
Abstract
Rice husks (RH) are a potential biomass source for bio-energy production in China, such as bio-gas production by gasification technology. In this paper, a bench-scale downdraft fixed bed gasifier (DFBG) and a tar sampling system were designed. The effect of equivalence ratio (ER) on gasification performance in terms of the temperature in the gasifier, the composition distribution of the producer gas, and the tar content in the producer gas was studied. The maximum lower heating value of 4.44 MJ/Nm3, minimum tar content of 1.34 g/Nm3, and maximum cold gas efficiency of 50.85% were obtained at ER of 0.211. In addition, the characteristics of gasification byproducts, namely bio-char and bio-tar, were analyzed. The proximate and ultimate analysis (especially of the alkali metal), the surface morphology, the surface area, and the pore size distribution of the rice husk char (RHC) were obtained by the use of X-ray fluorescence (XRF) and scanning electron microscopy (SEM), as well as by using the Brunauer-Emmett-Teller (BET) method. The components of light tar and heavy tar were obtained by using gas chromatography-mass spectrometry (GC-MS).
Download PDF
Full Article
Gasification of Rice Husk in a Downdraft Gasifier: The Effect of Equivalence Ratio on the Gasification Performance, Properties, and Utilization Analysis of Byproducts of Char and Tar
Zhongqing Ma,a,b,* Jiewang Ye,a,b Chao Zhao,a and Qisheng Zhang c
Rice husks (RH) are a potential biomass source for bio-energy production in China, such as bio-gas production by gasification technology. In this paper, a bench-scale downdraft fixed bed gasifier (DFBG) and a tar sampling system were designed. The effect of equivalence ratio (ER) on gasification performance in terms of the temperature in the gasifier, the composition distribution of the producer gas, and the tar content in the producer gas was studied. The maximum lower heating value of 4.44 MJ/Nm3, minimum tar content of 1.34 g/Nm3, and maximum cold gas efficiency of 50.85% were obtained at ER of 0.211. In addition, the characteristics of gasification byproducts, namely bio-char and bio-tar, were analyzed. The proximate and ultimate analysis (especially of the alkali metal), the surface morphology, the surface area, and the pore size distribution of the rice husk char (RHC) were obtained by the use of X-ray fluorescence (XRF) and scanning electron microscopy (SEM), as well as by using the Brunauer-Emmett-Teller (BET) method. The components of light tar and heavy tar were obtained by using gas chromatography-mass spectrometry (GC-MS).
Keywords: Biomass; Rice husk; Gasification; Downdraft fixed bed gasifier; Char; Tar
Contact information: a: School of Engineering, Zhejiang Agriculture & Forestry University, Lin’an, Zhejiang 311300, P. R. China; b: Key Laboratory of Wood Science and Technology of Zhejiang Province, Lin’an, Zhejiang 311300, P. R. China; c: School of Materials Science & Engineering, Nanjing Forestry University, Nanjing 210037, Jiangsu, P. R. China; *Corresponding author: mazqzafu@163.com
INTRODUCTION
Biomass is a promising and renewable energy source that is estimated to contribute 10 to 14% of the world’s energy supply (Zhang et al. 2013). Rice husk (RH), a characteristic type of biomass, is the major agriculture residue from rice production in China (Wu et al. 2009). China produces the most rice in the world, and the average annual generation of RH in China was estimated at 3,484 tons from 2007 to 2009 (Guo et al. 2012). Rice husk from a rice milling plant has the advantages of lower moisture content and a relatively uniform particle size, which makes pre-treatments, such as drying and grinding, unnecessary compared to woody materials (Yoon et al. 2012). Currently, the majority of RH is used for primary energy generation with low thermal conversion efficiency for heat supply by means of direct burning in boilers. However, RH can be converted into high-quality biogas through gasification technology (Ma et al. 2012).
Gasification is a thermo-chemical process of converting carbonaceous materials into gaseous products using a gasifier with a gasifying medium such as air, oxygen, and steam either alone or in mixture (Ma et al. 2012). The main combustible components in the gas are H2, CO, and CH4, and small quantities of hydrocarbons (such as C2H4 and C2H6) are included as well. The producer gas could be used as a fuel in engines for power generation; thus, it is a promising technology to provide electricity in remote districts by using local, renewable fuels (Martinez et al. 2012). Two major types of gasifiers are the fluidized bed and the fixed bed gasifier. According to the Knoef’s report (2000), the majority of biomass gasifiers used in the world are the downdraft fixed bed type (75%), and 20% are fluidized bed systems. For RH biomass, most of the results from the gasification experiments were reported using fluidized bed gasifiers (Karmakar and Datta 2011; Karmakar et al. 2013; Behainne and Martinez 2014). However, less research is focused on fixed bed gasifiers fed by RH.
Based on the flow direction of the producer gas, the fixed bed gasifier can be divided into an updraft and downdraft gasifier (Martinez et al. 2012). Compared to the updraft gasifier, the downdraft fixed bed gasifier (DFBG) has the main advantage of a lower tar concentration and a higher carbon conversion rate, which is beneficial for the engine in generating electricity. From the top to the bottom of the DFBG, the thermal- chemical reaction stages can be presented as drying, pyrolysis, oxidization, and reduction, respectively. Thus, the producer gas that forms in the top two stages (drying and pyrolysis) will pass through the high temperature oxidization stage (about 800 to 1000 °C), which leads to the secondary cracking of tar (Jaojaruek et al. 2011).
The effect of DFBG’s mechanical structure and inner diameter on the RH gasification performance has been studied by several researchers. Tiangco et al. (1996) studied the relationship between specific gasification rates and cold gas efficiency in DFBG with four different diameters (16, 20, 25, and 30 cm). Jain and Goss (2000) found the optimal specific gasification rate (192.5 kg/(h·m2)) in the bench scale of an open core throat-less downdraft gasifier. Atnaw et al. (2013) designed a 50 kWth lab-scale, two stage DFBG, and found the optimal diameters and heights for the first and second stages. Yoon et al. (2012) studied the difference of gasification process between RH and RH pellet in DFBG and found that RH pellets had higher heating values and better cold gas efficiency. However, the effect of equivalence ratio (ER) and temperature on the compositions of producer gas and tar content have not been studied previously in the DFBG gasification process fed by RH. Additionally, less information could been found about the basic characteristics of gasification byproducts (RH char and tar).
In this paper, an auto-thermal bench-scale fixed bed gasification system with an electricity capacity of 12 kWe was designed, which included a DFBG, a gas cleaning unit, and a tar-sampling unit. The key objective of this study was first to investigate the effect of equivalence ratio (ER) on the temperature inside the gasifier, the composition and heating values of the producer gas, the gas production rate, cold gas efficiency, and the carbon conversion rate using RH biomass. Then, the characteristics of the RH char (RHC) and RH tar were also analyzed for their further applications in other industries.
EXPERIMENTAL
Materials
Rice husk (RH) was obtained from a rice plant in Zhenjiang City, Jiangsu Province of China. Proximate analysis of the RH was performed according to ASTM D3172-07a (2009). The ultimate analysis was carried out following the CHNS/O model by using an elemental analyzer (Vario EL III, Elementary, Germany), and the oxygen content was estimated as the balance. The results are listed in Table 1.
Table 1. Ultimate Analysis and Proximate Analysis of Rice Husk

# calculated by difference
Methods
Gasification system
The gasification system was mainly comprised of three components: a downdraft fixed bed gasifier (DFBG), a gas-cleaning unit, and a tar-sampling unit. The flow diagram of the system is illustrated in Fig. 1. The design capacity of the bench-scale DFBG was 12 kWe of electrical output with a cylindrical reactor that had an overall height of 1,800 mm and an effective inner diameter of 350 mm. The gasifier, which was made from mild steel, was lined by refractory and insulated by ceramic fibers (bulk). Five K-type thermocouples were used to measure the temperature distribution inside the gasifier. In order to test the temperature more precisely, one end of the five thermocouples was located at the center of gasifier, and the other end was connected to the temperature recorder. Another thermocouple measured the exit temperature of the producer gas. The top of the gasifier was water-sealed in order to prevent the gas from escaping from the gasifier.

Fig. 1. Process flow chart of the downdraft gasification system
In the oxidation zone of the gasifier, an air agent was injected homogeneously through a round air distribution pipe by an air blower. The conical bottom of the gasifier and the screw conveyer had a water jacket-style structure to reduce the char temperature to the normal temperature. The gas cleaning system for this test consisted of a cyclone, a spray tower, a condenser, and a purification tower. The role of each device could be found in the previous work of Ma et al. (2012).
The tar-sampling unit was designed based on the standard DD CEN/TS 15439 (2006). The tar-sampling unit consisted of three parts: the particle collection and separation part, the tar collection part, and the gas suction and measuring part. A schematic diagram of the tar-sampling unit is shown in Fig. 1. After each test, isopropanol was used as the solvent to wash the pipe, the condenser-west tube, and the filter flask. Then, the washed solution was mixed with the primary tar in the filter flask. The mixed solution was distilled to obtain gravimetric tar by using a rotary evaporator. Thus, the tar content in the crude producer gas could be determined.
Experimental procedure
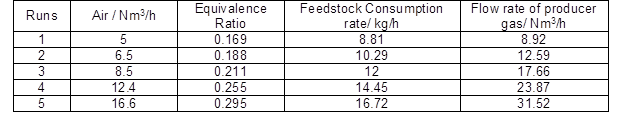
Before the experiment start-up, a certain mass of RH char (RHC) was dumped as a heap into the bottom of the gasifier until the top layer reached the reduction zone. The RH was then dumped into the gasifier until the top layer reached the oxidization zone. About 50 mL of diesel was used to aid the ignition of the RH, and then the draft fan began to work. The flow rates of the air medium and the producer gas were measured by a rotameter. After about 5 min, the producer gas was ignited and the temperature and components of the producer gas were recorded at intervals of one min. The RH feedstock was added into the gasifier intermittently based on the gasification intensity. The RHC, which was formed in the gasification process, remained in the bottom of the gasifier at first. It was then pushed into the screw conveyer by rotary grate and was discharged from the gasifier by the screw conveyer. The tar was removed by the gas cleaning system and collected in a tank. The experimental run details are shown in Table 2. Each experimental run lasted for 1 h.
Table 2. The Experimental Run Details of Rice Husk Gasification in Downdraft Fixed Bed Gasifier
Instruments for analysis of gasification products
The components (CO, CO2, H2, CH4, and O2) and lower heating value (LHV) were tested by an Online Infrared Syngas Analyzer (Gasboard-3100; Wuhan Cubic Optoelectronics Co., Ltd., China). Information on the surface morphology of the RH and the RHC was obtained by using a scanning electron microscope (SEM) (Quanta 200; FEI Co., Ltd., USA). The surface area and pore size distribution of the RHC were obtained by using a Gas Sorption Analyzer (ASAP 2020; Quantachrome Instruments Co., Ltd., USA) based on the Brunauer-Emmett-Teller (BET) method. The chemical composition of the RHC, which included silica and major metal compounds, was analyzed and quantified by X-ray Fluorescence (S4-Explorer; Bruker Co., Ltd., Germany). The components of the RH tar were analyzed by gas chromatography-mass spectrometry (GC/MS) (5975C; Agilent Technologies Co., Ltd., USA).
Investigating gasification related variables definition
The following variables are important in the performance assessment of the gasification process. The equivalence ratio (ER) is the ratio of the actual air volume supplied per kg of biomass fuel to the volume of air that is necessary for stoichiometric combustion of per kg of biomass fuel presenting as Eq. 1 (Martinez et al. 2012). The gas production rate (GPR) was calculated by Eq. 2 (Gai and Dong 2012). The cold gas efficiency (CGE) was defined as the ratio of energy of the producer gas per kg of biomass to the LHV of the biomass material (Eq. 3) (Sheth and Babu 2009). The carbon conversion rate (CCR) represents the carbon conversion from biomass into producer gas during gasification process which was calculated using Eq. 4, where C% is the carbon elementary fraction in the RH (Karmakar et al. 2013).
 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
RESULTS AND DISCUSSION
The Effect of ER on the Gasifier Temperature
Figure 2 shows the effect of ER on the temperature of the gasifier (T01 to T05) and the producer gas in the outlet (T06). As the ER increased from 0.169 to 0.211, the temperature in the pyrolysis zone (T03), oxidization zone (T04), and reduction zone (T05), as well as in the producer gas (T06), gradually increased to their maximum values of 387 °C, 815 °C, 636 °C, and 198 °C, respectively.
Sheth and Babu (2009) claimed that the increased ER provides more oxygen to the oxidization zone, which makes the combustion of RH more severe and increases the biomass consumption rate (Table 2), thus enabling it to supply more energy. This would not only increase the temperature of the oxidization zone, but also increase the temperature of the drying zone, pyrolysis zone, and reduction zone through heat and mass transfer.
However, as the ER continued to increase, the temperature of the gasifier and producer gas gradually decreased. This is because as more inert N2 was brought into the gasifier, it acted as a heat carrier, which reduced the gasifier temperature (Martinez et al. 2012). Additionally, bridging or channeling was observed during the experimental process because of the poly-disperse nature of RH, which would make the bed unstable. Akay and Jordan (2011) claimed that this would significantly affect the quality of producer gas. Therefore, in this study, a long rod was used to stir the bed constantly for eliminating bridging and improving the quality of producer gas. During use of a large-scale gasifier, an auto stirrer has been recommended (Ma et al. 2012).

Fig. 2. The effect of ER on the temperature of the gasifier and producer gas in the outlet
The Effect of ER on the Producer Gas
Figure 3 shows the effect of ER on the composition and lower heating value of the producer gas. As the ER increased from 0.169 to 0.211, the concentration of CO and H2 continuously rose from 14.51% and 9.82% to 16.9% and 11.8%, respectively, and CO2 decreased from 15.57 % to 14.81%. The LHV of producer gas reached its maximum value of 4.44 MJ/Nm3 at the ER of 0.211. The higher contents of CO and H2 at ER of 0.211 were mainly attributed to the higher temperatures in the oxidization zone and reduction zone (Fig. 2). This is because higher temperature would be favorable to endothermic reactions, such as the water-gas shift reaction (Reaction (1)) and the Boudouard reaction (Reaction (2)) (Jarungthammachote and Dutta 2012).

Fig. 3. The effect of ER on the composition and lower heating value of producer gas
Part of the CO2 produced from the initial oxidation reaction (combusting with oxygen) was consumed in the Boudouard reaction, which converted it into CO, and therefore the concentration of CO2 decreased. The increase in CH4 from 1.8% to 2.9% was mainly caused by the hydrogasification reaction (Reaction (3)). Cohce et al. (2010) found that the H2 and CH4 content could be compensated by the favored cracking and reforming of the volatiles as temperature increases.

In contrast, as the ER continuously increased, the concentration of CO and H2 gradually decreased, but the concentration of CO2 increased. This was because the CO2 that formed in the oxidization zone was in excess to that of the conversion capacity in the reduction zone. Also, more N2 entry by air diluted the combustible gas components (Gai and Dong 2012).
Figure 3 shows the effect of ER on the lower heating value (LHV) of the producer gas. The maximum LHV (4.44 MJ/Nm3) obtained in this study was slightly lower than that in woody biomass gasification, which had results of 4.7 MJ/Nm3 from Camphor wood (Ma et al. 2012) and 4.66 MJ/Nm3 from eucalyptus wood (Jarungthammachote and Dutta 2012). This is because the combustible carbon element in woody biomass, which would be converted into combustible gas components (CO), was much higher than in RH.
The Effect of ER on the Tar Content of the Producer Gas
Figure 4 shows the effect of ER on the tar content in the producer gas. As the ER increased from 0.169 to 0.211, the tar content in the producer gas gradually decreased to the value of 1.34 g/Nm3. Then as the ER continued to increase, the tar content gradually rose. This is because the temperature of the oxidization and reduction zones reached their maximum value at an ER of 0.211.

Fig. 4. The effect of ER on the tar content of the producer gas
Several researchers have claimed that higher temperature in the oxidization and reduction zone would be favored to the secondary cracking of tar and would boost the steam reforming reaction (Reaction (4)) of tar with char as a catalyst (Jaojaruek et al. 2011; Ma et al. 2012; Jarungthammachote and Dutta 2012). Then the reduced tar was converted to the smaller molecular gas components, such as CO, H2, CH4, which caused the LHV of producer gas to be increased (Fig. 3) (Behainne and Martinez 2014). Tar content of 5.125 g/Nm3 was found at the optimal ER of 0.41 using corn straw by Gai and Dong (2012). However, using a double air stage approach, lower tar content could be observed in the DFBG, such as 78.24 mg/Nm3fed by eucalyptus wood from Jarungthammachote and Dutta (2012), and 114.4 mg/Nm3 when fed by wood chips from Jaojaruek et al. (2011). Higher temperature in the oxidization zone was reached using this approach.
Steam reforming reaction:  Re.4
Re.4
The Effect of ER on the Performance of the Gasifier System
The effect of ER on the gas production rate (GPR), cold gas efficiency (CGE), and carbon conversion rate (CCR) is shown in Fig. 5. The values of GPR, CGE, and CCR were estimated by Eqs. 2, 3, and 4, respectively. As the ER increased from 0.169 to 0.295, more air was brought into the gasifier. Thus, the combustion reaction of RH and a series of gasification reactions became more severe, which would result in the increase of the yield of the producer gas, as shown in Table 2. Therefore, the GPR gradually increased from 1.01 to 1.89. The CCR represents the carbon conversion during gasification process. As the ER increased from 0.169 to 0.295, more carbon element in RH was converted into producer gas, such as CO, CO2, and CH4, which resulted in the gradual increase of CCR. And the CCR reached its maximum value of 79.97%.
When ER ≤ 0.211, the CGE increased sharply and reached its maximum value (50.85%) at the ER of 0.211, then it decreased when ER ≥ 0.211, which indicated that the total energy conversion into the producer gas decreased because of the decreasing of the producer gas LHV. The similar result of CGE was also found by Guo et al. (2014). Sheth and Babu (2009) found the maximum CGE of 56.87% at an ER of 0.205, which was slight higher than the result of this experiment (50.85%).

Fig. 5. The effect of ER on the feedstock consumption rate, cold gas efficiency, and carbon conversion rate
Energy Balance Analysis
The energy contained in the producer gas and RHC was estimated by the data of the RH consumption rate (12 kg/h), the LHV of RH (12.85 MJ/kg), the flow rate (17.66 Nm3/h) and LHV (4.44 MJ/Nm3) of the producer gas, and the LHV (12.35 MJ/kg) and yield (3.92 kg/h) of the RHC. The energy in the tar was estimated as the balance. Figure 6 shows the energy conversion pathway of RH gasification at the ER of 0.211; 50.85% of energy in the RH was transferred into producer gas that could be used in generating electricity. The rest remained stored in the RHC (31.39%) and tar (17.76%). In order to improve the efficiency of biomass utilization, some researchers recommended to converted RHC and tar into other products (Ma et al. 2012; Juan and De 2015). Thus, it was important to analyze the fundamental characteristics of the RHC and RH tar and find a suitable way for recovery utilization.

Fig. 6. The energy conversion pathway of rice husk gasification at the ER of 0.211
The Properties of Rice Husk Char (RHC)
The ultimate and proximate analysis of the RHC obtained at the ER of 0.211 is shown in Table 3. The content of SiO2 in the ash of the RHC was 94.36%. Behainne and Martinez (2014) and Shen (2014a) reported that the SiO2 was mainly present on the outside and internal surface of the RH (Fig. 7a, 7b, and 7c). Thus, the RHC was an excellent source of high purity amorphous silica, which could be used in several applications, such as for silica gel and glass (Shen et al. 2014a).
Table 3. Ultimate Analysis and Proximate Analysis of Rice Husk Char at the ER of 0.211

# calculated by difference
As shown in Figs. 7d and 7e, the RH char was a porous material because of its honeycomb holes, which can be seen in the cross section. Compared to the raw RH, the RHC had larger pore diameter because most of the tissues in the cell wall were gasified. The BET surface area and pore size distribution of the RHC is shown in Fig. 8. The pore size was mainly distributed between 1 to 2 nm. The BET surface area was 142 m2/g, which was much higher than that of the RH (usually only 50 to 100 m2/g) (Shen et al. 2014b). Because of its porous characteristic, many researchers recommended that RHC is a potential material for activated carbon production or could be used as a cheap support material for nickel catalyst (Li et al. 2011; Alvarez et al. 2014; Shen et al. 2014b).

Fig. 7. SEM micrographs: (a) RH; (b) outside surface of RH; (c) internal surface of RH; (d) cross-section of RH; and (e) cross-section of RH char

Fig. 8. (a) Nitrogen adsorption/desorption isotherms and (b) pore size distribution on charcoal of rice husk
The Properties of Tar
Tar was obtained from the condenser and purification tower of the gas cleaning system, and was stored in a tank. The tar consisted of two parts: the upper layer was the aqueous phase (also named light tar in this study), which had high water content, and the sedimentation part, or heavy tar (Fig. 9). A significant difference was found between the two kinds of tar. The light tar was a transparent liquid with brown color that was hydrosoluble. The heavy tar was a syrupy liquid with black color that was hydrophobic. Figure 9 shows the total ion chromatograms from the GC/MS analysis of the light and heavy tars.
The components of the light tar are shown in Table 4. The light tar was mainly composed of small molecular substances such as phenols (30.72%), acetic acid (20.39%), D-allose (17.86%), ketones (12.87%), aldehydes (5.35%), and lipids (1.8%). The components of the light tar were similar to the tar (also known as vinegar) from wood or bamboo carbonization (also known as slow pyrolysis) (Mun and Ku 2010). Mu et al. (2003; 2004) studied the effect of bamboo vinegar on seed plants, and found that an appropriate refining and dilution of bamboo vinegar had an obvious promotional effect on the germination and radical growth of seed plants. Thus, the light tar from the RH gasification can be a potential substance used to regulate plant growth.

Fig. 9. Total ion chromatograms obtained from GC/MS analysis of light tar and heavy tar
Table 4. Component Identification of Light Tar from GC/MS

The components of the heavy tar are shown in Table 5. Compared to the light tar, the components of the heavy tar were more complex, and the majority were aromatics. Based on the classification of tar from former researchers, the components of heavy tar in this study could be divided into five groups from class 1 to 5 (Li and Suzuki 2009). The groups were GC-undetectable group, heterocyclic aromatics, light aromatics (1 ring), light polycyclic aromatic hydrocarbons (2-3 ring), and heavy polycyclic aromatic hydrocarbons (4-7 ring), and their corresponding percentages pertaining to this study were 0%, 48.78%, 1.84%, 24.26%, and 0.97%, respectively. Li et al. (2011) reported that the coal tar was an important feedstock for aromatic chemicals. Some aromatics, such as 15 to 25% BTX (benzene, toluene, xylene) and 95% multi-ring hydrocarbons (anthracene, acenaphthene, pyrene, etc.), can only be obtained from coal tar (Li and Suzuki 2009, 2010). According to the components in Table 5, the heavy tar from the RH gasification can be a potential aromatics feedstock.
Table 5. Component Identification of Heavy Tar from GC/MS

CONCLUSIONS
- The optimal equivalence ratio (ER) in the downdraft fixed bed gasifier fed by RH was 0.211 with the maximum LHV of producer gas (4.44 MJ/Nm3 along with CO of 16.9%, H2 of 11.8 %, CO2 of 14.82 %, and CH4 of 2.9 %), a minimum tar content of 1.34 g/Nm3, and a maximum cold gas efficiency of 50.85%.
- The RH char was a porous material with high SiO2 content (94.36%) in its ash and a high BET surface area of 142 m2/g. The RHC could potentially be feedstock for the production of silica gel, glass, and activated carbon, as well as potentially be a cheap support material for catalysts.
- The light tar was mainly composed of small molecular substances such as phenols (30.72%), acetic acid (20.39%), D-allose (17.86%), ketones (12.87%), aldehydes (5.35%), and lipids (1.8%). After refining and dilution, the light tar could be a potential substance used to regulate plant growth.
- The heavy tar was mainly composed of heterocyclic aromatics (48.78%), but also contained light aromatics (1 ring) (1.84%), light polycyclic aromatic hydrocarbons (2-3 ring) (24.26%), and heavy polycyclic aromatic hydrocarbons (4-7 ring) (0.97%). The heavy tar could be a potential feedstock for aromatic chemicals.
ACKNOWLEDGMENTS
The authors are grateful for the support of the Research Foundation of Talented Scholars of Zhejiang A & F University (Grant No. 2014FR056), the Pre-research Project of Research Center of Biomass Resource Utilization, and Zhejiang A & F University (Grant No. 2013SWZ03).
REFERENCES CITED
Akay, G., and Jordan, C. A. (2011). “Gasification of fuel cane bagasse in a downdraft gasifier: influence of lignocellulosic composition and fuel particle size on syngas composition and yield,” Energy Fuels 25, 2274-2283. DOI: 10.1021/ef101494w
Alvarez, J., Lopez, G., Amutio, M., Bilbao, J., and Olazar, M. (2014). “Upgrading the rice husk char obtained by flash pyrolysis for the production of amorphous silica and high quality activated carbon,” Bioresour. Technol. 170, 132-137. DOI: 10.1016/j.biortech.2014.07.073
Atnaw, S. M., Sulaiman, S. A., and Yusup, S. (2013). “Syngas production from downdraft gasification of oil palm fronds,” Energy 61, 491-501. DOI: 10.1016/j.energy.2013.09.03
ASTM D3172-07a. (2009). “Standard practice for proximate analysis of coal and coke,” American Society for Testing and Material, West Conshohocken, PA.
Behainne, J. J. R., and Martinez, J. D. (2014). “Performance analysis of an air-blown pilot fluidized bed gasifier for rice husk,” Energy Sustain. Dev. 18, 75-82. DOI: 10.1016/j.esd.2013.11.008
Cohce, M. K., Dincer, I., and Rosen, M. A. (2010). “Thermodynamic analysis of hydrogen production from biomass gasification,” Int. J. Hydrogen Energ. 35(10), 4970-4980. DOI: 10.1016/j.ijhydene.2009.08.066
DD CEN/TS 15439 (2006). “Biomass gasification. Tar and particles in product gases. Sampling and analysis.”
Gai, C., and Dong, Y. P. (2012). “Experimental study on non-woody biomass gasification in a downdraft gasifier,” Int. J. Hydrogen Energ. 37(6), 4935-4944. DOI: 10.1016/j.ijhydene.2011.12.031
Guo, L. L., Wang, X. Y., Tao G. C., and Xie, G. H. (2012).“Assessment of field crop process residues production among different provinces in China,” Journal of China Agriculture University 17(6), 45-55. (In Chinese)
Jain, A. K., and Goss, J. R. (2000). “Determination of reactor scaling factors for throatless rice husk gasifier,” Biomass Bioenergy 18(3), 249-256. DOI: 10.1016/S0961-9534(99)00083-5
Jaojaruek, K., Jarungthammachote, S., Gratuito, M. K. B., Wongsuwan, H., and Homhual, S. (2011). “Experimental study of wood downdraft gasification for an improved producer gas quality through an innovative two-stage air and premixed air/gas supply approach,” Bioresour. Technol. 102(7), 4834-4840. DOI: 10.1016/j.biortech.2010.12.024
Jarungthammachote, S., and Dutta, A. (2012). “Experimental investigation of a multi-stage air-steam gasification process for hydrogen enriched gas production,” Int. J. Energ. Res. 36(3), 335-345. DOI: 10.1002/er.1795
Juan, K, and De, S. (2015). “Polygeneration using agricultural waste: Thermodynamic and economic feasibility study,” Renew. Energ. 74, 648-660. DOI: 10.1016/j.renene.2014.08.078
Karmakar, M. K., and Datta, A. B. (2011). “Generation of hydrogen rich gas through fluidized bed gasification of biomass,” Bioresour. Technol. 102(2), 1907-1913. DOI: 10.1016/j.biortech.2010.08.015
Karmakar, M. K., Mandal, J., Haldar, S., and Chatterjee, P. K. (2013). “Investigation of fuel gas generation in a pilot scale fluidized bed autothermal gasifier using rice husk,” Fuel 111, 584-591. DOI: 10.1016/j.fuel.2013.03.045
Knoef, H. A. M. (2000). Inventory of Biomass Gasifier Manufacturers and Installations: Final Report to European, Commission, Contract DIS/1734/98-NL, Biomass Technology of Group BV, University of Twente, Enschede.
Li, C. S., and Suzuki, K. (2010). “Resources, properties and utilization of tar,” Resour. Conserv. Recy. 54(11), 905-915. DOI: 10.1016/j.resconrec.2010.01.009
Li, C. S., and Suzuki, K. (2009). “Tar property, analysis, reforming mechanism and model for biomass gasification – An overview,” Renew. Sust. Energ. Rev. 13(3), 594-604. DOI: 10.1016/j.rser.2008.01.009
Li, D. W., Chen, D. Y., and Zhu, X. F. (2011). “Reduction in time required for synthesis of high specific surface area silica from pyrolyzed rice husk by precipitation at low pH,” Bioresour. Technol. 102(13), 7001-7003. DOI: 10.1016/j.biortech.2011.04.020
Ma, Z. Q., Zhang, Y. M., Zhang, Q. S., Qu, Y. B., Zhou, J. B., and Qin, H. F. (2012). “Design and experimental investigation of a 190 kW(e) biomass fixed bed gasification and polygeneration pilot plant using a double air stage downdraft approach,” Energy 46(1), 140-147. DOI: 10.1016/j.energy.2012.09.008
Ma, Z. Q., Chen, D. Y., Gu, J. Bao, B. F., and Zhang, Q. S. (2015). “Determination of pyrolysis characteristics and kinetics of palm kernel shell using TGA-FTIR and model-free integral methods,” Energ. Convers. Manage. 89, 251-259. DOI: 10.1016/j.enconman.2014.09.074
Martinez, J. D., Mahkamov, K., Andrade, R. V., and Lora, E. E. S. (2012). “Syngas production in downdraft biomass gasifiers and its application using internal combustion engines,” Renew. Energ. 38(1), 1-9. DOI: 10.1016/j.renene.2011.07.035
Mu, J., Uehara, T., and Furuno, T. (2003). “Effect of bamboo vinegar on regulation of germination and radicle growth of seed plants,” J. Wood Sci. 49(3), 262-270. DOI: 10.1007/s10086-002-0472-z
Mu, J., Uehara, T., and Furuno, T. (2004). “Effect of bamboo vinegar on regulation of germination and radicle growth of seed plants II: Composition of moso bamboo vinegar at different collection temperature and its effects,” J. Wood Sci. 50(5), 470-476. DOI: 10.1007/s10086-003-0586-y
Mun, S. P., and Ku, C. S. (2010). “Pyrolysis GC-MS analysis of tars formed during the aging of wood and bamboo crude vinegars,” J. Wood Sci. 56(1), 47-52. DOI: 10.1007/s10086-009-1054-0
Shen, Y. F., Zhao, P. T., and Shao, Q. F. (2014a). “Porous silica and carbon derived materials from rice husk pyrolysis char,” Micropor. Mesopor. Mat. 188, 46-76. DOI: 10.1016/j.micromeso.2014.01.005
Shen, Y. F., Zhao, P. T., Shao, Q. F., Ma, D. C., Takahashi, F., and Yoshikawa, K. (2014b). “In-situ catalytic conversion of tar using rice husk char-supported nickel-iron catalysts for biomass pyrolysis/gasification,”Appl. Catal. B-Environ. 152, 140-151. DOI: 10.1016/j.apcatb.2014.01.032
Sheth, P. N., and Babu, B. V. (2009). “Experimental studies on producer gas generation from wood waste in a downdraft biomass gasifier,” Bioresour. Technol. 100(12), 3127-3133. DOI: 10.1016/j.biortech.2009.01.024
Wu, C. Z., Yin, X. L., Ma, L. L., Zhou, Z. Q., and Chen, H. P. (2009). “Operational characteristics of a 1.2-MW biomass gasification and power generation plant,” Biotechnol. Adv. 27(5), 588-592. DOI: 10.1016/j.biotechadv.2009.04.020
Yoon, S. J., Son, Y. I., Kim, Y. K., and Lee, J. G. (2012). “Gasification and power generation characteristics of rice husk and rice husk pellet using a downdraft fixed-bed gasifier,” Renew. Energ. 42, 163-167. DOI: 10.1016/j.renene.2011.08.028
Zhang, K., Chang, J., Guan, Y. J., Chen, H. G., Yang, Y. P., and Jiang, J. C. (2013). “Lignocellulosic biomass gasification technology in China,” Renew. Energ. 49, 175-184. DOI: 10.1016/j.renene.2012.01.037
Article submitted: January 11, 2015; Peer review completed: March 1, 2015; Revised version received and accepted: March 21, 2015; Published: March 27, 2015.
DOI: 10.15376/biores.10.2.2888-2902