
Abstract
Three commercial starches were evaluated in conjunction with colloidal silica and flocculant to retain precipitated calcium carbonate (PCC) filler. A unique feature of this study was the fact that the filler was pre-flocculated by a portion of starch (2kg starch/t PCC) and the rest of the starch was added after the flocculant but before the silica. The pulp used was peroxide bleached thermo-mechanical pulp (TMP). A statistical design methodology was employed and empirical process models were constructed based on the analysis of variance (ANOVA) results. The models were then employed to predict the retention and drainage. It was found that the high-charged cationic starch gave the highest retention and best drainage performance. The high-charged cationic starch S880 also resulted in stronger paper, probably because of the larger and stronger flocs produced and its higher affinity with the fiber and fines. Finally, pre-flocculation was found to provide stronger paper compared with a conventional starch/retention aid addition sequence.
Download PDF
Full Article
Pre-flocculation of precipitated calcium carbonate filler by cationic starch for highly filled mechanical grade paper
Yizhou Sang,a Michael McQuaid,b and Peter Englezos a,*
Three commercial starches were evaluated in conjunction with colloidal silica and flocculant to retain precipitated calcium carbonate (PCC) filler. A unique feature of this study was the fact that the filler was pre-flocculated by a portion of starch (2kg starch/t PCC) and the rest of the starch was added after the flocculant but before the silica. The pulp used was peroxide bleached thermo-mechanical pulp (TMP). A statistical design methodology was employed and empirical process models were constructed based on the analysis of variance (ANOVA) results. The models were then employed to predict the retention and drainage. It was found that the high-charged cationic starch gave the highest retention and best drainage performance. The high-charged cationic starch S880 also resulted in stronger paper, probably because of the larger and stronger flocs produced and its higher affinity with the fiber and fines. Finally, pre-flocculation was found to provide stronger paper compared with a conventional starch/retention aid addition sequence.
Keywords: Highly PCC filled paper; PCC pre-flocculation; Retention; Drainage; Response surface methodology; Paper properties; Starch partition
Contact information: a: Department of Chemical and Biological Engineering, Pulp Paper Center, University of British Columbia , Vancouver, BC V6T 1Z3 Canada; b: Catalyst Paper Corporation, 3600 Lysander Lane, Richmond, BC V7B 1C3 Canada
*Corresponding author: englezos@interchange.ubc.ca (P. Englezos)
INTRODUCTION
It is well known that an increase of filler content in paper can mitigate the shortage of good quality fibers, reduce production cost, and improve optical properties. However, increased filler also tends to decrease paper strength, bulk, and may create linting/dusting problems. To incorporate more filler into paper without negatively impacting the papermaking operations and sacrificing the paper properties, various methods have been explored, including lumen loading (Green et al. 1982; Kumar et al. 2011), cell wall loading (Allan et al. 1992a), fines-filler composites (Silenius 2002), filler modification (Allan et al. 1992b; Yoon and Deng 2006), and fiber engineering (Nguyen et al. 2003; Sang and Xiao 2009). Due to the additional processes required and the unstable level of filler loading, lumen loading and cell loading have received little attention. The concept of fines-pigment composites enabled the production of uncoated wood free paper with 50 % – 60 % filler (Subramanian et al. 2008). However, the process needs to be further optimized with respect to dewatering and printability because of the high ratio of microfines in the composite.
Cationic modification of fillers to increase filler loading in paper has also been considered, but the cationically modified filler tends to form agglomerates that result in sedimentation (Sang and Xiao 2009). Moreover, paper made with such fillers may be prone to dusting.
Recently, a method for the PCC modification with coated starch gel was reported (Zhao et al. 2005) . The results indicated that the PCC-filled sheet strength can be significantly improved when the filler surface is coated with starch.
Filler pre-floc-culation prior to its addition to the paper stock has been studied in the past. Novak et al. (1987) showed that pretreatment of filler with aluminum sulfate, cationic polyacrylamide (CPAM), anionic polyacrylamide (APAM), and/or cationic starch increased the filler content in paper without reducing paper strength. Park and Shin (1987) showed that fillers that had been pre-flocculated with high molecular weight CPAM had the largest and strongest floc compared to low molecular weight CPAM and cationic starch but resulted in the poorest opacity.
Filler pre-flocculation may lead to larger aggregates, facilitate retention and, if properly manipulated, could improve paper formation and strength (Mabee 2001). Palmer et al. (2002) formed pre-flocculated filler composite by mixing filler particles with the raw starch granules. The paper produced with such pre-flocculated filler was much stronger than the conventional paper products with the same ash content. Mabee and Harvey (2000) demonstrated that the filler pre-flocculation by starch could provide a significant increase in sheet filler content without loss in strength, optical properties, or runnability parameters. Moreover, filler pre-flocculation with starch was reported to be able to reduce linting and dusting problems (Modgi et al. 2010). A dual polymer system was also employed to pre-flocculate the PCC, and it was found that the mechanical strength of the sheets increased significantly with larger flocs and higher median PCC floc size (Cheng and Gray 2009).
The mechanism to increase the strength of paper by the filler pre-flocculation has been attributed to the reduction of the surface area of filler and thus less disruption of fiber-fiber bonding from fillers. However, filler flocs formed through pre-flocculation with polymers tend to break down under high shear rate. The creation of shear-resistant filler flocs with narrow particle size distribution is perhaps the biggest challenge faced by the paper industry. The charge density and molecular weight of starch was found to play an important role on PCC filler flocculation kinetics and floc properties. With continuous advances in starch technology, high charge density (up to 0.90 to 1.10 percent nitrogen) and cross-linked starch have been introduced for the production of mechanical grade paper. Therefore, it is of interest to assess the performance of these most recently developed starches in the production of highly filled paper that uses mechanical pulp.
The objective of the present study was to evaluate the benefits from using three new starches for the pre-flocculation of the precipitated calcium carbonate filler in highly filled mechanical grade paper. A portion of starch was used for PCC pre-flocculation and the rest was added after the flocculant and prior to silica for strength compensation. It is also noted that the addition sequence of starch, flocculant, and silica was different from the conventional one that the authors employed in a previous study (Sang et al. 2011). In order to optimize the chemical dosages, “laboratory trials” were carried out in which wood fiber suspensions and process water from a paper mill were utilized. A response surface statistical experimental design methodology (RSM) with a central composite design was used. An empirical process model was then constructed to predict the retention and drainage results based on the analysis of variance (ANOVA). In addition, handsheets were prepared and their ash content, breaking length, and burst index were determined. The partition behavior of starch between fiber and fines was also studied.
MATERIALS AND METHODS
Pulp Furnish and PCC
Peroxide-bleached thermo-mechanical pulp (TMP) was used in this experiment. The pulp suspension had a pH of 6.9 ± 0.2 and was supplied by a leading pulp and paper mill in British Columbia. It was a mixture of spruce, pine, and fir. Acid-tolerant PCC obtained from Specialty Minerals Inc. (Bethlehem, Pennsylvania, USA) was used in this work. The PCC was in slurry form with a dry solid content of 26%. It had an average particle size of 2.71 ± 0.15 μm, brightness of 98% ISO, and a zeta potential of -15 ± 5 mV at a concentration of 0.002 wt % in DDW, and the pH was 8.7 ± 0.1.
Chemicals
Three cationic tapioca starches with average molecular mass of 3 million Da and with different nitrogen content (OptiPro858, Alias S858, 0.55-0.60 %N; OptiPro880, Alias S880, 0.90-1.10 %N; X-Link880, Alias X880, 0.90-1.10 %N, same charge as S880 but slightly “cross-linked”) were used. The starches were supplied by National Starch ULC (Surrey, BC, Canada). Each starch was cooked prior to use by following a procedure provided by National Starch ULC. Cationic flocculant (acrylamide copolymer, average molecular mass of 10 million) supplied by Eka Chemicals (Magog, QC, Canada) was used. It had a branched structure and a charge density of 2.1 meq/g as determined by polyelectrolyte back titration using 0.001N anionic potassium polyvinylsulphate (PVSK). Colloidal silica (average volume mean size of 5 nm) was supplied by Eka Chemicals (Magog, QC, Canada) as an 8.1 wt % suspension. Distilled and deionized water was used to prepare the polymer solutions. PVSK was used to determine the starch adsorption amount on the fibers and fines. It was received as a 0.001 N solution from BTG Americas (Pointe-Claire, QC, Canada).
Starch Cooking
The starch suspension (1.67 wt %) in a jar was placed in a boiling water bath, where the level of the bath water exceeded the level of the slurry in the jar. The starch slurry was continuously stirred until reaching the gel point for the first few minutes. Once the gel point was reached, 95oC was sustained for 30 minutes. The jar was topped up to compensate for the evaporation of water during the cook cycle. The suspension was stirred approximately every 10 minutes to help break down any un-burst grains until the 30 minutes cook cycle was reached. The starch solution was cooled down to room temperature before using. Cooked starch prepared according to this procedure was used within 24 hours.
Process Water
Process water was obtained by centrifuging a pulp sample loaded in the centrifuge (Bock, Toledo, USA). The pulp was collected from the storage chest following the bleach tower. The water from the outlet was collected during the centrifugation process. It was expected that the process water contained dissolved and colloidal substances. The average particle size of materials suspended in process water was found to be 388 µm as determined with a Malvern Mastersizer 2000. In addition, the zeta potential and the cationic demand were found to be equal to -16.5 mV and 2.2 µeq/g, respectively. This process water was used for the dilution of the pulp to simulate the papermaking process as much as possible.
Retention and Drainage Experimental Procedure
Retention and drainage experiments were performed using the DFR-04 device from BTG Americas Inc. (Pointe-Claire, QC, Canada), following the procedure in Fig. 1. The PCC was first pre-flocculated by the addition of 2kg/t of 1.67 wt% cationic starch to a 26% PCC suspension at 50 oC in a glass beaker mixed at a speed of 550 rpm for 3 minutes. The pre-flocculated PCC was then added to the 1% consistency TMP pulp at 50 oC. The rest of the starch was added after the flocculant. It is noted that under the conventional papermaking practice, the starch is added first. The addition sequence for flocculant and silica is shown in Fig. 1. The experimental design was prepared by using JMP IN 4.0 (SAS Institute Inc., Cary, North Carolina) at four levels given in Table 1. The addition dosage of starch, flocculant, and silica was based on the oven-dried pulp. The design is shown in Table 2.

Fig. 1. Block flow diagram for experiments with PCC pre-flocculation
The following quadratic model was used for the prediction of the retention and drainage (Sang et al. 2011),
 |
(1) |
where n is the number of independent variables (n=4), Xi (i=1,2,..n) are the factors considered, and o is the intercept. The coefficients i, ij, and ii represent the linear, interaction, and quadratic effects, respectively.
Table 1. Levels of the Factors Studied

Diethylene Triamine Pentaacetic Acid (DTPA) Chelation Stage
A DTPA chelation stage was performed to remove metals present in the furnish because they interfere with the process of starch adsorption on the fibers. Chelation was carried out with DTPA at an addition level of 0.5% on oven-dry pulp at a consistency of 10%, and a temperature of 50 oC for 30 minutes before the adsorption experiments in an effort to remove most of the metal ions from the fiber (Ni 2005). The pulps were then washed with deionized distilled water to remove the metal ions and unreacted DTPA.
Pulp Separation
The Bauer-McNett classifier was used to separate the fiber and fines, following TAPPI Standard T 233 cm-95, 1995. The pulp component that passed through the 200 mesh (76 μm) was taken as the fiber fines. The other component was identified as fibers.
Starch Partition between Fibers and Fines
Starch adsorption on the pulp fibers/fines was carried out at 50 oC, 0.1% pulp consistency without further adjustment of the pH during the experiment. The fibers were left in contact with the starch solution for five minutes under constant stirring at 200 rpm. This time was found in our laboratory (Preissinger 2009) to be adequate for starch to reach the steady state adsorption on fibers and agrees with literature (Shirazi et al. 2003). The equilibrium concentration of cationic starch in the filtrate was determined by the Particle Charge Detector (PCD, Mütek, Herrsching, Germany) with potassium polyvinyl sulphate (PVSK) solution. The blank experiment (without fiber) was also carried out following the above procedure. The amount (A) of adsorbed starch in mg/g was calculated with equation 2 (Sang and Xiao 2008),
 |
(2) |
where VB is the PVSK volume consumed for the blank sample, VS is the PVSK volume consumed for the fiber sample, MF is the mass of dry cellulose fibers, and MP is the mass of starch added to the fiber sample.
Table 2. Full Experimental Design for the Retention/drainage Experiment
Handsheet Properties
The handsheets were prepared by using a modified handsheet former with vacuum suction (Montgomery 2010). The PCC content and chemical dosages are given in Table 2. The handsheets had a diameter of about 3” (76 mm), which is shorter than the standard sample length for the tensile strength measurement according to the TAPPI T 494 om-96 method. Therefore, it was impossible to follow the TAPPI method. The COM-TEN Universal tester was used for the tensile strength measurements instead of the TAPPI T 494 om-96 method.
Tensile strength analysis on two office printing paper samples was performed on both the L&W tensile tester and the COM-TEN Universal tester to calibrate the COM-TEN tester. The tensile strength for paper sample 1 was 23.02±0.43 MPa, as measured by the L&W tensile tester. The corresponding tensile strength was 25.35 0.79 MPa, as measured by the COM-TEN tester. The tensile strength for paper sample 2 was 41.21 0.63 MPa, as measured by L&W tensile tester. The corresponding tensile strength was 39.58 0.89 MPa, as measured by COM-TEN Universal tester. It was concluded that the Com-Ten instrument was reliable to measure the tensile strength.
In this paper, breaking length, burst index, and ash content of the handsheets are reported. The burst index was determined according to TAPPI T 403 om-02. The ash content was determined according to TAPPI T211 om-93.
RESULTS AND DISCUSSION
A total of 30 experiments for each one of the three starches (S858, S880, X880) were conducted. In addition, another 30 experiments were also carried out to determine the corresponding drainage values for each starch. Figures 2 to 4 show the retention and drainage results. As seen from the measurements, the retention aid program using S880 gave the highest retention and drainage.

Fig. 2. Total retention for the S858 and S880 system
Not surprisingly, the highest retention and drainage values were obtained at the highest dosages of starch, flocculant, and silica for all three starches. The performance of the three starches in retention and drainage likely depends on the different floc size and floc compactness. Larger and more compact flocs may be induced by S880, and these are probably responsible for its better retention and drainage. This explanation would be consistent with previous work (Hubbe 2005; Liimatainen et al. 2009).

Fig. 3. Filler retention for the S858, S880 and X-Link880 system

Fig. 4. Drainage for the S858 and S880 system
ANOVA for the Total Retention
Table 3 shows the significant factors for the total retention for the three retention systems using different charge density starches. All the main effect terms except for starch S858 were found to be extremely significant (ES) for the total retention. The interaction between PCC and silica was found to be significant for total retention only when the X880 starch was used.
Table 3. Significant Factors for the Total Retention

ES=extremely significant; VS=very significant; S=significant; —-: Not Significant
The prediction profiles and the 95% confidence intervals for the predicted total retention are shown in Fig. 5. As seen, the PCC had a negative effect on the total retention for all the retention systems. The slopes of the prediction curves for S880 and X880 were much greater than that of S858. This is probably because of the higher charge density of S880 and X880 than S858. More cationic charge was introduced and resulted in significant PCC flocculation that enhanced retention. S880 and X880 had similar slopes of the prediction curves, probably because the starches have the same charge density. S880 and X880 improved the total retention through the entire dosage range. Flocculant and silica played significant roles in the total retention, as seen from the steepness of the prediction curves. The flocculant and silica also improved the total retention throughout the entire dosage range for all the three retention systems.
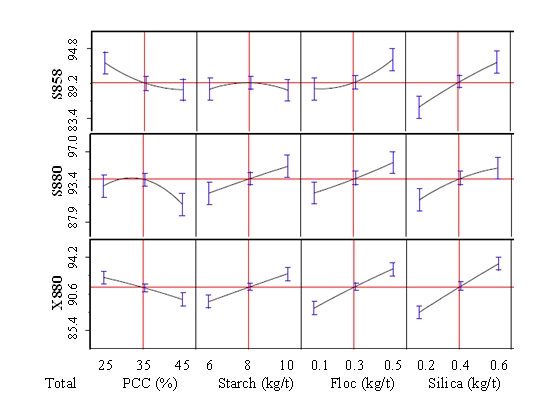
Fig. 5. Prediction profiles of the total retention
ANOVA for the Filler Retention
Table 4 shows significant factors for filler retention for the three different charge density starches. All the main effect terms were found to be extremely significant (ES) for the filler retention with S880 and X880. The interaction between starch and flocculant was found to be significant (S) for filler retention only for the S880 retention system.
Table 4. Significant Factors for the Filler Retention

ES=extremely significant; VS=very significant; S=significant; —-: Not Significant
Figure 6 shows the prediction profiles and the 95% confidence intervals for the filler retention. As expected, the PCC had a positive effect on the filler retention for all the retention systems. The higher the loading level in the pulp suspension, the more filler would be retained in the final paper. As it was seen for the total retention, the slopes of the prediction curves for S880 and X880 were much greater than that of S858 and correlate with the charge density of the starches. S880, X880, flocculant, and silica played significant (S) role in the filler retention as seen from the steepness of the prediction curves and improved filler retention.

Fig. 6. Prediction profiles of the filler retention
ANOVA for the Drainage
Table 5 shows the significant factors for the drainage for the three retention systems using different charge density starches. All the main effect terms were found to be extremely significant for the drainage. The interaction effect between PCC and silica was found to be significant for when the S858 starch is used. The interaction between starch and silica was found to be significant for drainage for the X880 starch.
Table 5. Significant Factors for the Drainage

ES=extremely significant; VS=very significant; S=significant; —-: Not Significant
The prediction profiles and the 95% confidence intervals for the predicted drain-age are shown in Fig. 7. The positive effect of increased PCC amount on the drainage is probably because the water is easier to be removed from the PCC than the fiber. All the three starches, the flocculant, and the silica played significant roles in the drainage as seen from the steepness of the prediction curves and improved the drainage through the entire dosage range.

Fig. 7. Prediction profiles of the drainage
Model and Validation
The model equations to describe retention are given in Table 6. The variables X1, X2, X3 and X4 are defined in Table 1. In order to evaluate the accuracy of regression model, six additional experiments were carried out to compare the results with model predictions. The experimental details are shown in Table 7. Figure 8 shows the experimental and the model predicted values. As can be seen, they were in very good agreement. The experiment IDs in Fig. 8 correspond to those in Table 7.
Table 6. The Model Equations to Predict Retention Using S858, S880 and X880 Starches

Table 7. Experiment Patterns for Model Validation


Fig. 8. Experiment and predicted values for (a) Total Retention, (b) Filler Retention, (c) Drainage
Comparison of Retention and Drainage at Different Starch Addition Strategies
The retention and drainage results for PCC pre-flocculation (this study) were compared with those obtained from the authors’ previous investigation with the conventional chemical addition strategy (Sang et al. 2011). As seen from the Fig. 9, the S858 retention system did not benefit from pre-flocculation of PCC. On the other hand, the high charge density starch S880 system with filler pre-flocculation gave higher total/filler retention and comparable drainage results compared to the conventional starch addition strategy as seen from Fig. 10. Thus, the PCC pre-flocculation by higher charge density starch may offer the opportunity to further enhance the retention, and this is probably due to the fact that the higher charge density starch produces larger, stronger and more compact flocs.

Fig. 9. (a) Total retention, (b) Filler retention, and (c) drainage at different addition strategies for S858 system

Fig. 10. (a) Total retention, (b) Filler retention, and (c) drainage at different addition strategies for S880 system
Starch Adsorption and Partition
The results for starch adsorption on washed hydrogen peroxide bleached pulp show that S880 gave the highest adsorption amount (29.6 mg/g fiber) on fiber surfaces, whereas S858 had the lowest adsorption amount (6.5 mg/g fiber). S880 and X880 (26.0 mg/g fiber) had similar adsorption amounts on fiber. The much higher adsorption amount of S880 and X880 than S858 on the pulp surface may most likely be attributed to the interaction of cationic groups with the hydroxyl groups of the fiber surface, which is stronger for the higher charge density starch. Figure 11 shows how starch partitions between fiber and fines. The adsorbed amount of these three starches was found to increase linearly with the increase of the fines ratio in the pulp. This is due to the higher surface area of fines than that of fiber.

Fig. 11. Starch partition on fiber and fines
Fig. 12 shows the pulp zeta potential after starch addition. As seen, the higher the starch charge density, the less negative the pulp zeta potential, indicating more charge was introduced to the pulp suspension. As expected, S880 and X880 resulted in similar pulp zeta potential since they have similar charge densities.

Fig. 12. Pulp zeta potential after starch adsorption
Paper Ash Content and Physical Properties
The ash content, breaking length, and burst indices of the handsheets are shown in Figs. 13 and 14. The experiment IDs in Figs. 13 and 14 correspond to those in Table 2. With the use of the retention chemicals, the ash content of the handsheets could be raised to 40% with the S858 and S880 retention systems. The S880 starch resulted in higher breaking length and burst indices. This is probably because when fillers are pre-flocculated by S880, larger and fewer particles entities were induced compared to the S858 system. Larger and fewer aggregates do not interfere with the fiber-fiber bonding to the same extent as the non-flocculated filler does, and thus paper strength is preserved. Also, S880 had a much higher affinity to fibers and fines than S858, as shown in Fig. 10. The high starch affinity with fibers promotes fiber-fiber bonding (Stratton 1989) and thus favors paper strength. It is important to point out that compared to the results with the conventional starch addition strategy (Sang et al. 2011), filler pre-flocculated by starch resulted in improved paper physical properties no matter what kind of starch was used.

Fig. 13. Ash content of the handsheet made from S858 and S880

Fig. 14. Comparison of (a) breaking length and (b) burst index of S858 and S880 retention system
CONCLUSIONS
Statistically designed laboratory trials were carried out in order to evaluate the use of three commercial cationic starches along with precipitated calcium carbonate (PCC) filler in mechanical papermaking. The filler was pre-flocculated by a portion of the starch (2kg starch/t PCC). Peroxide bleached thermo-mechanical pulp (TMP) was used. The retention program with the linear high-charged cationic starch with a molecular mass of 3 million Da (S880) resulted in highest retention and best drainage performance. Empirical models constructed in this work can predict the retention and drainage under various conditions. Same charge density cationic starch S880 (linear) and X880 (cross-linked) had similar adsorption amount on pulp and are much higher than the low-charged cationic starch (S858). The linear high-charged cationic starch S880 retention system resulted in the higher breaking length and burst indices, possibly because it has a higher affinity to fibers and fines than low-charged cationic starch S858. Filler pre-flocculation by starch resulted in higher breaking length and burst indices compared to the conventional starch addition for both high-charged and low-charged cationic starches.
ACKNOWLEDGMENTS
Financial support for this work from Natural Sciences and Engineering Research Council of Canada (NSERC), Catalyst Paper Corporation, Eka Chemicals, and National Starch ULC is gratefully acknowledged. We wish to acknowledge Professor Sheldon Green from the Department of Mechanical Engineering for the use of the handsheet making apparatus. We also wish to thank Soo Feng Ker and Christo Stamboulides for their help with the experimental effort.
REFERENCES CITED
Allan, G. G., Carroll, J. P., Negri, A. R., Raghuraman, M., Ritzenthaler, P., and Yahiaoui, A. (1992a). “The microporosity of pulp – The precipitation of inorganic fillers within the micropores of the cell-wall,” Tappi Journal 75(1), 175-178.
Allan, G. G., Negri, A. R., and Ritzenthaler, P. (1992b). “The microporosity of pulp – The properties of paper made from pulp fibers internally filled with calcium-carbonate,” Tappi Journal 75(3), 239-244.
Cheng, W. G., and Gray, R. T. (2009). “Controllable filler pre-floculation using a dual polymer system,” US Pat. Application Publ. 2009/0267258 A1.
Green, H. V., Fox, T. J., and Scallan, A. M. (1982). “Lumen-loaded paper pulp,” Pulp & Paper-Canada 83(7), 39-43.
Hubbe, M. A. (2005). “Mechanistic aspects of microparticle systems,” Tappi Journal 4(11), 23-28.
Kumar, P., Negi, Y. S., and Singh, S. P. (2011). “Filler loading in the lumen or/and cell wall of fibers – A literature review,” BioResources 6(3), 3526-3546.
Liimatainen, H., Haapala, A., Tomperi, J., and Niinimaki, J. (2009). “Fibre floc morphology and dewaterability of a pulp suspension: Role of flocculation kinetics and characteristics of flocculation agents,” BioResources 4(2), 640-658.
Mabee, S., and Harvey, R. (2000). “Filler flocculation technology – Increasing sheet filler content without loss in strength or runnability parameters,” 2000 TAPPI Papermakers Conference and Trade Fair, 797-810.
Mabee, S. W. (2001). “Controlled filler pre-flocculation – Improved formation, strength and machine performance,” 2001 Papermakers Conference, Cincinnati, OH.
Modgi, S., Lauter, J., McQuaid, M. E., and Englezos, P. (2010). “Assessment of the need for a coagulant (poly DADMAC or PAC) with tapioca or potato starch in mechanical papers filled with PCC,” Pulp and Paper Canada 111(5), 22-22.
Montgomery, J. (2010). “The role of suction boxes on forming section retention and filler migration,” M. A. Sci. thesis, Dept. Mechan. Eng., Univ. Brit. Columbia, Vancouver.
Nguyen, V., Yoshida, W., and Cohen, Y. (2003). “Graft polymerization of vinyl acetate onto silica,” J. Appl. Polym. Sci. 87(2), 300-310.
Ni, Y. H. (2005). “A review of recent technological advances in the brightening of high-yield pulps,” Canadian Journal of Chemical Engineering 83(4), 610-617.
Palmer, R. F., Juang, M. S. D., Johnson, J. S., Atha, B. R., Lee, D. T., and Malcom, L. L. (2002). “Paper products comprising filler materials pre-flocculated using starch granules and/or polymerized mineral networks,” US Pat. 6494991.
Preissinger, M. (2009). “Interactions of Starch with the pulp suspension components,” Dissertation/Thesis, Technical University of Darmstadt, Darmstadt, Germany.
Sang, Y., McQuaid, M., and Englezos, P. (2011). “Optimization of chemical use for highly filled mechanical grade papers with precipitated calcium carbonate,” BioResources 6(1), 656-671.
Sang, Y., and Xiao, H. (2008). “Clay flocculation improved by cationic poly(vinyl alcohol)/anionic polymer dual-component system,” Journal of Colloid and Interface Science 326(2), 420-425.
Sang, Y., and Xiao, H. (2009). “Preparation and application of cationic cellulose fibers modified by in situ grafting of cationic PVA,” Colloids and Surfaces A-Physicochemical and Engineering Aspects 335(1-3), 121-127.
Shen, J., Song, Z. Q., Qian, X. R., and Liu, W. X. (2009). “Modification of papermaking grade fillers: A brief review,” BioResources 4(3), 1190-1209.
Shirazi, M., van de Ven, T. G. M., and Garnier, G. (2003). “Adsorption of modified starches on pulp fibers,” Langmuir 19(26), 10835-10842.
Silenius, P. (2002). “Improving the combinations of critical properties and process parameters of printing and writing papers and paperboards by new paper-filling methods,” Dissertation/Thesis, Helsinki University of Technology, Helsinki, Finland.
Stratton, R. A. (1989). “Dependency of sheet properties on the location of adsorbed polymer,” Nordic Pulp & Paper Research Journal 4(2), 104-112.
Subramanian, R., Fordsmand, H., Paltakari, J., and Paulapuro, H. (2008). “A new composite fine paper with high filler loading and functional cellulosic microfines,” Journal of Pulp and Paper Science 34(3), 146-152.
Subramanian, R., Fordsmand, H., and Paulapuro, H. (2007). “Precipitated calcium carbonate (PCC) – cellulose composite fillers; Effect of PCC particle structure on the production and properties of uncoated fine paper,” BioResources 2(1), 91-105.
Yoon, S. Y., and Deng, Y. L. (2006). “Clay-starch composites and their application in papermaking,” J. Appl. Polym. Sci. 100(2), 1032-1038.
Zhao, Y., Hu, Z., Ragauskas, A., and Deng, Y. (2005). “Improvement of paper properties using starch-modified precipitated calcium carbonate filler,” Tappi J. 4(2), 3-7.
Article submitted: September 8, 2011; Peer review completed: October 23, 2011; Revised version received and accepted: November 14, 2011; Published: November 17, 2011.