
Abstract
To develop construction and building materials from low-quality fast-growing wood, poplar laminated veneer lumber composites reinforced by E-glass fiber cloths (GFC) were prepared with phenol-formaldehyde adhesives. The GFCs were modified with γ-aminopropyltriethoxysilane solution (concentration: 0.8%, 1.3%, and 1.8%). Between each veneer, 260, 330, or 400 g/m2 adhesives were spread on one or both sides of veneers. The composites were hot-pressed under different temperatures (130, 145, and 160 °C) and gauge pressures (0.7, 1.2, and 1.7 MPa). The GFC dosages and positions in composites were varied. To evaluate the effects of variables on composites, analytical methods included the contact angle, scanning electron microscopy, and physical-mechanical measurements (flexural strength, flexural modulus, horizontal shear strength, internal bond strength, thickness swelling, and dip peel). The results showed that γ-aminopropyltriethoxysilane made GFC more hydrophilic and compatible with adhesives, enhancing their interfacial adhesion. Considering most of the physical-mechanical and interfacial properties, the optimum parameters for preparing composites were determined to be 1.3% (γ-aminopropyltriethoxysilane), 330 g/m2 (adhesive, double-sided gluing), 160 °C (temperature), and 1.2 MPa (pressure). Varying GFC dosages and positions in composites had positive or negative effects on different physical-mechanical properties. Models were developed to correlate flexural data with GFC dosages and positions.
Download PDF
Full Article
Using Surface Modified E-Glass Fiber Cloths to Enhance Poplar Laminated Veneer Lumber Composites: Effects of Modification Conditions, Gluing Processes, Hot-Pressing Parameters, and Assembly Patterns on Physical-mechanical and Interfacial Properties
Wei Song,a,b,c Zhengdong Xu,a and Shuangbao Zhang a,b,c,*
To develop construction and building materials from low-quality fast-growing wood, poplar laminated veneer lumber composites reinforced by E-glass fiber cloths (GFC) were prepared with phenol-formaldehyde adhesives. The GFCs were modified with γ-aminopropyltriethoxysilane solution (concentration: 0.8%, 1.3%, and 1.8%). Between each veneer, 260, 330, or 400 g/m2 adhesives were spread on one or both sides of veneers. The composites were hot-pressed under different temperatures (130, 145, and 160 °C) and gauge pressures (0.7, 1.2, and 1.7 MPa). The GFC dosages and positions in composites were varied. To evaluate the effects of variables on composites, analytical methods included the contact angle, scanning electron microscopy, and physical-mechanical measurements (flexural strength, flexural modulus, horizontal shear strength, internal bond strength, thickness swelling, and dip peel). The results showed that γ-aminopropyltriethoxysilane made GFC more hydrophilic and compatible with adhesives, enhancing their interfacial adhesion. Considering most of the physical-mechanical and interfacial properties, the optimum parameters for preparing composites were determined to be 1.3% (γ-aminopropyltriethoxysilane), 330 g/m2 (adhesive, double-sided gluing), 160 °C (temperature), and 1.2 MPa (pressure). Varying GFC dosages and positions in composites had positive or negative effects on different physical-mechanical properties. Models were developed to correlate flexural data with GFC dosages and positions.
Keywords: Laminated veneer lumber; Phenol-formaldehyde resin; E-Glass fiber cloth; Silane surface modification; Gluing process; Hot-pressing parameter; Assembly pattern; Surface wettability; Interfacial adhesion; Physical-mechanical properties
Contact information: a: Beijing Key Laboratory of Wood Science and Engineering, Beijing Forestry University, Beijing 100083, China; b: MOE Key Laboratory of Wooden Material Science and Application, Beijing Forestry University, Beijing 100083, China; c: MOE Engineering Research Center of Forestry Biomass Materials and Bioenergy, Beijing Forestry University, Beijing 100083, China;
* Corresponding author: shuangbaozhangj5@163.com
INTRODUCTION
Laminated veneer lumber (LVL) is a timber-like product that is generally constructed from layered wood veneer composites and synthetic resins. Considering the aesthetic beauty of the natural wood, LVL technology encourages the extensive usage of timber (Pangh and Doosthoseini 2017). Glues based on urea-formaldehyde resins and phenol-formaldehyde resins are commonly used (Gaff et al. 2016). Laminated veneer lumber was first used to make airplane propellers and other high-strength aircraft parts during World War II, and after the mid-1970s it attracted considerable interest for building applications; for example, LVL has been used structurally for several years in North America and in many European countries (Peker et al. 2015). Laminated veneer lumber possesses various advantages over conventional solid wood, such as increased dimensional stability, greater mechanical strength and stiffness, improved stress distributing properties, reduced processing cost, and availability in larger sizes (Perçin 2016). Because of its excellent performance properties, LVL is a high-quality product that has been used in both non-structural and structural applications, such as the flooring industry, the furniture industry, and packaging and construction (Wang et al. 2015; Jin et al. 2016).
The production process of LVL is very similar to that of plywood composite boards. In fact, the only distinguishing difference between LVL and plywood is the orientation of the veneers. In LVL panels, the grain direction of all veneer layers is the same; whereas for the plywood boards, the grain direction in each layer can be varied (Cui et al. 2016; Nguyen et al. 2016; Pangh and Doosthoseini 2017). The treatment methods and production processes of LVL have been reported by some researchers. For example, Ayrilmis et al. (2009) measured the wettability of fire retardant-treated LVL manufactured from the veneers dried at different temperatures. Kurt (2010) evaluated the suitability of three hybrid poplar clones for LVL manufacturing using melamine-urea-formaldehyde adhesives. Kurt and Cil (2012a, b) investigated the effects of the press pressure on the glue line thickness and the properties of LVL glued with different adhesives. Kurt et al. (2011) examined the effects of pressure duration on the physical, mechanical, and combustibility characteristics of LVL made with the hybrid poplar clones. Pangh and Doosthoseini (2017) optimized the press time and the properties of the LVL panels by means of a punching technique. Peker et al. (2015) determined the effects of steaming, drying temperature, and adhesive type on the static bending properties of LVL made of Picea orientalis and Abies nordmanniana veneers. Şahin Kol et al. (2010) checked the effects of some impregnation chemicals on the combustion characteristics of LVL produced with the oak and poplar veneers. Uysal et al. (2009) surveyed the thermal conductivity of LVL bonded with various adhesives and impregnated with various chemicals.
Unlike sawn timber, LVL can be produced in any size and length (depending on the dimensions of the press machine), and it offers the advantages of higher reliability (which can be achieved through the process of defect removals), higher dimensional stability, and higher strength properties in certain directions (Pangh and Doosthoseini 2017). Test methods and physical-mechanical properties of LVL were investigated by some researchers. For example, Bal and Bekta (2012a,b) reported the effects of the wood species, load direction, and adhesives on the impact and bending properties of LVL. Burdurlu et al. (2007) described the effects of ply organization and loading direction on the bending strength and modulus of elasticity in LVL obtained from beech (Fagus orientalis Lipsky) and Lombardy poplar (Populus nigra L.). Gaff et al. (2016) tested the tensile-shear strength of the glued line of LVL. Hu and Xue (2013) analyzed the nondestructive testing for the mechanical properties of LVL at different relative humidities based on fuzzy and classical mathematics. Kılıç (2011) assessed the effects of the force loading direction on the bending strength and modulus of elasticity in LVL. Xue and Hu (2012) performed mechanical properties analysis and the reliability assessment of LVL having different patterns of assembly. Xue and Hu (2013) explored the microstructure and mechanical properties of LVL. Zhou et al. (2013) carried out the acoustic testing and sorting of the Chinese poplar logs for structural LVL products. Zhu and Liu (2014) detected and located the defects in LVL by wavelet package analysis.
In general, the cost of fast-growing tree species, such as poplar, poplar clones, and some conifers, is very low, and the harvesting time of these species is also short; thus, these species have been widely used in the production of veneer composites such as LVL and plywoods; however, the composites produced from these species usually have inferior mechanical properties compared with the same products produced from slow-growing trees (Yuan et al. 2014; Bal et al. 2015; Fang et al. 2016a; Wang and Lyu 2017). Reinforcing technology is a feasible and effective method for improving the mechanical properties of LVL made of low-quality fast-growing wood, and reinforced LVL is an alternative to high-quality solid wood timber (Wang et al. 2015). Over the years, some LVL reinforcement methods have been proposed, such as veneer densification, veneer impregnation with polymers, mixing high-density hardwood and bamboo, and fiber reinforcing materials; fiber reinforcing material technology has been applied to a wide range of timbers and glulams (Wei et al. 2013). For example, Han et al. (2016) reported the interfacial adhesion and damping characteristics of LVL intercalated with the rubber sheets. Özkaya et al. (2015) focused on the potential use of waste marble powder as adhesive fillers in LVL manufacture. Perçin (2016) determined the screw withdrawal strength of heat-treated and carbon fiber-reinforced LVL. Perçin and Altunok (2016) examined some physical and mechanical properties of LVL reinforced with carbon fiber using heat-treated beech veneer. Wang et al. (2011) reinforced LVL with ramie fibre. Wei et al. (2013) modeled and predicted the mechanical properties of poplar LVL modified by a carbon fiber-reinforced polymer.
Laufenberg et al. (1984) analyzed the economic feasibility of synthetic fiber-reinforced LVL, and the evaluation indicated that there were great advantages in using glass fibers to reinforce LVL. They pointed out that the least costly of the reinforcements is an E-glass/phenol-formaldehyde resin composite. In recent years, lots of fascinating work has been done on reinforcing LVL with glass fibers. For example, Bal (2014a,b) and Bal and Özyurt (2015) reported on physical and mechanical properties of LVL reinforced with woven glass fibers. Lee and Hong (2016) evaluated the bending strength performance of glass fiber cloth-reinforced cylindrical LVL. Meekum and Mingmongkol (2010, 2012) investigated the processing parameters and durability of LVL reinforced with woven fiber glass. Wang et al. (2015) compared the mechanical properties of LVL reinforced with a carbon fiber-reinforced polymer sheet, a glass fiber-reinforced polymer mesh, and a composite of the two materials. Yanagawa et al. (1995a,b) researched the production and properties of glass fiber net-reinforced LVL manufactured by a continuous steam-injection press. Zhang and Hu (2010a,b) analyzed the correlations between the dynamic Young’s modulus and the static modulus of elasticity of LVL reinforced with multilayer fiberglass mesh, and revealed a linear relationship between the dynamic Young’s modulus and the modulus of rupture of LVL reinforced with a monolayer fiberglass mesh.
Although some fruitful research on glass fiber reinforcement for LVL has been conducted, there are a few remaining untouched problems to be explored. The first problem is the surface modification of glass fibers. It is well documented that interfacial adhesion plays a crucial role in determining the mechanical properties of composites (Luo et al. 2014). Wang et al. (2015) reported that glass fibers had a low surface activity, which can deteriorate the bonding performance of LVL, thus decreasing the mechanical properties. Song et al. (2015) and Yin et al. (2016) pointed out that fiber surface modification can be used to enhance the compatibility between the reinforcement materials and the matrix. Recently, silane has been used by some researchers, such as Bal (2014b) and Wang et al. (2015), to treat glass fibers before using them to enhance LVL. However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of silane modification conditions on various properties of glass fiber-reinforced LVL. The second problem is the hot-pressing processes for reinforced LVL. Kurt and Cil (2012b) remarked that hot-pressing was one of the primary factors in the manufacture of LVL that affected the strength and quality of the bond line. They also mentioned that heat, pressure, and moisture content were the three main parameters governing the mechanisms involved in hot-pressing. Typically, these parameters are related to the gluing procedure, hot-pressing temperature, and hot-pressing pressure. When fabricating glass fiber-reinforced LVL or plywoods with phenol-formaldehyde resin adhesives, the different gluing and hot-pressing processes have been used (Zhang and Hu 2010a,b; Bal 2014a,b; Bal et al. 2015; Wang et al. 2015). However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of these factors on various properties of glass fiber-reinforced LVL. The third problem is the assembly pattern of reinforced LVL. Some reports indicated that the properties of fiber-reinforced veneer composites were affected by the reinforcing fiber dosage and position in composites (Zhang and Hu 2010a,b; Wei et al. 2013; Bal and Özyurt 2015; Bal et al. 2015; Wang et al. 2015; Hou et al. 2017). However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of glass fiber dosage and position on the various properties of glass fiber-reinforced LVL.
In this study, 9-ply poplar LVL was prepared using phenol-formaldehyde resin adhesives. Silane surface modified E-glass fibers were employed to enhance the LVL. The reinforced LVL composites were manufactured under varied modification conditions, gluing processes, hot-pressing parameters, and assembly patterns. Surface wettability, microscopic morphologies, and physical-mechanical properties were characterized to evaluate the composites. This paper reports the effects of the four factors on these properties of the composites, and the results could provide some new insights for developing construction and building materials made from low-quality fast-growing wood.
EXPERIMENTAL
Materials
The poplar veneers (species: Populus euramericana cv. ‘I-214’; dimensions: 400 × 400 × 1.8 mm3; moisture content: 6% to 8%) were purchased from a plantation (Langfang, Hebei Province, China).
The phenol-formaldehyde resin adhesives (specific gravity at 25 °C: 1.195 to 1.205; solid content: 42.5% to 44.5%; pH at 25 °C: 12 to 14; viscosity at 25 °C: 60 cP to 100 cP) were purchased from Dynea Chemical Industrial Co. Ltd. (Beijing, China).
The E-glass fiber cloths (GFC) (type: alkali-free glass; density: 2.54 g/cm3; tensile strength: 3.430 GPa; tensile modulus: 73 GPa; thickness: 100 μm to 200 μm) were purchased from United Sanniu Glass Fiber Products Co. Ltd. (Beijing, China).
The surface modifier γ-aminopropyltriethoxysilane (APTES) (density: 0.944 g/cm3 to 0.950 g/cm3 at 20 °C; purity: ≥ 97.0%) was purchased from Union Silicon Chemical Co., Ltd. (Nanjing, Jiangsu Province, China).
Preparation of Surface Modified GFC Reinforced LVL Composites
Modification conditions of GFC
The GFC was soaked in the APTES aqueous solution (APTES concentration: 0.0% to 1.8% by weight) for 10 min, then oven-dried at 120 °C for 15 min.
Assembly patterns of composites
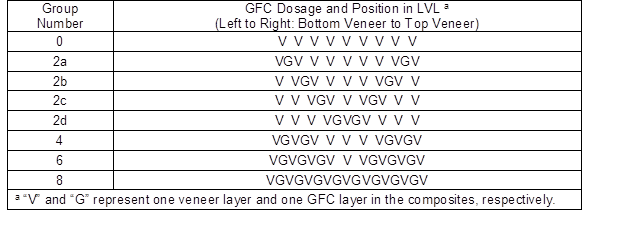
The adhesives (without further adding any filler) were manually spread by a brush on the veneers, and nine layers of glued veneers were laid face-to-face and back-to-back. For each adjacent two veneers, their grain directions were parallel to each other. The surface modified GFC was positioned at certain glue lines of the composites, symmetrically at the two sides of the composites. As shown in Table 1, eight assembly patterns were used.
Table 1. The Eight Assembly Patterns of LVL Composites
Gluing processes of veneers
In the LVL composites, between each veneer, the adhesive dosage ranged from 250 g/m2 to 400 g/m2. Between each veneer, the glue was applied using two methods. The first method was single-sided gluing, in which the 250 g/m2 to 400 g/m2 adhesives were spread totally on one veneer. The second method was double-sided gluing, in which the 250 g/m2 to 400 g/m2 adhesives were divided equally into two parts, and spread respectively on the two veneers.
Hot-pressing parameters of composites
The composites were hot-pressed at 130 °C to 160 °C for 27 min, under a gauge pressure of 0.7 MPa to 1.7 MPa.
The thickness of the obtained boards was within 14 mm to 17 mm; thus the ratio of the hot-pressing time to the thickness was about 1.6 min/mm to 1.9 min/mm. When using the phenol-formaldehyde resin adhesives to prepare LVL, some researchers have used similar hot-pressing time levels, such as 1.6 min/mm (Xue and Hu 2012; Hu and Xue 2013; Xue and Hu 2013) and 1.9 min/mm (Zhou et al. 2013).
Experimental designs for preparing composites
The composites were prepared according to the single-factor experiments shown in Table 2 and the Taguchi experiments shown in Table 3.
Analytical Methods
Surface wettability of GFC and veneers
The water contact angle data of the GFC and veneers were measured by an OCAH200 contact angle meter (DataPhysics Instruments GmbH, Filderstadt, Baden-Württemberg, Germany).
Table 2. The Single-factor Experiments for Preparing Composites: Levels of Six Independent Variables
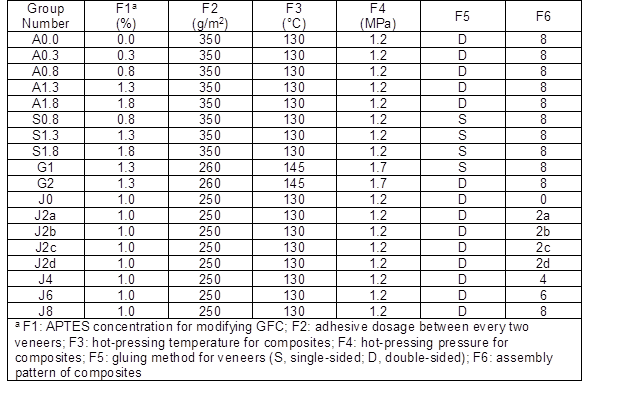
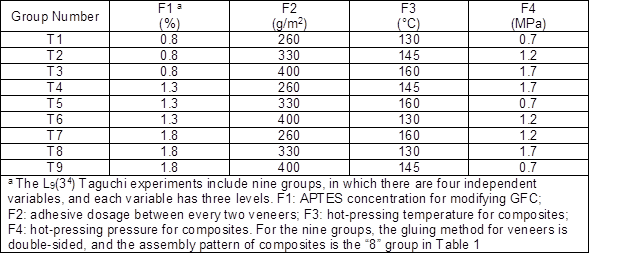
Table 3. The L9(34) Taguchi Experiments for Preparing Composites: Levels of Four Independent Variables
Physical-mechanical properties of composites
The flexural strength (MOR), flexural modulus (MOE), internal bond strength (IBS), thickness swelling (THS), and dip peel (DPL) of the composites were measured according to the Chinese national standard GB/T 17657 (2013). The horizontal shear strength (HSS) of the composites was measured according to the Chinese national standard GB/T 20241 (2006). The dimension of samples was 350 × 50 × thickness mm3 (for the MOR and MOE tests), 90 × 40 × thickness mm3 (for the HSS tests), 50 × 50 × thickness mm3 (for the IBS and THS tests), and 75 × 75 × thickness mm3 (for the DPL tests). The MOR and MOE were measured by a three-point flexural test. The THS was measured after the composites were soaked in 20 °C water for 24 h. The DPL of the glue lines was measured after the composites were soaked in boiling water for 4 h, oven-dried at 63 °C for 20 h, soaked in boiling water for 4 h, and oven-dried at 63 °C for 3 h. All the measurements were repeated nine times. The mechanical measurements were performed using an MWW-50 universal mechanical testing machine (Tayasaf Corporation, Beijing, China), with the load perpendicular to the glue line.
Microscopic morphologies of GFC and adhesive-bonded joints of composites
The microscopic images of GFCs and the microscopic images of tensile fracture surfaces of the composites after the IBS tests were taken by an S-3400N scanning electron microscope (SEM) (Hitachi, Tokyo, Japan), with an acceleration voltage of 10 kV. Prior to the observation, the samples were sputter-coated with gold.
RESULTS AND DISCUSSION
Effects of APTES Modification Conditions on Properties of GFC Reinforced Composites
Effects of APTES modification on surface wettability of GFC
Figure 1 shows the water contact angle data of the GFC. The initial angle value of the untreated GFC was almost 110°, but that of the modified GFC was below 90°. When the time increased, the angle value of the untreated GFC decreased slightly, but that of the modified GFC decreased noticeably. When the time reached 51 s, the angle value of the untreated GFC decreased only about 10° and was around 100°, but that of the modified GFC decreased by almost 30° and was below 60°. Chu et al. (2016) explained that the decrease of the water contact angle value was primarily due to the interaction between the water and the material surfaces, and it changed with the absorption of the water droplets by the materials and the decrease in the volume of the water droplets over time.
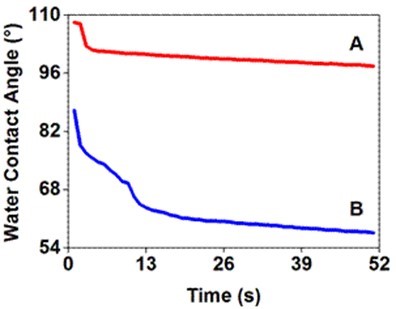
Fig. 1. Water contact angle data of (A) untreated GFC and (B) the 0.3% APTES-modified GFC
Notsu et al. (2005) pointed out that a water contact angle value higher and lower than 90° corresponded to hydrophobic and hydrophilic surfaces, respectively. This indicated that the untreated GFC was hydrophobic, but the modified GFC was hydrophilic. Ayrilmis et al. (2009) remarked that the decrease of the water contact angle value could be interpreted as an increase of the hydrophilicity. Choi et al. (2010) found that the silane treatment increased the surface free energies of the inorganic fibers. Han et al. (2016) noted that the silane treatment for the hydrophobic reinforcement materials could lead to better interfacial adhesion with hydrophilic substrates.
Kim et al. (2014) discussed the reaction mechanism between the silane aqueous solution and the glass fibers. They noted that silane could be hydrolyzed into silanol, and grafted onto glass fibers, through dehydration condensation between O-H groups of silanol and O-H groups of glass fibers. Song et al. (2017) analyzed the reaction mechanism between silane and eucalyptus veneers, and mentioned that there was also dehydration condensation between the O-H groups of the silanols. According to the above analyses, the reaction between the APTES solution and the GFC is described in Fig. 2.
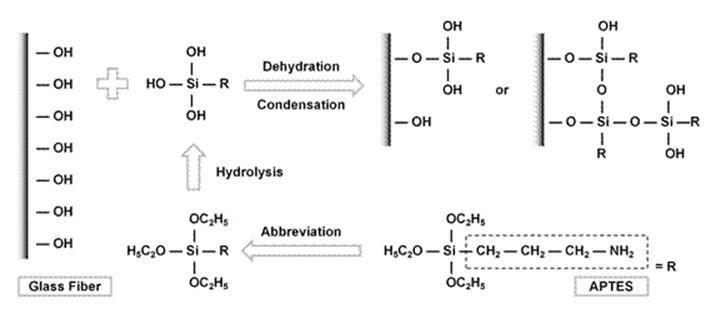
Fig. 2. The schematic diagram of the reaction between the APTES solution and GFC
Effects of APTES concentration on interfacial adhesion between GFC and adhesives
Figures 3a and 3b show the SEM images of untreated GFCs. As illustrated, GFCs had smooth surfaces. Luo et al. (2014) and Daud et al. (2017) point out that the rough surfaces of the reinforcement fibers could lead to a large surface area, which could increase the chance of the interlocking with the matrix and improve the stress transfer capacity from the matrix to the fiber, thus enhancing the interfacial adhesion and mechanical properties of fiber-reinforced composites. Therefore, the smooth surface of the GFC might be not good for interfacial adhesion with the adhesives, and adding the GFC might decrease the IBS of the LVL composites.
Figures 3c and 3d show the SEM images of the tensile fracture surfaces of the composites A0.0, where the GFC was modified with 0.0% APTES. As illustrated, there were almost no adhesives adhering on the GFC, reflecting the weak interfacial adhesion between the GFC and the adhesives. This might be because there was a low compatibility between the two phases. For example, Hashim et al. (2011) mentioned that the phenol-formaldehyde resin was hydrophilic. However, the results in Fig. 1 indicate that the GFC was hydrophobic.
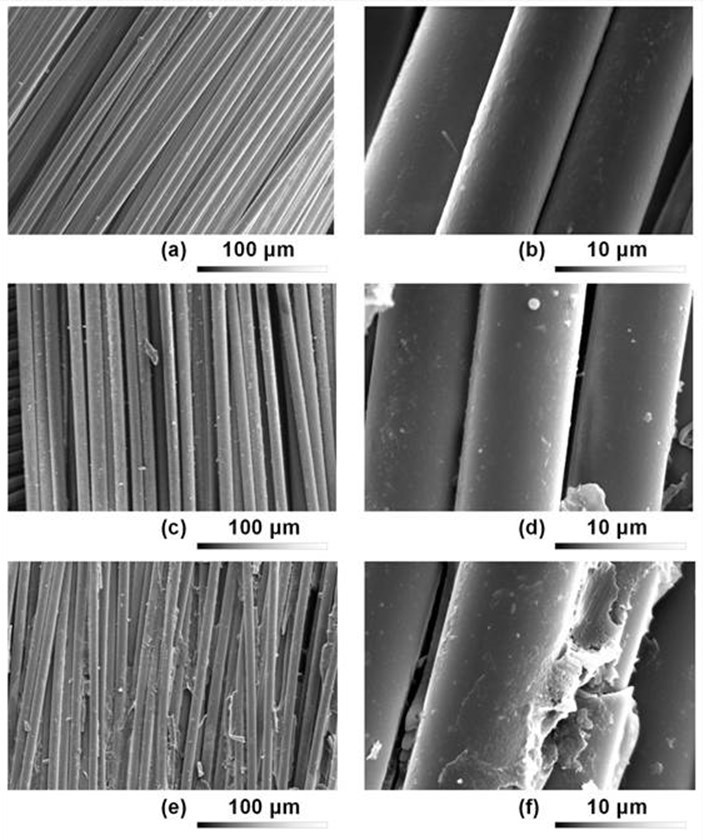
Fig. 3. The SEM images of (a and b) untreated GFCs and the tensile fracture surfaces of the composites (c and d) A0.0 and (e and f) A0.3. The magnification for (a, c, and e) is 500, and that for (b, d, and f) is 5000
Figures 3e and 3f show the SEM images of the tensile fracture surfaces of the composites A0.3, where the GFC was modified with 0.3% APTES. As illustrated, the amount of the adhesive adhering on the GFC increased, compared with that in Figs. 3c and 3d, reflecting the enhanced interfacial adhesion between the GFC and the adhesives. The Fig. 1 results indicated that the APTES modification made the GFC more hydrophilic, which might enhance the compatibility with the hydrophilic phenol-formaldehyde resin adhesives.
Effects of the silane treatment on the interfacial adhesion of the composites have been reported in some earlier studies. For example, Suresh and Jayakumari (2015) noted that silane-treated glass fibers had a better interaction with the thermosetting resin. Rot et al. (1999) mentioned that silane-treated glass fibers could couple to the matrix resin via one or more reactive groups.
Luo et al. (2014) pointed out that the silane treatment could introduce a strong chemical reaction between the reinforcement fibers and the matrix, due to the presence of reactive additives in the silane. Using the Fourier transform infrared spectra, they revealed that silane solution soaking introduced large amounts of reactive groups such as amino groups onto the surfaces of the reinforcement fibers. These groups on the treated fibers could react with reactive groups such as hydroxyl groups on the matrix surfaces. The chemical reaction could result in strong chemical bonds between the fibers and the matrix and noticeably increase the interfacial adhesion.
Figure 4 shows the SEM images of the tensile fracture surfaces of the composites A0.8, A1.3, and A1.8, where the GFC was modified with 0.8%, 1.3%, and 1.8% APTES, respectively. As illustrated, the amount of adhesive adhering on the GFC increased, compared with that in Fig. 3. In the A0.8 group, many glass fibers were encapsulated by adhesives.
In the A1.3 group, most of the fibers were encapsulated by adhesives, and the adhesives were continuous between these fibers. Luo et al. (2014) pointed out that a high silane solution concentration for treating the reinforcement fibers could ensure the presence of a sufficient amount of silane, which could allow extensive chemical interactions between the fibers and the matrix, leading to enhanced interfacial adhesion. However, in the A1.8 group, the amount of adhesive adhering on the GFC did not increase noticeably, and seemed to be decreasing slightly, compared with that in the A1.3 group. Luo et al. (2014) noted that a higher-than-optimal silane solution concentration used in treating the reinforcement fibers might lead to the existence of a thick film on the fiber surfaces, which could act as a barrier between the fibers and the matrix to reduce chemical interactions between them, resulting in weak interfacial adhesion. According to the results shown in Fig. 4, the optimum APTES concentration for the interfacial adhesion between the GFC and the adhesives was determined to be 1.3%.
The effects of the silane concentration on the interfacial adhesion of the composites have been reported in previous research. For example, Luo et al. (2014) observed the tensile fracture surfaces of the fiber-reinforced polylactide composites, in which the reinforcement fibers were treated with silane solution (silane concentration: 12% and 16% by weight).
In the untreated group, there were large cracks located at the fiber-matrix interfaces, reflecting the poor fiber-matrix bonding. In the 12% group, no crevices at the interfaces were observed, while the fractured fibers were seen. Moreover, the pulled-out fiber surfaces showed some polylactide residue. These phenomena suggested that the interfacial bonding between the treated fibers and the matrix, which originated from the chemical reaction occurring at the fiber-matrix interfaces, was much stronger in comparison with the untreated group. However, in the 16% group, there was less polylactide adhering on the surfaces of the treated fibers, indicating that the higher-than-optimal silane concentration resulted in the weak interfacial adhesion for the composites.
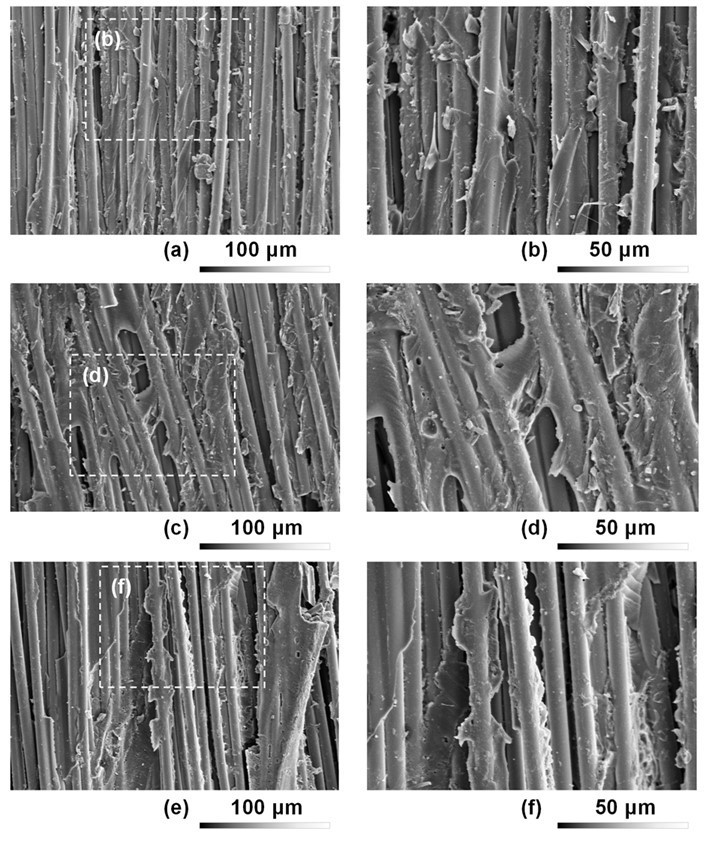
Fig. 4. The SEM images of the tensile fracture surfaces of the composites (a and b) A0.8, (c and d) A1.3, and (e and f) A1.8. The magnification for (a, c, and e) is 500, and that for (b, d, and f) is 1000
Effects of APTES concentration on physical-mechanical properties of composites
As shown in Table 4, the mechanical properties of the composites were affected by the varied APTES concentrations. In the 0.8% group, the MOR, MOE, HSS, and IBS values were 93.51 MPa, 8.75 GPa, 7.42 MPa, and 0.70 MPa, respectively. From 0.8% to 1.3%, the MOR, MOE, and HSS values increased by 22.05%, 4.66%, and 17.92%, respectively; the IBS decreased by 4.82%. From 1.3% to 1.8%, the MOE value increased by 0.98%; the MOR, HSS, and IBS values decreased by 5.62%, 2.99%, and 8.32%, respectively. Overall, raising the APTES concentration had both positive and negative effects on the mechanical properties. For example, raising the APTES concentration increased the MOE value, decreased the IBS value, and made the MOR and HSS values first increase then decrease. Luo et al. (2014) pointed out that interfacial adhesion played a crucial role in determining the mechanical properties of the composites, and good interfacial adhesion meant an effective force transfer from the matrix to the fibers, which could result in desirable mechanical properties. The effects of the APTES concentration on the interfacial adhesion were already explained when analyzing the Fig. 4 results. Moreover, Han et al. (2016) noted that excessive silane could also lead to a plasticization effect, which could deteriorate the mechanical properties of the composites.
Table 4. Properties of Composites under Varied APTES Concentrations (A Main Effect Analysis for the Taguchi Experiments of Table 3)
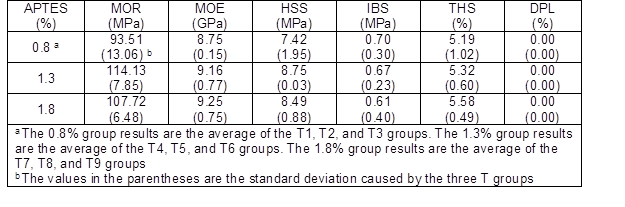
As shown in Table 4, some physical properties of the composites were affected by the varied APTES concentrations. In the 0.8% group, the THS value was 5.19%. From 0.8% to 1.3%, the THS value increased by 2.59%. From 1.3% to 1.8%, the THS value increased by 4.90%. Overall, raising the APTES concentration deteriorated the dimensional stability of the composites. The results in Fig. 1 indicated that the APTES modification increased the hydrophilicity of the GFC. A higher APTES concentration might enhance the water adsorption of the composites, thus increasing the THS value. Unlike the THS, when the APTES ranged from 0.8% to 1.8%, the DPL value remained at 0.00%, indicating that the glue lines had desirable water-resistance.
The effects of the silane concentration on the physical-mechanical properties of composites were reported earlier. For example, Luo et al. (2014) prepared fiber-reinforced polylactide composites, in which the reinforcement fibers were treated with silane solution (silane concentration: 8%, 12%, and 16% by weight). They found that 12% silane created the highest flexural and tensile properties. Han et al. (2016) used polyaryl polymethylene isocyanate resin adhesives to manufacture LVL intercalated with rubber sheets. They used 3%, 6%, 9%, and 12% silane (based on the resin content) to treat the adhesives, and found that 9% silane created the highest MOR, MOE, and shear strength values.
Silane treatment for glass fiber reinforcement for the LVL was reported by some researchers. For example, Bal (2014b) used silane-treated woven glass fibers to enhance the LVL, but the silane dosage was not mentioned. Meekum and Mingmongkol (2010, 2012) prepared LVL reinforced with woven fiber glass, and Meekum and Wangkheeree (2016) manufactured lightweight sandwich structure engineered wood reinforced with fiber glass, but silane was added into the epoxy resin adhesives. Wang et al. (2015) employed silane solution (silane concentration: 2% by weight) to treat the carbon fiber-reinforced polymer sheets and glass fiber-reinforced polymer meshes for enhancing the LVL. However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of the silane solution concentration on the physical-mechanical properties of the glass fiber-reinforced LVL.
According to the Table 4 data, when the APTES concentration ranged from 0.8% to 1.8%, the coefficient of variation values for the MOR, MOE, HSS, IBS, THS, and DPL values were 10.04%, 2.93%, 8.57%, 6.83%, 3.75%, and 0.00%, respectively. This indicated that the MOR was the most sensitive to the variation of the APTES concentration. The highest MOR, MOE, HSS, and IBS values, and the lowest THS value were observed in the 1.3%, 1.8%, 1.3%, 0.8%, and 0.8% groups, respectively. In the China national standard GB/T 20241 (2006), the MOR, MOE, and HSS are required properties for the LVL. Therefore, the optimum APTES concentration was determined to be 1.3%.
Effects of Gluing Processes on Properties of GFC Reinforced LVL Composites
Effects of gluing methods on interfacial adhesion between GFC and adhesives
Figure 5 shows the SEM images of the tensile fracture surfaces of the composites S0.8, S1.3, and S1.8 groups, where the GFC was modified with 0.8%, 1.3%, and 1.8% APTES, respectively. According to Table 2, the three groups shown in Fig. 4 were prepared by double-sided gluing for the veneers, but those shown in Fig. 5 were prepared by single-sided gluing for the veneers. In the S0.8 group, many glass fibers were encapsulated with a small amount of the adhesive. In the S1.3 group, the amount of adhesives adhering on the fibers increased, compared with that in the S0.8 group. In the S1.8 group, the amount of the adhesive adhering on the GFC did not increase remarkably, and seemed to be decreasing slightly, compared with that in the S1.3 group. With the increase of the APTES concentration, the variation of the interfacial adhesion quality in Fig. 5 was overall consistent with that in Fig. 4. The effects of the APTES concentration on the interfacial adhesion were already explained when analyzing the Fig. 4 results. However, the amount of the adhesive adhering on the GFC in Fig. 5 was less than that in Fig. 4 obviously. For example, the adhesives were not continuous between the fibers shown in Fig. 5. This indicated that the three groups in Fig. 4 had better interfacial adhesion than those in Fig. 5, and the double-sided gluing was better for the interfacial adhesion of the composites, compared with single-sided gluing. This might be because spreading the adhesives respectively on the two veneers could provide more efficient contact with the GFC and could increase the chance of mechanical interlocking between the GFC and the adhesives.
Effects of gluing methods on physical-mechanical properties of composites
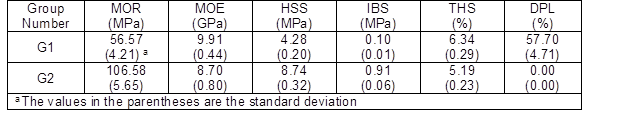
As shown in Table 5, the mechanical properties of the composites were affected by the varied gluing methods for the veneers. In the G1 group, the MOR, MOE, HSS, and IBS values were 56.57 MPa, 9.91 GPa, 4.28 MPa, and 0.10 MPa, respectively. From G1 to G2, the MOR, HSS, and IBS values increased by 88.40%, 104.13%, and 861.05%, respectively; the MOE value decreased by 12.14%. Under the different gluing methods, the mechanical results were consistent overall with the variation of the interfacial adhesion quality (Fig. 4 and Fig. 5). For example, the double-sided gluing caused both better interfacial adhesion and greater strength (MOR, HSS, and IBS values). The effects of the interfacial adhesion on the mechanical properties were already explained when analyzing the Table 4 data. Notice that the MOE value was higher in the G1 group. This might be because spreading the adhesives totally on one veneer could form a thick glue line between the adjacent two veneers. For example, Chang et al. (2017) found that increasing the adhesives raised the thickness of the glue line in the veneer composites and improved some mechanical properties.
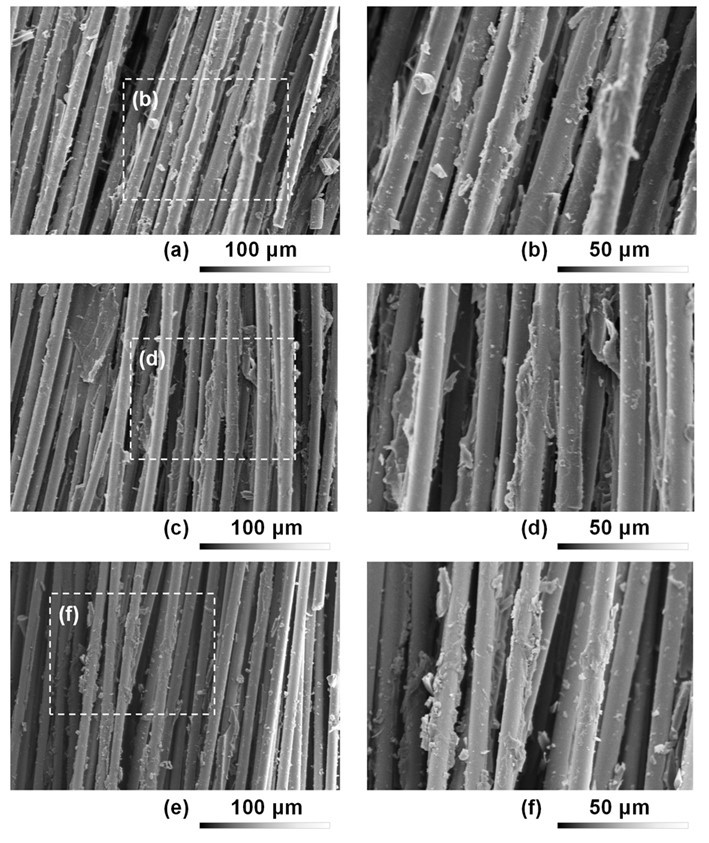
Fig. 5. SEM images of the tensile fracture surfaces of the composites (a and b) S0.8, (c and d) S1.3, and (e and f) S1.8. The magnification for (a, c, and e) is 500, and that for (b, d, and f) is 1000
As shown in Table 5, some physical properties of the composites were affected by the varied gluing methods. In G1 group, the THS and DPL values were 6.34% and 57.70%, respectively. From G1 to G2, the THS value decreased by 18.16%, and the DPL value decreased to 0.00%. This indicated that the double-sided gluing led to composites with better dimensional stability and obtained glue lines with desirable water-resistance, compared to single-sided gluing. The results in Figs. 4 and 5 indicated that the double-sided gluing resulted in better interfacial adhesion between the GFC and adhesives, which could allow less water to enter the composites during water immersion, thus reducing the swelling of the panels and the aging of the glue lines (Song et al. 2017).
Table 5. Properties of Composites under Varied Gluing Methods
When using phenol-formaldehyde resin adhesives to prepare LVL, different gluing methods have been reported by previous researchers. For example, single-sided gluing was used by Ayrilmis et al. (2009), Bal and Bektaş (2012a, b), Hu and Xue (2013), Şahin Kol et al. (2010), Xue and Hu (2012, 2013), and Bal (2014a, b). Double-sided gluing was employed by Perçin (2016), Wang et al. (2015), Wei et al. (2013), and Zhang and Hu (2010a,b). However, a literature search, in preparation of this article, did not reveal any publication specifically evaluating the effects of the gluing method on the physical-mechanical properties of the glass fiber-reinforced LVL.
According to the data in Table 5, when the gluing methods varied among the single-sided and double-sided gluing methods, the coefficient of variation values for the MOR, MOE, HSS, IBS, THS, and DPL values were 43.35%, 9.14%, 48.42%, 114.76%, 14.12%, and 141.42%, respectively. This indicated that the DPL was the most sensitive to the variation of gluing methods. The highest values of most of the mechanical properties (except the MOE), and the lowest THS value were observed in the G2 group. Therefore, the optimum gluing method was determined to be the double-sided gluing.
Effects of adhesive dosage on physical-mechanical properties of composites
As shown in Table 6, the mechanical properties of the composites were affected by the varied adhesive dosages between every two veneers. In the 260 g/m2 group, the MOR, MOE, HSS, and IBS values were 99.91 MPa, 9.10 GPa, 7.26 MPa, and 0.52 MPa, respectively. From 260 g/m2 to 330 g/m2, the MOR, MOE, HSS, and IBS values increased by 7.91%, 3.55%, 21.04%, and 53.86%, respectively. The positive effects of increasing the adhesive dosage on the mechanical properties of the veneer composites were explained by some researchers. For example, Fang et al. (2013) pointed out that raising the adhesive dosage could better encapsulate the fractures and surface debris of the veneers caused by the processing, which played a great role in repairing the veneers. Chang et al. (2016) noted that, the larger the adhesive dosage was, the more the adhesive could permeate into the vessels and porous structure of the wood, thus the more bonded joints could be formed, helping to enhance the mechanical properties of the composites. From 330 g/m2 to 400 g/m2, the MOR, MOE, HSS, and IBS values decreased by 0.16%, 8.26%, 2.07%, and 17.59%, respectively. These negative effects on the mechanical properties of the composites might be because increasing the adhesive dosage could increase the moisture content of the glued veneers (Wang et al. 2016). Chang et al. (2016) pointed out that, when the moisture content of the veneers was high, the water vapor formed during the hot-pressing could eject some adhesives from the veneers; thus the adhesives could not bond the veneers together well, leading to a reduction in the mechanical properties of the veneer composites. Chang et al. (2017) found that increasing the moisture content decreased the average and effective penetration depths of the adhesives into the vessels and xylem of the veneers, resulting in poor interfacial adhesion and lower mechanical strength for the veneer composites.
Table 6. Properties of Composites under Varied Adhesive Dosages (A Main Effect Analysis for the Taguchi Experiments of Table 3)
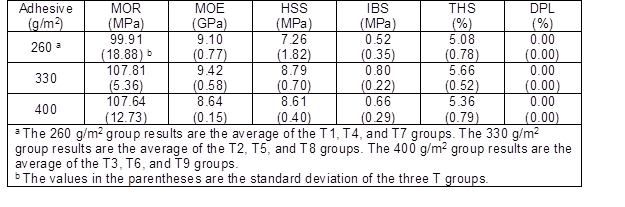
As shown in Table 6, some physical properties of the composites were affected by the varied adhesive dosages. In the 260 g/m2 group, the THS value was 5.08%. From 260 g/m2 to 330 g/m2, the THS value increased by 11.37%, indicating that the dimensional stability of the composites deteriorated. This might be because raising the adhesive dosage could increase the moisture content of the glued veneers and could also introduce more phenol-formaldehyde resins into the composites. Chang et al. (2016) mentioned that increasing the moisture content of the panels could increase the hydrophilic hydroxyl contents. Hashim et al. (2011) noted that the phenol-formaldehyde resin is polar and hydrophilic due to its phenolic hydroxyl and methylol groups. These factors could make the composites more hydrophilic, leading to more water permeating into the composites during water immersion, and resulting in a higher THS value. From 330 g/m2 to 400 g/m2, the THS value decreased by 5.23%, indicating that the dimensional stability of the composites improved. Fang et al. (2013, 2016b) explained that raising the adhesive dosage could better fill the micro-pores of the veneers and cover a larger surface area of the hygroscopic wood component, thus preventing water penetration into the veneers more effectively. They also remarked that, if the adhesive dosage was too small, the bond between the veneers would be not strong enough to withstand the stress due to water, leading to bond breakage and many more voids formed in the composites. Chang et al. (2016) pointed out that increasing the adhesive dosage could make more adhesives become pressed into the vessels and cracks of the veneers, and many vessels and cracks could be blocked, which could weaken the water permeation into the composites, thus decreasing the THS value. Unlike the THS, from 260 g/m2 to 400 g/m2, the DPL value remained at 0.00%, indicating that the glue lines had desirable water-resistance.
When using phenol-formaldehyde resin adhesives to prepare LVL, different adhesive dosages (between the adjacent veneers) were reported in previous studies. For example, Ayrilmis et al. (2009) prepared 5-ply LVL with 200 g/m2 adhesives. Bal and Bektaş (2012a,b) prepared 7-ply LVL with 200 g/m2 adhesives. Hu and Xue (2013) prepared 10-ply LVL with 150 g/m2 adhesives. Kurt and Cil (2012a,b) prepared 8-ply LVL with 200 g/m2 adhesives. Peker et al. (2015) prepared 9-ply LVL with 160 g/m2 adhesives. Şahin Kol et al. (2010) prepared 3-ply LVL with 180 g/m2 to 200 g/m2 adhesives. Xue and Hu (2012, 2013) prepared 8- to 11-ply LVL with 150 g/m2 adhesives.
When fabricating reinforced LVL or plywoods with phenol-formaldehyde resin adhesives, the adhesive dosages (between the adjacent veneers) reported by previous researchers were also different. For example, Bal (2014a,b) employed woven glass fibers to enhance 6-ply LVL, where 200 g/m2 adhesives were used for the glue line not containing glass, and 600 g/m2 adhesives were used for the glue line containing glass. Bal et al. (2015) employed glass fiber fabrics to enhance 5-ply plywoods, where 220 g/m2 adhesives were used for the glue line not containing glass, and 440 g/m2 adhesives were used for the glue line containing glass. Perçin (2016) employed carbon fiber sheets to enhance 10-ply LVL, where 500 g/m2 adhesives were used for all the glue lines. Wang et al. (2015) employed carbon fiber-reinforced polymer sheets and glass fiber-reinforced polymer meshes to enhance 9-ply LVL, where 320 g/m2 adhesives were used for all glue lines. Wei et al. (2013) employed carbon fiber-reinforced polymers to enhance 15-ply LVL, where 224 g/m2 phenol-formaldehyde resin adhesives were used for glue lines not containing carbon, and epoxy resin films were used as adhesives for the glue line containing carbon. Zhang and Hu (2010a, b) employed fiberglass meshes to enhance 10-ply LVL, where 130 g/m2 to 200 g/m2 adhesives were used for all glue lines.
In the above-mentioned reports, when using phenol-formaldehyde resin adhesives to manufacture veneer composites, the adhesive dosage for the glue line not containing reinforcement materials ranged from 130 g/m2 to 320 g/m2, and that for the glue line containing reinforcement materials ranged from 130 g/m2 to 600 g/m2. However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of the adhesive dosage on the physical-mechanical properties of glass fiber-reinforced LVL.
According to the Table 6 data, when the adhesive dosage ranged from 260 g/m2 to 400 g/m2, the coefficient of variation values for the MOR, MOE, HSS, IBS, THS, and DPL values were 4.30%, 4.32%, 10.16%, 21.22%, 5.38%, and 0.00%, respectively. This indicated that the IBS was the most sensitive to the variation of the adhesive dosage. The highest mechanical values and the lowest THS value were observed in the 330 g/m2 and 260 g/m2 groups, respectively. In the China national standard GB/T 20241 (2006), the MOR, MOE, and HSS are required properties for LVL. Therefore, the optimum adhesive dosage was determined to be 330 g/m2.
Effects of Hot-pressing Parameters on Properties of Composites
Effects of gluing and hot-pressing on surface wettability of veneers
Figure 6 shows the water contact angle data of the veneers. As shown, the initial angle value of the untreated veneers was below 50°, but that of the hot-pressed glued veneers was almost 110°. When the time increased, the angle value of both groups decreased, but that of the hot-pressed glued veneers decreased more slowly. When the time reached 33 s, the angle value of the untreated veneers decreased by almost 40° and was below 10°, but that of the hot-pressed glued veneers decreased less than 30° and was over 80°. The reason for the decrease of the angle value over time was already explained when analyzing the results in Fig. 1. Ayrilmis et al. (2009) pointed out the increase in the water contact angle value could be interpreted as a decrease in hydrophilicity.
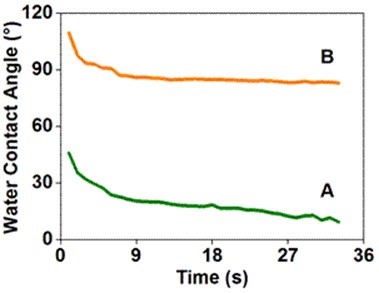
Fig. 6. The water contact angle data of (A) the untreated veneers and (B) the hot-pressed glued veneers from the tensile fracture surfaces of the composites J0
The higher water contact angle value of the hot-pressed veneers might be related to the adhesives. Chu et al. (2016) noted that the angle value decreased with the absorption of water droplets by the materials and the decrease in the volume of water droplets over time. Fang et al. (2013) remarked that, for the glued veneers, the adhesives could fill the micro-pores of the wood and cover the hygroscopic wood component, thus preventing water penetration into the veneers. Therefore, the glued veneer could possess higher water contact angle values.
The decreased hydrophilicity of the hot-pressed glued veneers might also be caused by hot-pressing. Ayrilmis et al. (2009) and Ding et al. (2015) explained that wood surfaces exposed to high temperature usually became less polar and thus repelled the water. Joseph et al. (2002) mentioned that, during hot-pressing, the chemical reaction between the natural fibers and the phenol-formaldehyde resin could consume the hydrophilic groups of them. Therefore, the hot-pressed glued veneers could exhibit decreased hydrophilicity.
Effects of hot-processing temperature on physical-mechanical properties of composites
As shown in Table 7, the mechanical properties of the composites were affected by the varied hot-pressing temperatures. In the 130 °C group, the MOR, MOE, HSS, and IBS values were 102.60 MPa, 8.87 GPa, 7.82 MPa, and 0.63 MPa, respectively. From 130 °C to 145 °C, the MOR, HSS, and IBS values increased by 1.09%, 6.63%, and 14.26%, respectively; the MOE value decreased by 1.98%. From 145 °C to 160 °C, the MOR, MOE, and HSS values increased by 5.12%, 10.26%, 2.16%, respectively; the IBS values decreased by 13.68%. Overall, raising the hot-pressing temperature had both positive and negative effects on the mechanical properties. For example, raising the temperature overall increased the MOR, MOE, and HSS values, but made the IBS value first increase then decrease. The positive effects of raising the temperature could be understood as follows. Chang et al. (2016) noted that raising the hot-pressing temperature could improve the flowability of the adhesives, and the adhesives could permeate into the vessels and cracks of the veneers more adequately, thus enhancing the adhesive-bonded joints of the veneer composites. Li et al. (2014) pointed out that the high hot-pressing temperature contributed to the sufficient curing of the adhesives, which was good for the mechanical properties of the veneer composites. The negative effects of raising the hot-pressing temperature could be recognized as follows. Kurt and Cil (2012b) and Song et al. (2017) explained that high temperatures could decrease the viscosity of the adhesives, which might make the adhesive penetrate excessively into the veneers, thus weakening the glue line between the adjacent two veneers. Nasir et al. (2013) and Song et al. (2016) remarked that high temperatures might make the boards brittle and cause thermal degradation of the materials, thus deteriorating the mechanical properties of the panels.
Table 7. Properties of Composites under Varied Hot-pressing Temperatures (A Main Effect Analysis for the Taguchi Experiments of Table 3)
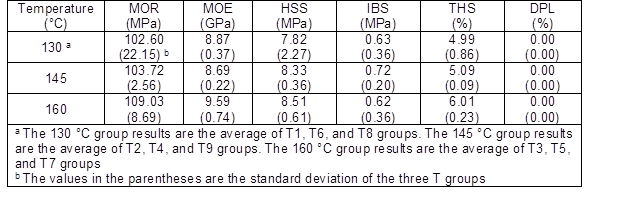
As shown in Table 7, some physical properties of the composites were affected by the varied hot-pressing temperatures. In the 130 °C group, the THS value was 4.99%. From 130 °C to 145 °C, the THS value increased by 1.99%. From 145 °C to 160 °C, the THS value increased by 18.16%. Overall, raising the temperature deteriorated the dimensional stability of the composites. Chu et al. (2016) point out that the high-temperature heat treatment could lead to poplar wood with a more open structure, and distinctly increase the size and number of the pores. This might allow more water to enter the composites during water immersion, thus increasing the THS value. Unlike THS, when the temperature ranged from 130 °C to 160 °C, the DPL value remained at 0.00%, indicating that the glue lines had desirable water-resistance.
When using phenol-formaldehyde resin adhesives to prepare the LVL, different hot-pressing temperatures have been considered in earlier work. For example, Ayrilmis et al. (2009) hot-pressed 13 mm-thick LVL at 140 °C for 15 min. Bal and Bektaş(2012a,b) hot-pressed 20 mm-thick LVL at 140 °C for 24 min. Hu and Xue (2013) hot-pressed 25 mm-thick LVL at 160 °C for 40 min. Kurt and Cil (2012b) hot-pressed 24 mm thick LVL at 140 °C for 30 min. Peker et al. (2015) hot-pressed 14 mm-thick LVL at 140 °C for 20 min. Şahin Kol et al. (2010) hot-pressed 9 mm-thick LVL at 140 °C for 12 min. Xue and Hu (2012, 2013) hot-pressed 25 mm-thick LVL at 160 °C for 40 min. Zhou et al. (2013) hot-pressed 21.1 mm-thick LVL at 110 °C to 120 °C for 40 min.
When fabricating reinforced LVL or plywood with phenol-formaldehyde resin adhesives, the hot-pressing temperatures reported by previous researchers were also different. For example, Bal (2014a,b) employed woven glass fibers to enhance 17 mm- and 19 mm-thick LVL, which was hot-pressed at 140 °C for 20 min. Bal et al. (2015) employed glass fiber fabrics to enhance 13 mm-thick plywood, which was hot-pressed at 140 °C for 18 min. Han et al. (2016) employed rubber sheets to enhance 5.6 mm-thick LVL, which was hot-pressed at 160 °C for 4 min. Perçin (2016) employed carbon fiber sheets to enhance 50 mm-thick LVL, which was hot-pressed at 120 °C for 90 min. Wang et al. (2015) employed carbon fiber-reinforced polymer sheets and glass fiber-reinforced polymer meshes to enhance 24 mm-thick LVL, which was hot-pressed at 140 °C for 40 min. Wei et al. (2013) employed carbon fiber-reinforced polymers to enhance 25 mm-thick LVL, which was hot-pressed at 140 °C for 90 min. Zhang and Hu (2010a,b) employed fiberglass meshes to enhance 25 mm-thick LVL, which was hot-pressed at 150 °C to 180 °C for 20 min to 40 min.
In the above-mentioned reports, when using phenol-formaldehyde resin adhesives to manufacture veneer composites, the hot-pressing temperature used for the LVL not containing reinforcement materials ranged from 110 °C to 160 °C, and that for the LVL containing reinforcement materials ranged from 120 °C to 180 °C. However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of the hot-pressing temperature on the physical-mechanical properties of the glass fiber-reinforced LVL.
According to the Table 7 data, when the hot-pressing temperature ranged from 130 °C to 160 °C, the coefficient of variation values for the MOR, MOE, HSS, IBS, THS, and DPL values were 3.72%, 5.22%, 4.41%, 8.30%, 10.52%, and 0.00%, respectively. This indicates that the THS was the most sensitive to the variation of the hot-pressing temperature. The highest MOR, MOE, HSS, and IBS values, and the lowest THS value were observed in the 160 °C, 160 °C, 160 °C, 145 °C, and 130 °C groups, respectively. In the China national standard GB/T 20241 (2006), the MOR, MOE, and HSS are required properties of the LVL. Therefore, the optimum hot-pressing temperature was determined to be 160 °C.
Effects of hot-processing pressure on physical-mechanical properties of composites
As shown in Table 8, the mechanical properties of the composites were affected by the varied hot-pressing pressures. In the 0.7 MPa group, the MOR, MOE, HSS, and IBS values were 97.93 MPa, 9.04 GPa, 7.39 MPa, and 0.51 MPa, respectively. From 0.7 MPa to 1.2 MPa, the MOR, MOE, and HSS values increased by 15.63%, 1.77%, and 11.17%, respectively; the IBS value decreased by 4.98%. From 1.2 MPa to 1.7 MPa, the HSS and IBS values increased by 10.26% and 103.24%, respectively; the MOR and MOE values decreased by 8.00% and 3.16%, respectively. Overall, raising the hot-pressing pressure had both positive and negative effects on the mechanical properties. For example, raising the pressure overall increased the HSS and IBS values, but made the MOR and MOE values first increased then decreased. The positive effects of raising the pressure could be understood as follows. Kurt and Cil (2012b) noted that raising the pressure could make more adhesives become pressed into the vessels and cracks of the veneers, which could repair the processing damage of the wood surface. Moreover, applying high pressures could provide more efficient contact between the materials, which could enhance their mechanical interlocking and chemical bonding, thus allowing better stress transfer in the veneer composites. Furthermore, Kurt and Cil (2012a) mentioned that the adhesive impregnation into the cell cavities or as a result of a combination with the cell walls to form an amalgam contributed to the improvement of the mechanical properties of the veneer composites. The negative effects of raising the hot-pressing temperature could be recognized as follows. Kurt and Cil (2012b) pointed out that raising the hot-pressing pressure might cause an over-penetration or a starvation problem, which would be especially common in the low-density woods such as poplar. Under a high pressure, a large portion of the adhesives might penetrate into the wood, causing a starved glue line between the adjacent two veneers. In such a case, a strong glue line could not be formed, hence low mechanical properties would be obtained for the veneer composites. Additionally, Kurt and Cil (2012a) remarked that raising the hot-pressing pressure might weaken the cell walls, where parenchyma cells were compressed. Besides, when the vessels and cracks in the veneers collapsed, the adhesive penetration into the veneers might be hindered.
Table 8. Properties of Composites under Varied Hot-pressing Pressures (A Main Effect Analysis for the Taguchi Experiments of Table 3)
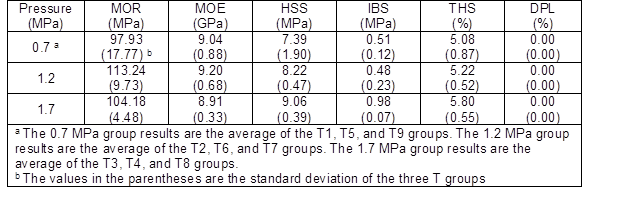
As shown in Table 8, some physical properties of the composites were affected by the varied hot-pressing pressures. In the 0.7 MPa group, the THS value was 5.08%. From 0.7 MPa to 1.2 MPa, the THS value increased by 2.64%. From 0.7 MPa to 1.2 MPa, the THS value increased by 11.12%. Overall, raising the hot-pressing pressure deteriorated the dimensional stability of the composites. Chang et al. (2016) noted that raising the hot-pressing pressure could make the final panels thinner. When the panels were immersed in water, the expansion extent became bigger. Kurt and Cil (2012b) explained that raising the hot-pressing pressure could lead to an increasing spring-back effect for the composites due to the release of compressive stresses, thus increasing the swelling after soaking in water. Unlike THS, when the pressure ranged from 0.7 MPa to 1.7 MPa, the DPL value remained at 0.00%, indicating that the glue lines had desirable water-resistance.
When using phenol-formaldehyde resin adhesives to prepare LVL, different hot-pressing pressures have been reported previously. For example, Ayrilmis et al. (2009) hot-pressed 13 mm-thick LVL at 1.5 MPa for 15 min. Bal and Bekta (2012a, b) hot-pressed 20 mm-thick LVL at 0.8 MPa to 1.2 MPa for 24 min. Hu and Xue (2013) hot-pressed 25 mm-thick LVL at 1.5 MPa for 40 min. Kurt and Cil (2012b) hot-pressed 24 mm-thick LVL at 0.25 MPa to 1.25 MPa for 30 min. Peker et al. (2015) hot-pressed 14 mm-thick LVL at 0.8 MPa for 20 min. Şahin Kol et al. (2010) hot-pressed 9 mm-thick LVL at 7 MPa for 12 min. Xue and Hu (2012, 2013) hot-pressed 25 mm-thick LVL at 1.5 MPa for 40 min. Zhou et al. (2013) hot-pressed 21.1 mm-thick LVL at 1.6 MPa for 40 min.
When fabricating reinforced LVL or plywood with phenol-formaldehyde resin adhesives, the hot-pressing pressures reported by previous researchers were also different. For example, Bal (2014a,b) employed woven glass fibers to enhance 17 mm- and 19 mm-thick LVL, which was hot-pressed at 0.8 MPa for 20 min. Bal et al. (2015) employed glass fiber fabrics to enhance 13 mm-thick plywood, which was hot-pressed at 0.7 MPa for 18 min. Han et al. (2016) employed rubber sheets to enhance 5.6 mm-thick LVL, which was hot-pressed at 1.5 MPa for 4 min. Perçin (2016) employed carbon fiber sheets to enhance 50 mm-thick LVL, which was hot-pressed at 1.1 MPa for 90 min. Wang et al. (2015) employed carbon fiber-reinforced polymer sheets and glass fiber-reinforced polymer meshes to enhance 24 mm-thick LVL, which was hot-pressed at 1.2 MPa for 40 min.
In the above-mentioned reports, when using phenol-formaldehyde resin adhesives to manufacture veneer composites, the hot-pressing pressure for LVL not containing reinforcement materials ranged from 0.25 MPa to 7 MPa, and that for LVL containing reinforcement materials ranged from 0.7 MPa to 1.5 MPa. However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of the hot-pressing pressure on the physical-mechanical properties of glass fiber-reinforced LVL.
According to the data in Table 8, when the hot-pressing pressure ranged from 0.7 MPa to 1.7 MPa, the coefficient of variation values for the MOR, MOE, HSS, IBS, THS, and DPL values were 7.32%, 1.61%, 10.15%, 42.17%, 7.08%, and 0.00%, respectively. This indicated that the IBS was the most sensitive to the variation of the hot-pressing pressure. The highest MOR, MOE, HSS, and IBS values, and the lowest THS value were observed in the 1.2 MPa, 1.2 MPa, 1.7 MPa, 1.7 MPa, and 0.7 MPa groups, respectively. In the China national standard GB/T 20241 (2006), the MOR, MOE, and HSS are required properties of LVL. Therefore, the optimum hot-pressing pressure was determined to be 1.2 MPa.
Effects of Assembly Patterns on Properties of Composites
Effects of GFC dosage on physical-mechanical properties of composites
As shown in Table 9, the mechanical properties were affected by the GFC dosages (GFC layer number in the composites). In the J0 group, the MOR, MOE, HSS, and IBS were 74.46 MPa, 7.45 GPa, 9.70 MPa, and 0.48 MPa, respectively. From J0 to J2a, J4, J6, and J8, the GFC dosage in the composites increased from 0 layer to 8 layers (from the surface veneer to the core veneer), and the four mechanical properties had different responses.
Table 9. Properties of Composites under Varied GFC Dosages
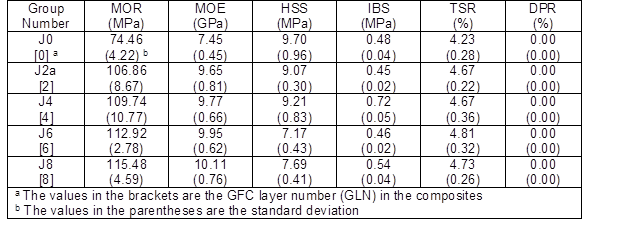
For the flexural properties, increasing the GFC dosage increased the MOR and MOE values. Compared with the J0 group, the MOR value of J2a, J4, J6, and J8 groups increased by 43.51%, 47.37%, 51.65%, and 55.09%, respectively; the MOE value of these groups increased by 29.48%, 31.02%, 33.48%, 35.66%, respectively. Overall, increasing the GFC dosage enhanced the flexural properties. Bal et al. (2015) pointed out that, in the bending tests, there were three parts in the test samples, including the compression zone, neutral axis line, and tension zone. Typically, the breaking occurred in the tension zone (bottom surface and subsurface of the samples). In the tension zone, the test samples were forced to spans with the tensile force. The tensile strength of the glass fibers was higher than that of the wood veneers; thus adding glass fibers could enhance the bending strength of the veneer composites. Notice that raising the GFC dosage from J0 to J2a increased the MOR and MOE values noticeably, but raising the GFC dosage from J2a to J8 increased the MOR and MOE values by only a little. This might be because the GFC at the different layers of the composites had different reinforcement effects.
For the shear and internal bond properties, raising the GFC dosage increased or decreased the HSS and IBS values. Compared with the J0 group, the HSS value of J2a, J4, J6, and J8 groups decreased by 6.57%, 5.04%, 26.10%, and 20.79%, respectively; the IBS value of these groups varied by -5.43%, 49.69%, -3.97%, 12.73%, respectively. Overall, raising the GFC dosage affected the shear and internal bond properties negatively or irregularly. This might be because, although the APTES modification enhanced the hydrophilicity of the GFC, the compatibility between the GFC and the phenol-formaldehyde resin adhesives was still low due to some reasons. For example, Wang et al. (2015) found that adding silane-treated glass fiber meshes decreased the bonding strength and HSS values of the LVL. They explained that this was attributable to the low surface activity of the glass fibers. Bal et al. (2015) remarked that epoxy resin might be a better adhesive for preparing the glass fiber-reinforced veneer composites, but the least costly of the reinforcements was still an E-glass/phenol-formaldehyde resin composite.
As shown in Table 9, some physical properties of the composites were affected by the varied GFC dosages. In the J0 group, the THS value was 4.23%. Compared with the J0 group, the THS values of J2a, J4, J6, and J8 groups increased by 10.52%, 10.40%, 13.76%, and 11.75%, respectively. Overall, raising the GFC dosage deteriorated the dimensional stability of the composites. When analyzing the effects of the GFC dosage on the shear and internal bond properties, it was mentioned that the APTES modification enhanced the hydrophilicity of GFC, and adding GFC could deteriorate the bonding performance of the composites. Due to these reasons, adding GFC might enhance the water adsorption of the composites during water immersion, leading to an increase of the THS value. Raising the GFC dosage from J0 to J2a increased the THS value noticeably, but raising the GFC dosage from J2a to J8 increased the THS value only slightly, indicating that the effects of the GFC dosage were not exactly linear. Bal et al. (2015) showed that glass fibers could serve as a barrier to prevent water from getting to the wood veneer surface during water immersion. Bal (2014b) reported that the glass fibers had the restraining effect on the swelling of the LVL composites. Therefore, the barrier and restraining effects might counterbalance some swelling caused by adding GFC, making the THS value increase slightly from J2a to J8. Unlike THS, when the GFC dosage ranged from J0 to J8, the DPL value remained at 0.00%, indicating that the glue lines had desirable water-resistance.
The effects of adding glass fibers on the physical-mechanical properties of the veneer composites have been reported by some researchers. For example, Bal (2014a) found that adding woven glass fibers increased the MOR and MOE values of the LVL, but decreased the shear strength value. Bal (2014b) found that adding woven glass fibers decreased the water adsorption, tangential swelling, and volumetric swelling values of the LVL, but increased the radial swelling values. Bal and Özyurt (2015) found that adding woven glass fibers could increase the MOR and MOE values of the LVL, but decrease the shear strength value. Moreover, the reinforcement decreased the 2 h, 24 h, and 336 h THS values, but increased the 2 h and 24 h water adsorption values of some samples. Bal et al. (2015) found that adding glass fiber fabrics into the plywood could increase the MOR and MOE values of most of the samples, but decrease the shear strength value. Besides, the reinforcement decreased the 2 h and 24 h THS values, but increased the 672 h THS value of some samples. Lee and Hong (2016) found that adding glass fiber cloths increased the MOR value of the cylindrical LVL. Wang et al. (2015) found that adding glass fiber meshes increased the MOR and MOE values of the LVL, but decreased the HSS value under vertical loading. Zhang and Hu (2010a, b) found that adding fiberglass meshes could increase the MOR and MOE values of the LVL. However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of the glass fiber dosage on the physical-mechanical properties of the glass fiber-reinforced LVL.
According to the Table 9 data, when the GFC dosage ranged from 0 layer to 8 layers, the coefficient of variation values for the MOR, MOE, HSS, IBS, THS, and DPL values were 16.14%, 11.66%, 12.63%, 20.78%, 4.91%, and 0.00%, respectively. This indicated that the IBS was the most sensitive to the variation of the GFC dosage. The highest MOR, MOE, HSS, and IBS values, and the lowest THS value were observed at the J8, J8, J0, J4, and J0 groups, respectively. In the China national standard GB/T 20241 (2006), the MOR, MOE, and HSS are required properties for LVL. Therefore, the optimum GFC dosage was determined to be 8 layers.
Effects of GFC position on physical-mechanical properties of composites
As shown in Table 10, the mechanical properties of the composites were affected by the GFC positions. In the J0 group, the MOR, MOE, HSS, and IBS were 74.46 MPa, 7.45 GPa, 9.70 MPa, and 0.48 MPa, respectively. From J2d to J2c, J2b, and J2a, the GFC position in the composites shifted from the core veneer to the surface veneer (the GFC dosage remained at two layers), and the four mechanical properties had the different responses.
Table 10. Properties of Composites under Varied GFC Positions
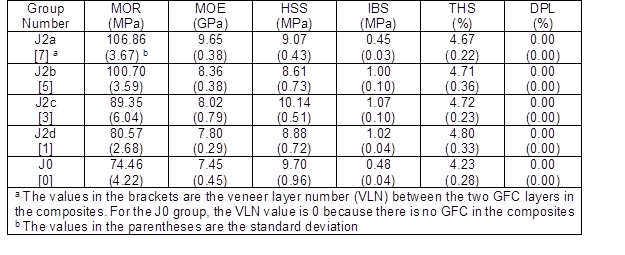
For the flexural properties, shifting the GFC position from the core veneer to the surface veneer increased the MOR and MOE values. Compared with the J0 group, the MOR values of the J2d, J2c, J2b, and J2a groups increased by 8.20%, 19.99%, 35.23%, and 43.51%, respectively; the MOE values of these groups increased by 4.70%, 7.61%, 12.12%, and 29.48%, respectively. Overall, shifting the GFC position from the core veneer to the surface veneer enhanced the flexural properties.
For shear and internal bond properties, shifting the GFC position from the core veneer to the surface veneer either increased or decreased the HSS and IBS values. Compared with the J0 group, the HSS value of the J2d, J2c, J2b, and J2a groups varied by -8.47%, 4.51%, -11.21%, and -6.57%, respectively; the IBS value of these groups varied by 113.57%, 122.76%, 108.77%, and -5.43%, respectively. Overall, shifting the GFC position from the core veneer to the surface veneer affected the shear and internal bond properties negatively.
When analyzing the Table 9 results, the positive effects of GFC on the flexural properties and the negative effects of GFC on the shear and internal bonding properties have been mentioned and explained. Wang et al. (2015) pointed out that, according to the mechanics theory of the composite materials, when the LVL was under load, the maximum stress would occur on the outermost layer. Therefore, when GFC was laid closer to the surface veneer, the positive or negative effects of GFC on the mechanical properties of the composites would be more noticeable, thus the larger or smaller load-carrying capacities would be obtained by the composites.
As shown in Table 10, some physical properties of the composites were affected by the varied GFC dosages. In the J0 group, the THS value was 4.23%. Compared with the J0 group, the THS values of J2d, J2c, J2b, and J2a groups increased by 13.60%, 11.49%, 11.26%, and 10.52%, respectively. Overall, shifting the GFC from the core veneer to the surface veneer improved the dimensional stability of the composites. When analyzing the Table 9 results, the positive effects of GFC on the dimensional stability can be seen. Bal et al. (2015) noted that, for the veneer composites, the layer closer to the surface veneer had greater effects on the swelling when immersed in water. Therefore, shifting the GFC from the core veneer to the surface veneer might create greater positive effects on the dimensional stability. Unlike THS, when the GFC position ranged from J0 to J2a, the DPL value remained at 0.00%, indicating that the glue lines had desirable water-resistance.
The effects of the reinforcement fiber position on the physical-mechanical properties of the veneer composites have been reported by some researchers. For example, Bal et al. (2015) employed glass fiber fabrics to enhance plywood. They found that positioning the reinforcement materials closer to the surface veneer led to higher MOR and MOE values, and lower 2 h and 24 h THS values. Wang et al. (2015) employed carbon fiber-reinforced polymer sheets and glass fiber-reinforced polymer meshes to enhance the LVL. They found that locating the reinforcement materials closer to the surface veneer yielded higher MOR and MOE values but did not increase the HSS value or bonding strength remarkably. Wei et al. (2013) employed carbon fiber-reinforced polymers to enhance the LVL. They found that placing the reinforcement materials on the tension side of the LVL (as close to the bottom surface veneer as possible) was more effective for improving the MOR. However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the effects of the glass fiber position on the physical-mechanical properties of glass fiber-reinforced LVL.
According to the Table 10 data, when the GFC position ranged from 2d to 2a, the coefficient of variation values for the MOR, MOE, HSS, IBS, THS, and DPL values were 12.41%, 9.78%, 7.30%, 32.72%, 1.18%, and 0.00%, respectively. This indicated that the IBS was the most sensitive to the variation of the GFC position. The highest MOR, MOE, HSS, and IBS values, and the lowest THS value were observed at the J2a, J2a, J2c, J2c, and J2a groups, respectively. In the China national standard GB/T 20241 (2006), the MOR, MOE, and HSS are required properties for the LVL. Therefore, when using two layers of GFC to enhance the LVL, the optimum GFC position was the layers beside the two surface veneers.
Numerical correlations between flexural properties and assembly patterns of composites
Based on the data in Tables 9 and 10, some numerical correlations were found between the flexural properties and the assembly patterns of the composites. As shown in Table 11, the models C1, C2, C3, and C4 were developed to describe the linear correlations between the flexural properties and the GFC dosage, when the GFC dosage at the two sides of the composites symmetrically increased from the surface veneer to the core veneer, or from the core veneer to the surface veneer. The dependent variables included the MOR and MOE values, and the independent variable was the GFC layer number (GLN) value in the composites. The models C5 and C6 were developed to describe the linear correlations between the flexural properties and the GFC position, when two layers of GFC were symmetrically positioned at the two sides of the composites. The dependent variables included the MOR and MOE values, and the independent variable was the veneer layer number (VLN) value between the two GFC layers.
Table 11. Models for Correlating Flexural Properties with Assembly Patterns of Composites
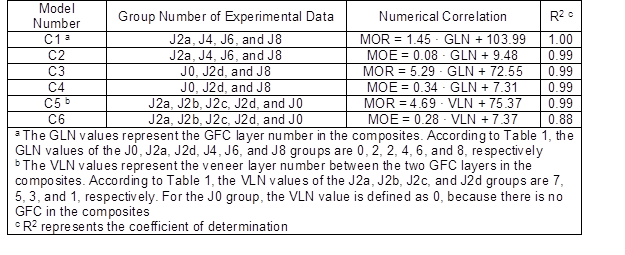
The C1 to C4 models revealed noticeable linear correlations between the flexural data and the GLN values of the composites. The C1 and C2 models were developed based on the J2a, J4, J6, and J8 groups. The two models indicated that, when the GFC dosage increased from the surface veneer to the core veneer, the flexural data of the composites containing 2 layers, 4 layers, 6 layers, and 8 layers of GFC could be well correlated with their GLN values. The J0 group corresponded to the composites containing 0 layer of GFC. When adding the J0 group into the C1 and C2 models, their coefficients of determination (R2) values decreased from 1.00 and 0.99 to 0.69 and 0.66, respectively. This indicated that the J0 group could not be well correlated with other groups. The C3 and C4 models were developed based on the J0, J2d, and J8 groups. The two models indicated that, when the GFC dosage increased from the core veneer to the surface veneer, the flexural data of the composites containing 0 layer, 2 layers, and 8 layers of GFC could be well correlated with their GLN values. Unlike the C1 and C2 models, in the C3 and C4 models, J0 could be well correlated with other groups.
The C5 to C6 models revealed the remarkable linear correlations between the flexural data and the VLN values. They were developed based on the J2a, J2b, J2c, J2d, and J0 groups. The two models indicated that, when the GFC position shifted from the core veneer to the surface veneer (or from the surface veneer to the core veneer), the flexural data of the composites containing 2 layers of GFC could be well correlated with their VLN values.
Overall, the R2 values for the six models were all higher than 0.88, and those for the C1 to C5 models all reached 0.99 or more. The R2 results met some available standards for the statistical evaluation of the mathematical models. For example, the American standard ASTM D5157-97 (2014) specifies that an R value of 0.90 or more (or an R2 value of 0.81 or more) will provide a good indication of adequate model performance. Therefore, the C1 to C6 models were considered reliable and could be used to predict the flexural properties when studying the GFC reinforcement for the LVL.
The mathematical models describing the mechanical properties of the fiber-reinforced LVL have been reported by some researchers. For example, Wei et al. (2013) developed a theoretical model to predict the MOE of LVL reinforced by carbon fiber-reinforced polymers. Zhang and Hu (2010a) analyzed the correlation between the dynamic Young’s modulus and the static MOE of the poplar LVL reinforced with multilayer fiberglass meshes. Zhang and Hu (2010b) reported a linear relationship between the dynamic Young’s modulus and the MOR of poplar LVL reinforced with monolayer fiberglass mesh. However, the search of the literature, in preparation of this article, did not reveal any publication specifically evaluating the models for describing the effects of the glass fiber dosage and position on the MOR and the MOE values of glass fiber-reinforced LVL.
This research preliminarily revealed some numerical correlations between the flexural properties and the assembly patterns of GFC reinforced LVL composites. In the future, these correlations will be further investigated, and theoretical models will be developed. Moreover, the correlations between other properties and the assembly patterns will also be further explored to provide a better understanding of GFC reinforcement for the LVL.
CONCLUSIONS
- E-glass fiber cloth-reinforced LVL composites were manufactured under varied modification conditions, gluing processes, hot-pressing parameters, and assembly patterns. The APTES modification noticeably decreased the water contact angle value of the GFC, which enhanced the hydrophilicity of the GFC and improved the compatibility and interfacial adhesion between the GFC and phenol-formaldehyde resin adhesives.
- When the APTES solution concentration for modifying the GFC varied between 0.8%, 1.3%, and 1.8%, the highest MOR, MOE, HSS, and IBS values, and the lowest THS value of the composites were observed at the 1.3%, 1.8%, 1.3%, 0.8%, and 0.8% groups, respectively; the DPL value remained at 0.00%. Moreover, the 1.3% group resulted in better interfacial adhesion between the GFC and the adhesives. The optimum concentration within the three levels was determined to be 1.3%.
- When the gluing methods between every two veneers in the composites were changed from single-sided gluing to double-sided gluing, the MOR, HSS, and IBS values increased by 88.40%, 104.13%, and 861.05%, respectively; the MOE, THS, and DPL values decreased by 12.14%, 18.16%, and 100%, respectively. Moreover, the double-sided gluing resulted in better interfacial adhesion between the GFC and the adhesives. The optimum method within the two methods was determined to be double-sided gluing.
- When the adhesive dosage between every two veneers in the composites varied between 260 g/m2, 330 g/m2, and 400 g/m2, the highest MOR, MOE, HSS, and IBS values were observed at the 330 g/m2 group, and the lowest THS value was observed at the 260 g/m2 group; the DPL value remained at 0.00%. The optimum dosage within the three levels was determined to be 330 g/m2.
- When the hot-pressing temperature of the composites varied between 130 °C, 145 °C, and 160 °C, the highest MOR, MOE, and HSS values were observed at the 160 °C group, and the highest IBS value and the lowest THS value were observed at the 145 °C and 130 °C groups, respectively; the DPL value remained at 0.00%. The optimum temperature within the three levels was determined to be 160 °C. Compared with the untreated veneers, the hot-pressed glued veneers had a higher water contact angle value, and had lower hydrophilicity.
- When the hot-pressing pressure of the composites varied between 0.7 MPa, 1.2 MPa, and 1.7 MPa, the highest MOR, MOE, HSS, IBS values, and the lowest THS value were observed at the 1.2 MPa, 1.2 MPa, 1.7 MPa, 1.7 MPa, and 0.7 MPa groups, respectively; the DPL value remained at 0.00%. The optimum pressure within the three levels was determined to be 1.2 MPa.
- When the GFC dosage increased from the surface veneer to the core veneer, the flexural properties of the composites were enhanced, and the shear and internal bond properties were affected negatively or irregularly; the dimensional stability deteriorated, and the water-resistance of the glue lines did not vary noticeably. Compared with the composites not containing GFC, the MOR, MOE, HSS, IBS, THS, and DPL values of the composites containing 8 layers of GFC varied by 55.09%, 35.66%, -20.79%, 12.73%, 11.75%, and 0.00% respectively.
- The flexural properties of the composites were numerically correlated with the GFC dosage. When the GFC layer number (GLN) value in the composites increased from 2 to 8, from the surface veneer to the core veneer, two models were developed as follows: C1 (MOR = 1.45 · GLN + 103.99, R2 = 1.00) and C2 (MOE = 0.08 · GLN + 9.48, R2 = 0.99). When the GLN value increased from 0 to 8, from the core veneer to the surface veneer, another two models were developed as follows: C3 (MOR = 5.29 · GLN + 72.55, R2 = 0.99) and C4 (MOE = 0.34 · GLN + 7.31, R2 = 0.99).
- For the composites containing two layers of GFC positioned symmetrically, when the GFC position shifted from the core veneer to the surface veneer, the flexural properties of the composites were enhanced, and the shear and internal bond properties were affected negatively; the dimensional stability improved, and the water-resistance of the glue lines did not vary remarkably. Compared with the composites with the GFC positioned beside the core veneer, the MOR, MOE, HSS, IBS, THS, and DPL values of the composites with the GFC positioned beside the surface veneer varied by 32.63%, 23.67%, 2.08%, -55.72%, -2.71%, and 0.00%, respectively.
- For the composites containing two layers of GFC positioned symmetrically, the flexural properties were numerically correlated with the GFC position. When the veneer layer number (VLN) value between the two GFC layers increased from 0 to 7, two models were developed as follows: C5 (MOR = 4.69 · VLN + 75.37, R2 = 0.99) and C6 (MOE = 0.28 · VLN + 7.37, R2 = 0.88).
ACKNOWLEDGMENTS
This research was supported by the National Natural Science Foundation of China (31670571), Beijing Natural Science Foundation (6162019), National Key R & D Program of China (2017YFD0600804), Co-built Foundation with Beijing Municipal Education Commission “R & D on Key Technology in Scientific Utilization of Non-wood Plant Raw Materials” (2016GJ-01), Co-built Foundation with Zhejiang Province “R & D on Natural Fiber Composites and Environmentally Friendly Adhesives” (CZXC201410), and the Fundamental Research Funds for the Central Universities of China. The authors are also grateful for the technical support from the Chinese Academy of Forestry, Zhejiang Chengzhu Advanced Material Technology Co., Ltd., Anhui Sentai WPC Group Co., Ltd, and Mr. Zaihua Shen.
REFERENCES CITED
ASTM D5157-97 (2014). “Standard guide for statistical evaluation of indoor air quality models,” ASTM International, West Conshohocken, PA.
Ayrilmis, N., Dundar, T., Candan, Z., and Akbulut, T. (2009). “Wettability of fire retardant treated laminated veneer lumber (LVL) manufactured from veneers dried at different temperatures,” BioResources 4(4), 1536-1544. DOI: 10.15376/biores.4.4.1536-1544
Bal, B. C. (2014a). “Flexural properties, bonding performance and splitting strength of LVL reinforced with woven glass fiber,” Construction and Building Materials 51, 9-14. DOI: 10.1016/j.conbuildmat.2013.10.041
Bal, B. C. (2014b). Some physical and mechanical properties of reinforced laminated veneer lumber,” Construction and Building Materials 68, 120-126. DOI: 10.1016/j.conbuildmat.2014.06.042
Bal, B. C., and Bektaş, İ. (2012a). “The effects of wood species, load direction, and adhesives on bending properties of laminated veneer lumber,” BioResources 7(3), 3104-3112. DOI: 10.15376/biores.7.3.3104-3112
Bal, B. C., and Bektaş, İ. (2012b). “The effects of some factors on the impact bending strength of laminated veneer lumber,” BioResources 7(4), 5855-5863. DOI: 10.15376/biores.7.4.5855-5863
Bal, B. C., and Özyurt, H. (2015). “Some technological properties of laminated veneer lumber reinforced with woven glass fiber,” Kahramanmaras Sutcu Imam University Journal of Engineering Sciences 18(1), 9-18.
Bal, B. C., Bektaş, İ., Mengeloğlu, F., Karakuş, K., and Demir, H. Ö. (2015). “Some technological properties of poplar plywood panels reinforced with glass fiber fabric,” Construction and Building Materials 101, 952-957. DOI: 10.1016/j.conbuildmat.2015.10.152
Burdurlu, E., Kilic, M., Ilce, A. C., and Uzunkavak, O. (2007). “The effects of ply organization and loading direction on bending strength and modulus of elasticity in laminated veneer lumber (LVL) obtained from beech (Fagus orientalis L.) and Lombardy poplar (Populus nigra L.),” Construction and Building Materials 21(8), 1720-1725. DOI: 10.1016/j.conbuildmat.2005.05.002
Chang, L., Tang, Q., Gao, L., Fang, L., Wang, Z., and Guo, W. (2016). “Fabrication and characterization of HDPE resins as adhesives in plywood,” European Journal of Wood and Wood Products 1-11. DOI: 10.1007/s00107-016-1117-z
Chang, L., Guo, W., and Tang, Q. (2017). “Assessing the tensile shear strength and interfacial bonding mechanism of poplar plywood with high-density polyethylene films as adhesive,” BioResources 12(1), 571-585. DOI: 10.15376/biores.12.1.571-585
Choi, W. K., Kim, B. J., Min, B. G., Bae, K. M., and Park, S. J. (2010). “Effects of sizing treatment of carbon fibers on mechanical interfacial properties of nylon 6 matrix composites,” Elastomers and Composites 45(1), 2-6.
Chu, D., Xue, L., Zhang, Y., Kang, L., and Mu, J. (2016). “Surface characteristics of poplar wood with high-temperature heat treatment: Wettability and surface brittleness,” BioResources 11(3), 6948-6967. DOI: 10.15376/biores.11.3.6948-6967
Cui, J., Huang, H., Han, S., He, Y., and Jiang, G. (2016). “Influence of glass fiber implantation on the mechanical properties of poplar laminated veneer lumber,” Journal of Forestry Engineering 1(5), 40-44. DOI: 10.13360/j.issn.2096-1359.2016.05.008
Daud, S., Ismail, H., and Abu Bakar, A. (2017). “A study on the curing characteristics, tensile, fatigue, and morphological properties of alkali-treated palm kernel shell-filled natural rubber composites,” BioResources 12(1), 1273-1287. DOI: 10.15376/biores.12.1.1273-1287
Ding, T., Gu, L., and Cai, J. (2015). “Effects of heat treatment on the moisture adsorption characteristic and dimensional stability of wood,” Journal of Nanjing Forestry University (Natural Sciences Edition) 39(2), 143-147. DOI: 10.3969/j.issn.1000-2006.2015.02.025
Fang, L., Chang, L., Guo, W. J., Ren, Y. P., and Wang, Z. (2013). “Preparation and characterization of wood-plastic plywood bonded with high density polyethylene film,” European Journal of Wood and Wood Products 71(6), 739-746. DOI: 10.1007/s00107-013-0733-0
Fang, L., Wang, Z., Xiong, X., Wang, X., and Wu, Z. (2016a). “Effects of initiator on properties of silane modified poplar veneer/high density polyethylene (HDPE) film composites,” Journal of Nanjing Forestry University (Natural Sciences Edition) 40(3), 133-136. DOI: 10.3969/j.issn.1000-2006.2016.03.022
Fang, L., Yin, Y., Han, Y., Chang, L., and Wu, Z. (2016b). “Effects of number of film layers on properties of thermoplastic bonded plywood,” Journal of Forestry Engineering 1(6), 45-50. DOI: 10.13360/j.issn.2096-1359.2016.06.008
Gaff, M., Ruman, D., Gašparík, M., Štícha, V., and Boška, P. (2016). “Tensile-shear strength of glued line of laminated veneer lumber,” BioResources 11(1), 1382-1392. DOI: 10.15376/biores.11.1.1382-1392
GB/T 17657 (2013). “Test methods of evaluating the properties of wood-based panels and surface decorated wood-based panels,” Standardization Administration of China, Beijing, China.
GB/T 20241 (2006). “Laminated veneer lumber,” Standardization Administration of China, Beijing, China.
Han, J., Lv, J., Zhan, X., Huang, R., and Xu, X. (2016). “Interfacial adhesion and damping characteristics of laminated veneer lumber intercalated with rubber sheets,” BioResources 11(3), 6677-6691. DOI: 10.15376/biores.11.3.6677-6691
Hashim, R., Nadhari, W. N. A. W., Sulaiman, O., Hiziroglu, S., Sato, M., Kawamura, F., Seng, T. G., Sugimoto, T., and Tanaka, R. (2011). “Evaluations of some properties of exterior particleboard made from oil palm biomass,” Journal of Composite Materials 45(16), 1659-1665. DOI: 10.1177/0021998310385028
Hou, J., Fu, F., and Lu, K. (2017). “Research on properties of plywood laminated with electromagnetic shielding carbon felts,” Journal of Nanjing Forestry University (Natural Sciences Edition) 41(1), 156-162. DOI: 10.3969/j.issn.1000-2006.2017.01.024
Hu, Y. and Xue, B. (2013). “Analysis of nondestructive testing for mechanical properties of LVL at different relative humidities based on fuzzy and classical mathematics,” BioResources 8(2), 2839-2854. DOI: 10.15376/biores.8.2.2839-2854
Jin, J., Wang, J., Ji, N., Tang, J., Yin, W., and Xie, C. (2016). “Influences of pretreatment with alkaline copper quat and copper azole on properties of masson pine laminated veneer lumber,” Journal of Nanjing Forestry University (Natural Sciences Edition) 40(4), 119-124. DOI: 10.3969/j.issn.1000-2006.2016.04.019
Joseph, S., Sreekala, M. S., Oommen, Z., Koshy, P., and Thomas, S. (2002). “A comparison of the mechanical properties of phenol formaldehyde composites reinforced with banana fibres and glass fibres,” Composites Science and Technology 62(14), 1857-1868. DOI: 10.1016/S0266-3538(02)00098-2
Kılıç, M. (2011). “The effects of the force loading direction on bending strength and modulus of elasticity in laminated veneer lumber (LVL),” BioResources 6(3), 2805-2817. DOI: 10.15376/biores.6.3.2805-2817
Kim, H. H., Kim, S. Y., Kim, D. H., Oh, C. Y., and Jo, N. J. (2014). “Effect of silane coupling agent on the flexural property of glass fiber reinforced composite film,” Journal of Materials Science and Chemical Engineering 2(10), 38-42. DOI: 10.4236/msce.2014.210006
Kurt, R. (2010). “Suitability of three hybrid poplar clones for laminated veneer lumber manufacturing using melamine urea formaldehyde adhesive,” BioResources 5(3), 1868-1878. DOI: 10.15376/biores.5.3.1868-1878
Kurt, R., and Cil, M. (2012a). “Effects of press pressure on glue line thickness and properties of laminated veneer lumber glued with melamine urea formaldehyde adhesive,” BioResources 7(3), 4341-4349. DOI: 10.15376/biores.7.3.4341-4349
Kurt, R., and Cil, M. (2012b). “Effects of press pressures on glue line thickness and properties of laminated veneer lumber glued with phenol formaldehyde adhesive,” BioResources 7(4), 5346-5354. DOI: 10.15376/biores.7.4.5346-5354
Kurt, R., Cil, M., Aslan, K., and Çavuş, V. (2011). “Effect of pressure duration on physical, mechanical, and combustibility characteristics of laminated veneer lumber (LVL) made with hybrid poplar clones,” BioResources 6(4), 4886-4894. DOI: 10.15376/biores.6.4.4886-4894
Laufenberg, T. L., Rowlands, R. E., and Krueger, G. P. (1984). “Economic feasibility of synthetic fiber reinforced laminated veneer lumber (LVL),” Forest Products Journal 34(4), 15-22.
Lee, I. H. and Hong, S. I. (2016). “Bending strength performance evaluation of glass fiber cloth reinforced cylindrical laminated veneer lumber,” Journal of the Korean Wood Science and Technology 44(3), 415-423. DOI: 10.5658/WOOD.2016.44.3.415
Li, H., Li, C., Chen, H., Zhang, D., Zhang, S., and Li, J. (2014). “Effects of hot-pressing parameters on shear strength of plywood bonded with modified soy protein adhesives,” BioResources 9(4), 5858-5870. DOI: 10.15376/biores.9.4.5858-5870
Luo, H., Xiong, G., Ma, C., Chang, P., Yao, F., Zhu, Y., Zhang, C., and Wan, Y. (2014). “Mechanical and thermo-mechanical behaviors of sizing-treated corn fiber/polylactide composites,” Polymer Testing 39(0), 45-52. DOI: 10.1016/j.polymertesting.2014.07.014
Meekum, U., and Mingmongkol, Y. (2010). “Experimental design on laminated veneer lumber fiber composite: Surface enhancement,” AIP Conference Proceedings 1255(1), 294-296. DOI: 10.1063/1.3455613
Meekum, U., and Mingmongkol, Y. (2012). “Experimental design on laminated veneer lumber fiber reinforced composite: Processing parameters and its durability,” Journal of Civil Engineering and Architecture 6(8), 1029-1038.
Meekum, U., and Wangkheeree, W. (2016). “Manufacturing of lightweight sandwich structure engineered wood reinforced with fiber glass: Selection of core materials using hybridized natural/engineered fibers,” BioResources 11(3), 7608-7623. DOI: 10.15376/biores.11.3.7608-7623
Nasir, M., Gupta, A., Beg, M. D. H., Chua, G. K., Jawaid, M., Kumar, A., and Khan, T. A. (2013). “Fabricating eco-friendly binderless fiberboard from laccase-treated rubber wood fiber,” BioResources 8(3), 3599-3608. DOI: 10.15376/biores.8.3.3599-3608
Nguyen, T., Cao, Y., Zhou, X., Dai, Z., and Nguyen, Q. (2016). “Effects of plasma treatment on properties of poplar LVL,” Journal of Forestry Engineering 1(5), 26-30. DOI: 10.13360/j.issn.2096-1359.2016.05.005
Notsu, H., Kubo, W., Shitanda, I., and Tatsuma, T. (2005). “Super-hydrophobic/super-hydrophilic patterning of gold surfaces by photocatalytic lithography,” Journal of Materials Chemistry 15(15), 1523-1527. DOI: 10.1039/B418884E
Özkaya, K., Ayrilmis, N., and Ozdemir, S. (2015). “Potential use of waste marble powder as an adhesive filler in the manufacture of laminated veneer lumber,” BioResources 10(1), 1686-1695. DOI: 10.15376/biores.10.1.1686-1695
Pangh, H., and Doosthoseini, K. (2017). “Optimization of press time and properties of laminated veneer lumber panels by means of a punching technique,” BioResources 12(2), 2254-2268. DOI: 10.15376/biores.12.2.2254-2268
Peker, H., Tan, H., and Ersen, N. (2015). “Effects of steaming, drying temperature, and adhesive type on static bending properties of LVL made of Picea orientalis and Abies nordmanniana veneers,” BioResources 10(1), 79-87. DOI: 10.15376/biores.10.1.79-87
Perçin, O. (2016). “Determination of screw withdrawal strength of heat-treated and reinforced laminated veneer lumber,” BioResources 11(1), 1729-1740. DOI: 10.15376/biores.11.1.1729-1740
Perçin, O., and Altunok, M. (2017). “Some physical and mechanical properties of laminated veneer lumber reinforced with carbon fiber using heat-treated beech veneer,” European Journal of Wood and Wood Products 75(2), 193-201. DOI: 10.1007/s00107-016-1125-z
Rot, K., Mlakar, T. L., Sebenik, A., Malavasic, T., and Makarovic, M. (1999). “The influence of polyester resin composition on fiber-matrix interphase properties,” Kovine, Zlitine, Tehnologije 33(1-2), 149-153.
Şahin Kol, H., Ozbay, G., Köse, L., and Kurt, S. (2010). “Effects of some impregnation chemicals on combustion characteristics of laminated veneer lumber (LVL) produced with oak and poplar veneers,” BioResources 5(1), 70-80. DOI: 10.15376/biores.5.1.70-80
Song, W., Zhao, F., Yu, X., Wang, C., Wei, W., and Zhang, S. (2015). “Interfacial characterization and optimal preparation of novel bamboo plastic composite engineering materials,” BioResources 10(3), 5049-5070. DOI: 10.15376/biores.10.3.5049-5070
Song, W., Wei, W., Ren, C., and Zhang, S. (2016). “Developing and evaluating composites based on plantation eucalyptus rotary-cut veneer and high-density polyethylene film as novel building materials,” BioResources 11(2), 3318-3331. DOI: 10.15376/biores.11.2.3318-3331
Song, W., Wei, W., Li, X., and Zhang, S. (2017). “Utilization of polypropylene film as an adhesive to prepare formaldehyde-free, weather-resistant plywood-like composites: Process optimization, performance evaluation, and interface modification,” BioResources 12(1), 228-254. DOI: 10.15376/biores.12.1.228-254
Suresh, G., and Jayakumari, L. S. (2015). “Evaluating the mechanical properties of E-Glass fiber/carbon fiber reinforced interpenetrating polymer networks,” Polímeros 25(1), 49-57. DOI: 10.1590/0104-1428.1650
Uysal, B., Kurt, S., and Ozcan, C. (2009). “Thermal conductivity of laminated veneer lumbers bonded with various adhesives and impregnated with various chemicals,” BioResources 4(2), 756-770. DOI: 10.15376/biores.4.2.756-770
Wang, J., Guo, X., Zhong, W., Wang, H., and Cao, P. (2015). “Evaluation of mechanical properties of reinforced poplar laminated veneer lumber,” BioResources 10(4), 7455-7465. DOI: 10.15376/biores.10.4.7455-7465
Wang, X., and Lyu, W. (2017). “Strengths and light fastness of the strengthening-dyeing modified poplar wood,” Journal of Nanjing Forestry University (Natural Sciences Edition) 41(5), 147-151. DOI: 10.3969/j.issn.1000-2006.201608030
Wang, Z. Q., Lu, X. N., and Huang, X. J. (2011). “Reinforcement of laminated veneer lumber with ramie fibre,” Advanced Materials Research 332-334, 41-44. DOI: 10.4028/www.scientific.net/AMR.332-334.41
Wang, Z., Wang, Z., Zhao, D., Na, B., and Lu, X. (2016). “Effects of resin content on properties of parallel strand lumber columns,” Journal of Forestry Engineering 1(6), 34-38. DOI: 10.13360/j.issn.2096-1359.2016.06.006
Wei, P., Wang, B. J., Zhou, D., Dai, C., Wang, Q., and Huang, S. (2013). “Mechanical properties of poplar laminated veneer lumber modified by carbon fiber reinforced polymer,” BioResources 8(4), 4883-4898. DOI: 10.15376/biores.8.4.4883-4898
Xue, B., and Hu, Y. (2012). “Mechanical properties analysis and reliability assessment of laminated veneer lumber (LVL) having different patterns of assembly,” BioResources 7(2), 1617-1632. DOI: 10.15376/biores.7.2.1617-1632
Xue, B., and Hu, Y. (2013). “Analysis of the microstructure and mechanical properties of laminated veneer lumber,” BioResources 8(2), 2681-2695. DOI: 10.15376/biores.8.2.2681-2695
Yanagawa, Y., Kawai, S., Sasaki, H., Wang, Q., Kondo, M., and Shirai, F. (1995a). “Production of laminated veneer lumber with a continuous steam-injection press. 1. Selection of steam permeable materials and production of laminated veneer lumber,” Mokuzai Gakkaishi 41(5), 474-482.
Yanagawa, Y., Kawai, S., Sasaki, H., Wang, Q., Kondo, M., and Shirai, F. (1995b). “Production of laminated veneer lumber with a continuous steam-injection press. 2. Production and properties of fiber-reinforced laminated veneer lumber,” Mokuzai Gakkaishi 41(5), 483-489.
Yin, T., Lu, X., and Han, Z. (2016). “Characterization of bonding interface of modified glass-fiber/larch composites,” Journal of Forestry Engineering 1(4), 45-50. DOI: 10.13360/j.issn.2096-1359.2016.04.007
Yuan, Q. P., Lu, K. Y., and Fu, F. (2014). “Process and structure of electromagnetic shielding plywood composite laminated with carbon fiber paper,” The Open Materials Science Journal 8, 99-107.
Zhang, L., and Hu, Y. (2010a). “Correlation analysis between dynamic Young’s modulus and static MOE of the poplar LVL reinforced with multilayer fiberglass mesh,” Applied Mechanics and Materials 26-28, 936-939. DOI: 10.4028/www.scientific.net/AMM.26-28.936
Zhang, L. and Hu, Y. (2010b). “Linear relationship between dynamic Young’s modulus and MOR of the poplar LVL reinforced with monolayer fiberglass mesh,” Applied Mechanics and Materials 26-27, 940-943. DOI: 10.4028/www.scientific.net/AMM.26-28.940
Zhou, Z. R., Zhao, M. C., Wang, Z., Wang, B. J., and Guan, X. (2013). “Acoustic testing and sorting of Chinese poplar logs for structural LVL products,” BioResources 8(3), 4101-4116. DOI: 10.15376/biores.8.3.4101-4116
Zhu, X. and Liu, Y. (2014). “Detection and location of defects in laminated veneer lumber by wavelet package analysis,” BioResources 9(3), 4834-4843. DOI: 10.15376/biores.9.3.4834-4843
Article submitted: August 17, 2017; Peer review completed: November 5, 2017; Revised version received: November 13, 2017; Accepted: November 14, 2017; Published: November 27, 2017.
DOI: 10.15376/biores.13.1.597-631