dewatering equipment (Fig. 2). The device was described in detail by Granevald et al. (2004), with exception that in this current experiment a plate with a single 5-mm opening was used.
The tissue paper, still on the forming fabric, was subjected to three different vacuum levels to create the base lines for comparison, -10, -20, and -30 kPa. Triplicate samples were prepared for each setting. The vacuum dwell times were 0, 1, 2.5, 5, 10, and 20 ms to capture the appearance of the dewatering curve with diminishing returns. The dwell times for each vacuum level were designed to capture the dewatering during a typical suction box with the total dwell time of 20 ms. To mimic a suction box with three consecutive progressive vacuum levels of -10, -20, and -30 kPa were employed. Durations of 1, 2.5, and 5 ms were measured for -10 kPa, and in addition 5 ms in -10 kPa + (1, 2.5 and 5 ms) in -20 kPa, and 5 ms in -10 kPa + 5 ms in -20 kPa + (1, 2.5 and 5 ms) in -30 kPa. The experimental setup is summarized in Table 1. To accomplish the progression in vacuum levels, the sheet and fabric was manually removed from the machine, the vacuum level and machine speed changed, and then put back on the machine to perform successive measurements.
Table 1. Experimental Setup with Single and Triple Box Vacuum Dewatering

Before transfer to the vacuum dewatering equipment, and after each vacuum dewatering run, the tissue sheet was scraped off the forming fabric, and the dryness was measured according to ISO 638-1 (2022). As described in Granevald et al. (2004), the sheet edges were not completely dewatered due to edge effects; therefore only the middle part of the sheets with a width of 10 cm was used for dryness measurements. Actual dryness measurements were assumed to be made at full rewetting, as the measurement took place after several seconds and rewetting was shown by Sjöstrand et al. (2015) to be complete in considerably faster than a second. For this reason, all dryness values represent dryness after rewetting. The rewetting was added manually to the results; it was calculated as an increase by 3% dryness on the final values based on Åslund et al. (2008) and Sjöstrand et al. (2015). Both original measurements and recalculated to compensate for rewetting effects are presented in this article.
During dewatering of each sample, the pressure was logged with a pressure transducer (Granevald et al. 2004). The logged pressure drops were used to calculate the air volume that passed through the sheet using Eq. 1 (Granevald et al. 2004; Sjöstrand et al. 2016; Sjöstrand et al. 2023),
 (1)
(1)
Where Vair is the penetrated air volume (m3), Vtank is the volume of the tank (m3), Patm is the atmospheric pressure (Pa), and ∆P is the change in pressure during the test (Pa), as explained by Granevald et al. (2004). The air volume for triple box vacuum dewatering was the sum of all three measurements during for example 5 + 5 + 5 ms dewatering. The volumetric flow of air was calculated from the penetrated air volume and the vacuum dwell time.
A calculation of idealized expended pump energy was made according to Eq. 2 (McCabe et al. 2005),
 (2)
(2)
Where Ppump is the pump effect (kW),  is the volumetric flow of air (m3/s), and ∆P is the vacuum level (kPa) relative the atmospheric pressure.
is the volumetric flow of air (m3/s), and ∆P is the vacuum level (kPa) relative the atmospheric pressure.
RESULTS AND DISCUSSION
The resulting dryness developments for -10, -20, and -30 kPa, with increasing vacuum dwell time are shown in Fig. 3, both for single box vacuum dewatering (3A) and for triple box vacuum dewatering (3B). These values are the measured ones with full rewetting. Corresponding dryness developments are shown in Fig. 4, for single (4A) and triple (4B) vacuum box dewatering, compensated for a literature-based rewetting of 3% after each trial run (Åslund et al. 2008; Sjöstrand et al. 2015).
Both single and triple vacuum box dewatering results showed a similar shape of the curve as the theoretical appearance from Fig. 1 and from the literature (Attwood 1962; Neun 1994, 1996; Räisänen et al. 1996; Baldwin 1997; Räisänen 2000; Ramaswamy 2003; Granevald et al. 2004; Pujara et al. 2008, Åslund and Vomhoff 2008; Sjöstrand et al. 2016, 2017, 2019; Rahman et al. 2018; Sjöstrand and Brolinson 2022; Sjöstrand et al. 2023). Thus, the laboratory method was judged to be successful in simulating triple vacuum box dewatering, both when adding the correction for rewetting and when the measurements are used directly.
For the specific basis weight of 20 g/m2 and each vacuum level in 5 ms, the triple setup was particularly efficient, and the plateaus of each dewatering curves were very short. This means that for any paper machine for which changing vacuum levels is employed as a dewatering strategy, it will be possible to test different cases in laboratory scale and evaluate the dewatering development and relative energy demands. Rewetting values can also be included, but these needs to be measured in full scale in order to be accurate, mainly regarding magnitude of decrease in dryness due to rewetting but perhaps also the rewetting velocity. The rewetting velocity would be crucial in determining if the rewetting should be included or not, depending on forming fabric design, machine speed and distance between vacuum boxes.
The penetrated air volumes of all tests are shown in Fig. 5, with single vacuum box dewatering in 5A and triple vacuum box dewatering in 5B. The calculated theoretical pump effects are shown in Fig. 6, for both single and triple vacuum box dewatering.

Fig. 3. Dryness development with vacuum dwell time for three different vacuum levels, 10, 20 and 30 kPa (A), and with 10, 20 and 30 kPa, used in succession for the same sheet, 0-5 ms for 10 kPa, 5-10 ms for 20 kPa and 10-15 ms for 30 kPa (B). Each dwell time was measured three times and a 95 % confidence interval was calculated based on the measurements. These data show dryness after full rewetting.

Fig. 4. Dryness development with vacuum dwell time for three different vacuum levels, 10, 20 and 30 kPa (A), and with 10, 20 and 30 kPa, used in succession for the same sheet, 0-5 ms for 10 kPa, 5-10 ms for 20 kPa and 10-15 ms for 30 kPa (B). Each dwell time was measured three times and a 95 % confidence interval was calculated based on the measurements. These data show dryness with additional 3% to compensate for rewetting.

Fig. 5. Penetrated air volume through the sheet as a function of vacuum dwell time for three different vacuum levels, 10, 20 and 30 kPa (A), and with 10, 20 and 30 kPa, used in succession for the same sheet, 0-5 ms for 10 kPa, 5-10 ms for 20 kPa and 10-15 ms for 30 kPa (B). Each dwell time was measured three times and a 95 % confidence interval was calculated based on the measurements.

Fig. 6. Calculated theoretical pump effect (kW) for the four different dewatering methods, 10, 20 and 30 kPa for 20ms, and the same vacuum levels used in succession for the same sheet. 0-5 ms for 10 kPa, 5-10 ms for 20 kPa and 10-15 ms for 30 kPa.
The calculated penetrated air volume (Fig. 5) of the laboratory vacuum dewatering experiments is assumed to be directly proportional to expended pump energy, and if that assumption holds, the experimental results are exactly matching the theoretical behavior from the literature (Hubbe et al. 2020), as shown as red lines in Fig. 1. It becomes evident that the plateau part of the dewatering curves, where most of the pump energy is expended drawing air through the sheet and fabric structure, is the most energy-demanding part and also the most inefficient. By using the triple vacuum suction box strategy, not only could the dryness be higher (Figs. 3 and 4), but the expended energy would be much lower, as shown in Fig. 6. The expended energy will also be much lower if the plateau is avoided in a single vacuum suction box. Therefore, the most interesting and fair comparison would be between a triple box without plateau values, and a single box without plateau value.
CONCLUSIONS
- Vacuum dewatering efficiency can be increased by a laboratory investigation in accordance with the method in this article, the method includes identifying the location of the dewatering plateau value of single box vacuum dewatering, outgoing dryness and expended pump energy can be measured.
- The development of the proposed laboratory method for investigating triple vacuum suction boxes of progression vacuum levels was successful, as both dryness development and theoretical pump effect, which relates to expended energy, followed the behaviors proposed in the literature.
- Rewetting can be included by calculations, giving that the approximate rewetting value known from previous literature or pilot or full-scale measurements.
ACKNOWLEDGMENTS
The authors are grateful for the financial support of the Knowledge foundation, Grant No. 2022-0024, as well as generous in-kind contributions from Albany International Inc., Karlstad University and Valmet AB. Sara Christensson and Cecilia Westling at Stora Enso AB are gratefully acknowledged for providing the pulp fibers. Carl-Anton Karlsson at Karlstad University is acknowledged for help with laboratory equipment.
REFERENCES CITED
Åslund, P., and Vomhoff, H. (2008). “Dewatering mechanisms and their influence on suction box dewatering processes – A literature review,” Nordic Pulp and Paper Research Journal 23(4), 389-397.
Åslund, P., Vomhoff, H., and Waljanson, A. (2008). “External rewetting after suction box dewatering,” Nordic Pulp and Paper Research Journal 23(4), 409-414.
Attwood, B. W. (1962). “A study of vacuum box operation,” Paper Technology 3(5), 144-153.
Baldwin, L. (1997). “High vacuum dewatering,” Paper Technology 38(4), 23-28.
Granevald, R., Nilsson, L. S., and Stenström, S. (2004). “Impact of different forming fabric parameters on sheet solids content during vacuum dewatering,” Nordic Pulp and Paper Research Journal 19(4), 428-433. DOI: 10.3183/npprj-2004-19-04-p428-433
Håkansson, C. (2010). “Energy savings by process optimization. Reducing vacuum demand in the paper machine,” in: Proceedings of TAPPI PaperCon 2010, Atlanta, GA, USA, pp. 1164-1191.
Holmberg, K., Siilasto, R., Laitinen, T., Andersson, P., and Jäsberg, A. (2013). “Global energy consumption due to friction in paper machines,” Tribology International 62, 58-77. DOI: 10.1016/j.triboint.2013.02.003
Hubbe, M. A., Sjöstrand, B., Nilsson, N., Koponen, A., and McDonald, J. D. (2020). Rate-limiting mechanisms of water removal during the formation, vacuum dewatering, and wet-pressing of paper webs: A review,” BioResources 15(4), 9672-9755. DOI: 10.15376/biores.15.4.Hubbe
ISO 638-1 (2022). “Paper, board, pulps and cellulosic nanomaterials – Determination of dry matter content by oven-drying method – Part 1: Materials in solid form,” International Organization for Standardization, Geneva, Switzerland.
ISO 5267-1 (1999). “Pulps – Determination of drainability – Part 1: Schopper-Riegler method,” International Standardization of Organization, Geneva, Switzerland.
Kuhasalo, A., Niskanen, J., Paltakari, J., and Karlsson, M. (2000). “Introduction to paper drying and principles and structure of a dryer section,” in: Papermaking Part 2, Drying, H. Paulapuro and J. Gullichsen (eds.), Fapet Oy, Helsinki, Finland, pp. 16-53.
Lahtinen, J., and Karvinen, J. (2010). “Energy savings in paper machine vacuum system. How to utilize modern process and variable speed drive technology,” Proceedings of TAPPI PaperCon 2010, Atlanta, GA, USA, pp. 1129-1163.
McCabe, W. L., Smith, J. C., and Harriott, P. (2005). Unit Operation of Chemical Engineering (7th intern.), McGraw Hill Education.
Neun, J. A. (1994). “Performance of high vacuum dewatering elements in the forming section,” TAPPI Journal 77(9), 133-138.
Neun, J. A. (1996). “High-vacuum dewatering of newsprint,” TAPPI Journal 79(9), 153-157.
Norman, B. (2000). “Web forming,” in: Papermaking Part 1: Stock Preparation and Wet End, H. Paulapuro and J. Gullichsen (eds.), Fapet Oy, Helsinki, Finland, pp. 193-250.
Pujara, J., Siddiqui, M. a., Liu, Z., Bjegovic, P., Takagaki, S. S., Li, P. Y., and Ramaswamy, S. (2008). “Method to characterize the air flow and water removal characteristics during vacuum dewatering. Part II—Analysis and characterization,” Drying Technology 26(3), 341-348. DOI: 10.1080/07373930801898125
Ramaswamy, S. (2003). “Vacuum dewatering during paper manufacturing,” Drying Technology 21(4), 685-717. DOI: 10.1081/DRT-120019058
Räisänen, K. O. (2000). “Vacuum systems,” in: Papermaking Part 1: Stock Preparation and Wet End, H. Paulapuro and J. Gullichsen (eds.), Fapet Oy, Helsinki, Finland, pp. 417-430.
Räisänen, K. O., Karrila, S., and Maijala, A. (1996). “Vacuum dewatering optimization with different furnishes,” Paperi Ja Puu 78(8), 461-467.
Sjöstrand, B., Barbier, C., and Nilsson, L. (2015). “Rewetting after high vacuum suction boxes in a pilot paper machine,” Nordic Pulp and Paper Research Journal 30(4), 667-672. DOI: 10.3183/npprj-2015-30-04-p667-672
Sjöstrand, B., Barbier, C., and Nilsson, L. (2016). “Influence on sheet dewatering by structural differences in forming fabrics,” Paper Conference and Trade Show (PaperCon 2016), 767–776.
Sjöstrand, B., Barbier, C., and Nilsson, L. (2017). “Modeling the influence of forming fabric structure on vacuum box dewatering,” TAPPI Journal 16(8), 477-483.
Sjöstrand, B. (2020). Vacuum Dewatering of Cellulosic Materials, Ph.D. Dissertation, Karlstad University, Karlstad, Sweden.
Sjöstrand, B., Danielsson, M., and Lestelius, M. (2023). “Method for studying water removal and air penetration during through air drying of tissue in laboratory scale,” BioResources 18(2), 3073-3088. DOI: 10.15376/biores.18.2.3073-3088
Article submitted: March 3, 2023; Peer-review completed: March 25, 2023; Revised version received: March 30, 2023; Accepted: March 31, 2023: Published: April 6, 2023.
DOI: 10.15376/biores.18.2.3642-3653