
Abstract
Heat treatment is a modification method that has gained importance since the 1990s as part of the trend for more rational use of wooden materials. Heat-treated wood products are becoming more popular and have an established place in the market. For this reason, it is important to research applications for various wood types after heat treatment. In this study, Sorbus torminalis panels were first heat treated by the ThermoWood® method. Then, some physical properties (i.e., oven-dry density, air-dry density, shrinkage, swelling, 24-h water thickness swelling, and water retention), and mechanical properties (i.e., parallel compressive strength to grain, bending strength, and modulus of elasticity in static bending) were examined in ThermoWood® Sorbus torminalis. The results indicated that the physical property values of the heat-treated samples were lower than those of the control samples. Reductions of 14.4%, 12.1%, 64.9%, 49.3%, and 51.7% were observed for the oven-dry density (ODD), air-dry density (ADD), water thickness swelling (WTS), shrinkage (β), and swelling (α), respectively. Among the mechanical properties, there was a reduction in the bending strength (MOR) value, while the compressive strength parallel to the grain (CS) value increased up to 23.6% compared to the control samples. In contrast, no significant weight changes or changes in the modulus of elasticity in static bending (MOE) were observed.
Download PDF
Full Article
The Effect of ThermoWood Method Heat Treatment on Physical and Mechanical Properties of Sorbus torminalis
Ayhan Aytin,a* Süleyman Korkut,b and Nevzat Çakicier b
Heat treatment is a modification method that has gained importance since the 1990s as part of the trend for more rational use of wooden materials. Heat-treated wood products are becoming more popular and have an established place in the market. For this reason, it is important to research applications for various wood types after heat treatment. In this study, Sorbus torminalis panels were first heat treated by the ThermoWood® method. Then, some physical properties (i.e., oven-dry density, air-dry density, shrinkage, swelling, 24-h water thickness swelling, and water retention), and mechanical properties (i.e., parallel compressive strength to grain, bending strength, and modulus of elasticity in static bending) were examined in ThermoWood® Sorbus torminalis. The results indicated that the physical property values of the heat-treated samples were lower than those of the control samples. Reductions of 14.4%, 12.1%, 64.9%, 49.3%, and 51.7% were observed for the oven-dry density (ODD), air-dry density (ADD), water thickness swelling (WTS), shrinkage (β), and swelling (α), respectively. Among the mechanical properties, there was a reduction in the bending strength (MOR) value, while the compressive strength parallel to the grain (CS) value increased up to 23.6% compared to the control samples. In contrast, no significant weight changes or changes in the modulus of elasticity in static bending (MOE) were observed.
Keywords: Sorbus torminalis; Heat treatment; Physical properties; Mechanical properties
Contact information: a: Furniture and Decoration, Vocational School, Duzce University, 81100 Duzce, Turkey; b: Department of Forest Industry Engineering, Duzce University, 81620, Duzce, Turkey;
* Corresponding author: ayhanaytin@duzce.edu.tr
INTRODUCTION
Due to the variability of its properties, wooden material can be included in numerous different applications. However, this material is also subject to some undesirable qualities such as low resistance to biological degradation, color changes after a short period of use, and changes in size (shrinking and swelling) (Aytin 2013).
Today, various tools and methods can contribute to improving these undesirable qualities of wooden material and to increase its serviceable life, which ensures more effective utilization. Methods such as heat treatment modify the wood and increase its resistance to biological degradation and its dimensional stability, as well as ensures color homogeneity. Modification by heat treatment increases the performance of the wood, in addition to lowering the equilibrium moisture content, increasing thermal isolation capacity, improving paint adhesion, increasing external air conditions, enabling variability of decorative color, and extending its serviceable life (Wikberg 2004; Enjily and Jones 2006).
Heat treatment results in significant losses in mechanical properties, particularly in the bending strength. In contrast, various studies have indicated an improvement after the heat treatment, especially in the ultimate stress in compression parallel to grain (Anonymous 2003; Sefil 2010; Çalıova 2011; Aytin 2013).
Heat treatment is a physical process resulting in permanent changes in the chemical composition of the polymer components of the cell wall. The method is based on the heat treatment of wooden material at temperatures above 150 °C when chemical reactions are accelerated (Johansson 2005).
Since the 1980s, various studies have been conducted mostly in European countries, particularly in Finland, France, and the Netherlands, to develop different heat modification methods. These heat modification methods include ThermoWood (Finland), PlatoWood, Lignius and Lambowood (Netherlands), Retification Process and New Option Wood-Le Bois Perdure (France), Oil-heat Treatment and Menz Holz (Germany), Calignum (Sweden), Thermabolite (Russia), Huber Holz (Austria), Wood Treatment Technology –WTT – (Denmark) and Westwood (USA, Canada, Russia) (Sundqvist 2004; Tjeerdsma 2006).
Although there have been many studies, the vast majority of them have been laboratory studies. For industrial purposes, by researching a large number of species with heat treatment methods such as ThermoWood®, the results must be demonstrated, since this is a main issue for heat-treatment users. ThermoWood® is one of the heat treatment methods developed in the 1990s by VTT Technical Research Centre of Finland.
In ThermoWood®, wooden material is heated at a minimum of 180 °C in steam. The Thermowood® process is carried out in three stages; temperature increase and high-temperature drying, heat treatment with cooling, and moisture conditioning. The ThermoWood® treatment method enhances the properties of wooden material, e.g., the color of the wooden material darkens and becomes more stable against the exchange of moisture. Moreover, the wooden material gains the value of thermal isolation. If a sufficiently high temperature is used in the treatment, then the wooden material becomes more resistant to decomposition. However, the bending resistance of the wooden material decreases (Anonymous 2003).
Sorbus torminalis is an uncommon, mostly small tree (but can reach 33 m) native to lowland England and Wales, and temperate and Mediterranean regions of mainland Europe. It is the most shade-tolerant member of the genus in the British Isles, and as a result, it is more closely associated with woodland than any other British species.
However, like other English Sorbus species, it grows best in places where competition with space and sunlight is limited. Seedlings are shade tolerant, but adults are only moderately shade tolerant. This quality, combined with its low competitive ability, restricts the best growth to open areas. In the shade, saplings and young adults form a sapling bank, and reproduce and extensively grow only when released. Sorbus torminalis tolerates a wide range of soil reaction (pH 3.5 to 8.0) but grows best on calcareous clays and thin soils over limestone (Thomas 2017).
The scope of this study included an examination of physical properties such as oven-dry density, air-dry density, swelling, shrinking, water thickness swelling, water retention, as well as mechanical properties like ultimate parallel compressive strength to grain, ultimate bending strength, and modulus of elasticity in static bending in S. torminalis wood. The objective of the study is to provide a more balanced evaluation of S. torminalis wood and to reveal potential opportunities for its widespread application.
EXPERIMENTAL
Materials
Sorbus torminalis trees used in the study were obtained from the Düzce-Odayeri Forest Sub-district Directorate (Duzce, Turkey). Selection of the trees was in accordance with the TS 4176 (1984) standard. The trunks of selected trees were cut at the height of 1.30 m from the base and divided into 2-m sections.
Methods
Preparation of ThermoWood® panels
Panels with dimensions of 25 mm × 100 mm × 500 mm (thickness, width, length) were prepared from the S. torminalis trees and were subjected to heat treatment in an industrial oven using the ThermoWood® method (Novawood Factory, Gerede, Turkey), and in accordance with the operational production schedule, where the heat treatment was conducted at temperatures of 190 °C and 212 °C for 1 h to 2 h to create five variations, which included four heat treatment variations and one control (UT) (Table 1).
Table 1. Test Variations

After completion of the ThermoWood® heat treatment, the test samples were prepared from S. torminalis wood according to TS EN 15679 (2010), and were held in the acclimatization room at a temperature of 20 °C ± 2 °C and relative humidity of 65% ± 5% until they reached a stable weight.
Determination of ODD and ADD
The principles of TS 2472 (1976) and TS 2471 (1976) were followed to determine their densities. Equation 1 was used to calculate the oven-dry density,
ODD = Mo / Vo (1)
where ODD is the oven-dry density (kg/m3), Mo is the oven-dry weight (kg), and Vo is the oven-dry volume (m3). Equation 2 was used to calculate the air-dry density,
ADD = M12 / V12 (2)
where ADD is the air-dry density (kg/m3), M12 is the air-dry weight (kg), and V12 is the air-dry volume (m3). Equation 3 was used to adjust the densities to 12% among the calculated humidity values for the UT samples,
 (3)
(3)
where ADD12 is the air-dry density for UT samples (kg/m3), ADD is the relative density (%) in humidity (kg/m3), and R is the sample moisture content (%).
Determination of β and α
The standards TS 4083 (1983), TS 4084 (1983), TS 4085 (1983), and TS 4086 (1983) were used to determine the amounts of the compression and expansion.
Determination of WTS and WR
The test pieces were immersed in 20 °C ± 1 °C water with a pH value of 7.0 ± 1.0. The samples were placed vertically at the bottom of the water tank so the samples did not touch the sides. According to TS EN 317 (1999), the upper parts of the test pieces must be approximately 25 mm ± 5 mm inside the water. After 24 h, the test sample immersion process measurements were taken by pouring off the excess water. The WS and WC were calculated as a percentage according to Eq. 4,
A = [ I – E ] / I × 100 (%) (4)
where D is the change between initial measure and final measure as a percent, I is initial measure, and E is the final measure (Aytin et al. 2015).
Determination of CS, MOR, and MOE
Among the mechanical properties, the compression stress parallel to grain (CS) was tested according to TS 2595 (1977), MOR according to TS 2474 (1976), and MOE according to TS 2478 (1976). After the MOR test, the humidity values were determined according to TS 2471 (1976). For the UT samples that had humidity other than 12%, Eq. 5 was used in adjusting the bending resistance values to 12%,
MOR12 = MOR [1 + α(R – 12)] (5)
where MOR12 is the modulus of rupture of air-dry moisture (N/mm2), R is moisture (%), MOR is modulus of rupture (N/mm2), and α is the correction factor of 0.04. Following the MOE test, the humidity values were determined according to TS 2471 (1976). For the UT values with humidity other than 12%, the following equation was used in adjusting the bending flexibility modulus values to 12%,
MOE12 = MOE [1 – α(12 – R)] (6)
where MOE12 is the modulus of elasticity of bending in air-dry moisture (N/mm2), R is moisture (%), MOE is the modulus of elasticity of bending in R moisture (N/mm2), and α is the correction factor of 0.02.
The values obtained from the experiments were evaluated using SPSS 15.0 for the Windows Evaluation Version (IBM, New York, USA). The statistical evaluation of the results was completed through the basic variance analysis (BVA) using SPSS. Significant differences between the average values of the control and treated samples were determined by Duncan’s multiple range test (Kalaycı 2010).
RESULTS AND DISCUSSION
Physical Properties
Table 2 includes the results of the basic variance analysis (BVA) that was applied to the oven-dry density and air-dry density values.
Table 2. BVA Results for the ODD and ADD Values in Sorbus torminalis

Significant differences can be seen between the test groups according to the BVA (p ≤ 0.05).
Table 3 gives the results of the Duncan test that was applied to the average values of ODD and ADD to determine which groups had differences.
Table 3. Mean (M,kg/m3), Standard Deviation (SD), and 95% Confidence Interval (95% CI) Results of the Duncan Test Related to ODD and ADD

Note: *Letters in parenthesis were expressed homogeneity groups, **This means that if we used the same sampling method to select different samples and computed an interval estimate for each sample, we would expect the true population parameter to fall within the interval estimates 95% of the time.
According to the Duncan test results, the density values were significantly reduced with the heat treatment temperature. It was determined that the resulting density values for the ODD and ADD were reduced by a minimum of 6.7% and 4.2% (TW1), and by a maximum of 14.4% and 12.1% (TW4), respectively, as compared to the UT samples.
Several previous studies dealing with the effect of heat treatment on wooden material have shown that the density decreased with an increase in the heat treatment temperature and duration. Sefil (2010) reported that with the increase in heat treatment temperature, there was a corresponding increase in the loss of air-dry density in Oriental beech and Uludağ fir. The maximum reduction in density was recorded at 212 °C as 6.17% in the Uludağ fir wood and 6.4% in the Oriental beech. Çalıova (2011) stated that the air-dry density decreased in ThermoWood-treated Oriental spruce and alder woods compared to the control samples, and that the highest reduction in both species occurred at 212 °C, the highest temperature value used in the heat treatment. At this temperature, it decreased by 5.59% in the alder wood and 4.70% in the Oriental spruce. Aytin (2013) determined that the density was decreased in ThermoWood-treated wild cherry wood compared to control samples, with the greatest reductions (14.71% and 15.52% at full-dry and air-dry density, respectively) occurring after 2 h at 212 °C. Boruvka et al. (2015) reported similar results in heat-treated Douglas fir and alder woods.
Table 4 presents the BVA results that were applied to the WTS and WR values measured after 24 h of being submerged in water.
Table 4. BVA Results for the WTS and WR Values

From the BVA results shown in Table 4, there were significant differences in the WS values in particular (p ≤ 0.05). Table 5 includes the results of the Duncan test that was applied to determine which groups had differences.
Table 5. Results of the related to Duncan Test for WTS and WR

Note: * WR and WTS values were calculated as %; letters in parenthesis were expressed homogeneity groups
According to Table 5, the results of the Duncan test, all test sample groups after being submerged in water for 24 h had similar WR values, with minor differences. In contrast, there were significant differences between the UT and HT samples according to the WTS values, and the WTS values gradually decreased depending on the heat treatment temperature and duration. The test results indicated that the biggest difference in the heat-treated samples compared to the UT samples was 64.9% under TW2.
According to give some data obtained by Aytin et al. (2015) demonstrated that the heat-treated test samples held in water for 24 h exhibited a decrease in water thickness swelling (WTS) values by up to 69.8% compared with the control samples.
The β and α values (%) and the BVA results are given in Table 6.
Table 6. BVA Results for Shrinkage and Swelling

Table 7. Mean, SD, and 95% CI Results of Duncan Test Related to Shrinkage and Swelling Values

Note: *Values were calculated as %, letters in parenthesis were expressed homogeneity groups.
According to Table 6, there were significant differences at a level of p ≤ 0.05. Table 7 shows the results of the Duncan test that was applied to determine which groups had differences.
Table 7 shows the Duncan test results indicated that the amount of shrinkage and swelling in the heat-treated test groups compared to the UT group were reduced depending on the increase of heat treatment temperature and increase of time duration. It was determined that the shrinkage and swelling values decreased at least 14.0% and 7.6%, respectively, under TW1, and at most 49.3% and 51.7%, respectively, under TW4 compared to the UT samples.
Bak and Nemeth (2012) found that heat treatment improved dimensional stability significantly when they studied the effect of heat treatment on the dimensional change of poplar wood at various temperatures (from 160 to 200 °C). They concluded that the most effective result was obtained at a temperature of 200 °C and that the same results could be achieved with a correct application time at lower temperatures. Çalıova (2011) found the shrinkage reduction increased in parallel with the increase of the heat treatment temperature in alder and Oriental spruce woods. The lowest decrease rates (19.8% in alder and 20.3% in Oriental spruce) were observed at 190 °C, while the highest decrease rates (53.5% in alder and 48.1% in Oriental spruce) were seen at 212 °C. Poncsak et al. (2011) emphasized that increasing the heat treatment temperature contributed to the increase of dimensional stability. Korkut and Budakçı (2010) reported that the swelling of European mountain ash (Sorbus aucuparia) wood that they subjected to heat treatment at 180 °C for 10 h decreased radially, tangentially, and longitudinally by 25.7%, 25.1%, and 26.1%, respectively. Altınok et al. (2010) reported volumetric shrinkage and decreased swelling with heat treatment in Anatolian black pine (Pinus nigra var. pallasiana) and common ash (Fraxinus excelsior) wood.
Li et al. (2011) investigated the effect of high temperature application on some physical properties of Douglas fir (Pseudotsuga menziesii) wood at 160, 180, 200, and 220 °C. According to the results of their study, dimensional stability increased when the temperature was increased for 1, 2, 3, and 4 h, and with longer time, lower values were obtained. The equilibrium moisture content (EMC) was decreased by 42.63%, the water absorption by 34.9% and the volumetric swelling by 67.5% compared to untreated wood.
Mechanical Properties
Table 8 includes the BVA results of the CS, MOR, and MOE values
Table 8. BVA Results Related to the CS, MOR and MOE Values
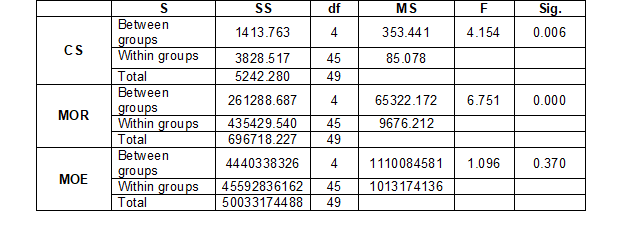
Table 9. Mean, SD, 95% CI, and Duncan Test Results for CS, MOR, and MOE ValuesAlthough there were significant differences (p ≤ 0.05) between the CS and MOR resistance test groups (Table 8), there was no difference in the MOE values. Table 9 gives the results of the Duncan test done to determine differences.

Note: *Values were calculated as %, letters in parenthesis were expressed homogeneity groups.
Small differences were observed between the CS values according to the Duncan test results comparing the UT and HT groups in Table 9. In all heat-treated test groups, the numerical CS values were higher than those of the UT group. This difference was more apparent in the TW1 and TW2 groups, which displayed a difference of approximately 23%.
According to the results of tests made with various types of trees, better values for compressive strength parallel to the grain were obtained in specimens heat-treated at high temperatures than in untreated specimens. It was determined that the compressive strength parallel to the grain in lumber treated at 195 °C for 3 h was about 30% higher than that of untreated timber. Heat treatment application was not observed to have any negative effect on the compressive strength parallel to the grain and even better values were obtained at high temperatures compared to untreated wood (Anonymous 2003). The studies of Özçifçi et al. (2009), Çalıova (2011), and Sefil (2010) found that the compressive strength parallel to the grain increased with the increase of heat treatment temperature. Aytin (2013) determined that the compressive strength parallel to the grain increased in wild cherry wood treated via the ThermoWood method at 190 °C and 212 °C compared to control samples; for example, the heat-treated samples achieved 14% more at a temperature of 190 °C for 2 h.
In the case of wood materials, the physical and chemical occurrences during the heat treatment are responsible for the changes in the compressive strength parallel to the grain. After heat treatment, the less hygroscopic nature of the wood, the decrease in the amount of bound water, the increase in the amount of crystalline cellulose with the crystallization of amorphous cellulose, and the increase in cross-linking of the lignin polymer network lead to an increase in compressive strength parallel to the grain (Boonstra 2008).
Poncsak et al. (2011) stated in their work that the bending strength of Canadian jack pine (Pinus banksiana) decreased after heat treatment. In a study by Sefil (2010), it was found that bending strength decreased with increasing temperature. Özçifçi et al. (2009) investigated the mechanical resistance of Scots pine wood heat-treated at 150, 170, and 190 °C for 4, 6, and 8 h, respectively, and determined that the bending strength was affected the most by heat treatment. Bekhta and Niemz (2005) found that after heat treatment, the bending strength in spruce wood decreased by about 44 to 50%.
Sefil (2010), using ThermoWood® and Dubey (2010) using the oil treatment method showed that the modulus of elasticity in heat-treated wood samples either never changed or increased only slightly. Horvath et al. (2012) reported that the modulus of elasticity increased by up to 25%.
CONCLUSIONS
After heat treatment showed differences between the physical and mechanical properties of Sorbus torminalis;
- The ThermoWood® process improved the dimensional stability of Sorbus torminalis.
- The water thickness swelling (WTS) was reduced in ThermoWood® samples relative to untreated (UT) control samples.
- The compressive strength parallel to the grain (CS) and modulus of elasticity in static bending (MOE) were increased in ThermoWood® samples in comparison to UT samples.
- The modulus of rupture (MOR) was decreased in ThermoWood® samples relative to UT samples.
- Sorbus torminalis wood to which ThermoWood® was applied at high temperatures such as 190 °C and 212 °C is preferred in places of use where humidity is high no dimensional problem is encountered.
ACKNOWLEDGEMENTS
The authors thank Düzce Forest Management Directorate for providing experimental trees and NOVAWOOD for providing heat treatment for this research.
REFERENCES CITED
Altınok, M., Perçin, O., and Doruk. Ş. (2010). “Effects of heat treatment on technological properties of wood material,” Dumlupinar University Journal of Science 23, 71-83.
Anonymous (2003). Thermowood Handbook, Finnish ThermoWood Association, Helsinki, Finland.
Aytin, A. (2013). Effect of High Temperature Treatment on Physical, Mechanic and
Technologic Properties of Wild Cherry (Cerasus avium L. Monench), Ph.D. Dissertation, Düzce University, Düzce, Turkey.
Aytin, A., Korkut, S., Ünsal, Ö., and Çakıcıer, N. (2015). “The effects of heat treatment with the ThermoWood method on the equilibrium moisture content dimensional stability of wild cherry wood,” BioResources 10(2), 2083-2093. DOI: 10.15376/biores.10.2.2083-2093
Bak, M., and Nemeth, R. (2012). “Changes in swelling properties and moisture uptake rate of oil heat treated poplar (Populus americana cv. pannonia) wood,” BioResources 7(4), 5128-5137. DOİ:10.15376/biores.7.4.5128-5137
Bekhta, P., and Niemz P. (2005). “Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood,” Holzforschung, 57(5) 539–546.
Boonstra, M. J. (2008). A Two-Stage Thermal Modification of Wood, Ph.D. Dissertation, Ghent University, Belgium, and Universite Henry Poincare, Nancy, France.
Boruvka, V., Zeidler, A., and Helecek, T. (2015). “Comparison of stiffness and strength properties of untreated and heat-treated wood of Douglas fir and alder,” BioResources 10(4), 8281-8294. DOI: 10.15376/biores.10.4.8281-8294
Çalıova, Z. (2011). The Effect of Heat-Treatment on Some Physical and Mechanical Properties of Alder and Oriental Spruce, Master’s Thesis, Karabük University, Karabük Turkey.
Dubey, M. K. (2010). Improvements in Stability, Durability and Mechanical Properties of Radiata Pine Wood after Heat-Treatment in Vegetable Oil, Ph.D. Dissertation, Canterbury University, School of Forestry, New Zealand.
Enjily, V., and Jones, D. (2006). “The potential for modified materials in the panel products industry,” in: Wood Resources and Panel Properties Conference, Valencia, Spain.
Horvath, N., Csupor, K., Molnar, S., and Nemeth R. (2012). “Chemical-free wood preservation – the effect of dry thermal treatment on wood properties with special emphasis on wood resistance to fungal decay, International Scientific Conference, Sopron-Hungary.
Johansson, D. (2005). Strength and Colour Response of Solid Wood to Heat Treatment,
Licentiate Thesis, Luleå University of Technology, Department of Skellefteå Campus, Skellefteå, Sweden.
Kalaycı, Ş. (2010). SPSS Applied Multivariate Statistical Techniques, 5th Ed., Asil Yayın Dağıtım Ltd. Şti., Ankara, Turkey.
Korkut, S., and Budakçı, M. (2010). “The effects of high-temperature heat-treatment on physical properties and surface roughness of rowan (Sorbus aucuparia L.) wood,” Wood Research55(1), 67-78
Li, X., Cai, Z., Mou, Q., Wu, Y., and Liu, Y. (2011). “Effects of heat treatment on some physical properties of Douglas fir (Pseudotsuga menziesii) wood,” Advanced Materials Research 197-198, 90-95.
Özçifçi, A., Altun, S., and Yapıcı, F. (2009). “Effects of heat treatment on technological propertıes of wood,” 5th International Advanced Technologies Symposium (IATS’09), Karabük.
Poncsak, S., Kocaefe, D., and Younsi, R. (2011). “Improvement of the heat treatment of Jack pine (Pinus banksiana) using ThermoWood technology,” European Journal of Wood and Wood Products 69(2), 281-286. DOİ: 10.1007/s00107-010-0426-x
Sefil, Y. (2010). Physical and Mechanical Properties of Fir and Beech Woods Heat Treated Using the Thermowood Process, Master’s Thesis, Karabük University, Karabük, Turkey.
Sundqvist, B. (2004). Colour Changes and Acid Formation in Wood During Heating, Ph.D. Dissertation, Luleå University of Technology, Skellefteå, Sweden.
Thomas, P. A. (2017). “Biological flora of the British Isles: Sorbus torminalis,” Journal of Ecology 105(75), 1806-1831. DOI: 10.1111/1365-2745.12857
Tjeerdsma, F. B. (2006). “Heat treatment of wood- thermal modification,” University of Limerick, Coford Seminar on Wood Modification: Opportunities and Challenges, 9 February 2006, Dublin- Ireland
TS 2471 (1976). “Wood determination of moisture content for physical and mechanical tests,” Turkish Institute of Standards, Ankara, Turkey.
TS 2472 (1976). “Wood determination of density for physical and mechanical tests,”
Turkish Institute of Standards, Ankara, Turkey.
TS 2474 (1976). “Wood determination of ultimate strength in static bending,” Turkish Institute of Standards, Ankara, Turkey.
TS 2478 (1976). “Wood determination of modulus of elasticity in static bending,” Turkish Institute of Standards, Ankara, Turkey.
TS 2595 (1977). “Wood determination of ultimate stress in compression parallel to the grain,” Turkish Institute of Standards, Ankara, Turkey.
TS 4083 (1983). “Wood determination of radial and tangential shrinkage,” Turkish Institute of Standards, Ankara, Turkey.
TS 4084 (1983). “Wood determination of radial and tangential swelling,” Turkish Institute of Standards, Ankara, Turkey.
TS 4085 (1983). “Wood determination of volumetric shrinkage,” Turkish Institute of Standards, Ankara, Turkey.
TS 4086 (1983). “Wood determination of volumetric swelling,” Turkish Institute of Standards, Ankara, Turkey.
TS 4176 (1984). “Wood-sampling sample trees and logs for determination of physical and mechanical properties of homogenous wood stands,” Turkish Institute of Standards, Ankara, Turkey.
TS EN 317 (1999). “Particleboards and fiber boards – Determination of swelling in thickness after immersion in water,” Turkish Institute of Standards, Ankara, Turkey.
TS EN 15679 (2010). “Thermal modified timber – Definitions and characteristics,” Turkish Institute of Standards, Ankara, Turkey.
Wikberg, H. (2004). Advanced Solid State NMR Spectroscopic Techniques in the Study of Thermally Modified Wood, Academic Dissertation, Helsinki University, Helsinki, Finland.
Article submitted: January 1, 2018; Peer review completed: April 29, 2018; Revised version received: May 15, 2018; Updated revision received and accepted: February 26, 2019; Published: March 5, 2019.
DOI: 10.15376/biores.14.2.3289-3300