
Abstract
This paper explores the evolution in the tensile strength of orange pruning fiber-reinforced polypropylene composites. The exploitation of these pruning’s can effectively avoid incineration, with the consequence of CO2 emissions and fire risk, while extending the value chain of the agricultural industry. This biomass was subjected to three different treatments yielding mechanical, thermomechanical, and chemi-thermomechanical pulps. It was found that 20 to 50% of these pulps, together with a coupling agent, were used as polypropylene reinforcement. The evolution in the tensile strength and morphological properties of the fibers, and the effect of treatments on these properties were analyzed. A modified rule of mixtures (mROM) was used to analyze the micromechanical properties of the interface. In addition, the mechanical properties were weighted against the fiber treatment yields. Finally, factors to compute the net contribution of the fibers to the final strength of the composite materials were proposed.
Full Article
Tensile Properties of Polypropylene Composites Reinforced with Mechanical, Thermomechanical, and Chemi-Thermomechanical Pulps from Orange Pruning
Rafel Reixach,a Francesc X. Espinach,b,* Gerard Arbat,c Fernando Julián,b Marc Delgado-Aguilar,d Josep Puig,d and Pere Mutjé d
This paper explores the evolution in the tensile strength of orange pruning fiber-reinforced polypropylene composites. The exploitation of these pruning’s can effectively avoid incineration, with the consequence of CO2 emissions and fire risk, while extending the value chain of the agricultural industry. This biomass was subjected to three different treatments yielding mechanical, thermomechanical, and chemi-thermomechanical pulps. It was found that 20 to 50% of these pulps, together with a coupling agent, were used as polypropylene reinforcement. The evolution in the tensile strength and morphological properties of the fibers, and the effect of treatments on these properties were analyzed. A modified rule of mixtures (mROM) was used to analyze the micromechanical properties of the interface. In addition, the mechanical properties were weighted against the fiber treatment yields. Finally, factors to compute the net contribution of the fibers to the final strength of the composite materials were proposed.
Keywords: Composite materials; Tensile properties; Green composites; Pruning recovery
Contact information: a: Department of Architecture and Construction Engineering; b: Design, Development and Product Innovation, Dept. of Organization, Business; c: Department of Chemical and Agricultural Engineering and Agrifood Technology; d: Group LEPAMAP, Department of Chemical Engineering, University of Girona, c/ M. Aurèlia Capmany, nº 61, Girona 17071, Spain;
* Corresponding author: francisco.espinach@udg.edu
INTRODUCTION
During recent years, there has been increased environmental awareness of the use of composite materials through scientific literature (Mohanty et al. 2002; Yu et al. 2006). In effect, a great amount of research has been devoted to the substitution of glass fibers (GF) by natural fibers (Beckermann and Pickering, 2009; Ardanuy et al. 2012; Ho et al. 2012; Vallejos et al. 2012). Nonetheless, there are some authors who doubt the possibilities of natural fiber-reinforced composites as a viable replacement for GF-reinforced composites (Joshi et al. 2004). Anyhow, the scientific community has continued devoting time to natural fiber-reinforced composites. The main concern about GF-reinforced composites has been the difficulties in designing a correct method for recycling and re-use of those materials, being that incineration for energy recovery is the most practical method (Corbière-Nicollieret al. 2001). While incinerating the composites produces energy recovery, it only results in a portion of the energy needed to produce the GF and the matrix. However, using GF results in wear of the preparation and manufacturing equipment (Ali et al. 2011; Nedjma et al. 2013). On the other hand, the use of natural fibers as reinforcements ensures the conservation of more environmental friendly materials, referred to as green composites. Using the twelve principles of green chemistry (Anastas and Warner 1998) as a reference, the substitution of GF by natural fibers is in agreement with some of these principles. Natural fibers clearly represent a “use of renewable feedstocks,” and compared with GF, natural fibers are safer materials.
There are many possible sources for natural fibers, which include annual plants, wood, secondary fibers, and agroforestry or industrial wastes. Therefore, it seems interesting to use waste by-products as the source in reinforcing fibers for value. Moreover, exploitation into the pruning methods will prevent their incineration and the consequent carbon dioxide (CO2) emissions. Consequently, the use of waste from agriculture seems favorable. Specifically, the use of citrus pruning ensures an annually renewable source of materials, as the amount produced in Spain represents 1.15 x 109 kg/year (Reixach et al.2013b). Additionally, and from a strategic point of view, extending the value chain of the agroforestry industries by the valorization of co- and by-products would enhance the profitability of these industries (Mishra and Sain 2009). In the case of the Mediterranean arch countries, citrus pruning represents a stable, renewable, and readily available source of wood fibers.
Wood fiber-reinforced composites have been widely studied and characterized (Saheb and Jog 1999; Xu et al. 2008; Sobczak et al. 2013; Schirp et al. 2014). Many works have been published concerning the tensile properties of such materials (Beg and Pickering 2008; Vilaseca et al. 2008; Lopez et al.2011, 2012; Monteiro et al. 2011; Fuqua et al. 2013). In previous research, tensile strengths between 28.6 and 56.2 MPa have been obtained, depending on the amount of reinforcement and the addition or not of coupling agents (Lopez et al. 2011). It was discovered that the lower values were attributable to an unfavorable interphase between the fibers and the matrix. Wood fibers are hydrophilic, while polypropylene (PP) is hydrophobic. Therefore, fiber treatments or the use of coupling agents prevent a bad interphase. Some works propose the use of maleated polypropylene (MAPP) as a solution to this problem. In fact, adding a low (4 to 6%) concentration of MAPP enhanced the tensile properties (Lopez et al. 2011; Lopez et al. 2012). In summary, wood fibers are a comparatively superior source of composite reinforcement. Focusing on the use of tree pruning as reinforcement has not been widely presented in the literature. There are some studies on obtaining composite materials from tree pruning (Hermawan et al. 2009; Cruz-Estrada et al. 2010; Sahin and Arslan 2013; Yeniocak et al. 2014); however these articles are mainly devoted to the chemical properties of the fibers or the manufacturing of the boards. When the authors decided to study the use of orange tree pruning fibers (OPF) as PP reinforcement, they found only a few related studies. Actually, some of the authors have published works on the optimization of the interface of the OPF-PP composites and the micromechanic properties (Reixach et al. 2013b), and on the Young’s modulus of such composites (Reixach et al.2013a). Also, in a recent article, the chemical composition of the orange tree pruning was studied (Gonzalez et al. 2013).
Wood fibers from citrus pruning could be directly used as polypropylene reinforcement, with an almost 100% yield with respect to the raw material (Reixach et al. 2013b). There has been some research on the integral use of wood fibers, with good results; however, the presence of lignin and extractives in the fiber’s surface could diminish the contribution of the reinforcement fibers to the final tensile properties of the composites, blocking the creation of hydrogen bonds (Lopez et al. 2012). Therefore, with the objective of obtaining better fiber matrix interphases, some authors proposed the chemical treatment of the fiber’s surface, with the objective of removing part of the lignin and the extractives. Depending on how drastic the treatments are determines the decrease on the yield of the reinforcing fibers against the raw material. Usually, the fibers obtained are called, in decreasing yield order: mechanical pulp (MP), thermomechanical pulp (TMP), and chemi-thermomechanical pulp (C-TMP). The treated fibers usually show different chemical and morphological properties. The yields of such treatments are between 90 to 100%, and the amount of by-products produced is comparatively low. To the best knowledge of the authors, there are no studies on the weighted net contribution yields of the reinforcement fibers. Therefore, it seemed necessary to investigate the increases of the tensile properties against the decreasing yields to establish the relative net contribution of the raw materials to the composites.
In this study, the macro- and micro-mechanical tensile properties of the MP, TMP and CTMP from OPF reinforced PP composites are investigated. The neat contribution of the fibers to the final strength of the composites was computed by using a fiber tensile strength factor. Finally, the tensile properties were outweighed against the treatment yields, to stablish the net contributions of the reinforcement fibers in relation to the used raw material.
EXPERIMENTAL
Materials
The composites were prepared using polypropylene (PP) (Isplen PP099 K2M) by Repsol-YPF from Tarragona, Spain, which was characterized by its low crystallinity and density of 905 kg/m3. Maleated polypropylene (MAPP), Epolene G3015 with acid number 15 mg KOH/g by Eastman Chemical Products (San Roque, Spain) was used as the coupling agent. As reinforcement, biomass from orange tree pruning fibers (OPF) were used and kindly supplied by Mas Clarà de Domeny, Girona, Spain. Chemical reagents, sodium hydroxide and anthraquinone, were supplied by Merck KGaA (Darmstadt, Germany) and BAYER AG (Germany), respectively. The rest of the reagents used in this work were diethyleneglycol dimethyl ether (diglyme) provided by Clariant (Barcelona, Spain), decahydronaphthalene (decalin) provided by Fischer Scientific (Madrid, Spain).
Methods
Preparation of orange tree pruning derivatives
The OPF’s were obtained following the methodology described by Reixach et al. (2013b). Prior to any specific treatment, all OPF was crushed and classified with a knives mill. MP was obtained by defibering in a Sprout-Waldron mill. To obtain TMP, the classified OPF were heated to 160 ºC during 30 min and then defibered. The CTMP was obtained by a 5% NaOH, 0.1% anthraquinone cooking at 160 ºC for 20 min in a liquid to fiber 1:4 ratio. Then the slurry was washed and defibered.
Compounding
Composite materials comprising 20 to 50 weight percent (wt-%) PP-OPF were obtained. The MP and TMP-reinforced composites added 6 wt-% to MAPP, and the CTMP at 4 wt-%. All the composites were added at the amount of coupling agent suggested in previous work (Reixach et al. 2013b). In the cited work the tensile strength of the composites was tested against the amount of MAPP. It was found that the proposed percentages of MAPP rendered the best tensile strengths. Before the preparation of the composites the materials were processed in a Gelimat multi-kinetic mixer (Dusatec, Inc., Ramsey, NJ, USA). The mixing was carried out at 2500 rpm for 2 min until a 210 ºC temperature was obtained. The fibers were submitted to lesser attrition loads in a multi-kinetic mixer than in a Brabender mixer, being the result composites with fibers with higher aspect ratios and consequently better tensile properties (Lopez et al. 2012). The resulting blends were ground with mill knives, dried, and stored at 80 ºC for at least 24 h before processing.
Composite processing and mechanical characterization
The composites were injection molded, at 190 ºC, to produce dog bone test specimens. The specimens were produced in a steel mould and using a Meteor 40 (Mateu & Sole, Spain) injection machine. After a 48 h conditioning time at 23 ºC and 50% relative humidity, the specimens were subjected to tensile testing in a 1122 Instron universal machine, in order to determine their tensile strength and ultimate strain. The Composite mechanical characterization was carried out according to ASTM D638.
Fiber extraction from composites and morphological analysis
Reinforcing fibers were extracted from the matrix by decalin-based solubilization of the matrix in a Soxhlet apparatus,
A morphological analysis of the fiber length and diameter was performed using a MorFi Compact (Morphological fiber analyzer, Techpap SAS, France). A map of the fiber’s diameter and length distribution was obtained from two samples.
Fiber tensile strength factor (FTSF)
A modified rule of mixtures (mROM) for the tensile strength (Thomason, 2002) is a good micromechanical model as long as the behavior of the strength is linear against the fiber volume fraction. The mROM is defined by the following equation,
 (1)
(1)
where,  is the tensile strength of the composite (MPa),
is the tensile strength of the composite (MPa),  the intrinsic tensile strength of the fibers (MPa), and
the intrinsic tensile strength of the fibers (MPa), and  is the matrix tensile stress at the failure point of the composite (MPa). Vf is the volume fraction of the reinforcement. Since the fibers were not aligned, the compatibility factor (fc) accounts for the orientation effect on the contribution of the fibers. While there are methods to measure , the size of the fiber makes this difficult or impossible to predict. The authors proposed, in a previous work, a fiber tensile strength factor (FTSF) (Lopez et al. 2012), by rearranging the mROM (Eq. 2),
is the matrix tensile stress at the failure point of the composite (MPa). Vf is the volume fraction of the reinforcement. Since the fibers were not aligned, the compatibility factor (fc) accounts for the orientation effect on the contribution of the fibers. While there are methods to measure , the size of the fiber makes this difficult or impossible to predict. The authors proposed, in a previous work, a fiber tensile strength factor (FTSF) (Lopez et al. 2012), by rearranging the mROM (Eq. 2),
 = FTSF (2)
= FTSF (2)
where the terms,  amount for the contribution of the fibers to the composite tensile strength, equaling the slope of a line, and is the function of the fiber volume fraction.
amount for the contribution of the fibers to the composite tensile strength, equaling the slope of a line, and is the function of the fiber volume fraction.
RESULTS AND DISCUSSION
Tensile Strength of the Composites
Certain factors are generally known to influence the final tensile strength of a composite. The most widely known and referenced are the chemical and physic properties of the matrix and the fibers, the dispersion of the fibers inside the composite, the aspect ratio of the reinforcement fibers (ratio between the fiber mean length and diameter), the relative orientation of the fibers to the load, and the ability of the fiber matrix interphase to withstand the shear load matrix (Thomason, 2002; Vilaseca et al. 2010; Lopez et al. 2011; Vallejos et al. 2012; Serrano et al. 2013). Out of all the properties, the most influential is the quality of the interphase. Prior work by some of the authors established that adding 6 wt-% of MAPP to the MP and TMP-reinforced composites, and a 4 wt-% of MP and TMP to the CTMP, ensured favorable tensile properties (Reixach et al. 2013b). Results in Table 1 shows the stress-strain tests and the morphological analysis of the fibers extracted from the composites.
Table 1. Tensile Properties and Morphological Properties of Composite Fibers with Varying OPF Content
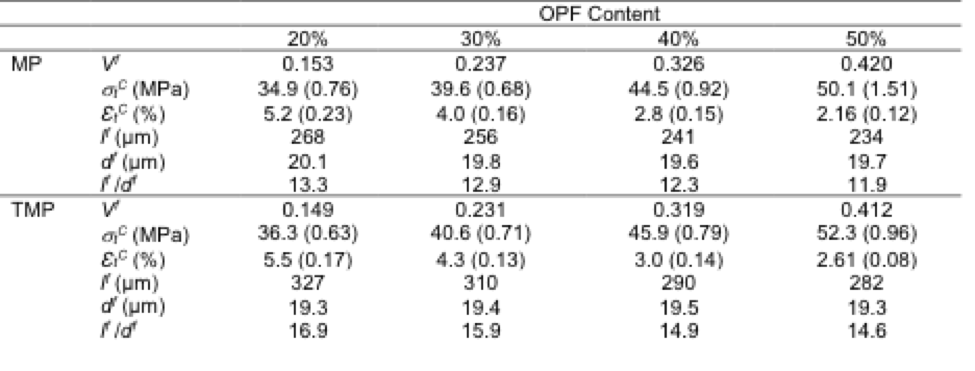
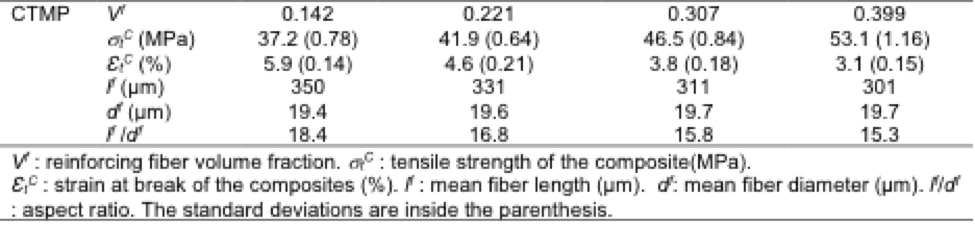
Figure 1 shows how the tensile strength of all the composites tended to increase linearly with increasing fiber content. At 50% MP, TMP, and CTMP content for OPF-reinforced composites, tensile strengths were 76%, 84%, and 87% improved over the matrix property (28.4 MPa at 8.87% elongation). In general, the CTMP fibers showed a 1.5% higher reinforcement capacity compared to the TMP fibers, and 5.9% above that of the MP fibers. It was also found that the standard deviations of the tensile properties remain similar from one kind of reinforcement to the other.
While the TMP and CTMP fibers exhibited similar properties, the MP-reinforced materials showed slightly lower values. This may have occurred because of the intrinsic properties of the fibers, or the number of bonds per volume unit, or the quality of the fibers, represented by the interphase shear strength () between the reinforcement and the matrix (Carrasco et al. 1996; Vallejos et al. 2012). In a recent article the authors discussed the micromechanic tensile properties of 30% reinforced OPF-PP composites (Reixach et al. 2013b). They found that the MP, TMP, and CTMP-reinforced composites were 16.00 MPa, 16.03 MPa, and 16.74 MPa, respectively. The results indicated that the interphase strength was minimally influenced by the fiber treatments. The same work showed that the orientation factor (1) of the fibers inside the composite, for the same reinforcements, were 0.335 MPa, 0.284 MPa, and 0.288 MPa, respectively. The values could be translated to orientation angles using the relation: 1= cos4() (Vallejos et al. 2012). The computed angles were 40.5º, 43.1º, and 42.9º, respectively. Since the angles were similar, it may indicate that the treatments minimally affected the orientation of the fibers inside the composite, after controlling for the effect of the equipment and the geometry of the mould (Vallejos et al. 2012). Similarly, it was found that the intrinsic tensile strengths of the MP, TMP, and CTMP OPF-reinforced fibers (tf) were 512 MPa, 547 MPa, and 549 MPa, respectively. The differences found in the tf’s could explain the increase in the tensile strengths of the TMP and CTMP-reinforced composites, compared to that of the MP-reinforced composites.

Fig. 1. Tensile strength of the MP, TMP, and CTMP-PP-reinforced composites
In parallel, the morphological analysis results (Table 1) showed that the mean fiber length decreased as the percentage of reinforcement increased, independent of the treatment. This decrease may have occurred because of the attrition during the composite preparation and specimen mould injection (Karmaker and Youngquist 1996; Bourmaud and Baley 2007). Usually the attrition is amplified by the presence of coupling agents, because there are more bonds available between the reinforcement and the matrix (Lopez et al. 2011; Vallejos et al. 2012). It was also verified that the CTMP fibers were slightly longer than the TMP and the MP fibers. On the other hand, the diameters of the fibers were minimally affected during the treatments, and therefore were considered constant. The consequences of longer lengths and the similar diameters per treatment were that the aspect ratios for the CTMP fibers increased, which could be used to explain the better tensile properties observed in the CTMP-reinforced composites.
While the dispersion of the fibers inside the matrix highly affected the properties of the composites, a recent article found that the MP, TMP, and CTMP-reinforced composites exhibited favorable dispersion rates (Reixach et al. 2013a). Based on the results from this article, it contradicts the lack of dispersion as the cause of the improvements in the tensile strengths.
Apparently, CTMP-reinforced PP composites yielded the most competitive materials. However, if the properties were weighted against the treatment yields (ηp) (1, 0.95, and 0.9), with respect to the raw fibers (MP, TMP, and CTMP), the conclusions were changed. The weighted tensile strengths (twC) were calculated by: twC = tC / ηp. Figure 2 shows the weighted properties for the MP, TMP, and CTMP fibers, and it was found that the MP and TMP fibers’ tensile strengths were greater than those of the CTMP fibers.

Fig. 2. Weighted tensile strengths for MP, TMP, and CTMP-PP-reinforced composites
Regarding other reinforcements, the obtained tensile strength values for the MP fibers were inferior to that of the stone ground-wood (SGW) MP-reinforced PP composites, which exhibited tensile strengths between 40.6 and 56.2 MPa for 20 to 50 wt.% fiber contents (Lopez et al. 2012). Generally speaking, OPF MP-reinforced composites showed similar tensile strengths to the SGW MP-reinforced composites, with less than 10% fiber content. Similarly, the OPF CTMP-reinforced composites exhibited lower values than the SGW CTMP composites, with tensile strengths between 44.9 and 68.1 MPa. It seemed that the differences in the tensile strengths were not because of the interphase; OPF and SGW showed similar interphase shear strengths of 16.00 MPa and 15.58 MPa, respectively. The cause could be attributed to the intrinsic tensile strengths of the fibers, with values between 512 and 549 MPa for the OPF and 600 to 640 MPa for the SGW. The differences could be related to the physic-chemical properties of the fibers or the integral use of the pruning, especially in the case of the SGW where the barks were discarded (Lopez et al. 2011).
Compared with old newspaper recycled fibers (ONPF)-reinforced PP composites, with tensile strengths between 34.6 and 49.6 MPa, for 20 to 50% wt.% fiber contents (Serrano et al. 2014), OPF composites obtained similar or better results. When compared with glass fiber (GF)-reinforced PP composites, the 50% OPF composites showed tensile strengths similar to those obtained with a 20% GF-reinforced composites (Lopez et al. 2012). If a 6 wt-% of coupling agent was added to the GF composites, then the 50% OPF composites showed tensile strengths equivalent to a 12 wt-% GF-reinforced composite (Lopez et al. 2012).
To further study the behavior of tensile strengths, it was decided to extend the study to the contribution of the fibers.
Contribution of the Fibers to the Tensile Strength of the Composites
Attending to the linear behavior of the tensile strengths, the defined mROM (Eq. 1) could be considered as a micromechanical model to predict some micromechanical tensile properties of the composite. Therefore, the experimental data (Table 1) were used to compute the FTSF that corresponds with the slope of the line presented in the Fig. 3.

Fig. 3. The net contribution of the fibers to the tensile strength of the composites against fiber volume fractions
As shown in Fig. 3, the highest net fiber contribution was obtained from the CTMP fibers, with a slight advantage over the TMP and MP fibers. The computed FTSFs were inferior to that obtained for the SGW, which were 109.35 to 132.35 MPa. Similarly, the ONP fibers obtained values between 111.24 and 99.61 MPa (Serrano et al. 2014), that were additionally superior to that of OPF. Finally, compared with a GF FTFS estimate equaling 249.51 MPa, the net contribution of the OPF was clearly inferior. These lower values were mainly because of the comparatively (fc = 0.2 for SGW) lower values for the intrinsic tensile strengths that were 46% higher in the case of SGW.

Fig. 4. The net weighted contribution of the fibers for the tensile strength of the composites against fiber volume fractions
If the FTSF was computed from the weighted tensile strengths (Fig. 4), the highest net fiber contribution corresponded to the TMP; however, it was virtually the same as the MP, and slightly higher than the CTMP fibers.
Tensile Strength Micromechanics
Table 2 shows the values of the coupling factors (fc) for the different fiber treatments and fiber contents. It was accepted that a 0.2 coupling factor reveals optimum interphases for semi-aligned short fiber composites (Lopez et al. 2011). The coupling factors of the TMP and CTMP fibers only slightly increased with increasing fiber content. In the case of MP-reinforced composites, the coupling factor increased linearly with the increasing fiber content. All the 50% OPF-reinforced PP composites had coupling factors equal to or near 0.18, which supported the hypothesis that interphase had an insignificant role in the tensile strength improvements from one treatment to other.
Table 2. Matrix Contributions to Tensile Strengths, Coupling Factors, Length Factors, and Interphase Factors

The fc can be presented as the multiplication between the fiber length and interphase factor  and the orientation factor
and the orientation factor  (Sanadi et al. 1994). It has been found that the length and interphase factors were higher for the CTMP and TMP fibers, than the MP fibers. This can be attributed to a higher influence of such factors and the effect of the aspect ratio on the composite tensile strengths.
(Sanadi et al. 1994). It has been found that the length and interphase factors were higher for the CTMP and TMP fibers, than the MP fibers. This can be attributed to a higher influence of such factors and the effect of the aspect ratio on the composite tensile strengths.
CONCLUSIONS
- Fibers from orange tree pruning were competitive as a polypropylene reinforcement, exhibiting tensile strengths equivalent to that of a 20% glass fiber-reinforced polypropylene composite, when used at a 50 wt-% level.
- The dispersion of the fibers inside the composite, the interphase quality, and the orientation angle of the fibers showed minimal variation against treatment of the fibers. On the other hand, there were changes in the aspect ratios and the intrinsic tensile strengths of the fibers against treatment, with higher values observed in the CTMP and TMP-reinforced composites than the MP-reinforced composites.
- If the tensile strength was weighted against the treatments yields, the most competitive materials were those reinforced with MP fibers. Usually, a process yield has a direct impact on the final cost of a product. The weighted property accounts for that cost. More importantly, by eliminating intermediate processing, products, and wastes, the principles of green chemistry are observed.
- The fiber tensile strength factor (FTSR) was a valuable way to compare the net contribution of the fibers to the composite tensile strength. The FTSR was especially useful when the intrinsic strength of the fibers was unknown or difficult to measure.
ACKNOWLEDGMENTS
The authors are grateful for the support of the EMCI – Ministerio de Ciencia e Innovación (MICINN) for funding the research by the specific research program, CTQ2010-21660-C03-03.
REFERENCES CITED
Ali, M. A., El-Nemr, K. F., and Hassan, M. M. (2011). “Waste newsprint fibers for reinforcement of radiation-cured styrene butadiene rubber-based composites – Part I: Mechanical and physical properties,” Journal of Reinforced Plastics and Composites 30(8), 721-737. DOI: 10.1177/0731684411407949
Anastas, P. T., and Warner, J. (1998). Green Chemistry: Theory and Practice, Oxford University Press, Oxford.
Ardanuy, M., Antunes, M., and Ignacio Velasco, J. (2012). “Vegetable fibres from agricultural residues as thermo-mechanical reinforcement in recycled polypropylene-based green foams,” Waste Management 32(2), 256-263. DOI: 10.1016/j.wasman.2011.09.022
Beckermann, G. W., and Pickering, K. L. (2009). “Engineering and evaluation of hemp fibre reinforced polypropylene composites: Micro-mechanics and strength prediction modelling,” Composites Part A-Applied Science and Manufacturing 40(2), 210-217. DOI: 10.1016/j.compositesa.2008.11.005
Beg, M. D. H., and Pickering, K. L. (2008). “Reprocessing of wood fibre reinforced polypropylene composites. Part I: Effects on physical and mechanical properties,” Composites Part a-Applied Science and Manufacturing 39(7), 1091-1100. DOI: 10.1016/j.compositesa.2008.04.013
Bourmaud, A., and Baley, C. (2007). “Investigations on the recycling of hemp and sisal fibre reinforced polypropylene composites,” Polymer Degradation and Stability 92(6), 1034-1045. DOI: 10.1016/j.polymdegradstab.2007.02.018
Carrasco, F., Mutje, P., and Pelach, M. A. (1996). “Refining of bleached cellulosic pulps: Characterization by application of the colloidal titration technique,” Wood Science and Technology30(4), 227-236.
Corbière-Nicollier, T., Gfeller Laban, B., Lundquist, L., Leterrier, Y., Månson, J. A. E., and Jolliet, O. (2001). “Life cycle assessment of biofibres replacing glass fibres as reinforcement in plastics,” Resources, Conservation, and Recycling 33(4), 267-287. DOI: 10.1016/S0921-3449(01)00089-1
Cruz-Estrada, R. H., Martinez-Tapia, G. E., Canche-Escamilla, G., Gonzalez-Chi, P. I., Martin-Barrera, C., Duarte-Aranda, S., Guillen-Mallette, J., Cupul-Manzano, C. V., and Martinez-Dominguez, O. (2010). “A preliminary study on the preparation of wood-plastic composites from urban wastes generated in Merida, Mexico with potential applications as building materials,” Waste Management & Research 28(9), 838-847. DOI: 10.1177/0734242×09350059
Fuqua, M. A., Chevali, V. S., and Ulven, C. A. (2013). “Lignocellulosic byproducts as filler in polypropylene: Comprehensive study on the effects of compatibilization and loading,” Journal of Applied Polymer Science 127(2), 862-868. DOI: 10.1002/app.37820
Gonzalez, Z., Rodriguez, A., Vargas, F., and Jimenez, L. (2013). “Refining of soda-AQ, kraft-AQ, and ethanol pulps from orange tree wood,” BioResources 8(4), 5622-5634.
Hermawan, A., Ohuchi, T., Fujimoto, N., and Murase, Y. (2009). “Manufacture of composite board using wood prunings and waste porcelain stone,” Journal of Wood Science 55(1), 74-79. DOI: 10.1007/s10086-008-1000-6
Ho, M. P., Wang, H., Lee, J. H., Ho, C. K., Lau, K. T., Leng, J. S., and Hui, D. (2012). “Critical factors on manufacturing processes of natural fibre composites,” Composites Part B-Engineering 43(8), 3549-3562. DOI: 10.1016/j.compositesb.2011.10.001
Joshi, S. V., Drzal, L. T., Mohanty, A. K., and Arora, S. (2004). “Are natural fiber composites environmentally superior to glass fiber reinforced composites?,” Composites Part A – Applied Science and Manufacturing 35(3), 371-376. DOI: 10.1016/j.compositesa.2003.09.016
Karmaker, A. C., and Youngquist, J. A. (1996). “Injection molding of polypropylene reinforced with short jute fibers,” Journal of Applied Polymer Science 62(8), 1147-1151. DOI: 10.1002/(sici)1097-4628(19961121)62:8<1147::aid-app2>3.0.co;2-i
Lopez, J. P., Mendez, J. A., El Mansouri, N. E., Mutje, P., and Vilaseca, F. (2011). “Mean intrinsic tensile properties of stone groundwood fibers from softwood,” BioResources, 6(4), 5037-5049.
Lopez, J. P., Mendez, J. A., Espinach, F. X., Julian, F., Mutje, P., and Vilaseca, F. (2012). “Tensile strength characteristics of polypropylene composites reinforced with stone groundwood fibers from softwood,” BioResources, 7(3), 3188-3200.
Mishra, S., and Sain, M. (2009). “Commercialization of Wheat Straw as Reinforcing Filler for Commodity Thermoplastics,” Journal of Natural Fibers, 6(1), 83-97. DOI: 10.1080/15440470802703851
Mohanty, A. K., Misra, M., and Drzal, L. T. (2002). “Sustainable bio-composites from renewable resources: Opportunities and challenges in the green materials world,” Journal of Polymers and the Environment, 10(1-2), 19-26. DOI: 10.1023/a:1021013921916
Monteiro, S. N., Lopes, F. P. D., Barbosa, A. P., Bevitori, A. B., Da Silva, I. L. A., and Da Costa, L. L. (2011). “Natural lignocellulosic fibers as engineering materials – An overview,” Metallurgical and Materials Transactions A – Physical Metallurgy and Materials Science 42a(10), 2963-2974. DOI: 10.1007/s11661-011-0789-6
Nedjma, S., Djidjelli, H., Boukerrou, A., Benachour, D., and Chibani, N. (2013). “Deinked and acetylated fiber of newspapers,” Journal of Applied Polymer Science 127(6), 4795-4801. DOI: 10.1002/app.38048
Reixach, R., Espinach, F. X., Franco-Marquès, E., Ramirez de Cartagena, F., Pellicer, N., Tresserras, J., and Mutjé, P. (2013a). “Modeling of the tensile moduli of mechanical, thermomechanical, and chemi-thermomechanical pulps from orange tree pruning,” Polymer Composites, 34(11), 1840-1846. DOI: 10.1002/pc.22589
Reixach, R., Franco-Marquès, E., El Mansouri, N.-E., de Cartagena, F. R., Arbat, G., Espinach, F. X., and Mutjé, P. (2013b). “Micromechanics of mechanical, thermomechanical, and chemi-thermomechanical pulp from orange tree pruning as polypropylene reinforcement: A comparative study,” BioResources 8(3), 3231-3246.
Saheb, D. N., and Jog, J. P. (1999). “Natural fiber polymer composites: A review,” Advances in Polymer Technology 18(4), 351-363. DOI: 10.1002/(sici)1098-2329(199924)18:4<351::aid-adv6>3.3.co;2-o
Sahin, H. T., and Arslan, M. B. (2013). “Properties of orchard pruning and suitability for composite production,” Science and Engineering of Composite Materials 20(4), 337-342. DOI: 10.1515/secm-2012-0033
Sanadi, A. R., Young, R. A., Clemons, C., and Rowell, R. M. (1994). “Recycled newspaper fibers as reinforcing fillers in thermoplastic: 1. Analysis of tensile and impact properties in polypropylene,” Journal of Reinforced Plastics and Composites 13(1), 54-67. DOI: 10.1177/073168449401300104
Schirp, A., Mannheim, M., and Plinke, B. (2014). “Influence of refiner fibre quality and fibre modification treatments on properties of injection-moulded beech wood-plastic composites,” Composites Part a-Applied Science and Manufacturing, 61, 245-257. DOI: 10.1016/j.compositesa.2014.03.003
Serrano, A., Espinach, F. X., Julian, F., del Rey, R., Mendez, J. A., and Mutje, P. (2013). “Estimation of the interfacial shears strength, orientation factor and mean equivalent intrinsic tensile strength in old newspaper fiber / polypropylene composites,” Composites Part B: Engineering 50, 232-238. DOI: 10.1016/j.compositesb.2013.02.018
Serrano, A., Espinach, F. X., Tresserras, J., Pellicer, N., Alcala, M., and Mutje, P. (2014). “Study on the technical feasibility of replacing glass fibers by old newspaper recycled fibers as polypropylene reinforcement,” Journal of Cleaner Production 65, 489-496. DOI: 10.1016/j.jclepro.2013.10.003
Sobczak, L., Brueggemann, O., and Putz, R. F. (2013). “Polyolefin composites with natural fibers and wood-modification of the fiber/filler-matrix interaction,” Journal of Applied Polymer Science, 127(1), 1-17. DOI: 10.1002/app.36935
Thomason, J. L. (2002). “Interfacial strength in thermoplastic composites – At last an industry friendly measurement method?,” Composites Part a-Applied Science and Manufacturing, 33(10), 1283-1288. DOI: 10.1016/s1359-835x(02)00150-1
Vallejos, M. E., Espinach, F. X., Julian, F., Torres, L., Vilaseca, F., and Mutje, P. (2012). “Micromechanics of hemp strands in polypropylene composites,” Composites Science and Technology72(10), 1209-1213. DOI: 10.1016/j.compscitech.2012.04.005
Vilaseca, F., Mendez, J. A., Lopez, J. P., Vallejos, M. E., Barbera, L., Pelach, M. A., Turon, X., and Mutje, P. (2008). “Recovered and recycled kraft fibers as reinforcement of PP composites,” Chemical Engineering Journal 138(1-3), 586-595. DOI: 10.1016/j.cej.2007.07.066
Vilaseca, F., Valadez-Gonzalez, A., Herrera-Franco, P. J., Pelach, M. A., Lopez, J. P., and Mutje, P. (2010). “Biocomposites from abaca strands and polypropylene. Part I: Evaluation of the tensile properties,” Bioresource Technology 101(1), 387-395. DOI: 10.1016/j.biortech.2009.07.066
Xu, X., Jayaraman, K., Morin, C., and Pecqueux, N. (2008). “Life cycle assessment of wood-fibre-reinforced polypropylene composites,” Journal of Materials Processing Technology 198(1-3), 168-177. DOI: 10.1016/j.jmatprotec.2007.06.087
Yeniocak, M., Goktas, O., Erdil, Y. Z., Ozen, E., and Alma, M. H. (2014). “Investigating the use of vine pruning stalks (Vitis vinifera l. cv. Sultani) as raw material for particleboard manufacturing,” Wood Research 59(1), 167-176. DOI: http://www.centrumdp.sk/wr/01/14.pdf
Yu, L., Dean, K., and Li, L. (2006). “Polymer blends and composites from renewable resources,” Progress in Polymer Science 31(6), 576-602. DOI: 10.1016/j.progpolymsci.2006.03.002
Article submitted: February 23, 2015; Peer review completed: April 26, 2015; Revised version received and accepted: May 28, 2015; Published: June 3, 2015.
DOI: 10.15376/biores.10.3.4544-4556