
Abstract
Effects of material, tool, and technological parameters were assessed during planar milling of thermally modified spruce (Picea abies L.) and oak (Quercus cerris L.) wood relative to the energy intensity of machining. The milling took place under the following conditions: cutting speeds of 20 m/s, 30 m/s, and 40 m/s; feed rates of 4 m/min, 8 m/min, and 11 m/min; and rake angles of 15 °, 20 °, and 25 °. Another change factor was the temperature of the thermal modification (20 °C – reference; 160 °C; 180 °C, and 210 °C). Each factor (cutting speed, rake angle, temperature, and feed rate) was found to have a statistically significant effect. The change in cutting speed had the greatest effect. The lowest power consumption was achieved with a cutting speed of 20 m/s, feed rate of 4 m/min, and rake angle of 25 °. In terms of thermal modification, thermally modified wood was machined with a lower power input. This result can be explained by the chemical processes in the wood and the reduced density in comparison with untreated wood. In comparison with density, the influence of changes in wood chemical composition did not have as great an impact on power input.
Download PDF
Full Article
The Effect of Milling Parameters and Thermal Modification on Power Input During the Milling of Thermally Modified Spruce and Oak Wood
Miroslav Sedlecký,* Monika Sarvašová Kvietková, Jiří Kubš, and Pavla Kubová
Effects of material, tool, and technological parameters were assessed during planar milling of thermally modified spruce (Picea abies L.) and oak (Quercus cerris L.) wood relative to the energy intensity of machining. The milling took place under the following conditions: cutting speeds of 20 m/s, 30 m/s, and 40 m/s; feed rates of 4 m/min, 8 m/min, and 11 m/min; and rake angles of 15 °, 20 °, and 25 °. Another change factor was the temperature of the thermal modification (20 °C – reference; 160 °C; 180 °C, and 210 °C). Each factor (cutting speed, rake angle, temperature, and feed rate) was found to have a statistically significant effect. The change in cutting speed had the greatest effect. The lowest power consumption was achieved with a cutting speed of 20 m/s, feed rate of 4 m/min, and rake angle of 25 °. In terms of thermal modification, thermally modified wood was machined with a lower power input. This result can be explained by the chemical processes in the wood and the reduced density in comparison with untreated wood. In comparison with density, the influence of changes in wood chemical composition did not have as great an impact on power input.
Keywords: Power consumption; Thermally modified wood; Longitudinal milling; Oak wood; Spruce wood
Contact information: Department of Wood Processing, Czech University of Life Sciences in Prague, Kamýcká 1176, Prague 6- Suchdol, 16521 Czech Republic; *Corresponding author: intmirek@atlas.cz
INTRODUCTION
Products obtained from the mechanical processing of wood have a number of advantages, but they also have deficiencies, such as changes in properties, inhomogeneous structure, anisotropy, presence of defects, shrinkage, and swelling. These drawbacks can be reduced to a certain extent by the thermal modification of wood, which is an environmentally friendly method (Niemz et al. 2010). This process can increase the material’s lifetime by up to three times. The whole process of thermal modification of wood, almost as it is performed today, was described in the 1920s. Currently, the thermal treatment of wood is carried out in an industrially controlled manner in order to extend the wood’s service life. Modified wood has increased durability, better dimensional stability, lower hygroscopicity, mild changes to mechanical properties, color changes to darker shades, and improved technological properties (Reinprecht and Vidholdová 2008). The production of thermally modified wood can elegantly substitute for the logging of exotic wood species in tropical and subtropical forests by the usage of heat-treated wood from temperate forests. On a worldwide scale, such wood is becoming more and more prominent as a very attractive, aesthetic, and pleasant natural material.
All wood treatment temperatures above 100 °C, but mostly in the range of 150 °C to 170 °C, cause changes in chemical structure, and these changes are subsequently reflected in changes in the physical and mechanical properties (Gündüz et al. 2008; Kačíková et al. 2013; Pelit et al. 2014).
With the ever-increasing consumption of thermally modified wood, it comes into contact with the most basic wood machining operations, including milling. Milling is the machining of material with a rotating tool (milling head and milling cutter) in order to remove material. The material is milled to obtain a high-quality surface as well as exact dimensions of the workpiece, which is important for further processing (rotary, planar, or shaped surfaces) (Welzbacher et al. 2011; Kvietková 2015). This process of machining is characterized by being a chip-forming process in which the chip thickness changes from minimum to maximum, or vice versa (Lisičan 1996; Bekéš et al. 1999). The chip thickness varies from h = 0 to hmax < fz ; the chip profile is shown in Fig. 1. Due to the circular rotary motion of the cutting edge and the blade, and the straight, uniform motion of the workpiece, the final motion of the cutting blade is cycloid (Lisičan 1996; Kvietková et al. 2015b; Mračková et al. 2016; Sikora et al. 2018).
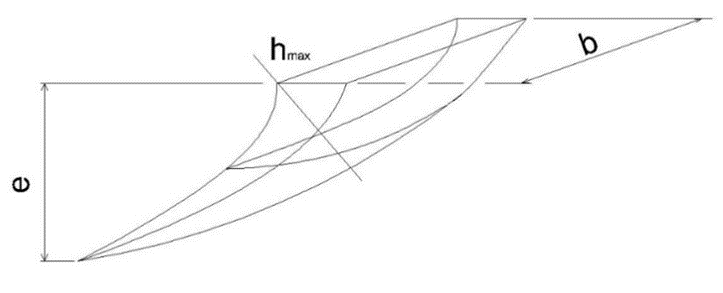
Fig. 1. Profile of chip cut with a cylindrical milling cutter
Each time wood is processed by a machine, it is very important to assess the energy intensity of the machining process. The energy consumption of machinery is reflected in the total price of the resulting product as well as in the resulting quality of the machined surface (Gaff et al. 2016). The goal of each manufacturer is to minimize production costs, and a suitable choice of cutting material, cutting edge angle, and optimum cutting conditions reduce these costs (Goglia 1994; Kvietková et al. 2015a). The cutting force is an important parameter for machinery, especially in terms of energy intensity. This parameter determines the cost of energy and the load on the electrical grid (Goglia 1994). When evaluating the energy intensity of machines in wood machining, one recognizes the terms power input and power output.
Power input is a very important parameter that is needed to determine the energy costs, such as for sizing the electrical grid required for the machine. The power input of an engine, Pp, is defined as the product of the voltage, current, and effect of the cosφ, i.e., the amount of power of the machine derived from the electrical grid. The required cutting power of a machine, Pc, is the power required to develop the cutting force necessary to separate the chip from the material during the given technological operation, i.e., the amount of work released in one second (Barcík and Homola 2004; Gašparík and Gaff 2015a,b).
The goal of this study was to find the optimal setting of the individual factors for the best possible energy consumption while maintaining the required quality and processing speed.
EXPERIMENTAL
Materials
Two wood species that are commonly used in the Czech Republic and around the world were selected for machining: spruce (Picea abies L.), as the representative of the most commonly used coniferous wood species, and oak (Quercus robur L.), as the representative of the most commonly used deciduous tree species. The material was treated at three different temperatures (160 °C, 180 °C, and 210 °C) by thermal modification (Fig. 2 and Fig. 3); reference samples of untreated spruce and oak, denoted as 20 °C, were added for comparison. From each wood species there were four samples 20 °C (untreated), 160 °C, 180 °C, and 210 °C. The KATRES chamber (Říčany, Czech Republic), which was made to order, was used for thermal modification. It is a smaller chamber for thermowood production. The dimensions of the samples for planar milling were 450 mm × 100 mm × 18 mm. Samples were placed in a conditioning room for two weeks (ϕ= 65±3% relative humidity and temperature t=20± 2°C).
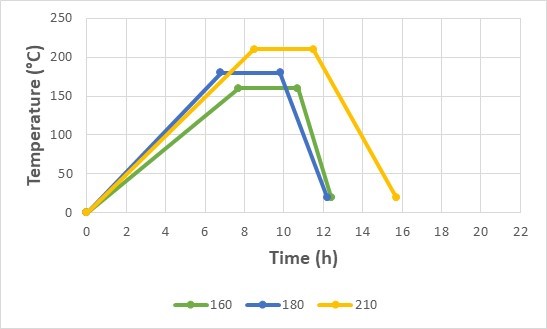
Fig. 2. Time of thermal modification of spruce wood (h)
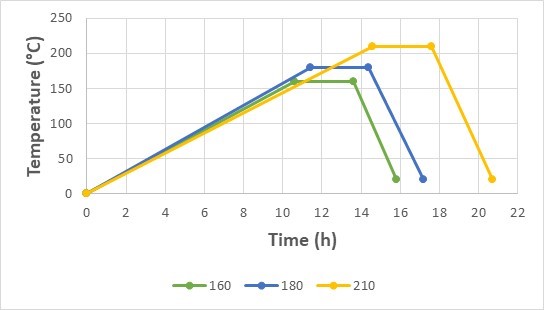
Fig. 3. Time of thermal modification of oak wood (h)
The milling blade used to machine the material was made of high-grade class 19 steel with the following elements added: C, 0.7%; Cr, 4.2 %; W, 18 %, and V, 1.5 %. The tool hardness was 62 HRC. The tool dimensions were as follows: blade angle (β) = 45°; cutting edge length = 45 mm; and blade thickness = 6 mm. For each of 216 measurement was used an unused cutting edge.
Methods
Milling
A lower single-spindle milling machine was used for the machining process, which allowed variation in the machining parameters [e.g., the number of rotations (3000, 4500, and 6000)], resulting in a cutting speed of approximately 20 m·s-1, 30 m·s-1, and 40 m·s-1, calculated according to Eq. 1. The milling machine was further equipped with a feeding machine (STEFF 2034, Maggi Technologi, Certaldo, Italy), which enabled the setting of different feed rates (4 m·min-1, 8 m·min-1, and 11 m·min-1). The material removed in one pass was 1 mm of thickness. The calculation of the cutting speed vc is shown in Eq. 1,
![]()
where D is the diameter (unit), and n is the spindle speed (unit·s-1). The two-headed milling head was manufactured by STATON (Turany, Slovakia) in 2004. The diameter of each head was 125 mm, and the diameter of the clamping hole was 30 mm. The length of the blade was 45 mm. Three heads were used, each for a different rake angle (γ = 15°, 20°, and 25°). When the parameter variables are summarized (rake angle: 15°, 20°, and 25°; cutting speed: 20 m·s-1, 30 m·s-1, and 40 m·s-1; feed rate: 4 m·min-1, 8 m·min-1, and 11 m·min-1; and temperature: 20 °C, 160 °C, 180 °C, and 210 °C), the result is 108 measurements per tree species, for a total of 216 measurements.
Power input measurement
The power input during milling was measured using the METREL Power Q plus MI2392 device (METREL D.D., Horjul, Slovenia). This device measures the power input (W) and records an average value every second.
Statistics
To describe the effect of individual parameters on the power input, Duncan’s test and a graphical evaluation of the synergistic effects of factors in both examined tree species were used. ANOVA was used to compare the effects of the tree species on individual factors. The published results of Gaff et al. (2017a, b) were used; the chemical composition of these thermally modified trees was used to determine its effect on the power input. The Spearman’s correlation was used to evaluate the effect of chemical composition.
The density of each wood sample was determined according to ISO 13061-2 (2014).
The effect of individual temperature, from the thermal modification, on the interaction between the monitored characteristic (e.g., power input) and the chemical composition of the wood, is shown by Eq. 2,
![]()
where Q is the [The ratio of the change in the evaluated characteristic to the percentage change of Chemical Characteristics (W/%)] P is the power input (W), Ch is the chemical characteristic of the material (%). P20 is the power input (W) for material not treated thermally and Pther is the power input (W) for materials thermally modified at 160 °C, 180 °C, and 210 °C. Similarly, Ch20 is the chemical characteristic before thermal modification and Chther is the chemical characteristic after thermal modification. The average values of each component of wood substance (extractives, lignin, holocellulose, cellulose, and hemicelluloses) were entered for Chther.
RESULTS AND DISCUSSION
The density of each individual milled sample was determined according to ISO 13061-2 (2014); all values are listed in Table 1. Table 2 shows the average values of the chemical characteristics with coefficients of variation for the relevant results.
Table 1. Density Values of Oak Wood and Spruce Wood

Table 2. Average Values of Chemical Characteristics in Article (Gaff et al. 2017a; Gaff et al. 2017b)
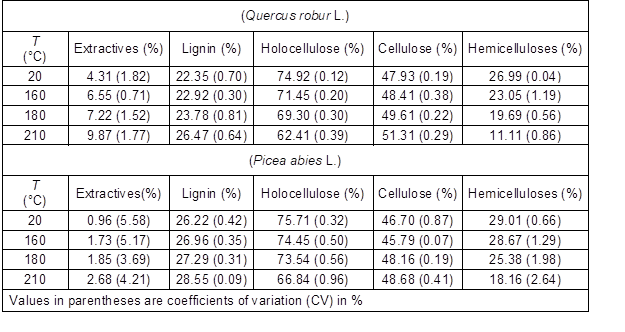
Table 3 shows that all of the monitored factors and their interactions in oak wood had a statistically significant effect on the power input. According to Fisher’s F-Test, the most important factor was the cutting speed. In spruce wood, the statistical significance of the effect of individual factors (1; 2; 3; and 4) on the power input was confirmed (Table 4). Regarding interactions between factors it was not possible to say with 95% confidence that the angle * temperature and the feed rate * angle * temperature affected the power input.
Table 3. The Effect of Individual Factors and their Interaction on the Power Input in Oak Wood (Quercus robur L.)
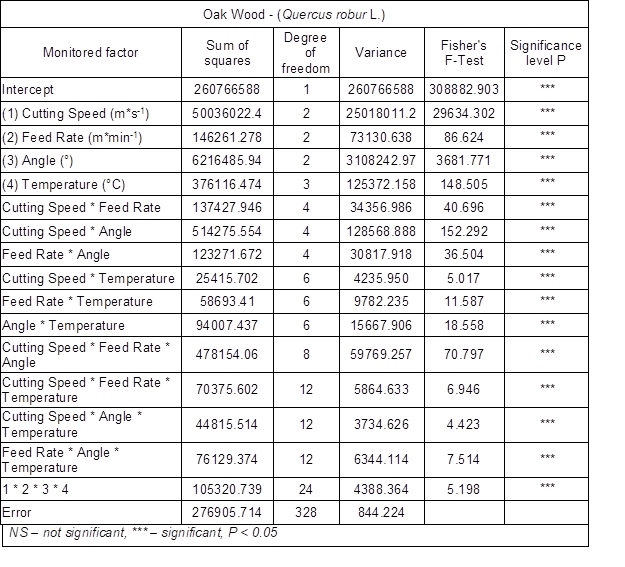
Figure 4 shows the effect of the cutting speed on power input. The power input for machining oak wood was higher than that for machining spruce wood, with an average difference of 9.0%. This greater power input is due to the higher density of oak wood (Table 1) (Aguilera and Martin 2001). With both species, similar trends were observed. In oak wood, when the cutting speed increased from 20 m·s-1 to 30 m·s-1, the power input increased by 22.3%. With a further increase by the same value (i.e., by 10 m·s-1) from 30 m·s-1 to 40 m·s-1 , the power input increased by 112.2%. Similarly, in spruce wood the power input increased by 21.8% when the cutting speed was changed from 20 m·s-1 to 30 m·s-1. When the cutting speed was changed from 30 m·s-1 to 40 m·s-1, the power input increased by 118.7%.
It has been repeatedly confirmed in the milling process that increasing the cutting speed increases the power input (Barcík et al. 2010). This effect is based on increasing the machine’s speed: to increase the speed, the power delivered to the machine needs to be increased.
Table 4. The Effect of Individual Factors and their Interaction on the Power Input in Spruce Wood (Picea abies L.)
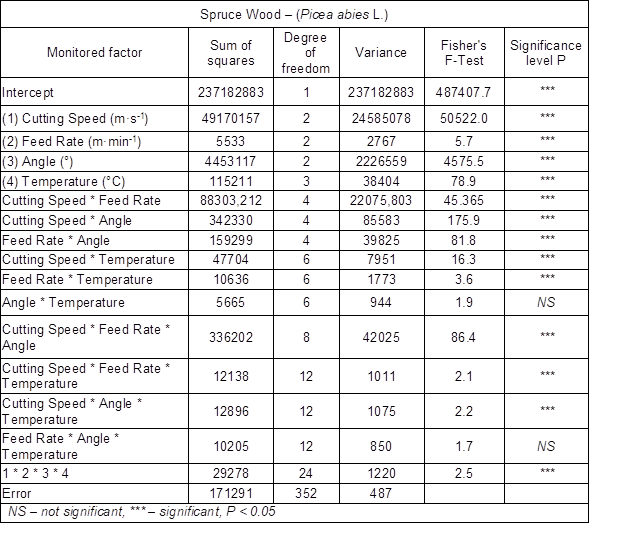
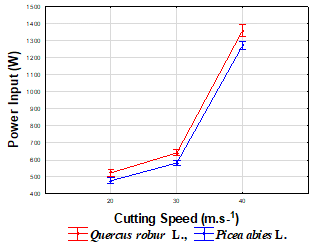
Fig. 4. Effect of cutting speed on power input
Figure 4 shows the effect of cutting speed on power input. For milling of oak wood, more power input is needed than for milling spruce wood. This is due to the higher density of oak wood. With increasing the cutting speed, the power input increased. When the cutting speed increased from 20 to 40 m·s-1, the power input increased by 160% for oak wood and 166% for spruce wood. A large increase from 30 to 40 m·s-1 was partly due to worsening of belt drive performance. Further, the power input increases due to increased machine speed.
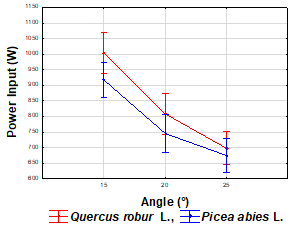
Fig. 5. Effect of the rake angle on power input
Figure 5 shows the effect of angle γ on the power input. In oak wood it was 7.4% higher than in spruce wood. Increasing the tool’s rake angle reduces the power input. In oak wood the power input (at the angles 15°; 20°; and 25°) gradually decreased by 19.5% from angle 15° to 20° and 13.7% from angle 20° to 25°. In spruce wood it decreased by 18.7% from angle 15° to 20° and 9.5% from angle 20° to 25°. In each monitored tree species an increase in the tool’s rake angle reduced the power input, as confirmed by other authors (Günay et al. 2005; Yanda et al. 2010). With increasing angle, the knife is easier to get into the material and can better remove the desired layer.
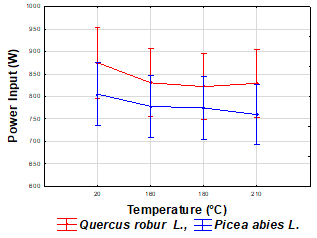
Fig. 6. Effect of thermal modification on power input
Figure 6 shows a graphical depiction of the effect of thermal modification on the power input. In oak wood the power input was 7.7% higher than that in spruce wood. The greatest decline was between thermally untreated wood and wood treated at 160 °C; in oak wood the decline was 5.1%, and in spruce wood the decline was 3.4%. Upon a further thermal modification temperature increase, there was only a slight change in the power input. In oak wood between 180 °C and 210 °C there was even an increase in power input (but only by 0.9%). In general, thermally modified wood requires less power input for machining than untreated wood. This trend was also confirmed in other studies (Wilkowski et al. 2011; Sedlecký and Gašparík 2017). The influence of thermal modification can be explained by the change in density that occurs during the thermal modification process. the change in density is not large enough to be strongly reflected in power input.
Figure 7 shows the effect of the feed rate on power input. Oak wood exhibited a higher power input than spruce wood, by 7.9% on average. As the feed rate increased, the power input also increased slowly. The highest increase was found in oak wood, in which the feed rate was changed from 8 m·min-1 to 11 m·min-1 (6.1%). Other changes occurred on the level of tenths of percentage. The increase in the power input reflected that the same amount of material must be removed in a shorter time. The same dependence was confirmed by Salca (2015), where the cutting power was measured during the machining of elder (Sambukus nigra), as well as in Durković et al. (2018).
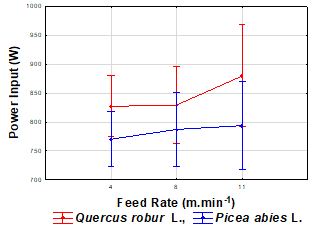
Fig. 7. Effect of feed rate on power input
Figures 8, 9, 10, and 11 show the synergistic effects of individual parameters on the power input in the machining of oak wood. The course was almost identical in all cases. The power input dropped as the tool rake angle increased, and it increased as the cutting speed and feed rate increased.
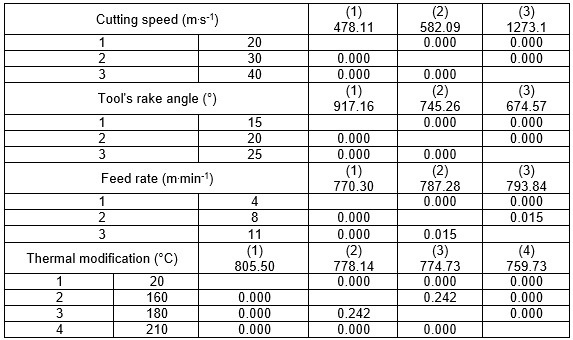
Table 5 shows that the cutting speed significantly affected the power input (P = 0.000). Another variable that significantly influenced the power input was the rake angle, in which the significance level was P = 0.000 at all angles (15 °, 20 °, and 25 °). In terms of the cutting speed, a significant effect was shown at 4 m·min-1 and 11 m·min-1, but with a change from 4 m·min-1 to 8 m·min-1, it cannot be said with 95% certainty that it significantly affected the power input.
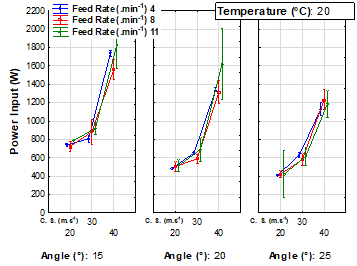
Fig. 8. Synergistic effect of the monitored factors in oak wood without thermal modification
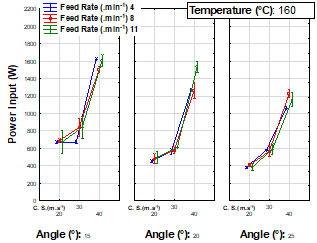
Fig. 9. Synergistic effect of the monitored factors in oak wood thermally modified at 160 °C
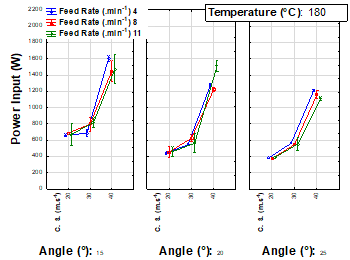
Fig. 10. Synergistic effect of the monitored factors in oak thermally modified at 180 °C
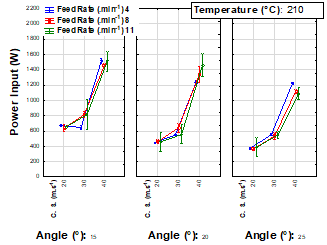
Fig. 11. Synergistic effect of the monitored factors in oak thermally modified at 210 °C
Table 5. Effect of Individual Factors on the Power Input Evaluated by Duncan’s Test (Oak Wood – Quercus robur L.)
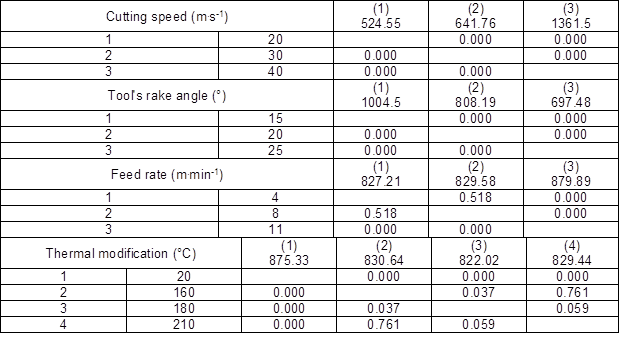
Upon evaluation of the thermal modification, it is clear that the thermally untreated wood significantly affected the resulting power input in comparison with the thermally treated wood. When the temperature of the thermal modification changed from 160 °C to 180 °C there was a statistical difference, but with a significance level of P = 0.037. When the thermal modification temperature increased from 160 °C and 180 °C to 210 °C, no statistically significant difference was demonstrated. As in Figs. 8, 9, 10, and 11, the course of values (power input) in spruce wood were similar, as oak wood, as can be seen in Figs. 12, 13, 14, and 15. These synergic dependencies show that the power input decreased as the tool rake angle increased. This course could be expected from other research findings (Krilek et al. 2014; Kubš et al. 2016; Durković et al. 2018).
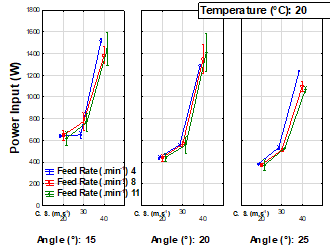
Fig. 12. Synergistic effect of the monitored factors in spruce without thermal modification
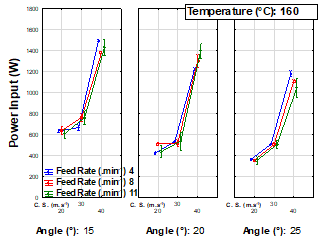
Fig. 13. Synergistic effect of the monitored factors in spruce thermally modified at 160 °C
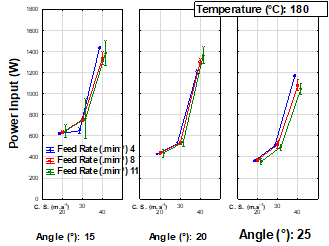
Fig. 14. Synergistic effect of the monitored factors in spruce thermally modified at 180 °C
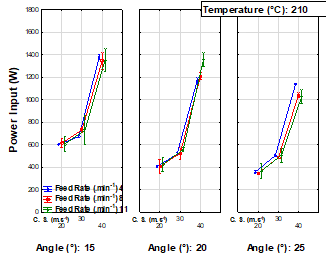
Fig. 15. Synergistic effect of the monitored factors in spruce thermally modified at 210 °C
The optimal combination of individual factors in terms of energy intensity for oak wood, as can be seen from Table 5, is cutting speed 20 m.s-1, tool’s rake angle 25 °, and feed rate 4 m.min-1. Table 6 shows the energy intensity (including average, standard deviation, and coefficient of variation) of the processes at different temperature modifications. At present, the average price per kWh in the Czech Republic is 0.16 EUR (Elektřina 2018).
Table 6. Optimal Combination of Individual Factors in Terms of Power Input (Oak Wood – Quercus robur L.)
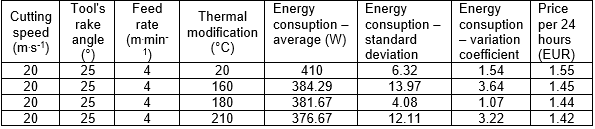
Table 7 shows that the cutting speed and the tool’s rake angle significantly affected the power input, with a significance level P = 0.000. The feed rate had a statistically significant effect on the power input; it is also worth noting the decrease in the statistical significance between the feed rate change, from 8 m·min-1 to 11 m·min-1, in which the significance level was P = 0.015. The effect of the thermal modification on the power input evaluated by Duncan’s test showed a statistical significance (P = 0.000) for all values, except for a thermal modification temperature change from 160 °C to 180 °C.
Figures 16 and 17 show the ratio of the differences in the power input and chemical characteristics according to Eq. 2, in which the differences between the chemical elements of wood (ΔEx; ΔLig; ΔHol; ΔCel; and ΔHem) were plotted for ΔCh. The individual graphs show how much the power input changes per unit of change in chemical characteristics in the difference between thermally untreated wood and wood thermally treated at 160 °C, 180 °C, and 210 °C.
Table 7. Comparison of the Effect of Individual Factors on the Energy Intensity Assessed with Duncan’s Test (Spruce Wood – Picea abies L.)
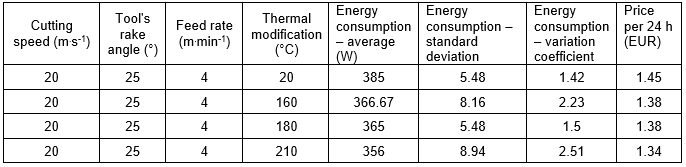
Based on Table 7, the optimal combination in terms of energy intensity was the same as oak wood, i.e. cutting speed 20 m.s-1, tool’s rake angle 25 °, feed rate 4 m·min-1. This combination in relation to four different temperature modifications is given in Table 8 for the calculation of the energy consumption and the total energy cost recalculated in 24 h.
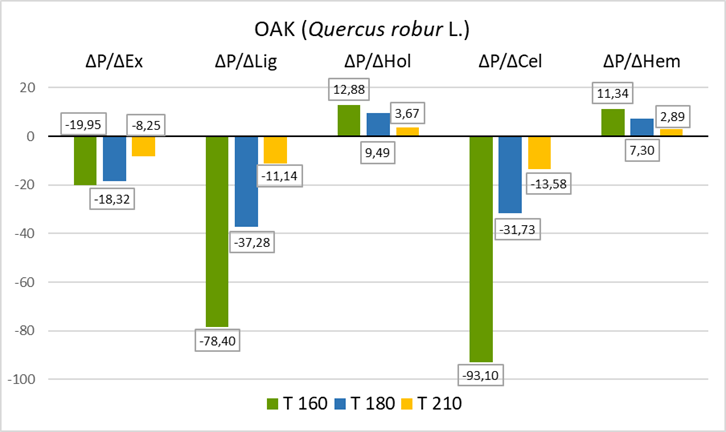
Fig. 16. Ratio of the difference in P (power input) to the difference in the chemical characteristics of oak
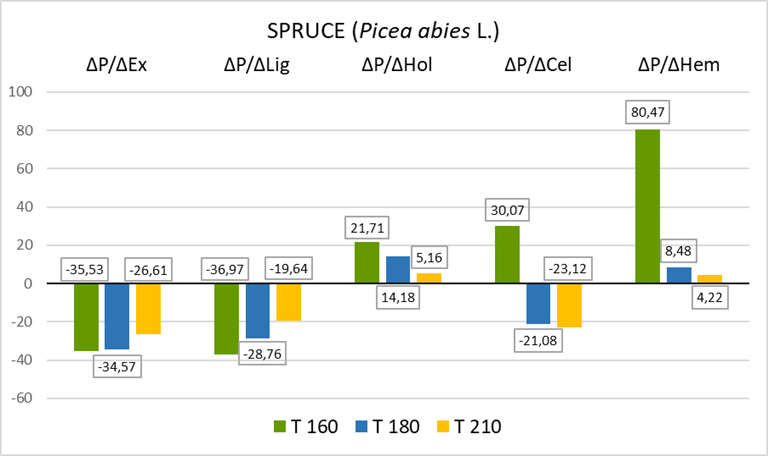
Fig. 17. Ratio of the difference in P (power input) to the difference in the chemical characteristics of spruce
Table 8. Optimal Combination of Individual Factors in Terms of Power Input (Spruce Wood – Picea abies L.)
The correlation coefficients shown in Tables 9 and 10, and in Figs. 16 and 17 show a very low degree of dependence between the chemical compounds and the power input in both assessed tree species.
Table 9. Spearman’s Correlation for Power Input Values for Each Studied Chemical Compound of Oak Wood (Q. robur L.)

Table 10. Spearman’s Correlation for the Energy Intensity of Each Observed Chemical Compound of Spruce Wood (Picea abies L.)

CONCLUSIONS
1. Cutting speed was determined to have the most significant effect on power input in comparison to all the other monitored factors. In order to increase the cutting speed, one increases the machine speed, and the machine therefore consumes more energy. The increase in the power input when the cutting speed was increased from 20 m·s-1 to 40 m·s-1 was 166.3% for spruce wood and 159.6% for oak wood.
2. The effect of the tool’s rake angle was demonstrated to significantly affect the power input. According to Fisher’s F-Test (Tables 2 and 3), it was the second most important factor, as increasing the tool’s rake angle reduces the power input. The tool’s rake angle affects how easily the chip separates from the workpiece, how the chip starts to form, and the amount of power needed to penetrate the material.
3. The feed rate does not affect power input as significantly as the previous two assessed factors, but it is still statistically significant. As the feed rate increases, the power input also increases; this correlation is mainly due to the fact that the same amount of material needs to removed in less time.
4. Thermal modification was shown to have a statistically significant effect on the power input, but the course was not so unambiguous. This effect was mostly influenced by chemical processes in wood cutting and changes in density. When comparing thermally untreated wood and thermally treated wood, there was a decrease in the density, reducing the power input.
5. A comparison of both tree species has shown that more power is needed in the machining of oak, which is mainly based on the density of the material. In solid wood even the structure of the wood affects the power input required to machine a workpiece, but it is also largely reflected in the density.
6. The effect of the chemical composition of the two tree species was not significant according to Spearman’s correlation. The Spearman’s correlation coefficient was less than 8% for both tree species. However, the same dependence was observed for the individual wood components in both species. In holocellulose and hemicelluloses the power input increased as the percentage of these components in the wood increased; in the case of other components (extractives, lignin, and cellulose) the opposite applied.
ACKNOWLEDGMENTS
The authors are grateful for the support of “Advanced research supporting the forestry and wood-processing sector’s adaptation to global change and the 4th industrial revolution”, No. CZ.02.1.01/0.0/0.0/16_019/0000803 financed by OP RDE” and the University-wide Internal Grant Agency (CIGA) of the Faculty of Forestry and Wood Science at Czech University of Life Sciences Prague, Projects 2017 to 4306.
REFERENCES CITED
Aguilera, A., and Martin, P. (2001). “Machining qualification of solid wood of Fagus silvatica L. and Picea excelsa L.: Cutting forces, power requirements and surface roughness,” Holz als Roh- und Werkstoff 59(6), 483-488. DOI: 10.1007/s001070100243
Barcík, Š., and Homola, T. (2004). “Vplyv vybraných parametrov na kvalitu obrobeného povrchu při rovinom frézování juvenilního borovicového dreva” in: Trieskové a beztrieskové obrabanie dreva, Technical University of Zvolen, Zvolen, Slovakia. ISBN 80-228-1385-0
Barcík, Š., Kminiak, R., Řehák, T., and Kvietková, M. (2010). “The influence of selected factors on energy requirements for plain milling of beech wood,” Journal of Forest Science 56(5), 243-250.
Bekéš, J., Hrubec, J., Kicko, J., and Lipa, Z. (1999). Teória Obrábania [Theory of Machining], Slovenská Technická Univerzita, Bratislava, Slovakia.
Durković, M., Mladenovic, G., Tanović, L. , and Danon, G. (2018). “Impact of feed rate, milling depth and tool rake angle in peripheral milling of oak wood on the cutting force,” Maderas. Ciencia y tecnología 20(1), 25-34. DOI: 10.4067/S0718-221X2018005001301
Elektřina (2018). “The price of electricity per kWh in 2018 jumped to 4.1 CZK,” (https://www.elektrina.cz/cena-elektriny-za-kwh-2018-cez-eon-pre-a-jini-dodavatele-elektriny). Accessed 3 October 2018.
Gaff, M. (2014). “Three-dimensional pneumatic molding of veneers,” BioResources 9(3), 5676-5687. DOI: 10.15376/biores.9.3.5676-5687
Gaff, M., Babiak, M., Vokatý, V., and Ruman, D. (2017a). “Bending characteristics of hardwood lamellae in the elastic region,” Composites Part B Engineering 116(1), 61-75. DOI: 10.1016/j.compositesb.2016.12.058
Gaff, M., Gašparík, M., Babiak, M., and Vokatý, V. (2017b). “Bendability characteristics of wood lamellae in plastic region,” Composite Structures 163(1), 410-422. DOI: 10.1016/j.compstruct.2016.12.052
Gaff, M., Sarvašová-Kvietková, M., Gašparík, M., and Slávik, M. (2016). “Dependence of roughness change and crack formation on parameters of wood surface embossing,” Wood Research 61(1), 163-174.
Gašparík, M., and Gaff, M. (2015a). “Influence of densification on bending strength of beech wood,” Wood Research 60(2), 211-218.
Gašparík, M., and Gaff, M. (2015b). “Influence of densification on bending strength of laminated beech wood,” BioResources 10(1), 1506-1518. DOI: 10.15376/biores.10.1.1506-1518
Goglia, V. (1994). Strojevi i alati za obradu drva I. (Machines and Tools for Woodworking I.), Šumarski fakultet Sveučilište u Zagrebu, Zagreb, Croatia (in Croatian).
Günay, M., Korkut, I., Aslan, E., and Şeker, U. (2005). “Experimental investigation of the effect of cutting tool rake angle on main cutting force,” Journal of Materials Processing Technology 166(1), 44- 49. DOI: 10.1016/j.jmatprotec.2004.07.092
Gündüz, G., Korkut, S., and Korkut, D. S. (2008). “The effects of heat treatment on physical and technological properties and surface roughness of Camiyani black pine (Pinus nigra Arn. subsp. pallasiana var. pallasiana) wood,” Bioresource Technology 99(7), 2275-2280. DOI: 10.1016/j.biortech.2007.05.015
ISO 13061-2 (2014). “Physical and mechanical properties of wood — Test methods for small clear wood specimens – Part 2: Determination of density for physical and mechanical tests,” International Organization for Standardization, Geneva, Switzerland.
Kačíková, D., Kačík, F., Čabalová, I., and Ďurkovič, J. (2013). “Effects of thermal treatment on chemical, mechanical and colour traits in Norway spruce wood,” Bioresource Technol. 144, 669-674. DOI: 10.1016/j.biortech.2013.06.110
Kminiak, R., and Gaff, M. (2015). “Roughness of surface created by transversal sawing of spruce, beech, and oak wood,” BioResources 10(2), 2873-2887. DOI: 10.15376/biores.10.2.2873-2887
Krilek, J., Kováč, J., and Kučera, M. (2014). “Wood cross cutting process analysis for circular saws,” BioResources 9(1), 1417-1429. DOI: 10.15376/biores.9.1.1417-1429
Kubš, J., Gaff, M., and Barcík, Š. (2016). “Factors affecting the consumption of energy during the milling of thermally modified and unmodified beech wood,” BioResources 11(1), 736-747. DOI: 10.15376/biores.11.1.736-747
Kvietková, M. (2015). “The effect of thermal treatment of birch wood on the cutting power of plain milling,” BioResources 10(4), 8528-8538. DOI: 10.15376/biores.10.4.8528-8538
Kvietková, M., Gaff, M., and Gašparík, M. (2015a). “Effect of thermal treatment on surface quality of beech wood after plane milling,” BioResources 10(3), 4226-4238. DOI: 10.15376/biores.10.3.4226-4238
Kvietková, M., Gaff, M., Gašparík, M., Kaplan, L., and Barcík, Š. (2015b). “Surface quality of milled birch wood after thermal treatment at various temperatures,” BioResources 10(4), 6512-6521. DOI: 10.15376/biores.10.4.6512-6521
Lisičan, J. (1996). Teória a Technika Spracovania Dreva [Theory and Technique of Wood Processing], Matcentrum, Zvolen, Slovakia.
Mračková, E., Krišťák, Ľ., Kučerka, M., Gaff, M., and Gajtanska, M. (2016). “Creation of wood dust during wood processing: Size analysis, dust separation, and occupational health,” BioResources 11(1), 209-222. DOI: 10.15376/biores.11.1.209-222
Niemz, P., Hofmann, T., and Rétfalvi, T. (2010). “Investigation of chemical changes in the structure of thermally modified wood,” Maderas. Ciencia y Tecnología 12(2), 69-78. DOI: 10.4067/so718-221×2010000200002
Pelit, H., Sönmez, A., and Budakçı, M. (2014). “Effects of ThermoWood® process combined with thermo-mechanical densification on some physical properties of Scots pine (Pinus sylvestris L.),” BioResources 9(3), 4552-4567. DOI: 10.15376/biores.9.3.4552-4567
Reinprecht, L., and Vidholdová, Z. (2008). Termodrevo – Príprava, Vlastnosti a Aplikácie [ThermoWood – Preparing, Properties and Applications], Technical University in Zvolen, Slovakia (in Slovak).
Salca, E. A. (2015). “Optimization of wood milling schedule – A case study,” ProLigno 11(4), 525-530. ISSN-L 1841-4737
Sedlecký, M., and Gašparík, M. (2017). “Power consumption during edge milling of medium-density fiberboard and edge-glued panel,” BioResources 12(4), 7413-7426. DOI: 10.15376/biores.12.4.7413-7426
Sikora, A., Kačík, F., Gaff, M., Vondrová, V., Bubenikova, T., and Kubovský, I. (2018). “Impact of thermal modification on color and chemical changes of spruce and oak wood,” Journal of Wood Science. DOI: 10.1007/s10086-018-1721-0
Welzbacher, C. R., Rassam, G., Talaei, A., and Brischke, C. (2011). “Microstructure, strenght and structural integrity of heat-treated beech and spruce wood,” Material Science and Engineering 6(4), 219-227. DOI: 10.1080/17480272.2011.622411
Wilkowski, J., Grześkuewicz, M., Czarniak, P., Siwek, I., Javorek, L., and Pauliny, D. (2011). “Influence of thermal modification of oak wood on cutting forces during milling,” in: Drewno material ekologiczny: konferencja naukowa Wydzialu technologii Drewna SGGW, Wydzial Technologii Drewna SGGW, Warsaw, Poland, pp. 309-314. ISBN 83-86980-88-5
Yanda, H., Ghani, J. A., Hassan, C., and Haron, C. (2010). “Effect of rake angle on stress, strain and temperature on the edge of carbide cutting tool in orthogonal cutting using FEM simulation,” Journal of Engineering and Technological Sciences 42(2), 179-194.
Article submitted: June 6, 2018; Peer review completed: July 28, 2018; Revised version received: November 20, 2018; Accepted: November 22, 2018; Published; December 3, 2018.
DOI: 10.15376/biores.14.1.669-687