
Abstract
Download PDF
Full Article
Utilization of Polypropylene Film as an Adhesive to Prepare Formaldehyde-free, Weather-resistant Plywood-like Composites: Process Optimization, Performance Evaluation, and Interface Modification
Wei Song,a,b,c Wenbang Wei,a Xuefei Li,a and Shuangbao Zhang a,b,c,*
To develop formaldehyde-free wood-based composites, plywood-like composites (WV/PPF) were prepared using wood veneer (WV) with polypropylene film (PPF) as a novel formaldehyde-free, water-resistant adhesive. To prepare WV/PPF, the effects of hot-pressing conditions (temperature, 165 to 195 °C; pressure, 0.9 to 1.3 MPa; duration, 40 to 70 s/mm; and adhesive dosage between adjacent WVs, 100 to 200 g/m2) were investigated. Results showed that conditions at 180 °C, 0.9 MPa, 70 s/mm, and 150 g/m2 gave WV/PPF desirable physical-mechanical properties. Then, WV/PPF was compared with plywood-like composites using, respectively, polyethylene film (PEF), urea-formaldehyde resin (UFR), and phenol-formaldehyde resin (PFR) as adhesives. Results showed that the physical-mechanical properties of WV/PPF were favored over WV/PEF and WV/UFR, and were comparable to those of WV/PFR. Maleic anhydride grafted polypropylene (MAPP) or γ-aminopropyltriethoxysilane (APTES) surface modification of WV was performed to enhance the interface compatibility of WV/PPF. Results showed that the physical-mechanical properties of modified WV/PPF were favored over those of WV/PFR; MAPP modification was better for shear properties, while APTES modification was better for dimensional stability and flexural properties. Overall, the environmental and technological benefits demonstrated the potential of WV/PPF as a novel construction and building material.
Keywords: Wood-based composite; Plywood; Adhesive; Polypropylene film; Formaldehyde emission; Weather-resistance; Hot-pressing; Physical-mechanical property; Interface compatibility
Contact information: a: Beijing Key Laboratory of Wood Science and Engineering, Beijing Forestry University, Beijing 100083, China; b: MOE Key Laboratory of Wooden Material Science and Application, Beijing Forestry University, Beijing 100083, China; and c: MOE Engineering Research Center of Forestry Biomass Materials and Bioenergy, Beijing Forestry University, Beijing 100083, China;
* Corresponding author: shuangbaozhangj5@163.com
INTRODUCTION
Wood-based composites are recognized as the most cost-effective construction and building material of choice. They are prepared widely using formaldehyde-based resin as an adhesive, especially urea-formaldehyde resin (UFR) and phenol-formaldehyde resin (PFR) (Jakes et al. 2015). As reported, UFR features simple synthesis, low cost, water solubility, and fast curing, and it is used by over 90% of the wood factories in the world (Ding et al. 2013). Phenol-formaldehyde resin can give wood-based composites high weather-resistance, which is associated with the highly stable molecular structure of PFR (Gu 1999). However, the use of formaldehyde-based resin leads to formaldehyde emission from wood-based composites (Murata et al. 2013; Wu et al. 2016). Because formaldehyde is classified as a human carcinogen, formaldehyde emission during manufacture and use of wood-based composites poses a threat to human health (Song et al. 2015a). Although adjusting the adhesive formulation or developing a bio-based adhesive have been attempted to control formaldehyde emission, their effect is limited due to reasons such as higher cost or lower water-resistance of the novel adhesive (Fang et al. 2013b).
As a formaldehyde-free, inexpensive, and water-resistant thermoplastic polymer, polyolefin plastics are used almost everywhere in modern life (Fang et al. 2013b; Wang et al. 2016). However, the utilization of plastic film as an adhesive to prepare commonly used wood-based composites has scarcely been reported. Natural fiber reinforced plastic composites (NFRPCs) in the polymer field (Song et al. 2015b) and some hot melt adhesives in the wood industry (Goto et al. 1982; Smith et al. 2002) have inspired novel plywood-like composites. These are prepared using wood veneer with high-density polyethylene (PE) film as an adhesive (Fang 2014). Compared with conventional plywood (wood veneer/UFR composites), wood veneer/PE film composites exhibit lower water adsorption and thickness swelling, and almost the same dynamic mechanical properties below 100 °C (Fang 2014).
According to previous studies, two problems must be considered when preparing plastic film-bonded plywood-like composites (wood veneer/plastic film composites): Problem (1) Preparation condition. The preparation conditions of wood veneer/plastic film composites can differ from conventional plywood (wood veneer/formaldehyde-based resin composites) (Fang et al. 2013a). In previous studies, the effect of hot-pressing temperature, hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) on the properties of wood veneer/PE film composites has been investigated (Song et al. 2016). Problem (2) Interface compatibility. Hydrophobic plastic film has a low interfacial compatibility with the hydrophilic wood veneer, which may give wood veneer/plastic film composites relatively poor physical-mechanical properties (Fang et al. 2014). According to available reports on NFRPCs, interface modifiers such as silane and maleic anhydride grafted polyolefin can be used to treat hydrophilic natural fiber. The bi-functional chemical structure of the interface modifiers can consume hydrophilic groups and introduce hydrophobic groups on the fiber surface, thus enhancing the interface compatibility between fiber and plastic (Yang et al. 2007; Pang et al. 2016). As inspired by NFRPCs, the effect of a silane modifier on properties of wood veneer/PE film composites has been investigated (Fang et al. 2014, 2016).
As a particularly versatile polymer that finds wide application in industry, polypropylene (PP) is one of the most important thermoplastics, mainly due to the low cost of monomer, efficient polymerization, and ease of processing and modification. Its use expanded rapidly in the 1960s and 1970s and continues to grow today (Rosa et al. 2005). As reported, PP usually has a density of 0.81 to 0.91 g/cm3, which is lower than other plastics such as acrylonitrile butadiene styrene, polystyrene, polyvinyl chloride, and PE used in previous studies (Yeh et al. 2015). However, PP usually has a higher tensile strength and modulus and better thermal stability than other plastics, and the melting point of industrial-grade PP can be as high as 160 to 166 °C, indicating that the service temperature of PP can be as high as 100 to 120 °C (Yeh et al. 2015). Moreover, PP possesses excellent chemical resistance, which (in most cases) is non-reactive and cannot be dissolved by the majority of solvents (Yeh et al. 2015). To date, PP has been extensively used in industrial applications such as in appliances, daily necessities, furniture, packaging, and for automotive uses (Yeh et al. 2015). Recently, PP-based NFRPCs have been widely studied, and they exhibit desirable performance, thus recognizing them as suitable for building and construction applications (Zhou et al. 2013).
Although available reports on PP-based NFRPCs demonstrate the potential of PP to form composites with natural fiber, the utilization of PP film to prepare commonly used plywood-like composites has been scarcely reported. Considering the lack of research available, this study made a first effort to prepare novel plywood-like composites (wood veneer/PP film composites) using PP film as a formaldehyde-free water-resistant adhesive. In this research, the following were investigated: (1) the effect of the preparation conditions (hot-pressing temperature, hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers)) on the properties of wood veneer/PP film composites; (2) the performance of wood veneer/PP film composites compared with plywood-like composites using, respectively, PE film, UFR, and PFR as adhesives (wood veneer/PE film composites, wood veneer/UFR composites, and wood veneer/PFR composites), and the evaluation according to various plywood standards; and (3) the effect of two interfacial modifiers (maleic anhydride grafted polypropylene, MAPP; and γ-aminopropyltriethoxysilane, APTES) on the properties of wood veneer/PP film composites. This research may blaze new trails for developing formaldehyde-free wood-based composites.
EXPERIMENTAL
Materials
Wood veneer was purchased from EuCahetus dunnii Maiden plantation (Liuzhou, China) with dimensions of 400 × 400 × 2 mm3 and a moisture content of 9%. Polypropylene film was purchased from Huadun Xuehua Plastic Group Co., Ltd. (Beijing, China), with a thickness of 0.04 mm and a density of 0.9 g/cm3. Polypropylene in PP film had a weight-average molecular weight (Mw) of 3.1 × 105 with a polydispersity (PD) of 3.9. High-density polyethylene film was purchased from Huadun Xuehua Plastic Group Co., Ltd. (Beijing, China), with a thickness of 0.04 mm and a density of 0.9 g/cm3. High-density polyethylene in PE film had an Mw of 1.3 × 105 with a PD of 5.6.
Urea-formaldehyde resin was purchased from the Chinese Academy of Forestry (Beijing, China), with a formaldehyde/urea molar ratio of 1.2, a solid resin content of 52%, a curing agent dosage of 1% (weight ratio of solid NH4Cl to solid UFR), an Mw of 1.5 × 103, and a PD of 12.4. Phenol-formaldehyde resin was purchased from the Chinese Academy of Forestry (Beijing, China), with a formaldehyde/phenol molar ratio of 2, a solid resin content of 45%, an Mw of 1.6 × 104, and a PD of 1.5. Maleic anhydride grafted polypropylene was purchased from Shuangfu Plastic Co., Ltd. (Dongguan, China), with a density of 0.9 g/cm3, a grafting ratio of 1%, an Mw of 8 × 104, and a PD of 2.6. γ-aminopropyltriethoxysilane was purchased from Lanyi Chemical Co., Ltd. (Beijing, China), with a density of 0.94 g/mL.
Preparation Condition of the Composites
Technological route for preparing wood veneer/PP film composites
The structure of wood veneer/PP film composites is shown in Fig. 2a. It was assembled using three wood veneers, with the grain direction of adjacent wood veneers perpendicular to each other. Also, the PP film was cut in the same dimension as the wood veneer, and was added between adjacent wood veneers to serve as the adhesive.
The hot-pressing of wood veneer/PP film composites was performed in a BY302 × 2/15 150T presser (Xinxieli Group Co., Ltd., Suzhou, China).
At room temperature, cold-pressing of wood veneer/PP film composites was immediately performed with a pressure of 0.5 MPa for a duration of 50 s/mm. In this research, the cold-pressing condition for wood veneer/PP film composites was fixed.
Experimental design for optimizing hot-pressing temperature of wood veneer/PP film composites
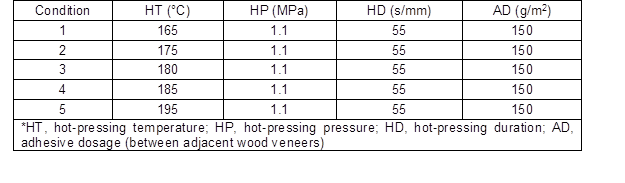
According to Table 1, the effect of the hot-pressing temperature on the physical-mechanical properties of wood veneer/PP film composites was studied, and the hot-pressing temperature was optimized. The result of this experiment is shown in Fig. 1b. Finally, the optimal hot-pressing temperature for preparing wood veneer/PP film composites was found to be 180 °C.
Table 1. Preparation Conditions of Wood Veneer/Polypropylene Film Composites for Optimizing Hot-pressing Temperature
Experimental design for optimizing the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) of wood veneer/PP film composites
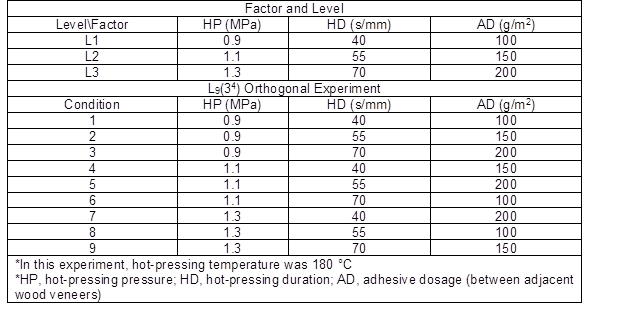
According to Table 2, the effects of the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers), respectively, on the physical-mechanical properties of wood veneer/PP film composites were studied, and the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) were optimized. The results of this experiment are shown in Fig. 1(c to e). In Figs. 1c, 1d, and 1e, the left y-axis is used to describe main effect of the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers), while the right y-axis is used to perform range analysis. Finally, the optimal hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) for preparing wood veneer/PP film composites were found to be 0.9 MPa, 70 s/mm, and 150 g/m2, respectively.
Table 2. Preparation Conditions of Wood Veneer/Polypropylene Film Composites for Optimizing Hot-pressing Pressure, Hot-pressing Duration, and Adhesive Dosage (between Adjacent Wood Veneers)
Experimental design for the performance evaluation of wood veneer/PP film composites
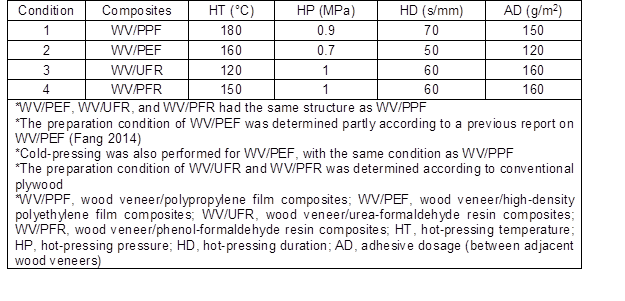
According to Table 3, four plywood-like composites (wood veneer/PP film composites, wood veneer/PE film composites, wood veneer/UFR composites, and wood veneer/PFR composites) were prepared, using, respectively, PP film, PE film, UFR, and PFR as adhesive. The physical-mechanical properties and formaldehyde emission value of wood veneer/PP film composites were compared with other plywood-like composites, and various plywood standards. The results of this experiment are shown in Fig. 3.
Table 3. The Preparation Condition of Composites with Different Adhesives
Experimental design for the interfacial modification of wood veneer/PP film composites
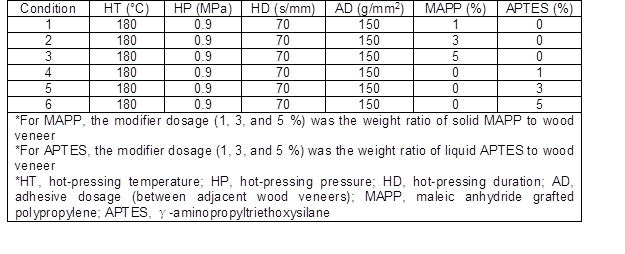
According to Table 4, two modified wood veneer/PP film composites (MAPP surface modified wood veneer/PP film composites and APTES surface modified wood veneer/PP film composites) were prepared, using, respectively, two modified wood veneer (MAPP surface modified wood veneer and APTES surface modified wood veneer). The effects of the interface modifier on the physical-mechanical properties of wood veneer/PP film composites were studied. The results of this experiment are shown in Fig. 4.
Table 4. Preparation Condition of Wood Veneer/Polypropylene Film Composites with Interfacial Modifier
The preparation of MAPP surface modified wood veneer and APTES surface modified wood veneer
To prepare MAPP surface modified wood veneer, MAPP was fully dissolved in xylene. This solution was applied on the wood veneer surface. After the treated wood veneer was air-dried for 24 h, the MAPP surface modified wood veneer was harvested.
To prepare APTES surface modified wood veneer, APTES was fully dissolved in distilled water and hydrolyzed for 1 h. This solution was applied on the wood veneer surface. After the treated wood veneer was air-dried for 24 h and oven-dried at 130 °C for 2 h, APTES surface modified wood veneer was harvested.
Characterizations
Melting temperature of PP film
The differential scanning calorimetry (DSC) spectrum of PP film was measured in a DSC-60 calorimeter (Shimadzu, Kyoto, Japan), with nitrogen atmosphere at a flow rate of 20 mL/min, from room temperature to 200 °C at a heating rate of 10 °C/min. The DSC spectrum of PP film is shown in Fig. 1a; according to the characteristic peak in the DSC spectrum of PP film, melting temperature of PP film was determined.
Physical-mechanical properties of plywood-like composites
According to the Chinese standard GB/T 17657 (2013), the physical-mechanical properties of plywood-like composites were studied, in which the strength and modulus of composites were measured in an MWW-50 tester (Tayasaf Corporation, Beijing, China). The results of the physical-mechanical properties are shown in Figs. 1b-1e, Figs. 3a, 3c-3f, and Figs. 4a-4e. The physical-mechanical properties were as follows:
(1) Thickness swelling. Thickness swelling was measured after the specimen was immersed in 23 °C water for 1 to 7 days. For each case, 15 groups of specimens were studied by calculating arithmetic mean and standard deviation.
(2) Flexural strength (also called modulus of rupture) and flexural modulus (also called modulus of elasticity). Flexural strength and flexural modulus were measured in a three-point bending test. For each case, 15 groups of specimens were studied by calculating arithmetic mean and standard deviation.
(3) Boiling water-resistant shear strength. Boiling water-resistant shear strength was measured after the specimen was immersed in boiling water for 4 h, air-dried in at 63 °C for 20 h, and immersed in boiling water for 4 h. For each case, 36 groups of specimens were studied by calculating arithmetic mean and standard deviation. After the measurement of boiling water-resistant shear strength, the wood failure percentage in shear fracture of the adhesive bonded joint was estimated.
(4) Hot water-resistant shear strength. Hot water-resistant shear strength was measured after the specimen was immersed in 63 °C water for 3 h. For each case, 36 groups of specimens were studied by calculating arithmetic mean and standard deviation.
Microscopic morphology of plywood-like composites
The microscopic morphology of wood veneer/PP film composites without modifier, MAPP surface modified wood veneer/PP film composites (with 3% MAPP), and APTES surface modified wood veneer/PP film composites (with 3% APTES) was observed in an S-3400N scanning electron microscope (SEM) (Hitachi, Tokyo, Japan), with an accelerating voltage of 5 kV.
The three composites were prepared as follows: hot-pressing temperature, 180 °C; hot-pressing pressure, 0.9 MPa; hot-pressing duration, 70 s/mm; adhesive dosage (between adjacent wood veneers), 150 g/m2. The SEM specimens were prepared by cutting composites through the thickness. Prior to observation, the specimen was sputter-coated with gold. Finally, the side of the specimen panel was observed, and its SEM image was used to characterize the microscopic morphology of adhesive bonded joint in wood veneer/PP film composites.
The SEM images of wood veneer/PP film composites are shown in Fig. 2b and Fig. 6b. The SEM images of MAPP surface modified wood veneer/PP film composites (with 3% MAPP) and APTES surface modified wood veneer/PP film composites (with 3% APTES) are shown in Figs. 6d and 6f, respectively.
Formaldehyde emission value of plywood-like composites
According to the desiccator method in the Japanese standard JAS 233 (2008), the formaldehyde emission test was performed. Finally, formaldehyde emission value was measured in a UV-1700 ultraviolet-visible spectrophotometer (Shimadzu, Kyoto, Japan). For each case, six groups of specimens were studied for calculating arithmetic mean and standard deviation. Composites for formaldehyde emission value characterization were prepared according to Table 3, and the results of this experiment are shown in Fig. 3b.
RESULTS AND DISCUSSION
Process Optimization of Wood Veneer/PP Film Composites
Preliminary analysis on hot-pressing temperature of wood veneer/PP film composites
According to the melting and pyrolysis characteristics of raw materials, the range of hot-pressing temperature for preparing wood veneer/PP film composites was determined. In terms of melting characteristics, Fig. 1a shows the DSC spectrum of PP film; an obvious endothermic peak indicated that the melting temperature of PP film was 164 °C.
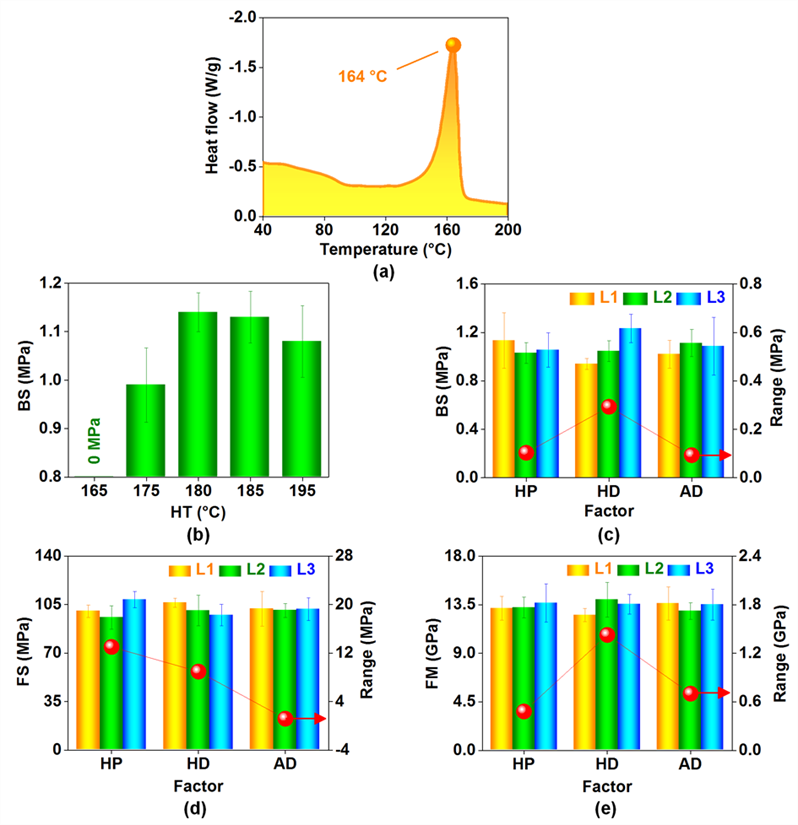
Fig. 1. (a) Differential scanning calorimetry spectrum of polypropylene film, and (b to e) the physical-mechanical properties of wood veneer/polypropylene film composites. BS, boiling water-resistant shear strength; FS, flexural strength; FM, flexural modulus; HT, hot-pressing temperature; HP, hot-pressing pressure; HD, hot-pressing duration; AD, adhesive dosage (between adjacent wood veneers)
The melting temperature of PP film was higher than the melting temperature of other plastic films such as PE film (around 130 °C) (Song et al. 2016), reflecting the higher thermal stability of PP film. Therefore, the hot-pressing temperature for wood veneer/PP film composites must be over 164 °C, which was to give PP film desirable mobility during hot-pressing (Fang et al. 2013b). As reported, desirable mobility can make plastic film better penetrate into the porous structure of wood veneer, thus forming a strong adhesive-bonded joint after hot-pressing (Fang et al. 2013b).
In terms of pyrolysis characteristics, the pyrolysis of wood (such as the eucalyptus wood used in this research) usually occurs above 200 °C (Ma et al. 2016), while the pyrolysis of PP usually occurs at higher temperatures than 300 °C (Reixach et al. 2015). Therefore, the hot-pressing temperature for wood veneer/PP film composites must be below 200 °C, which was to avoid the pyrolysis of raw materials during hot-pressing.
Therefore, in this research, the hot-pressing temperature for preparing wood veneer/PP film composites ranged from 165 to 195 °C. According to available reports, 165 to 195 °C is also an acceptable range for preparing PP-based NFRPCs (Zhou et al. 2013; Malakani et al. 2015; Reixach et al. 2015). By contrast, the hot-pressing temperature for preparing conventional plywood using UFR as adhesive is usually approximately 100 °C (Hua 2002; Song et al. 2016).
Preliminary analysis on the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) and cold-pressing condition of wood veneer/PP film composites
In this research, the hot-pressing pressure (0.9 to 1.3 MPa), hot-pressing duration (40 to 70 s/mm), and adhesive dosage (between adjacent wood veneers) (100 to 200 g/m2) were used to prepare wood veneer/PP film composites, which were determined partly according to a previous report on wood veneer/PE film composites (Fang 2014; Song et al. 2016).
For cold-pressing, the temperature (room temperature), pressure (0.5 MPa), and duration (50 s/mm) were also determined partly according to a previous report on wood veneer/PE film composites (Fang 2014; Song et al. 2016). For plywood-like composites prepared using plastic film as an adhesive, cold-pressing must be performed because it reduces stress and the distortion of composites after hot-pressing (Fang et al. 2014).
Optimization of hot-pressing temperature for preparing wood veneer/PP film composites
As shown in Fig. 1b, with the hot-pressing temperature rising from 165 to 195 °C, the boiling water-resistant shear strength of wood veneer/PP film composites first increased and then decreased; 180 °C gave rise to the highest boiling water-resistant shear strength.
With the hot-pressing temperature rising from 165 to 180 °C, the increase in the boiling water-resistant shear strength indicated that the adhesive-bonded joint in wood veneer/PP film composites was enhanced. As reported, a higher hot-pressing temperature can give plastic film lower viscosity and better mobility. This effect can enhance the penetration of plastic film into wood veneer, thus forming a stronger adhesive-bonded joint in plywood-like composites (Fang 2014). Besides, higher hot-pressing temperature can also decrease the proportion of hydrophilic groups in wood, thus enhancing the interfacial compatibility between hydrophilic wood and hydrophobic plastic film (Fang 2014; Ding et al. 2016). Although 165 °C was higher than the melting temperature of PP film (164 °C), wood veneer/PP film composites prepared using hot-pressing temperature of 165 °C exhibited very low boiling water-resistant shear strength (0 MPa) due to the debonding of PP film from wood veneer during boiling water immersion. Therefore, higher hot-pressing temperature was needed.
With hot-pressing temperature rising from 180 to 195 °C, the decrease in the boiling water-resistant shear strength indicated that the adhesive-bonded joint in wood veneer/PP film composites was weakened. As reported, temperatures too high can cause plastic film to have too low of a viscosity, which can lead to the excessive penetration of plastic film into wood veneer. This penetration can result in a shortage of adhesive between adjacent wood veneers, forming weaker adhesive-bonded joints in plywood-like composites (Chang 2014).
According to the boiling water-resistant shear strength result, the optimal hot-pressing temperature for preparing wood veneer/PP film composites was found to be 180 °C.
Optimization of hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) for preparing wood veneer/PP film composites
As shown in Figs. 1c, 1d, and 1e, an increase of the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) could lead to the increase, decrease, or slight change in the boiling water-resistant shear strength, flexural strength, and flexural modulus of wood veneer/PP film composites. Overall, the effect of the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) had no obvious regularity. For different properties, the optimal level of various factors could be different. This complexity was understandable, because different properties may have different physical meanings, causing varying sensitivities to varying factors. The effect mechanism of the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) can be explained as follows. As reported, the effect of these factors on the physical-mechanical properties of wood veneer/plastic film composites usually was twofold.
(1) Effect of hot-pressing pressure
An increase in the hot-pressing pressure can enhance the penetration of plastic film into the wood veneer, and also enhance the effect of the hot-pressing temperature. These results can produce stronger adhesive-bonded joints in plywood-like composites, and achieve a more efficient stress transfer in composites (Hua 2002; Chang 2014; Song et al. 2016).
However, a hot-pressing pressure that is too high can destroy wood cells, lead to the excessive penetration of plastic film into wood veneer (similar to the effect of an hot-pressing temperature that is too high), and result in stress and distortion in composites after hot-pressing that are too high (this can destroy the formed adhesive bonded joint) (Hua 2002; Chang 2014; Song et al. 2016).
(2) Effect of hot-pressing duration
An increase or decrease in the hot-pressing duration can, respectively, enhance or weaken the effect of other factors such as the hot-pressing temperature and hot-pressing pressure (Hua 2002).
(3) Effect of adhesive dosage (between adjacent wood veneers)
An increase in the adhesive dosage (between adjacent wood veneers) can give sufficient plastic film to encapsulate the wood veneer surface. The sufficient plastic film can form more adhesive-bonded joints in plywood-like composites, and also more effectively repair fractures and debris of the wood veneer surface caused by wood processing. These results can produce more efficient stress transfer in composites (Fang et al. 2013b; Chang 2014; Zuo et al. 2016).
However, an adhesive dosage (between adjacent wood veneers) that is too high can form too thick of a bondline between adjacent wood veneers. This bondline can weaken adhesion between adjacent wood veneers because the stiffness of plastic film is usually less than that of the wood (Fang et al. 2013b).
(4) Statistical analysis
As shown in the right y-axis of Figs. 1c, 1d, and 1e, the range analysis indicated that the hot-pressing duration had greater effect (than hot-pressing pressure and adhesive dosage (between adjacent wood veneers)) on the boiling water-resistant shear strength and flexural modulus, while the hot-pressing pressure had greater effect (than hot-pressing duration and adhesive dosage (between adjacent wood veneers)) on the flexural strength. According to analysis of variance, the effect of the hot-pressing duration on boiling water-resistant shear strength was significant (P-value < 0.05), while other effects in the orthogonal experiment were insignificant. Overall, the hot-pressing pressure, hot-pressing duration, and adhesive dosage (between adjacent wood veneers) should be optimized according to the boiling water-resistant shear strength result.
According to the boiling water-resistant shear strength result, the optimal hot-pressing pressure, hot-pressing duration, adhesive dosage (between adjacent wood veneers) for preparing wood veneer/PP film composites were found to be 0.9 MPa, 70 s/mm, and 150 g/mm2, respectively.
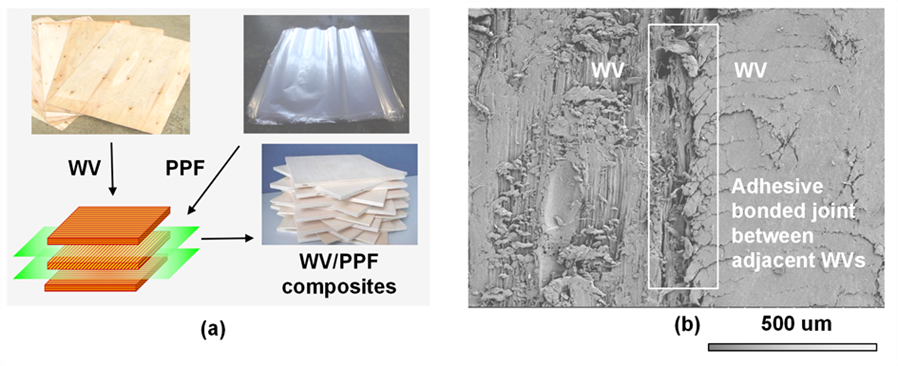
Fig. 2. The (a) structure and (b) scanning electron microscope images of wood veneer/polypropylene film composites. WV, wood veneer; PPF, polypropylene film
Structure of the wood veneer/PP film composites and the microscopic morphology of adhesive bonded joint in wood veneer/PP film composites
Figure 2a shows the structure of wood veneer/PP film composites, and Fig. 2b shows the microscopic morphology of adhesive bonded joint in wood veneer/PP film composites. As illustrated in Fig. 2b, adjacent wood veneers were bonded by (invisible) PP film bondline, thus forming a composite structure of wood veneer/PP film composites.
The SEM result was understandable. Hot-pressing can make plastic film flow and penetrate into the vessel of the wood veneer. In this vessel, the adhesive-bonded joint was formed through the interlocking between wood and plastic film, thus giving strength to wood veneer/plastic film composites (Fang et al. 2014).
Because plastic film has a hydrophobic surface very different from the hydrophilic surface of wood, the formation of a wood veneer/plastic film composites interface largely depends on mechanical interaction (Fang 2014; Xie et al. 2016). This mechanism may be very different from wood-based composites prepared using hydrophilic adhesive such as formaldehyde-based resin. The formation of a wood veneer/formaldehyde-based resin composites interface largely depends on chemical reaction (Gu 1999; Liu 2012; Nguyen et al. 2016).
Performance Evaluation of Wood Veneer/PP Film Composites
Comparison of the thickness swelling of plywood-like composites using different adhesives
As shown in Fig. 3a, the thickness swelling of the four composites increased during 1 to 7 days. In detail, the thickness swelling of the wood veneer/plastic film composites was lower than that of the wood veneer/formaldehyde-based resin composites. The thickness swelling of the wood veneer/PP film composites was lower than wood veneer/PE film composites, while the thickness swelling of wood veneer/PFR composites was lower than wood veneer/UFR composites. This order did not change during the period of 1 to 7 days.
For plywood-like composites, the thickness swelling describes their swelling caused by water adsorption. Typically, a lower thickness swelling reflects higher dimensional stability in a moist environment.
Compared with the wood veneer/formaldehyde-based resin composites, the lower thickness swelling of the wood veneer/plastic film composites was associated with adhesive properties (Fang 2014). There is an abundance of hydrophilic groups (such as N-H groups and O-H groups) in the molecular structures of UFR and PFR (Gu 1999); there are, however, only hydrophobic groups (like C-H groups) in the molecular structures of PP and PE (Yang et al. 2007). Therefore, the bondline formed by plastic film was more hydrophobic than the bondline formed by formaldehyde-based resin, which contributed to reducing the water adsorption and the thickness swelling of plywood-like composites (Chang 2014).
For wood veneer/plastic film composites, the thickness swelling of wood veneer/PP film composites was lower than that of wood veneer/PE film composites; while for wood veneer/formaldehyde-based resin composites, the thickness swelling of wood veneer/PFR composites was lower than that of wood veneer/UFR composites. This result was associated with the hot-pressing condition. Higher hot-pressing temperature for wood-based composites can reduce hydrophilic groups in raw materials, which contributes to reducing the water adsorption and the thickness swelling of plywood-like composites (Fang 2014; Guan et al. 2016). In this research, the hot-pressing temperature of wood veneer/PP film composites was higher than wood veneer/PE film composites, while the hot-pressing temperature of wood veneer/PFR composites was higher than that of wood veneer/UFR composites.
Comparison of the flexural strength and flexural modulus of plywood-like composites using different adhesives
As shown in Figs. 3c and 3d, the flexural strength and flexural modulus of wood veneer/PP film composites and wood veneer/PFR composites were higher than those of wood veneer/PE film composites and wood veneer/UFR composites. The flexural strength and flexural modulus of wood veneer/PFR composites were higher than those of wood veneer/PP film composites, while the flexural strength and flexural modulus of wood veneer/UFR composites were higher than those of wood veneer/PE film composites.
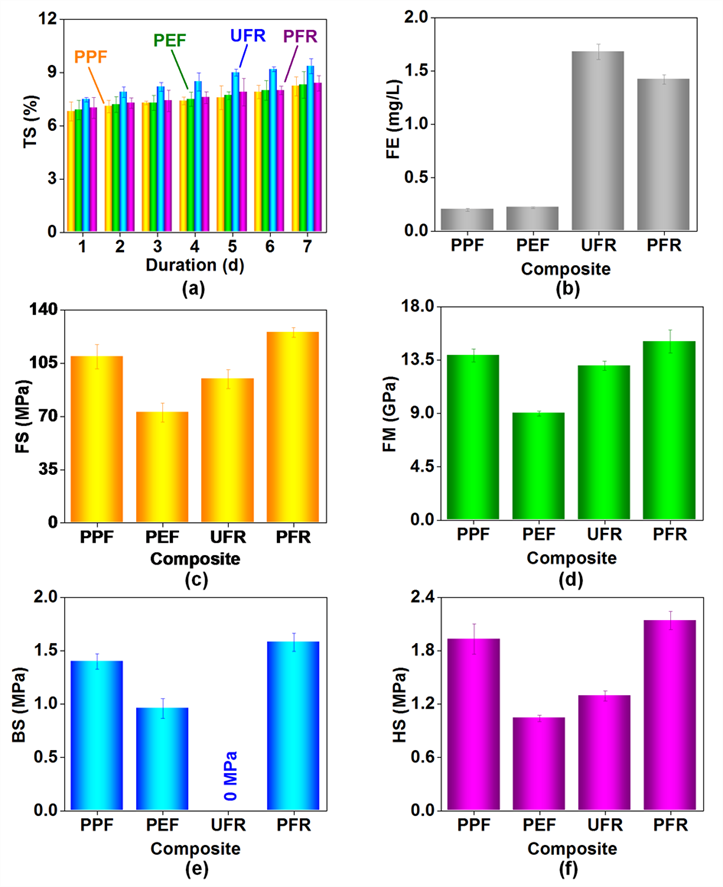
Fig. 3. (a,c-f) Physical-mechanical properties and (b) formaldehyde emission value of plywood-like composites using different adhesives. PPF, wood veneer/polypropylene film composites; PEF, wood veneer/high-density polyethylene film composites; UFR, wood veneer/urea-formaldehyde resin composites; PFR, wood veneer/phenol-formaldehyde resin composites; TS, thickness swelling; FE, formaldehyde emission value; FS, flexural strength; FM, flexural modulus; BS, boiling water-resistant shear strength; HS, hot water-resistant shear strength
For plywood-like composites, the flexural strength describes their strength resistance to fracture, while the flexural modulus describes their stiffness resistance to deformation. Typically, higher flexural strength and flexural modulus reflect better mechanical properties of raw materials and more efficient stress transfer in composites (Lu et al. 2014). As observed, there was an obvious positive correlation between flexural strength values and flexural modulus values, which was understandable because the flexural strength and flexural modulus were derived from the same three-point bending test.
For wood veneer/plastic film composites, the flexural strength and flexural modulus of wood veneer/PP film composites were higher than those of wood veneer/PE film composites; while for wood veneer/formaldehyde-based resin composites, the flexural strength and flexural modulus of wood veneer/PFR composites were higher than those of wood veneer/UFR composites. This result was associated with adhesive properties. As reported, physical-mechanical properties of PP are generally higher than those of PE (Zhou et al. 2013; Yeh et al. 2015), while the physical-mechanical properties of PFR are generally higher than those of UFR (Gu 1999).
Overall, the flexural strength and flexural modulus of wood veneer/plastic film composites were lower than those of wood veneer/formaldehyde-based resin composites, which was associated with both the hot-pressing condition and the adhesion interface. In terms of the hot-pressing condition, wood veneer/plastic film composites were prepared with higher hot-pressing temperature, which can increase the brittleness of raw materials and thus reduce the strength and stiffness of plywood-like composites (Fang 2014; Huang et al. 2016). In terms of the adhesion interface, hydrophobic plastic film has a lower compatibility with hydrophilic wood veneer. This difference can cause more gaps in the wood veneer/plastic film composites interface than in the wood veneer/formaldehyde-based resin composites interface and lead to poorer stress transfer in wood veneer/plastic film composites, resulting in lower strength and stiffness (Fang et al. 2014; Lu et al. 2014).
Comparison of the boiling water-resistant shear strength and hot water-resistant shear strength of plywood-like composites using different adhesives
As shown in Figs. 3e and 3f, the boiling water-resistant shear strength values were overall lower than the hot water-resistant shear strength values. In detail, the boiling water-resistant shear strength and hot water-resistant shear strength of wood veneer/PP film composites were higher than those of wood veneer/PE film composites, and were lower than those of wood veneer/PFR composites. The hot water-resistant shear strength exhibited by wood veneer/UFR composites was higher than that of wood veneer/PE film composites, but the boiling water-resistant shear strength was 0 due to the debonding of UFR from wood veneer during boiling water immersion.
For plywood-like composites, the boiling water-resistant shear strength and hot water-resistant shear strength describe the strength of the adhesive-bonded joint resistance to shear fracture, which are measured after artificial accelerated aging. Typically, higher boiling water-resistant shear strength and hot water-resistant shear strength reflect higher strength and aging resistance in adhesive-bonded joints. The lower value of the boiling water-resistant shear strength than the hot water-resistant shear strength was associated with aging conditions. In detail, the boiling water-resistant shear strength was measured after boiling water immersion and air drying at 63 °C, while the hot water-resistant shear strength was measured after 63 °C water immersion.
The higher boiling water-resistant shear strength and hot water-resistant shear strength of wood veneer/PFR composites were associated with adhesive properties and adhesion interface. In terms of the adhesive properties, PFR has a highly stable molecular structure, which can give adhesive-bonded joints higher strength and aging resistance (Gu 1999). In terms of the adhesion interface, PFR has higher interface compatibility (than plastic film) with wood veneer, and a wood veneer/PFR composites interface can be formed through chemical reaction (Gu 1999).
Although a wood veneer/UFR composites interface can also be formed through chemical reaction, it is recognized that UFR has a lower aging resistance (Gu 1999); therefore, the relatively high hot water-resistant shear strength and the low boiling water-resistant shear strength of wood veneer/UFR composites were understandable.
For wood veneer/plastic film composites, the difference between the boiling water-resistant shear strength and hot water-resistant shear strength values was relatively small. This result was associated with the higher hydrophobicity of plastic film. However, the boiling water-resistant shear strength and hot water-resistant shear strength of wood veneer/plastic film composites were lower than wood veneer/PFR composites, and the hot water-resistant shear strength of wood veneer/PE film composites was lower than the wood veneer/UFR composites. This result was associated with the lower interface compatibility between hydrophobic plastic film and hydrophilic wood veneer (Fang et al. 2014). Besides, the boiling water-resistant shear strength and hot water-resistant shear strength of wood veneer/PP film composites were higher than those of wood veneer/PE film composites, which was associated with adhesive properties. As reported, physical-mechanical properties of PP are generally higher than PE (Zhou et al. 2013; Yeh et al. 2015).
Comparison of the formaldehyde emission value of plywood-like composites using different adhesives
As shown in Fig. 3b, the formaldehyde emission value of wood veneer/plastic film composites was lower than that of wood veneer/formaldehyde-based resin composites. The formaldehyde emission value of wood veneer/PP film composites was lower than that of wood veneer/PE film composites, while the formaldehyde emission value of wood veneer/PFR composites was lower than that of wood veneer/UFR composites.
Because there is no formaldehyde in plastic film such as PP film and PE film (Yang et al. 2007), the lower formaldehyde emission value of wood veneer/plastic film composites was due to the wood veneer. Formaldehyde is a naturally occurring chemical in wood, and wood contains and emits a diminutive, but still detectable, amount of free formaldehyde (Salem and Böhm 2013).
The higher formaldehyde emission value of wood veneer/formaldehyde-based resin composites was mainly due to the adhesive. As recognized, formaldehyde-based resin adhesive plays a key role in the formaldehyde emission of wood-based composites (Murata et al. 2013). As reported, the formaldehyde emission of formaldehyde-based resin is mainly associated with residual formaldehyde in resin, which is added in excess when synthesizing resin (Xiong et al. 2011). Formaldehyde emission of formaldehyde-based resin is also associated with hydrolysis and the aging of resin (Xiong et al. 2011).
For wood veneer/plastic film composites, the formaldehyde emission value of wood veneer/PP film composites was lower than that of wood veneer/PE film composites; while for wood veneer/formaldehyde-based resin composites, the formaldehyde emission value of wood veneer/PFR composites was lower than wood veneer/UFR composites. This result was associated with the hot-pressing condition. As reported, high temperature treatment of wood veneer can affect the adsorption site of wood, leading to a decrease in the formaldehyde emission value of plywood (Murata et al. 2013). In this research, the hot-pressing temperature of wood veneer/PP film composites was higher than that of wood veneer/PE film composites, while the hot-pressing temperature of wood veneer/PFR composites was higher than that of wood veneer/UFR composites.
Comparison with various plywood standards
China is the largest producer, consumer, and trader of wood-based panels. According to the Chinese standard GB/T 9846 (2015), plywood can be classified as follows: (1) weather-resistant plywood (class I plywood), which must have flexural strength, flexural modulus, and boiling water-resistant shear strength over 32 MPa, 5.5 GPa, and 0.7 MPa, respectively; and (2) water-resistant plywood (class II plywood), which must have flexural strength, flexural modulus, and hot water-resistant shear strength over 32 MPa, 5.5 GPa, and 0.7 MPa, respectively. As for formaldehyde emissions, the Japanese standard JAS 233 (2008) has recently become popular when evaluating the formaldehyde emission value of plywood. According to this standard, the formaldehyde emission value of plywood can be classified as follows: F* (formaldehyde emission value < 5.0 mg/L), F** (formaldehyde emission value < 1.5 mg/L), F*** (formaldehyde emission value < 0.5 mg/L), and F**** (formaldehyde emission value < 0.3 mg/L). Currently, F**** has been recognized as a very urgent requirement in the world.
In this research, the physical-mechanical properties of wood veneer/PP film composites, wood veneer/PE film composites, and wood veneer/PFR composites met the requirements for both weather-resistant plywood and water-resistant plywood, while the physical-mechanical properties of wood veneer/UFR composites met only the requirements for water-resistant plywood. Overall, the physical-mechanical properties of the proposed wood veneer/PP film composites were obviously better than those of wood veneer/PE film composites and wood veneer/UFR composites, and were comparable to those of wood veneer/PFR composites.
As for formaldehyde emissions, the formaldehyde emission value of wood veneer/UFR composites and wood veneer/PFR composites met only the requirements for F* plywood and F** plywood, respectively. By contrast, the formaldehyde emission value of both wood veneer/PP film composites and wood veneer/PE film composites met the requirements for F**** plywood, in which the formaldehyde emission value of wood veneer/PP film composites was even lower than that of wood veneer/PE film composites.
Interfacial Enhancement of Wood Veneer/PP Film Composites
Effect of the interface modifier on the physical-mechanical properties of wood veneer/PP film composites
As shown in Fig. 4a, with modifier dosage rising from 0 to 5%, 24 h thickness swelling of MAPP surface modified wood veneer/PP film composites first decreased and then increased, while 24 h thickness swelling of APTES surface modified wood veneer/PP film composites decreased, in which 3% MAPP gave MAPP surface modified wood veneer/PP film composites the lowest 24 h thickness swelling, while 5% APTES gave APTES surface modified wood veneer/PP film composites the lowest 24 h thickness swelling. Overall, 24 h thickness swelling of APTES surface modified wood veneer/PP film composites was lower than MAPP surface modified wood veneer/PP film composites, and 5% APTES caused a 20% decrease in 24 h thickness swelling, compared with wood veneer/PP film composites without a modifier.
As shown in Fig. 4b and 4c, with the modifier dosage rising from 0 to 5%, the flexural strength and flexural modulus of MAPP surface modified wood veneer/PP film composites and APTES surface modified wood veneer/PP film composites first increased and then decreased, in which a 3% modifier gave MAPP surface modified wood veneer/PP film composites and APTES surface modified wood veneer/PP film composites the highest flexural strength and flexural modulus. Overall, the flexural strength and flexural modulus of APTES surface modified wood veneer/PP film composites were higher than those of MAPP surface modified wood veneer/PP film composites, and a 3% APTES caused, respectively, a 29% and 18% increase in the flexural strength and flexural modulus, compared to those of wood veneer/PP film composites without a modifier.
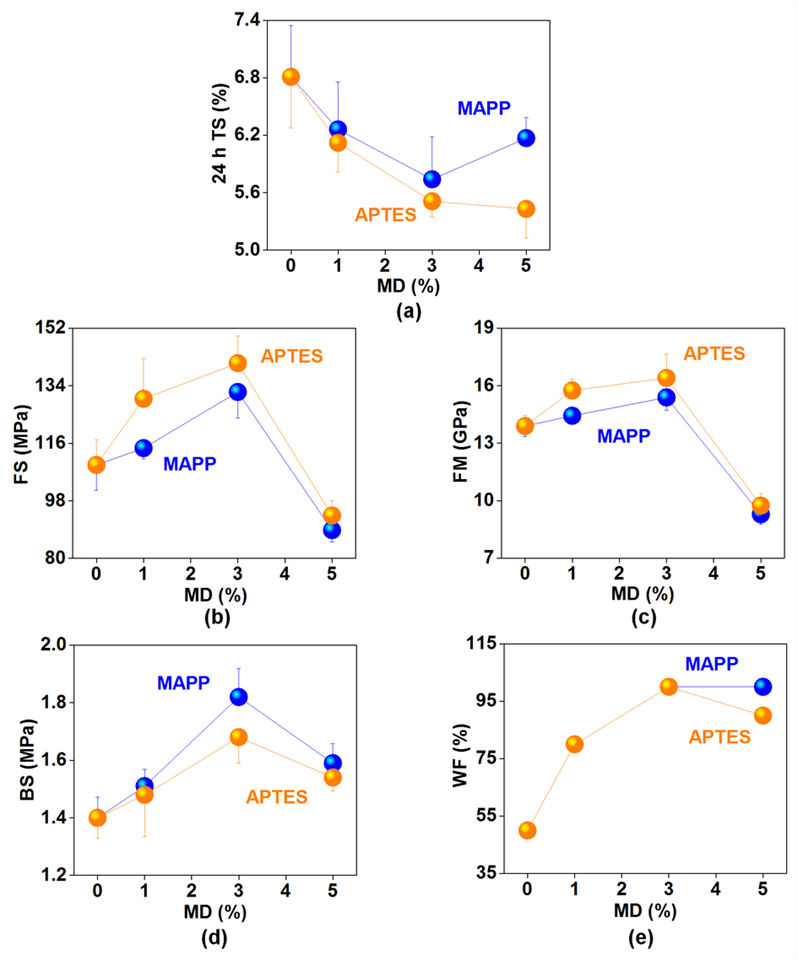
Fig. 4. Physical-mechanical properties of wood veneer/polypropylene film composites with different interface modifiers. MAPP, maleic anhydride grafted polypropylene surface modified wood veneer/polypropylene film composites; APTES, γ-aminopropyltriethoxysilane surface modified wood veneer/polypropylene film composites; TS, thickness swelling; FS, flexural strength; FM, flexural modulus; BS, boiling water-resistant shear strength; WF, wood failure percentage; MD, modifier dosage
As shown in Fig. 4d and 4e, with modifier dosage rising from 0 to 5%, the boiling water-resistant shear strength of MAPP surface modified wood veneer/PP film composites and APTES surface modified wood veneer/PP film composites and the wood failure percentage of the APTES surface modified wood veneer/PP film composites first increased and then decreased, while wood failure percentage of MAPP surface modified wood veneer/PP film composites did not change after increasing to 100%, in which a 3% modifier could give MAPP surface modified wood veneer/PP film composites and APTES surface modified wood veneer/PP film composites the highest boiling water-resistant shear strength and wood failure percentage. Overall, the boiling water-resistant shear strength and wood failure percentage of MAPP surface modified wood veneer/PP film composites were higher than those of APTES surface modified wood veneer/PP film composites, and 3% MAPP caused, respectively, a 30% and 100% increase in the boiling water-resistant shear strength and wood failure percentage, compared to wood veneer/PP film composites without a modifier.
As observed, for different modifiers, the optimal modifier dosage for a property could vary; while for different properties, the optimal modifier dosage of a modifier could vary, as well. The complexity was understandable, because different properties may have different physical meanings, leading to varying sensitivities to varying modifiers.
Mechanism in interface modification of wood veneer/PP film composites
As shown in Fig. 5, there can be esterification between the O-H group of wood and the maleic anhydride group of MAPP (Yang et al. 2007), while there can be condensation between the O-H group of wood and the O-H group of silanol hydrolyzed from APTES (Pang et al. 2016). The condensation in APTES modification can also occur among different silanols (Fang et al. 2014).
As indicated, the bi-functional chemical structures of interface modifiers can consume the hydrophilic groups (like O-H groups) of the wood’s surface, and introduce hydrophobic groups (like C-H groups in the PP or X groups in Fig. 5) to the wood surface, which can give hydrophilic wood veneer higher interface compatibility with hydrophobic PP film, and result in stronger interactions at the wood veneer/PP film composites interface (Yang et al. 2007; Cui et al. 2016; Pang et al. 2016; Yan et al. 2016; Yin et al. 2016).
With an enhanced wood veneer/PP film composites interface, gaps between wood veneer and PP film can be reduced, contributing to a reduced pathway for water to enter composites, a more efficient stress transfer between wood veneer and PP film, and the formation of stronger adhesive-bonded joints in composites (Fang et al. 2014; Lu et al. 2014). Therefore, the decrease in 24 h thickness swelling, and the increase in the flexural strength, flexural modulus, and boiling water-resistant shear strength after modification, were understandable (Fang et al. 2014; Lu et al. 2014).
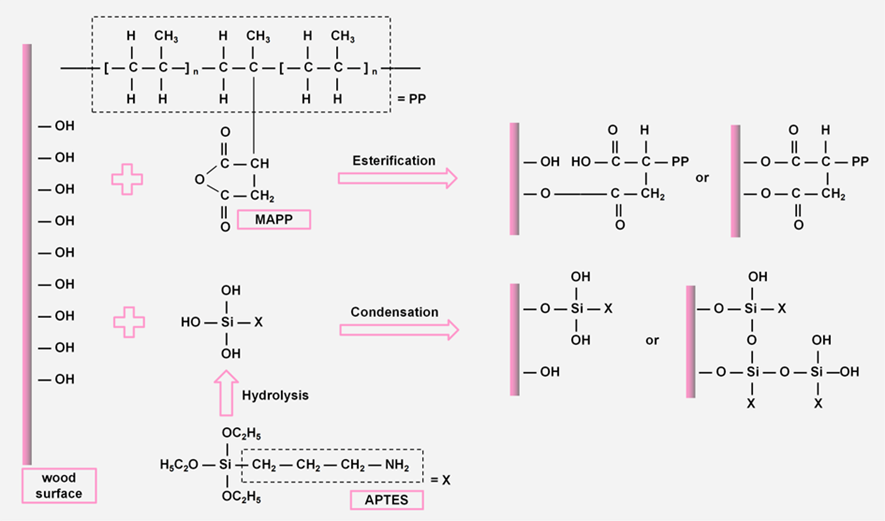
Fig. 5. Reaction between the wood veneer and modifier. WV, wood veneer; MAPP, maleic anhydride grafted polypropylene; APTES, γ-aminopropyltriethoxysilane
Moreover, the increase in the wood failure percentage after modification could also be associated with the enhanced wood veneer/PP film composites interface (Fang et al. 2014). For plywood-like composites, the wood failure percentage (observed after the boiling water-resistant shear strength measurement) describes the wood failure percentage in shear fracture of the adhesive-bonded joint. With a stronger adhesive-bonded joint, the shear fracture was more prone to occurring in wood itself, rather than at the wood/adhesive interface, which resulted in higher wood failure percentage (Gu 1999).
Effect of modifier type and dosage on the physical-mechanical properties of wood veneer/PP film composites
As shown in Fig. 4, the modifier type and dosage had obvious effects on the physical-mechanical properties of wood veneer/PP film composites.
(1) Effect of modifier type.
It was observed that MAPP modification was better for the boiling water-resistant shear strength and wood failure percentage, while APTES modification was better for the 24 h thickness swelling, flexural strength, and flexural modulus. This result indicated that the molecular structure of MAPP had higher compatibility than APTES with plastic film, while the molecular structure of APTES had higher hydrophobicity and stiffness than MAPP.
(2) Effect of the modifier dosage.
The effect of the modifier dosage was twofold. As observed, an increase of the modifier dosage from 1 to 3% obviously improved various properties, but an increase of the modifier dosage from 3 to 5% deteriorated some properties. For example, the flexural strength and flexural modulus of MAPP surface modified wood veneer/PP film composites and APTES surface modified wood veneer/PP film composites with a 5% modifier were even lower than wood veneer/PP film composites without a modifier. This result was understandable as follows.
A higher modifier dosage can give sufficient modifier to react with the wood veneer surface, which can cause extensive interaction between the modified wood veneer surface and plastic film, and lead to higher interface compatibility in composites (Fang 2014; Luo et al. 2014).
However, too high of a modifier dosage can form a thick film on the wood veneer surface, acting as a barrier to enlarge the gap between the wood veneer and the plastic film (Lu et al. 2005; Luo et al. 2014). Moreover, excessive modifier can give redundant hydrophilic groups (Lu et al. 2005), such as O-H groups in ring-opened MAPP or in hydrolyzed APTES, which can weaken the hydrophobicity of the modified wood veneer surface, thus deteriorating the interface compatibility between the hydrophilic wood veneer and the hydrophobic plastic film.
Effect of the modifier on appearance of the wood veneer and on the microscopic morphology of adhesive bonded joint in wood veneer/PP film composites
As shown in Figs. 6a, 6c, and 6e, MAPP surface modified wood veneer exhibited a surface with some white substance, while APTES surface modified wood veneer exhibited an appearance similar to the unmodified wood veneer. This result was associated with the modifier properties, because the MAPP used in this research was a white solid, while the APTES used in this research was a colorless liquid.
As shown in Fig. 6b, for wood veneer/PP film composites without modifier, an obvious gap between adjacent wood veneers indicated that adjacent wood veneers did not become well encapsulated and bonded by PP film bondline, which reflected the low interface compatibility between wood veneer and PP film; this result could give wood veneer/PP film composites higher water adsorption, poorer stress transfer, and weaker adhesive-bonded joints, resulting in higher thickness swelling and lower flexural strength, flexural modulus, boiling water-resistant shear strength, and wood failure percentage (Fang et al. 2014; Lu et al. 2014).
As shown in Figs. 6d and 6f, for MAPP surface modified wood veneer/PP film composites and APTES surface modified wood veneer/PP film composites with a 3% modifier, an enhanced interlocking between adjacent wood veneers indicated that adjacent wood veneers were well encapsulated and bonded by PP film bondline, which reflected a greatly enhanced interface compatibility between wood veneer and PP film; this result contributed to the improvement of various physical-mechanical properties of composites (Fang et al. 2014; Lu et al. 2014).
By and large, the SEM results in Fig. 6 agreed with the physical-mechanical results in Fig. 4.
In this research, environmental and technological benefits demonstrated potential of wood veneer/PP film composites as a novel construction and building material, and its thermal properties will be a future focus.
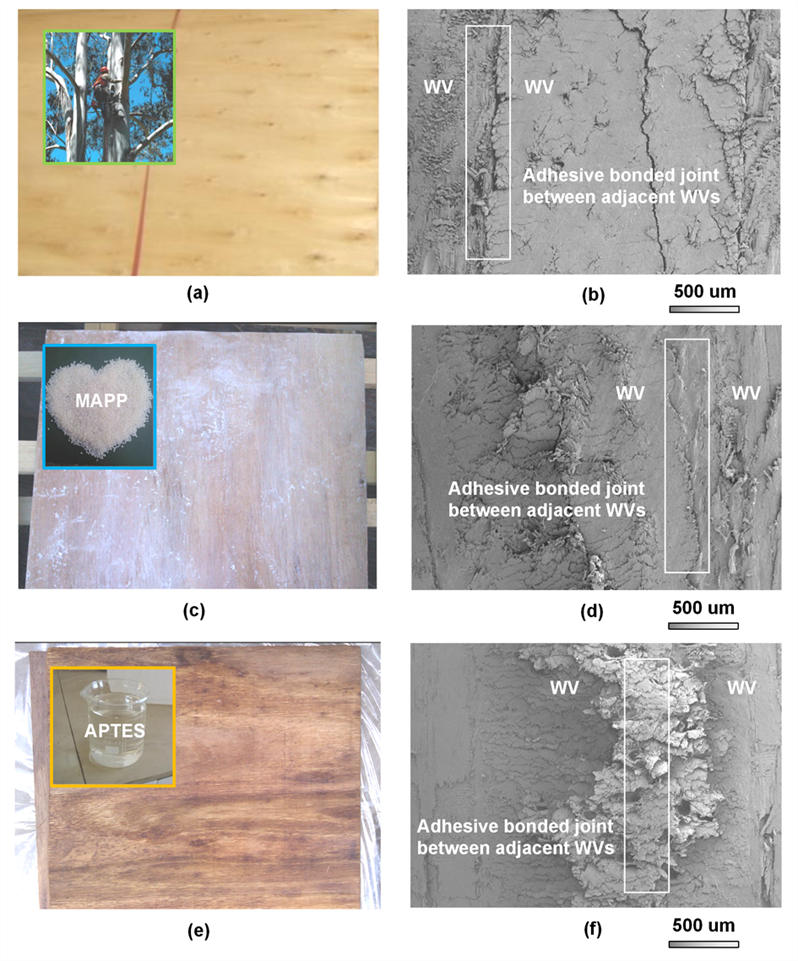
Fig. 6. Optical images of (a) wood veneer, (c) maleic anhydride grafted polypropylene surface modified wood veneer, and (e) γ-aminopropyltriethoxysilane surface modified wood veneer; and scanning electron microscope images of (b) wood veneer/polypropylene film composites, (d) maleic anhydride grafted polypropylene surface modified wood veneer/polypropylene film composites, and (f) γ-aminopropyltriethoxysilane surface modified wood veneer/polypropylene film composites. WV, wood veneer; MAPP, maleic anhydride grafted polypropylene; APTES, γ-aminopropyltriethoxysilane
CONCLUSIONS
- The optimized process for preparing wood veneer/PP film composites was as follows: hot-pressing temperature, 180 °C; hot-pressing pressure, 0.9 MPa; hot-pressing duration, 70 s/mm; adhesive dosage (between adjacent wood veneers), 150 g/m2.
- When preparing wood veneer/PP film composites, the hot-pressing duration (40 to 70 s/mm) had a significant effect (P-value < 0.05) on the boiling water-resistant shear strength values.
- The formaldehyde emission value of wood veneer/PP film composites prepared using the optimized process was below that of wood veneer/PE film composites wood veneer/UFR composites, and wood veneer/PFR composites, which met the requirement for F**** plywood stipulated by the Japanese standard JAS 233 (2008).
- The physical-mechanical properties of wood veneer/PP film composites prepared using the optimized process were over wood veneer/PE film composites and wood veneer/UFR composites, and were comparable to the physical-mechanical properties of wood veneer/PFR composites, which met the requirement for weather-resistant plywood and water-resistant plywood according to the Chinese standard GB/T 9846 (2015).
- The surface modification of MAPP or APTES of the wood veneer could improve the interface compatibility of wood veneer/PP film composites, and the physical-mechanical properties of wood veneer/PP film composites with a 3% modifier were even better than those of wood veneer/PFR composites.
- Modification of MAPP was better for the shear properties of wood veneer/PP film composites, while APTES modification was better for the dimensional stability and flexural properties of wood veneer/PP film composites.
ACKNOWLEDGMENTS
This research was supported by the Co-built Foundation with Beijing Municipal Education Commission, “R & D on Key Technology in Scientific Utilization of Non-wood Plant Raw Materials”; National Natural Science Foundation of China (31670571); Beijing Natural Science Foundation (6162019); Co-built Foundation with the Zhejiang Province (CZXC201410), “R & D on Natural Fiber Composites and Environmentally Friendly Adhesives”; and the Fundamental Research Funds for the Central Universities of China. Furthermore, the researchers were grateful for the technical support from the Chinese Academy of Forestry, Zhejiang Chengzhu Advanced Material Technology Co., Ltd., Anhui Sentai WPC Group Co., Ltd, and Mr. Zaihua Shen.
REFERENCES CITED
Chang, L. (2014). Formation Mechanism and Interface Status Evaluation of High Density Polyethylene Poplar Composite Plywood, Ph.D. Dissertation, Chinese Academy of Forestry, Beijing, China.
Cui, J., Huang, H., Han, S., He, Y., and Jiang, G. (2016). “Influence of glass fiber implantation on the mechanical properties of poplar laminated veneer lumber,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(5), 40-44. DOI: 10.13360/j.issn.2096-1359.2016.05.008
Ding, W., Li, W., Gao, Q., Han, C., Zhang, S., and Li, J. (2013). “The effects of sealing treatment and wood species on formaldehyde emission of plywood,” BioResources 8(2), 2568-2582. DOI: 10.15376/biores.8.2.2568-2582
Ding, T., Wang, C., and Peng, W. (2016). “A theoretical study of moisture sorption behavior of heat-treated pine wood using Raman spectroscopic analysis,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(5), 15-19. DOI: 10.13360/j.issn.2096-1359.2016.05.003
Fang, L. (2014). Interfacial Modification Methods and Mechanism of High Density Polyethylene Film/Poplar Veneer Plywood, Ph.D. Dissertation, Chinese Academy of Forestry, Beijing, China.
Fang, L., Chang, L., Guo, W., Chen, Y., and Wang, Z. (2013a). “Manufacture of environmentally friendly plywood bonded with plastic film,” Forest Products Journal 63(7-8), 283-287. DOI: 10.13073/FPJ-D-12-00062
Fang, L., Chang, L., Guo, W., Chen, Y., and Wang, Z. (2014). “Influence of silane surface modification of veneer on interfacial adhesion of wood-plastic plywood,” Applied Surface Science 288, 682-689. DOI: 10.1016/j.apsusc.2013.10.098
Fang, L., Chang, L., Guo, W., Ren, Y., and Wang, Z. (2013b). “Preparation and characterization of wood-plastic plywood bonded with high density polyethylene film,” European Journal of Wood and Wood Products 71(6), 739-746. DOI: 10.1007/s00107-013-0733-0
Fang, L., Wang, X., Xiong, X., Zou, Y., and Wang, Z. (2016). “Effects of surface pretreatments on wet cycle resistance of wood-plastic plywood,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(1), 37-41. DOI: 10.13360/j.issn.2096-1359.2016.01.007
GB/T 17657 (2013). “Test methods of evaluating the properties of wood-based panels and surface decorated wood-based panels,” Standardization Administration of China, Beijing, China.
GB/T 9846 (2015). “Plywood for general use,” Standardization Administration of China, Beijing, China.
Goto, T., Saiki, H., and Onishi, H. (1982). “Studies on wood gluing,” Wood Science and Technology 16(4), 293-303. DOI: 10.1007/BF00353157
Gu, J. (1999). Adhesives and Coatings, China Forestry Publishing House, Beijing, China.
Guan, M., Chang, X., Xue, M., Wang, B., and Zhai, T. (2016). “Oxygen index and thermalgravimetric analysis of poplar plywood by carbonized veneer,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(2), 17-20. DOI: 10.13360/j.issn.2096-1359.2016.02.003
Hua, Y. (2002). Technology of Wood-based Panels, China Forestry Publishing House, Beijing, China.
Huang, M., Zhang, X., Yu, W., Li, W., Liu, X., and Zhang, W. (2016). “Mechanical properties and structure characterization of bamboo softened by high temperature steam,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(4), 64-68. DOI: 10.13360/j.issn.2096-1359.2016.04.010
Jakes, J. E., Hunt, C. G., Yelle, D. J., Lorenz, L., Hirth, K., Gleber, S. C., Vogt, S., Grigsby, W., and Frihart, C. R. (2015). “Synchrotron-based X-ray fluorescence microscopy in conjunction with nanoindentation to study molecular-scale interactions of phenol-formaldehyde in wood cell walls,” ACS Applied Materials and Interfaces 7(12), 6584-6589. DOI: 10.1021/am5087598
JAS 233 (2008). “Plywood for general use,” Japanese Standards Association, Tokyo, Japan.
Liu, X. (2012). Study on Aging Properties of Wood Based Panel Bonded with UF Resin, Master’s Thesis, Beijing Forestry University, Beijing, China.
Lu, J. Z., Wu, Q., and Negulescu, I. I. (2005). “Wood-fiber/high-density-polyethylene composites: Coupling agent performance,” Journal of Applied Polymer Science 96(1), 93-102. DOI: 10.1002/app.21410
Lu, T., Liu, S., Jiang, M., Xu, X., Wang, Y., Wang, Z., Gou, J., Hui, D., and Zhou, Z. (2014). “Effects of modifications of bamboo cellulose fibers on the improved mechanical properties of cellulose reinforced poly(lactic acid) composites,” Composites Part B: Engineering 62, 191-197. DOI: 10.1016/j.compositesb.2014.02.030
Luo, H., Xiong, G., Ma, C., Chang, P., Yao, F., Zhu, Y., Zhang, C., and Wan, Y. (2014). “Mechanical and thermo-mechanical behaviors of sizing-treated corn fiber/polylactide composites,” Polymer Testing 39, 45-52. DOI: 10.1016/j.polymertesting.2014.07.014
Ma, P., Lan, J., Feng, Y., Liu, R., Qu, J., and He, H. (2016). “Effects of continuous steam explosion on the microstructure and properties of eucalyptus fibers,” BioResources 11(1), 1417-1431. DOI: 10.15376/biores.11.1.1417-1431
Malakani, M., Bazyar, B., Talaiepour, M., Hemmasi, A. H., and Ghasemi, I. (2015). “Effect of acetylation of wood flour and MAPP content during compounding on physical properties, decay resistance, contact angle, and morphology of polypropylene/wood flour composites,” BioResources 10(2), 2113-2129. DOI: 10.15376/biores.10.2.2113-2129
Murata, K., Watanabe, Y., and Nakano, T. (2013). “Effect of thermal treatment of veneer on formaldehyde emission of poplar plywood,” Materials 6(2), 410-420. DOI: 10.3390/ma6020410
Nguyen, T., Cao, Y., Zhou, X., Dai, Z., and Nguyen, Q. (2016). “Effects of plasma treatment on properties of poplar LVL,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(5), 26-30. DOI: 10.13360/j.issn.2096-1359.2016.05.005
Pang, A. L., Ismail, H., and Abu Bakar, A. (2016). “Tensile properties, water resistance, and thermal properties of linear low-density polyethylene/polyvinyl alcohol/kenaf composites: Effect of 3-(trimethoxysilyl) propyl methacrylate (TMS) as a silane coupling agent,” BioResources 11(3), 5889-5904. DOI: 10.15376/biores.11.3.5889-5904
Reixach, R., Puig, J., Méndez, J. A., Gironès, J., Espinach, F. X., Arbat, G., and Mutjé, P. (2015). “Orange wood fiber reinforced polypropylene composites: Thermal properties,” BioResources 10(2), 2156-2166. DOI: 10.15376/biores.10.2.2156-2166
Rosa, D. S., Angelini, J. M. G., Agnelli, J. A. M., and Mei, L. H. I. (2005). “The use of optical microscopy to follow the degradation of isotactic polypropylene (iPP) subjected to natural and accelerated ageing,” Polymer Testing 24(8), 1022-1026. DOI: 10.1016/j.polymertesting.2005.07.009
Salem, M. Z. M., and Böhm, M. (2013). “Understanding of formaldehyde emissions from solid wood: An overview,” BioResources 8(3), 4775-4790. DOI: 10.15376/biores.8.3.4775-4790
Smith, M. J., Dai, H., and Ramani, K. (2002). “Wood-thermoplastic adhesive interface – Method of characterization and results,” International Journal of Adhesion and Adhesives 22(3), 197-204. DOI: 10.1016/S0143-7496(01)00055-0
Song, W., Cao, Y., Wang, D., Hou, G., Shen, Z., and Zhang, S. (2015a). “An investigation on formaldehyde emission characteristics of wood building materials in Chinese standard tests: Product emission levels, measurement uncertainties, and data correlations between various tests,” PLoS ONE 10(12), e0144374. DOI: 10.1371/journal.pone.0144374
Song, W., Wei, W., Ren, C., and Zhang, S. (2016). “Developing and evaluating composites based on plantation eucalyptus rotary-cut veneer and high-density polyethylene film as novel building materials,” BioResources 11(2), 3318-3331. DOI: 10.15376/biores.11.2.3318-3331
Song, W., Zhao, F., Yu, X., Wang, C., Wei, W., and Zhang, S. (2015b). “Interfacial characterization and optimal preparation of novel bamboo plastic composite engineering materials,” BioResources 10(3), 5049-5070. DOI: 10.15376/biores.10.3.5049-5070
Wang, Q., Yi, X., and Shen, J. (2016). “Tailoring wood-plastic composites for furniture production: Possibilities and opportunities,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(3), 1-8. DOI: 10.13360/j.issn.2096-1359.2016.03.001
Wu, Z., Du, G., Lei, H., Xi, X., Cao, M., and Guo, X. (2016). “Preparation of eco-friendly urea-formaldehyde resin by urea-formaldehyde precondensate and soy protein,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(1), 31-36. DOI: 10.13360/j.issn.2096-1359.2016.01.006
Xie, L., Wang, H., Dai, Q., and Du, G. (2016). “Fabrication of superhydrophobic wood by plasma etching and deposition of diamond-like carbon films,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(5), 10-14. DOI: 10.13360/j.issn.2096-1359.2016.05.002
Xiong, J., Zhang, Y., and Huang, S. (2011). “Characterisation of VOC and formaldehyde emission from building materials in a static environmental chamber: Model development and application,” Indoor and Built Environment 20(2), 217-225. DOI: 10.1177/1420326X103874801
Yan, W., Fu, W., Zhang, B., and Zhou, J. (2016). “Research status and suggestion on specification bamboo bonding interface,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(5), 20-25. DOI: 10.13360/j.issn.2096-1359.2016.05.004
Yang, H. S., Wolcott, M. P., Kim, H. S., Kim, S., and Kim, H. J. (2007). “Effect of different compatibilizing agents on the mechanical properties of lignocellulosic material filled polyethylene bio-composites,” Composite Structures 79(3), 369-375. DOI: 10.1016/j.compstruct.2006.02.016
Yeh, S. K., Hsieh, C. C., Chang, H. C., Yen, C. C. C., and Chang, Y. C. (2015). “Synergistic effect of coupling agents and fiber treatments on mechanical properties and moisture absorption of polypropylene-rice husk composites and their foam,” Composites Part A: Applied Science and Manufacturing 68, 313-322. DOI: 10.1016/j.compositesa.2014.10.019
Yin, T., Lu, X., and Han, Z. (2016). “Characterization of bonding interface of modified glass-fiber/larch composites,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(4), 45-50. DOI: 10.13360/j.issn.2096-1359.2016.04.007
Zhou, X., Yu, Y., Lin, Q., and Chen, L. (2013). “Effects of maleic anhydride-grafted polypropylene (MAPP) on the physico-mechanical properties and rheological behavior of bamboo powder-polypropylene foamed composites,” BioResources 8(4), 6263-6279. DOI: 10.15376/biores.8.4.6263-6279
Zuo, Y., Wu, Y., Lyu, J., Liu, Y., and Li, X. (2016). “Effect of process parameters on the properties of rice straw board with inorganic adhesive,” Journal of Forestry Engineering (Lin Ye Gong Cheng Xue Bao) 1(4), 25-32. DOI: 10.13360/j.issn.2096-1359.2016.04.004
Article submitted: July 23, 2016; Peer review completed: October 22, 2016; Revised version received and accepted: October 29, 2016; Published: November 14, 2016.
DOI: 10.15376/biores.12.1.228-254