
Abstract
The study presents results of the characterization of Norway spruce (Picea abies Karst.) and fir (Abies alba Mill.) wood thermally modified by TERMOVUOTO® technology at temperatures in the range of 160 to 220°C in vacuum conditions. Sixteen thermo-vacuum treatment tests were carried out using a pilot laboratory unit on 30-mm-thick spruce and fir boards in various combinations of the process parameters, i.e. temperature ( T ), duration ( t), and pressure ( p ). The treated material was characterized to reveal the changes of the physical-mechanical properties including color and durability. The treated wood showed an improved performance with relation to the dimensional stability and durability. The measured mechanical properties did not show any significant decrease. Analytical models, based on the existing correlations between wood properties and process parameters, were assessed, thus allowing the control of the process.
Download PDF
Full Article
Thermo-vacuum Modification of spruce (Picea abies karst.) and fir (abies alba mill.) Wood
Ottaviano Allegretti,a,* Michele Brunetti,b Ignazia Cuccui,a Silvia Ferrari,a Michela Nocetti,b and Nasko Terziev c
The study presents results of the characterization of Norway spruce (Picea abies Karst.) and fir (Abies alba Mill.) wood thermally modified by TERMOVUOTO® technology at temperatures in the range of 160 to 220°C in vacuum conditions. Sixteen thermo-vacuum treatment tests were carried out using a pilot laboratory unit on 30-mm-thick spruce and fir boards in various combinations of the process parameters, i.e. temperature (T), duration (t), and pressure (p). The treated material was characterized to reveal the changes of the physical-mechanical properties including color and durability. The treated wood showed an improved performance with relation to the dimensional stability and durability. The measured mechanical properties did not show any significant decrease. Analytical models, based on the existing correlations between wood properties and process parameters, were assessed, thus allowing the control of the process.
Keywords: Color modification; Durability; Fir; Mass loss; Physical-mechanical properties; Spruce; Thermally modified wood; Thermo-vacuum method
Contact information: a: CNR- IVALSA, Timber and Trees Institute; Laboratory of wood drying, San Michele all’Adige ITALY; b: CNR- IVALSA, Timber and Trees Institute; Firenze ITALY; c: Swedish University of Agricultural Sciences, Department of Forest Products, Uppsala, Sweden; *Corresponding author:CNR-IVALSA, via Biasi 75, 38010 San Michele all’Adige (TN), ITALY, allegretti@ivalsa.cnr.it
INTRODUCTION
Thermal modification is a widely used industrial process applied for altering wood properties with a temperature higher than 160°C. Thermally modified (TM) wood has become common in the market worldwide under an increasing customer demand for new wood products (Militz 2005). TM wood is characterized by mass loss that is an indicator of thermal degradation, decreased hygroscopicity, and improved dimensional stability and durability. The color of TM wood is also changed to darker tones that fade away when the timber is exposed to outdoor conditions if not properly protected with a coating. The modification has diverse effects on wood strength, which, in general, decreases and thus the TM timber cannot be used in construction. The above mentioned features are well documented in the literature; recently a very comprehensive literature review by Esteves and Pereira (2009) on many aspects of wood thermal modification has been published.
The difference between the industrial TM processes is the medium in which the wood is treated, e.g. it could be steam, water, nitrogen, or oil. On-going research in the area is concentrated on finding the optimal treatment conditions that would improve some physical properties and durability but retain the wood strength.
The present study sheds light on a novel thermal modification process. TERMOVUOTO is a patented technology for thermal modification of wood in which oxygen inside the reactor is substituted by partial vacuum, and heating is provided by forced convection. A scarcity of data and information on thermo-vacuum modification process for wood was found in the literature. Some generic citations were found in Hill (2006), and a comparison of mass loss of wood that was treated at high temperatures under vacuum conditions was published by Giordano (1986). Physical and mechanical properties of some hardwood timbers treated under vacuum and high temperature have been reported by Wetzig et al. (2012).
The TERMOVUOTO system has been designed to combine an efficient vacuum drying process with a thermal treatment process. According to Hill’s classification, it is a dry process in an open system (Hill 2006). These conditions ensure high energy efficiency, less corrosion and rust problems, and, presumably, a lower rate of wood mass loss. The latter might be explained by the fact that the vacuum pump continuously removes from the reactor all volatile compounds that contribute to accelerated degradation of polysaccharides in the wood cell wall (Hill 2006).
This paper is focused on the results of thermo-vacuum treatment of Norway spruce (Picea abies Karst.) and fir (Abies alba Mill.) under various conditions. The objectives were to characterize the process and its efficiency, as well as to define the influence of the process parameters, i.e. temperature, duration, and pressure on wood properties and, consequently, to assess the algorithms for process control. Fir and particularly Norway spruce were selected because they are well studied with regard to thermal modification and thus provide some basis for comparison with the results of the others. Spruce and fir are two dominant wood species in Trentino region, Eastern Alps, Italy, characterized by low permeability and durability. The chance to involve these species in a value-adding processing is a strategic issue for the valorization of their timber through new products and end-uses.
EXPERIMENTAL
Materials
Timber of Norway spruce (Picea abies Karst.) and fir (Abies alba Mill.) used throughout the study was obtained from Val di Fiemme forest (average altitude of 1757 m above sea level), Trentino region, Italy. Both wood species had a density in the interval of 380 to 440 kg m-3. Each thermo-vacuum treatment was carried out on 50 boards with dimensions of 30 mm × 100 mm × 1000 mm, arranged in a treatment stack.
Thermo-Vacuum Plant and Treatments
The thermo-vacuum cylinder had an internal diameter of 1.7 m. It was initially a conventional vacuum kiln that was re-built to function at temperatures up to 250°C. The cylinder walls were heated by diathermic oil circulating between double layers of steel. Under vacuum, heat from the hot walls was convectionally transferred to wood by means of two high efficiency fans (diameter 500 mm) with external motors and a mechanical vacuum-proof and temperature-resistant transmission. The fan speed was proportional to the internal air pressure, ranging from 635 r min−1 at atmospheric pressure to a maximum speed of 1930 r min−1 at vacuum pressure of 200 mbar. A water ring type pump equipped with a heat exchanger provided the vacuum. The temperature of the oil, air, and wood core was measured by means of thermocouples. All process parameters were controlled and recorded by a computer.
The thermo-vacuum treatments were applied to boards dried to 0% moisture content (MC). The drying process from the initial MC was carried out at low temperature and vacuum conditions in the same cylinder where the thermo-vacuum treatment took place later. The final drying step was carried out at 100°C and a pressure not exceeding 250 mbar, thus corresponding to a water boiling temperature of 65°C. Each board was weighed after drying (at MC = 0%) and prior to the thermo-vacuum treatment.
A total of 16 thermo-vacuum treatments with various parameter combinations were performed (Table 1). An illustration considering only seven treatments is shown in Fig. 1. Each thermo-vacuum treatment consisted of:
- a heating phase from 100°C and up to the air temperature set value;
- a thermal treatment phase at constant air temperature and a defined duration;
- a cooling phase to decrease the wood temperature to 100°C.
The rate of temperature variation during heating and cooling was controlled and kept constant in all treatments. Due to the significant heating mass of the system, an oil-air heat exchanger unit assisted the cooling procedure. The parameters used for process control and as nominal values to characterize the treatment as well as for data processing were as follows:
- T (°C) – average air temperature during the treatment. The tested temperatures were in the range of 160 to 220°C;
- t (hours) – treatment duration at a given constant air temperature. The duration was measured from the moment when T became constant until the beginning of the cooling phase. The treatment duration varied between 0.75 and 18 h.
- p (mbar) – average vacuum pressure (the on-off control of the vacuum pump was set on p = 50 mbar). The pressure was kept constant during the entire treatment. Three pressures, namely 150, 210, and 350 mbar corresponding to water boiling temperatures between 53 and 73°C and theoretical concentration of oxygen between 2 to 7% were tested. However, the real oxygen concentration was probably lower because the airtight was rather low (20 mbar hour–[1]) and some loss of vacuum during the treatment was due to the production of gas from the wood (about 0.3 mbar hour-1)[2]. The on-off action of the vacuum pump evacuated the gas together with the residual oxygen that was gradually reduced.
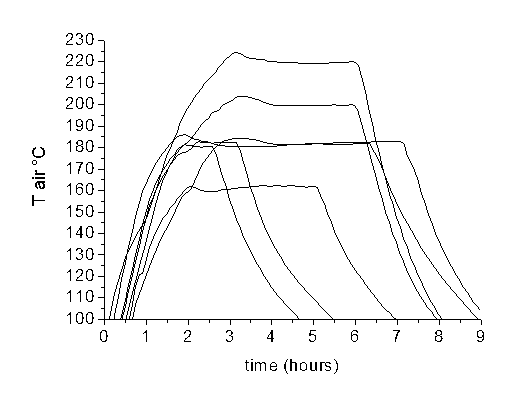
Fig. 1. Air temperature vs. time of seven thermo-vacuum treatments (T in the range 160 to 220°C, t in the range of 0.75 to 5 h)
Characterization Tests
After each thermo-vacuum treatment, three sawn boards of each spruce and fir from a different location of the stack were selected for characterization of the material. In order to minimize the wood variability, all wood properties were measured and compared by matched samples cut from the same board, which was initially sawn into two parts, i.e. treated and untreated control material.
Mass loss
Mass loss (ML) was determined by weighing the boards of the stack prior to the thermo-vacuum treatment (but after drying when the MC = 0%) and immediately after and is expressed in percent. Three boards were measured for each treatment.
EMC and ASE
Equilibrium moisture content (EMC) and radial-tangential swelling were measured on strictly radial-tangential oriented samples with dimensions of 20 mm × 20 mm × 40 mm according to the ISO standards 3130 (1975) and 4469 (1981). Fifteen samples were cut from each of the three spruce and fir treated and untreated boards (a total of 180 specimens for each treatment) and put in a climatic chamber at a temperature of 20°C and 65% relative humidity (RH). Samples swelling was measured and calculated in the two anatomical directions from the state of 0% MC to the nominal MC of 12%. The improved dimensional stability of the treated wood was indicated as ASE65% (Anti-Swelling Efficiency) which revealed the reduction of swelling of treated wood compared to that of untreated wood at the above mentioned climatic conditions.
Color
Color was measured using a MicroFlash 200D spectrophotometer (DataColor Int.) over an 18 mm diameter spot with a standard light source D65 at an observation angle of 10°. The measurements were performed on planed surfaces of the boards before and after the thermo-vacuum treatment. Three boards for each species were considered; the color measurements were carried out on board areas without defects. Fifteen measurements were collected for each board. Three-dimensional, L*, a*, and b* color space, recommended by the Commission Internationale de l’Eclairage (CIE), was used for color evaluation in which L* specifies the lightness in the range from black (0) to white (100), a* is red-green share, and b* is blue-yellow share; both a* and b* are positive/negative co-ordinates defining the hue and intensity of the color. Lightness change (ΔL*) and total color change (ΔE*) between treated and control samples were calculated with:
ΔL* = Ltreated*- Luntreated* (1)
ΔE* = (ΔL*2+ Δa*2+ Δb*2]1/2 (2)
Durability
Durability assessment of the treated and control samples against fungal attack by basidiomycetes was carried out according to the European standard EN 113 (1996). The samples were leached prior to the test according to the standard EN 84 (1989). Basidiomycetes used were three brown rot (Coniophora puteana BAM Ebw. 15, Gloeophyllum trabeum BAM Ebw. 109 and Postia placenta FPRL 280) and one white rot (Trametes versicolor CTB 863A) fungi. Criterion used for the classification of wood durability is given in the standard EN 350-1 (1994). The evaluation of the laboratory decay test is based on recorded mass decay (MD) after a fixed period of exposure (16 weeks). The assessment of wood durability was performed only on spruce and fir wood treated at 220°C within three combinations of time and initial MC, namely 4 h-0%, 2.5 h-0%, and 2.5 h-13.5%. Wood material treated at lower temperatures was not considered assuming that significant increase of wood durability occurs after heat treatments at temperatures above 200°C (Hakkou et al. 2006).
Mechanical properties
Twenty-five boards (13 of fir and 12 of spruce) were selected for mechanical characterization of the material. Each board was sectioned into three parts; two parts were treated at two ranges of temperature and time (160°C-15 h and 200°C-7 h), while the third part was kept untreated as control (a total of 150 specimens for each treatment and species were tested). Small, free of defects specimens were cut from both treated and untreated boards for determination of mechanical properties. The specimens were conditioned at 20±2°C and 65±5% RH until reaching constant weight; afterwards the dynamic modulus of elasticity (Edyn) was measured by means of the BING software developed by CIRAD (http://www.xylo-metry.org/en/softwares.html). The test is based on the measurement of the natural frequency of vibration after a short impact of the timber element and, combining with the length and the density of the specimen, it calculates the Edyn (Brancheriau and Baillères 2002). The ultimate strength in three points static bending test and in compression parallel to grain were measured according to the standards ISO 3133 (1975) and ISO 3787 (1976), respectively. After the mechanical tests, an additional specimen was sectioned from each board to measure the moisture content according to the standard ISO 3130 (1975).
The normality of the data distribution and the homogeneity of the variance were tested by Shapiro and Levene test, respectively. Differences of the measured mechanical properties between treated and untreated specimens were analyzed with a mixed model because of the non-independency of the observations (several observations on the same board), where the “treatment” was considered as fixed effect and the “board” as random effect.
The experiment design and all determined wood properties are shown in Table 1.
Table 1. Outline Of Process Parameters and Measured Wood Properties after 16 Thermo-Vacuum Treatments

RESULTS AND DISCUSSION
Mass Loss vs. Process Parameters
Mass loss (ML) of wood is related to its thermal degradation and appears to be the main indicator of the treatment intensity. ML caused by the thermo-vacuum treatments is plotted to the treatment parameters T (at constant t = 3 hours and p = 210 mbar), t (at constant T = 180° C and p = 210 mbar) and p (at constant t = 3 hours and T = 180° C) and shown in Fig. 2.
Both fir and spruce exhibited similar results. ML varied between 1% at 160°C to 6 to 7% at 220°C (Fig. 2a). Duration, in the considered range of 0.75 to 5 h, produced ML variation between 0.6 and 1.6% (Fig. 2b). Similar results were observed for spruce by Welzbacher et al. (2010) and Alen et al. (2002) in air and steam treatment conditions, respectively.
ML plotted versus T showed an exponential growth trend; ML vs. t demonstrated an asymptotic trend. Such trends are similar to these reported by other authors, e.g. Esteves and Pereira (2009) and Kim et al. (1998). Nevertheless, the effect of time seemed to be less pronounced during thermo-vacuum treatment: an asymptotic ML value was reached within a few hours. However, the effect of time was probably related to the timber thickness, and other factors involved made the data difficult to compare.
ML increased when vacuum decreased (Fig. 2c) with an exponential growth trend. This was an expected result because p influenced the oxygen concentration.

Fig. 2. Mass loss caused by the thermo-vacuum treatments versus process temperature (a), duration (b), and pressure (c). The continuous lines represent regression functions.
The three-dimensional analytical function shown in Fig. 3 represents a combina-tion of a hyperbola and an exponential function, which is proposed to calculate ML from T and t (at constant p = 210 ±15 mbar) as follows,
ML(T, t)= (a*exp(T/k)+b)*t/(c+t) (3)
where a = 0.00025, b = 0.8; k = 21.06, and c = 1.71 (chi2red. = 0.02, R2=0.99, valid for spruce and fir in the range 160 < T < 220°C; t < 5 h).
Color
Color coordinates as a function of ML are presented in Fig. 4. The results are similar for both studied species. The coordinate of lightness L* decreased from 80 to 40 as a function of the ML, thus indicating a darkening of the wood (Fig. 4a). The coordinate b* decreased slightly from 25 to 15 (towards blue color shade) while coordinate a* seemed to increase for ML by 3 to 4%, but then regained its initial value. Similar results were reported by Brischke et al. (2007) for spruce, heat-treated in a steam medium.
The absolute values of ΔL* and ΔE* were similar (Fig. 4b). This means that the greatest part of color variation was caused by lightness changes, and the effect of a* and b* coordinate changes was not significant. Similar results were reported by Gonzales-Pena and Hale (2009) for spruce treated in a nitrogen medium. However, for ML of 7%, ΔE values were higher in vacuum conditions (approximately 40) than in nitrogen (from 20 to 40). The curve became asymptotic at lower values of ML under thermo-vacuum treatments, but this might be due to lack of data for ML values above 7%.

Fig. 3. Three-dimensional rendering of mass loss vs. T and t at constant p
Apart from its aesthetical importance, color is a good indicator of the thermal modification intensity because it correlates well with ML and is a feature that can be measured quickly and at low cost.
ΔL* as a function of ML was fitted by the following exponential function:
ΔL*(ML)= a*(-e^(ML/k)+1) (4)
where a = -48.42 and k = -2.84 (chi2red. = 5.2; R2 = 0.97).

Fig. 4. L*, a*, and b* coordinates vs. ML (a) as well as ΔE and ΔL as functions of ML (b). Green symbols are coordinates of untreated samples. The continuous line represents regression function.
EMC and ASE
Figure 5 illustrates the relation between the measured EMC and ML. The trend was fitted by the exponential equation,
EMC(ML)= a*(-e^(EMC/k)+1) (5)
where a = 61.82 and k = -7.54 (chi2red. = 6.3; R2 = 0.93).

Fig. 5. Relationship between the equilibrium moisture content (EMC) and the mass loss (ML)
EMC and swelling results are reported in Table 2. The MLc and EMCc in Table 2 were calculated according to Eqs. 3 and 5, respectively. The reduction of swelling (in both directions) depends on the reduction of EMC. The values of reduction were similar to those calculated by Eq. 5, i.e. the equation is a useful tool for prediction of the swelling reduction. The results showed a larger reduction of swelling (ASE65%) in radial direction than in tangential direction. These results are in contrast with data found in the literature (e.g. Esteves and Pereira 2009). However, the variation of the βT/βR ratio (anisotropy ratio) is not statistically confirmed.
Table 2. Measured EMC and Swelling Data for Spruce and Fir*

* HT (T-t) means temperature (°C) and duration (h) of treatment. MLc and EMCc values are calculated by Eq. 3 and 5.
Durability
A summary of the thermo-vacuum modification effect on the wood mass decay caused by selected fungi and durability classes is shown in Table 3. Norway spruce and fir wood are both classified as slightly durable wood species, i.e. class 4 according to the standard EN 350-2 (1994). The evaluation of the treated wood durability was carried out according to the standard EN 113 (1996), which reflects somewhat better ground contact conditions than those receiving above-ground exposure. Such experimental design was imposed by the fact that no laboratory test mimics the above-ground conditions of exposure, and thus the decay risk assessed could be highly overestimated. Thermally modified wood in above-ground field test (according to ENV 12 037, 1996) showed no signs of decay after 5 years of exposure in Uppsala, Sweden (Terziev, unpublished data). Although difficult to compare, the obtained results in this study were similar to those mentioned in a comprehensive literature review by Esteves and Pereira (2009). The general conclusion is that the thermo-vacuum treated spruce and fir timber can be used in conditions of hazard class 3, i.e. above-ground exposure.
Mass decay caused by fungal activity was significantly reduced for the thermo-vacuum treated wood compared to the untreated controls (Table 3). The treated spruce wood demonstrated higher mass decay than fir but eventual distinction of the two species with regard to durability would be debatable. Growth of the brown rot fungus G. trabeum was totally suppressed; the mass loss was less than 2%. The thermal treatment improved the durability of both spruce and fir to class 1 (very durable) if exposed to this fungus.
The behaviour of treated wood exposed to the white (T. versicolor) and brown rot (C. puteana) fungus is characterized by high variation in the durability classes of individual samples. The most aggressive fungus on the thermo-vacuum treated wood was the brown rot P. placenta, which caused a mass decay in the range of 10 to 20% thus classifying the wood in classes 3 and 4. In this case the improved durability is insignificant. No clear distinction in the durability affected by the two treatment durations (2.5 and 4 h) could be found. This may mean that even a process temperature lower than 220°C and treatment duration shorter than 2.5 h would be sufficient to achieve similar durability.
Table 3. Results of Durability Tests on Spruce and Fir Wood*

* Samples were treated at 220°C under various combinations of duration and initial MC. MLc – mass loss caused by the thermo-vacuum treatment and estimated by Eq. 3; MD – average mass decay caused by the fungus; sd – standard deviation. The durability classes (D class) represent the variation among individual samples.
Mechanical Properties
The mechanical tests results of specimens conditioned at a temperature of 20°C and 65% RH are shown in Table 4. Both the dynamic modulus of elasticity measure-ments and the bending test values did not reveal any significant difference between the treated and untreated control specimens, neither for spruce nor for fir. On the contrary, the compression strength of treated material seemed to increase slightly compared to the controls: fir specimens showed significantly higher compression strength after both treatments tested, while spruce strength increased significantly only after the 200°C-7 h treatment.
Mechanical properties of thermally modified spruce, fir, and other softwoods under a wide range of conditions are available in the literature (Shi et al. 2007, Bekhta and Niemz 2003, Finnish ThermoWood Association handbook 2003). The results in this study were heterogeneous and reflected the various treatment conditions. Bending strength of TM wood is reported to vary up to 80% in the temperature range of 200 to 220°C and duration between 3 and 24 h. The variation of this property for the thermo-vacuum treated wood in the present study is significantly less. The results support the idea that significant amounts of the thermal degradation products, e.g. acetic acid, are evacuated out of the material by vacuum and thus, decreasing hemicelluloses destruction occurs. The above-mentioned must be confirmed by chemical analyses of the treated wood.
Table 4. Mechanical Properties Determined on Treated (Tr) and Untreated (Utr) Fir and Spruce Specimens

ns = not significant; * = significant at 95% level; ** = significant at 99% level; *** = significant at 99.9% level
MLc– mass loss calculated with Eq. 3; Edyn – dynamic modulus of elasticity; σb– bending strength; σc– compression strength; var%- property variation of treated compared to untreated wood.
CONCLUSIONS
- Thermo-vacuum modification treatments have been tested on Norway spruce and fir wood at temperatures between 160 and 220°C and durations between 0.75 and 18 h. The characteristics and behaviour of spruce and fir wood were similar with no significant differences revealed. The maximum measured mass loss caused by the treatments was 6.5%.
- An analytical model based on regression analysis for determination of mass loss by the process parameters T, t, and p and a consequent analytical model for the determination of color, EMC, and swelling reduction by the mass loss has been assessed.
- Durability testing showed that the efficiency of the thermal treatment at 220°C for 2.5 h is sufficient to improve the wood durability from class 4 to class 3. The most aggressive fungus on TM wood was the brown rot P. placenta, which is a typical degrading agent for wood in ground contact. P. placenta caused mass loss in the range of 10 to 20% and thus classifies the treated wood in class 3 and 4, i.e. very weak improvement compared to the untreated controls.
- Mechanical tests did not show any significant change in bending strength and stiffness; only the compression strength seemed to increase after the thermo-vacuum treatment. Such a constancy of mechanical properties seems to be different from what is observed and reported for other thermal treatment systems. A comprehensive comparison with other treatment systems is, however, a difficult task due to the heterogeneity of conditions and variables.
- The boards demonstrated good quality with no internal tension, deformations, and very few end- or pithchecks after the thermo-vacuum treatments.
- The studied properties of wood are uniform within the treatment stack. This means that the temperature in the cylinder is uniform and the heating convection under vacuum is efficient. Similar features were observed in a full-scale industrial plant.
- Another positive feature of the wood after the thermo-vacuum treatments was the total absence of odor, normally characterizing many other TM wood products. This is due to the action of the vacuum pump which removes volatile products during the process.
ACKNOWLEDGEMENTS
This project, including building of the laboratory plant, a set of developing tests, and part of the characterization tests reported in this study, was economically supported by PAT-Autonomous Province of Trento in the framework of the SOFIE project, Magnifica Comunità di Fiemme sawmill s.p.a. TN, CNR-IVALSA and WDE-Maspell.
REFERENCES CITED
Alen, R., Kotilainen, R., and Zaman, A. (2002). “Thermochemical behaviour of Norway spruce (Picea abies) at 180-225°C,” Wood Sci. Technol. 36, 163-171.
Bekhta, P., and Niemz, P. (2003). “Effect of high temperature on the change in color, dimensional stability and mechanical properties of spruce wood,” Holzforschung 57, 539-546.
Brancheriau, L., and Baillères, H. (2002). “Natural vibration analysis of clear wooden beams: A theoretical review,” Wood Sci. Technol. 36, 347-365.
Brischke, C., Welzbacher, C., Brandt, K., and Rapp A.O. (2007). “Quality control of thermally modified timber: Interrelationship between heat treatment intensities and CIE L* a* b* color data on homogenized wood samples,” Holzforschung 61, 19-22.
Esteves, B. M., and Pereira, H. M. (2009). “Wood modification by heat treatment: A review,” BioResources 4(1), 370-404.
European Committee for Standardization (1996). EN 113. “Wood preservatives. Test method for determining the protective effectiveness against wood destroying basidiomycetes. Determination of the toxic values.”
European Committee for Standardization (1989). EN 84. “Wood preservatives: Accelerated ageing of treated wood prior to biological testing: Leaching procedure.”
European Committee for Standardization (1994). EN 350-1, “Durability of wood and wood-based products – Natural durability of solid wood. Part 1: Guide to the principles of testing and classification of the natural durability of wood.”
European Committee for Standardization (1994). EN 350-2. “Durability of wood and wood-based products – Natural durability of solid wood. Part 2: Guide to natural durability and treatability of selected wood species of importance in Europe.”
European Committee for Standardization (1996). ENV 12037. “Wood preservatives – Field test method for determining the relative protective effectiveness of a wood preservative exposed out of ground contact – Horizontal lap-joint method.”
Finnish ThermoWood Association (2003). ThermoWood Handbook, Helsinki, Finland.
Giordano, G. (1986). “Tecnologia del legno,” UTET. Vol. I, 1140.
Gonzales-Peña, M., and Hale, M. (2009). “Color in thermally modified wood of beech, Norway spruce, and Scots pine. Part 1: color evolution and color changes,” Holzforschung 63, 385-393.
Hakkou, M., Petrissans, M., Gerardin, P., and Zoulalian, A. (2006). “Investigation of the reasons for fungal durability of heat-treated beech wood,” Polym Degrad Stab 9, 393-397.
Hill, C., (2006). Wood Modification-Chemical, Thermal and Other Processes, Wiley Series in Renewable Resources, John Wiley & Sons, Ltd.
ISO 3130 (1975). “Wood-Determination of moisture content for physical and mechanical tests.”
ISO 3133 (1975). “Wood-Determination of ultimate strength in static bending.”
ISO 3787 (1976). “Wood-Test methods-Determination of ultimate stress in compression parallel to grain.”
ISO 4469 (1981). “Wood-Determination of radial and tangential shrinkage.”
Kim, G., Yun, K., and Kim, J. (1998). “Effect of thermal treatment on the chemical composition and mechanical properties of birch and aspen,” BioResources 3(2), 517-391.
Militz, H. (2005), Preface of The second European Conference on Wood Modification, in Proceedings for the 2nd European conference on wood modification, October 6-7 2005, Gottingen, Germany.
Shi, J. L., Kocaefe, D. and Zhang, J. (2007). “Mechanical behavior of Québec wood species heat-treated using ThermoWood process,” Holz Roh Werkst 65, 255-259.
Welzbacher, C., Meyer, L. and Brischke, C. (2010). “Prediction of flooring-relevant properties based on color values of thermally modified timber (TMT),” In: Proceedings for the 5th European Conference on Wood Modification, September 20-21 2010, Riga, Latvia.
Wetzig, M., Sieverts, T., Bergemann, H., and Niemz, P. (2012). “Mechanische und physikalische Eigenschaften von mit dem Vakuumpress-Trocknungsverfahren thermisch behandeltem Holz,” Bauphysik 34, 1-10.
Article submitted: April 28, 2012; Peer review completed: June 10, 2012; Revised version received and accepted: June 15, 2012; Published: June 26, 2012.