
Abstract
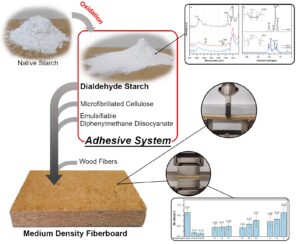
Bio-based adhesives have gained considerable attention in the last years as more sustainable and healthier alternatives to the formaldehyde-based adhesives used today in wood-based panel manufacturing. In this study, dialdehyde starch (DAS) with various aldehyde contents was prepared by using sodium metaperiodate as an oxidizing agent. Characterizations were performed by employing Fourier-transform infrared spectroscopy, nuclear magnetic resonance, and thermal stability analysis. Different adhesive compositions were used for making medium-density fiberboard (MDF) panels. They were based on DAS (12 wt% based on fiber), emulsifiable diphenylmethane diisocyanate (eMDI, 2-4 wt% based on DAS), and microfibrillated cellulose (MFC, 0.5-1.0 wt% based on DAS). Fibers and the adhesive components were mixed with a combination of dry mixing and wet spraying. The physical and mechanical properties of MDF panels bonded with different DAS-based adhesives were compared with those of melamine urea-formaldehyde (MUF) adhesive and sole eMDI. The results showed that the MDF panels made with DAS-MFC-eMDI of 99.52% bio-based content showed comparable properties to standard panels with a commercial MUF adhesive. It was implied that DAS in the presence of small amount of eMDI can create strong bonds with wood fibers, while an additional positive effect on bonding was due to the contact surface enlargement of MFC.
Download PDF
Full Article
A Dialdehyde Starch-Based Adhesive For Medium-Density Fiberboards
Nicolas Neitzel,a Reza Hosseinpourpia,a,b,* and Stergios Adamopoulos c,*
Bio-based adhesives have gained considerable attention in the last years as more sustainable and healthier alternatives to the formaldehyde-based adhesives used today in wood-based panel manufacturing. In this study, dialdehyde starch (DAS) with various aldehyde contents was prepared by using sodium metaperiodate as an oxidizing agent. Characterizations were performed by employing Fourier-transform infrared spectroscopy, nuclear magnetic resonance, and thermal stability analysis. Different adhesive compositions were used for making medium-density fiberboard (MDF) panels. They were based on DAS (12 wt% based on fiber), emulsifiable diphenylmethane diisocyanate (eMDI, 2-4 wt% based on DAS), and microfibrillated cellulose (MFC, 0.5-1.0 wt% based on DAS). Fibers and the adhesive components were mixed with a combination of dry mixing and wet spraying. The physical and mechanical properties of MDF panels bonded with different DAS-based adhesives were compared with those of melamine urea-formaldehyde (MUF) adhesive and sole eMDI. The results showed that the MDF panels made with DAS-MFC-eMDI of 99.52% bio-based content showed comparable properties to standard panels with a commercial MUF adhesive. It was implied that DAS in the presence of small amount of eMDI can create strong bonds with wood fibers, while an additional positive effect on bonding was due to the contact surface enlargement of MFC.
DOI: 10.15376/biores.18.1.2155-2171
Keywords: Starch oxidation; Bio-based adhesives; Microfibrillated cellulose; Wood-based panels; MDF
Contact information: a: Department of Forestry and Wood Technology, Linnaeus University, Georg Lückligs Plats 1, 35195, Växjö, Sweden; b: College of Forest Resources and Environmental Science, Michigan Technological University, Houghton, Michigan 49931, United States; c: Department of Forest Biomaterials and Technology, Swedish University of Agricultural Sciences, Vallvägen 9C, Uppsala, Sweden; * Corresponding author: reza.hosseinpourpia@lnu.se; stergios.adamopoulos@slu.se
GRAPHICAL ABSTRACT
INTRODUCTION
Urea-formaldehyde (UF), phenol-formaldehyde (PF), melamine-formaldehyde (MF), or their combinations, are the most common adhesives used today for the production of wood-based panels (Huang et al. 2022). Every year, the wood industry uses approximately 11 million tons of these adhesives worldwide (Pizzi et al. 2020). Formaldehyde, however, is harmful at higher concentrations and is classified as a “probable human carcinogen” (Chrobak et al. 2022). More restrictive regulations have been enacted during the last years on the emission of free formaldehyde from wood-based products. Although the formaldehyde emissions from wood panels have been reduced considerably by using formaldehyde scavengers, the development of formaldehyde-free wood adhesives from renewable polymers such as chitosan, lignin, soy protein, tannin, and starch has gained much attention recently (Ji and Guo 2018; Frihart and Lorenz 2019; Xi et al. 2020; Chen et al. 2020; Bacigalupe and Escobar 2021; Janceva et al. 2022; Xi et al. 2022).
Starch, as the main reserve and energy storage source of plants, is widely available in agricultural products. It is extensively used in many industrial sectors, such as food, textile, pharmaceutical, paper, and biofuel. However, the use of starch in the wood industry presents limitations, mainly related to viscosity issues, storage stability, and bonding capacity (Hosseinpourpia et al. 2022). Chemical modification of starch polymer (crosslinking, acid hydrolysis, oxidation, etherification, esterification, cationization, and polymer grafting) has been employed for improving the starch properties and make it a competitive biopolymer for wood bonding (Hemmilä et al. 2017; Hosseinpourpia et al. 2018; Chen et al. 2021; Hosseinpourpia et al. 2021, 2022).
Oxidation of starch is a well-known path to convert the hydroxyl groups in the glycosidic ring into carbonyl and carboxyl groups (Bobbitt 1956; Vanier et al. 2017). Oxidized starch has a high activity and can participate in various further reactions (Wu et al. 2009; Zhang et al. 2015). A high-performance oxidized starch wood adhesive was prepared previously by Zhang and co-workers (Zhang et al. 2015), who used oxidized starch as a reactive backbone polymer for grafting an olefin monomer together with a silane-based crosslinker. The authors quoted a shear bond strength of 7.88 MPa in a dry state and 4.09 MPa in a wet state. Fiberboard panels prepared with oxidized starch in combination with polymeric diphenylmethane diisocyanate showed almost comparable mechanical properties as those with UF adhesive (Lubis et al. 2020).
When efficient oxidizing agents such as periodate are used, the linkages between C2 and C3 in the glycosidic units of starch are cleaved and two aldehyde groups are formed (Wongsagon et al. 2005; Yu et al. 2010; Codou et al. 2015; Ziegler-Borowska et al. 2018). The obtained starch, so-called dialdehyde starch (DAS), has high reactivity and provides strong bonds with major applications in the paper and textile industries as a finishing agent (Sharma et al. 2020). The only study on DAS-based wood adhesives was made by Ye et al. (2018) and colleagues, who prepared particleboard panels with corn stalks. The authors claimed that the moduli of elasticity and rupture, as well as the water resistance, initially increased by increasing the DAS concentration from 0% to 20% and pressing temperature, and then decreased. However, more studies need to be conducted to accurately compare the DAS adhesive performance since neither control panels were prepared nor internal bond strength values were reported. In addition, the density of the corn stalk panels ranged from 0.9 to 1.2 g.cm-3, which is much higher than the density of commercially available particleboards in the European market of about 0.7 g.cm-3.
Previous studies suggest that adhesive formulations based on DAS show good potential for wood bonding, while their improvement is necessary. Microfibrillated cellulose (MFC) has been used recently as a reinforcement agent in wood adhesives because of its high surface area, stiffness, and strength together with a relatively low density (Guigo et al. 2014). The partial replacement of UF and melamine urea-formaldehyde (MUF) adhesive by MFC in single-layer particleboards showed a significant increase in internal bond strength, with almost no change in water related properties and static bending behaviour of panels (Karagiannidis et al. 2020). The cited authors showed that a UF adhesive with 5%, 10%, and 20% MFC for plywood panels led to a significant increase in static bending properties. However, a reduced formaldehyde content could not be confirmed even at the 20% MFC share.
This study had a dual scope. The first was to prepare different DAS variants with various aldehyde contents and characterize them for their chemical and thermal properties by employing Fourier-transform infrared spectroscopy (FTIR), nuclear magnetic resonance (NMR), and thermogravimetric analysis (TGA). The second was to select an appropriate DAS polymer for preparing bio-based adhesives for manufacturing medium-density fiberboard (MDF) panels. MFC served as a reinforcement agent, and an emulsifiable diphenylmethane diisocyanate (eMDI) was used as a crosslinker. MDF panels were tested according to European Standards (EN).
EXPERIMENTAL
Materials
Native wheat starch (NWS) was kindly provided by Lantmännen AB (Stockholm, Sweden), a cooperative agricultural leader in Northern Europe. Sodium metaperiodate (NaIO4, ≥99.0%), sodium hydroxide (NaOH, ≥98 %), phenolphthalein indicator (0.5 wt.%), acetone (≥99%), and hydrochloric acid (≥37%) were purchased from Sigma-Aldrich (Stockholm, Sweden). Ethanol (≥99.5%) was ordered from VWR (Stockholm, Sweden).
Microfibrillated cellulose (MFC) with a solid content of 1.9% was kindly supplied by FiberLean Technologies GmbH (Neuss, Germany). Fiberboard grade emulsifiable diphenylmethane diisocyanate (eMDI) was kindly delivered by Huntsman International LLC (Salt Lake City, USA). Thermo mechanical pulp (TMP) fibers were purchased from the Institut für Holztechnologie Dresden (IHD), Germany. Industrial grade melamine urea-formaldehyde (MUF) and ammonium nitrate, as a hardener, with respective solid contents of 65% and 50%, were supplied by IKEA Industry AB (Hultsfred, Sweden).
Methods
Synthesis and characterization of dialdehyde starch (DAS)
A 5% of oven-dried native wheat starch NWS (40 °C, 48h, vacuum oven) was initially dispersed in distilled water using a magnetic stirrer. Then, NaIO4 (with 1:1.65 w/w wheat starch:NaIO4) was added to the mixture. The reaction bottle was wrapped with several layers of aluminium foil to avoid a light-induced decomposition of NaIO4, as described previously (Zhang et al. 2019). The reaction was then carried out at 35 °C for 4 h (DAS-I) and 24 h (DAS-II). The reaction was quenched by adding acetone and centrifuged for 5 min at 5000 rpm. The precipitates were then further washed with water and centrifuged at 5000 rpm, first for 5 min and then for 10 min, which as followed by washing with ethanol and centrifugation for 10 min at 5000 rpm to remove the remaining unreacted oxidative agents. The oxidized starches DAS-I and DAS-II were dried in a vacuum oven at 35 °C for 48 h. The obtained dried samples were ground to a particle size of 0.2 mm using a hammer mill before further analysis.
The aldehyde content of starch polymers before and after oxidation was determined according to Zhang et al. (2011).
The chemical structure of starch polymers was analyzed by Fourier-transform infrared spectroscopy (FTIR) and nuclear magnetic resonance (NMR). The FTIR analysis was performed using a PerkinElmer Alpha FTIR Spectrometer, Bruker (Karlsruhe, Germany), with a versatile high-throughput crystal and wavelength ranging from 4000 to 600 cm-1 at room temperature, accumulating 32 scans with a resolution of 4 cm-1.
The NMR spectra of oxidized starches were obtained on a Bruker Avance III 600 MHz spectrometer using a double-resonance 4 mm (1H&19F)/(15N-31P) CP-MAS probe and 4 mm ZrO2 rotors. The 13C cross-polarization (CP) magic angle spinning (MAS) NMR spectra were recorded at a spinning frequency of 12 KHz, using a contact time of 2 ms, a repetition delay of 10 s, and 4K scans. The experiments were performed at 298 K.
The thermal stability of oxidized starches was analyzed by thermogravimetric measurements using a STARe System TGA 2 (Mettler-Toledo AG, Schwerzenbach, Switzerland). Measurements were performed in a dry nitrogen flow of 40 mL/min by increasing the temperature from 25 °C to 650 °C with a heat rate of 10 °C per minute.
Production and evaluation of MDF panels
DAS-I was selected for the production of MDF panels since it had comparable aldehyde content to DAS-II and a shorter oxidation process.
MDF panels with a target density of 710 kg.m-3 were prepared by following typical laboratory procedures. Oven-dried TMP fibers (approximately 2.8% moisture content) were mixed with DAS-I using a dry mixing process in a glue blender (Lödige FM 130D, Paderborn, Germany) for 10 min. The other adhesive components, such as eMDI, MFC, and water were then wet-sprayed to the fiber-starch mixture and blended for a further 2 min. For comparison, control panels were manufactured with 12% (w/w dry resin to dry fiber) MUF (65% solid content) and 4% (w/w dry to dry resin) ammonium nitrate (50% solid content) as a hardener. The adhesive compositions for the MDF panels are summarized in Table 1. Fiber mats, measuring 450 x 450 mm2, were formed manually and hot-pressed at 200 °C with a pressure level of 200 kg.cm-1 using an AKE press (Mariannelund, Sweden) to a target thickness of 8 mm. The pressing speed was set to 60 s.mm-1 to avoid panel blasting, following a stepwise process: i) the pressure was halved to 100 kg.cm-1 after 160 sec; ii) the pressure was reduced to zero for a further 160 sec; iii) the hot press was held closed with no pressure for another 160 sec; and iv) the press was opened. After hot pressing, all MDF panels were cooled down at room temperature, and then they were cut into various test pieces according to the respective EN standards for testing physical and mechanical properties. Prior to physical and mechanical evaluations, all samples were conditioned in a climate chamber at 20 °C/65% relative humidity (RH) for 14 days.
Table 1. Production Parameters of MDF Panels using Different DAS-based Adhesive Systems

The physical and mechanical properties of MDF panels prepared with DAS-based adhesive systems were evaluated according to respective European Standards (EN). The bending properties, moduli of elasticity (MOE) and rupture (MOR), were tested with an MTS-10kN EXCEED Model E43 (Minnesota, USA) testing machine on rectangular samples of 210 × 50 mm2 following EN 310:1993 (European Committee for Standardization, 1993c) (n = 4). Internal bond (IB) strength was determined on square samples of 50 × 50 mm2 according to EN 319:1993 (European Committee for Standardization, 1993b) (n = 10). The vertical density profile of all IB samples were analyzed before the destructive test with a GreCon DAX 6000 (Alfeld, Germany), and the average results were reported. The X-ray-based scanning of the samples reflects the density alteration throughout the panel thickness. The thickness swelling (TS) and water uptake (WA) of the MDF panels were evaluated on 50 x 50 mm2 square samples immersed in water at room temperature for 2 and 24 h according to EN 317:1993 (European Committee for Standardization, 1993a) (n = 10).
Statistical analysis
One-way analysis of variance (ANOVA) was performed by means of Origin Lab software (2021b SR2, Northampton, USA). The statistical differences between the values were evaluated by Tukey’s honestly significant difference at an error probability of α = 0.05.
RESULTS AND DISCUSSION
Characterization of DAS
The oxidation of starch with sodium metaperiodate (NaIO4) cleaves the α-(1→4)-glycosidic linkages of the C2-C3 and converts the hydroxyl groups into aldehyde groups (Fig. 1).

Fig. 1. The reaction equation of oxidation of starch with NaIO4
The aldehyde group content of unmodified and modified wheat starch was determined with the alkaline titration method (Zhang et al. 2011). A negligible aldehyde content of 1% was detected in native wheat starch (NWS), which could be related to measurement tolerances. The periodate oxidation of NWS substantially increased the aldehyde content, which ranged from 78.1 to 83.3%, depending on the oxidation parameters. Similar results were reported previously for the periodate oxidation of microcrystalline cellulose (Zhang et al. 2019). However, the differences in the aldehyde content between the DAS-I and DAS-II samples were statistically insignificant. A high degree of oxidation destroys the starch granules and turns them into a more crosslinked structure (Yu et al. 2010), which might be less desirable for adhesive applications.
Table 2. Oxidation Parameters and Aldehyde Group Content of Native Wheat Starch (NWS) and Dialdehyde Starch (DAS)

The changes in the chemical structure of NWS due to periodate oxidation were analyzed by means of FTIR and 13C-NMR spectroscopies. The FTIR spectra (Fig. 2a) illustrated three characteristic peaks in NWS at 990, 1075, and 1150 cm-1 that are attributed to C-O bond stretching (Zhang et al. 2013; Xiong et al. 2017). These peaks disappeared after oxidation in the DAS samples. The absorption peaks at 1640 and 3290 cm-1 could be related to the trapped moisture content in the non-crystalline region of the starch structure or intermolecular hydrogen bonds (Xiong et al. 2017). The peak at 2960 cm-1 is assigned to the stretching of CH groups (Hosseinpourpia et al. 2021). However, after oxidation, this peak was slightly shifted to 2880 cm-1 in the bands between 2800 and 3000 cm-1. The DAS samples illustrated a new stretching vibration at 1740 cm-1 that is related to the carbonyl groups (Yu et al. 2010) and peaks at 875 cm-1, which indicates the hemiacetal bonds between the dialdehyde groups and their adjacent hydroxyl groups. A typical band residing in the spectra of starch and its derivative is the absorption at 1640.9 cm-1, which is attributed to H2O bending vibration (Kilicarislan Ozkan et al. 2019).

Fig. 2. FTIR (a) and 13C-NMR (b) of Native Wheat Starch (NWS) and Dialdehyde Starch (DAS)
Figure 2b illustrates the 13C-NMR analysis of NWS and DAS samples. The signals at 62.0 and 72.2 ppm were assigned to the C4 and C1, 3, 6. Carbons C2 and C5 were respectively assigned to 81.9 and 101.3 ppm (Hosseinpourpia et al. 2021). After the periodate oxidation, the peaks of DAS became broader. With an increasing degree of oxidation, the peaks of DAS progressively overlapped and became less sharp. The broadness of the carbon peaks is a demonstration of the self-associating behavior of the DAS macromolecule (Koshani et al. 2021). The appearance of new peaks at 93 and 95 ppm in DAS samples could be related to the formation of aldehyde groups at C2 and C5 of the anhydroglucose units. The absence of peaks between 190 and 200 ppm indicates that the aldehydes generated were present in solution in their hemiacetal form rather than as -CHO groups (Chen et al. 2021). The FTIR and 13C-NMR results confirmed the changes in the chemical structure of NWS polymers by periodate oxidation.
The thermal degradation performance of NWS and DAS samples were evaluated by thermogravimetric (TG) and first derivative thermogravimetric (DTG) analyses (Fig. 3). The NWS and DAS began to lose weight at temperatures below 150 °C, which is due to the evaporation of bound water (Hosseinpourpia et al. 2021). As indicated by the DTG curve, an apparent mass loss was observed in the NWS by losing about 29.5% of initial weight at 325 °C, while the DAS samples exhibited more gradual decomposition behavior with maximum degradation peaks at 248 °C and a shoulder-like peak at 305 °C. At 248 °C, the DAS samples had lost around 22% of their initial weight. The lower thermal stability of DAS could be attributed to the average molecular weight reduction and the lower thermal stability of the opened anhydroglucose units during dialdehyde group formations (Zhang et al. 2011). However, since a temperature of 220 °C is usually not exceeded during the production of MDF panels, the lower thermal stability does not affect the process.

Fig. 3. TGA (a) and DTG (b) Curves of Native Wheat Starch (NWS) and Dialdehyde Starch (DAS) Samples
Due to the marginal differences between the DAS samples, DAS-I was selected as having a shorter oxidation process than DAS-II for further application in adhesive systems for MDF panel manufacturing.
Performance of MDF panels prepared with DAS-based adhesives
After hot-pressing, the MDF panels with DAS-based adhesives had a very homogeneous appearance across all samples (Fig. 4).
The average density of the MDF panels ranged from 656 to 688 kg.m–³ (Fig. 5). The vertical density profiles showed a “U” shape in the panels with DAS-based adhesive systems as well in eMDI bonded panels. As explained previously, this could be related to the initial mat moisture content press cycle, which results in higher density on the panel edges. During the hot-pressing, the moisture departure from the fibers at the core of the board structure is slower than at the edges due to the uneven consolidation pressure at the edges and core parts, leading to higher density in the edges than in the core part (Diop et al. 2017). The control panels with MUF adhesive (Fig. 5a) illustrated a gradual density increment on the edges and lower density differences between the edges and the core parts as compared with the panels manufactured with DAS-based and eMDI adhesives. This might be explained by the lower mat moisture content of MUF panels than those with the other adhesive systems.

Fig. 4. MDF Samples with Homogeneous Appearance. See Table 1 for Panel Codes

Fig. 5. Density Profiles of DAS-eMDI-MFC bonded MDF Panels. See Table 1 for Panel Codes
The moduli of rupture (MOR) and elasticity (MOE) of MDF panels as a function of various adhesive formulations are shown in Figs. 6a and b. The control panels with MUF adhesive (Control1) exhibited respective MOR and MOE values of 23.9 and 2070 Nmm-2, while the other control panels with 2 and 4% eMDI (Control2 and Control3) exhibited considerably lower MOR and MOE values, i.e., the MOR values of Control2 and Control3 were 15.1 and 15.0 Nmm-2, and MOE values were 2020 and 2100 Nmm-2, respectively. This should be due to the very low adhesive content of less than 1% wt in those panels.

Fig. 6. MOR (a) and MOE (b) of the MDF Panels bonded with DAS-based Adhesive Systems in Comparison to Control Panels with MUF or eMDI Adhesives. Ratios (wt%) of DAS, eMDI and MFC are given in the table below the figures. Values in the same column followed by different superscript letters were significantly different (p≤0.05).
Likewise, the MDF panels prepared with sole DAS and a combination of DAS and MFC exhibited low bending properties, i.e., the lowest MOR and MOE values obtained in the panels with DAS and 1% MFC (A3). The bending properties slightly decreased with increasing of the MFC content to DAS; however, the differences were not statistically significant. The bending properties were however considerably improved by adding the eMDI crosslinker, where the panels contained DAS, 1% MFC and 4% eMDI (C3) and exhibited the maximum MOR and MOE values of 30.4 and 3110 N.mm-2, respectively. In general, the bending properties of the panels increased by increasing the MFC content in the presence of eMDI crosslinker, and except for the C3 panels, the mean values were statistically insignificant. When referring to EN 622-3:2004 (European Committee for Standardization, 2004) standard, all MDF panels, except for Control2 and Control3, surpassed the respective minimum MOR of 15 Nmm-2 for general interior applications.
The internal bond (IB) strengths of the MDF samples are presented in Fig. 7. The MDF panels bonded with sole eMDI crosslinker (Control2 and Control3) showed the lowest IB values of 0.14 and 0.13 N. mm-2. Obviously, the small amount of eMDI was not sufficient to induce higher internal bond strength due to its relation to a large surface area of wood fibers in MDF. Like bending properties, the IB strength of the panels that contained eMDI crosslinker increased with increasing the MFC loading level. The maximum IB value of 0.92 N. mm-2 was shown by the panels prepared with DAS, 1%-MFC and 4%-eMDI (C3), which was identical to the IB of 0.91 N. mm-2 in the control panels with MUF (Control1). The minimum IB level for MDF for general interior purposes was 0.10 Nmm-2 (EN 622-3:2004). The requirement was met by all test panels. Even the higher requirement for MDF for use in wet areas and for load-bearing purposes of 0.40 Nmm-2 was achieved by several laboratory MDF panels.

Fig. 7. Internal Bond (IB) Strength of MDF Panels bonded with DAS-based Adhesive Systems in Comparison to Control Panels with MUF or eMDI Adhesives. Ratios (wt%) of DAS, eMDI and MFC are given in the table below the figures. Values in the same column followed by different superscript letters were significantly different (p≤0.05).
The bonding mechanism in the MDF panels using DAS-based adhesive systems might be explained by different assumptions, as explained in Fig. 8.
In the formulations containing DAS and MFC (A1, A2, and A3), the bonding was likely to occur through the formation of hemi- or full-acetal linkages between aldehyde groups on DAS and hydroxyl groups of wood fibers and MFC (Fig. 8ζ, ε) (Ye et al. 2018). The application of MFC was supposed to improve the bonding between the fibers mainly due to its high aspect ratio. This effect, together with the acetal linkages may however be influenced by the thermo-chemical reactions during panel pressing. Under hot-pressing conditions and in the presence of water, hydronium ions (H3O+) could be formed in situ by water autohydrolysis. This, together with acetic acid from acetyl substituents of hemicelluloses in wood fiber, may hydrolyze the acetal linkages and result in strength reduction of the panels (Mussatto 2016; Diop et al. 2017). Moreover, similar to other dialdehyde molecules, such as glyoxal, the two aldehyde groups in DAS are very close to each other, and that could possibly hinder the mobility of the crosslinked products during load application (Rojas and Azevedo 2011; Hosseinpourpia et al. 2019).
The substantial improvement in the panel properties by adding small amounts of eMDI could be due to the formation of polyurethane (Fig. 8γ) and polyurea linkages between wood fibers, DAS, MFC, and eMDI. Moreover, isocyanate-based crosslinkers are generally known for their outstanding bonding strength in wood-based panels (Papadopoulos et al. 2002). The NCO groups in eMDI have higher reactivity than the COH (in DAS) and OH (in wood fibers and MFC) groups (Sonnenschein 2021) and thus could form a stable polyurethane bond on the surface of the fibers (Fig. 8δ). In contrast, polyurea linkages likely occurred in the panels made with sole eMDI (Fig. 8θ). The NCO groups may also react with water and form amine groups (Fig. 8α). As has been seen in other adhesive systems, the addition of MFC also improved the bonding by building strong three-dimensional networks mainly due to its high aspect ratio and mechanical characteristics (Diop et al. 2017). Heon Kwon et al. (2015) demonstrated that a share of 3% MFC in an industrial UF adhesive enhanced the tensile shear strength of adhesive bond lines because the MFC accumulated in the glue line and built a three-dimensional network. At the same time, the addition of MFC reduced the brittleness of the UF adhesive. Rigg-Aguilar et al. (2020) were able to increase the shear strength of UF bond lines by 31% while adding 1% micro- and nanofibrillated cellulose. It was also mentioned that the thermal stability of the adhesive system was improved and the viscosity was reduced due to the high water content of the produced micro- and nanofibrillated cellulose gel.

Fig. 8. Proposed Bonding Mechanisms of DAS-eMDI-MFC and Wood Fibers in MDF Panels (α: eMDI-water bonding, β: eMDI-DAS bonding at aldehyde group, γ: eMDI-DAS bonding at OH-group, δ: eMDI- wood fiber bonding, ε: DAS-MFC bonding, ζ: DAS-wood fiber bonding, η: eMDI-MFC bonding, θ: eMDI-eMDI bonding)
The water-related properties, i.e. water absorption (WA) and thickness swelling (TS), of the MDF panels after 2 and 24h immersion and associated statistical analysis (ANOVA and Tukey’s HSD test, α = 0.05) are shown in Fig. 9. The respective TS (24 h) values of C2, C3, and B3 panels were 24.0%, 24.3%, and 25.2%, which were statistically insignificant to the value of the MUF control panel (Control1), i.e. TS= 22.9%. In contrast to most bio-based wood adhesives, the DAS-based adhesive systems showed outstanding water resistance with comparable TS value to the MUF control panel. As expected, the highest TS values were obtained in the panels bonded with DAS and MFC, and also with sole eMDI. Increasing the MFC content slightly reduced the TS mean values, although the differences were not statistically significant. A similar trend was observed for the WA values of the panels bonded with different adhesive systems. The WA in MDF panels is mainly related to the ability of fibers to absorb water, the resistance of the adhesive to water, and available voids (Gillah et al. 2000). As explained above, the DAS-based adhesive in the presence of MFC and eMDI seemed to provide stable bonds among the wood fibers, while MFC may play an additional role in the panels due to its high contact area by filling the voids between the fibers and forming a three-dimensional network. Thus the available space for water molecules to be held is reduced (Chen et al. 2019).

Fig. 9. TS (a) and WA (b) (2h and 24h) of MDF panels bonded with DAS-based adhesive systems in comparison to control panels with MUF or eMDI adhesives. Ratios (wt%) of DAS, eMDI and MFC are given in the table below the figures. Values in the same column followed by different superscript letters were significantly different (p≤0.05).
CONCLUSIONS
- The dialdehyde starch (DAS) produced in this study was successfully tested as the basis for a formaldehyde-free adhesive system in combination with microfibrillated cellulose (MFC) and emulsifiable diphenylmethane diisocyanate (eMDI) in MDF panels. It was found that at this specific ratio of starch:NaIO4, a high aldehyde content was achieved, and it was not substantially influenced by the oxidation time.
- An adhesive system made with DAS and small amounts of eMDI in MDF panels achieved similar mechanical properties as in panels with a DAS-MFC adhesive. The thickness swelling also decreased noticeably. The combination of DAS, eMDI, and MFC can provide a 99.5% bio-based adhesive that can create strong and water resistant MDF panels. The values were comparable to control MDF panels produced with commercial MUF. It can be assumed that the unique performance of this particular adhesive is due to the formation of polyurethane and polyurea linkages between wood fibers and adhesive components, and the contact surface enlargement of MFC.
- The approach for using DAS in combination with very small amounts of MFC and eMDI showed great potential as close to 100% bio-based adhesive for MDF panels. However, there are still a few points for future consideration and research. For example, alternative oxidative agents to sodium metaperiodate should be searched, since it is an expensive chemical and involves potential handling risks. The application of such an adhesive system should also be adjusted to current industrial manufacturing processes of MDF in terms of favorable mixing methods and press factor levels. The proposed dry mixing process of DAS with wood fibers and the long pressing times are not viable and economically attractive in the industry.
ACKNOWLEDGMENTS
The authors acknowledge the financial support of Formas (Grant No. 2018-01371, coordinator Prof. S. Adamopoulos). Financial contribution from Carl Tryggers Stiftelse, project CTS 19:2, is also acknowledged. Dr. Hosseinpourpia wishes to thank Crafoordska stiftelsen (Grant No. 20190700) and Formas (Future research leaders, Grant No. 2018-00637).
REFERENCES CITED
Bacigalupe, A., and Escobar, M. M. (2021). “Soy protein adhesives for particleboard production – A review,” Journal of Polymers and the Environment 29, 2033-2045. DOI: 10.1007/s10924-020-02036-8
Bobbitt, J. M. (1956). “Periodate oxidation of carbohydrates,” in: Advances in Carbohydrate Chemistry, M. L. Wolfrom and R. S. Tipson (eds.). Academic Press.
Chen, H., Nair, S. S., Chauhan, P., and Yan, N. (2019). “Lignin containing cellulose nanofibril application in pMDI wood adhesives for drastically improved gap-filling properties with robust bondline interfaces,” Chemical Engineering Journal 360, 393-401. DOI: 10.1016/j.cej.2018.11.222
Chen, X., Xi, X., Pizzi, A., Fredon, E., Du, G., Gerardin, C., and Amirou, S. (2020). “Oxidized demethylated lignin as a bio-based adhesive for wood bonding,” The Journal of Adhesion 97, 873-890. DOI:10.1080/00218464.2019.1710830
Chen, X., Pizzi, A., Zhang, B., Zhou, X., Fredon, E., Gerardin, C., and Du, G. (2021). “Particleboard bio-adhesive by glyoxalated lignin and oxidized dialdehyde starch crosslinked by urea,” Wood Science and Technology 56, 63-85. DOI: 10.1007/s00226-021-01344-z
Chrobak, J., Ilowska, J., and Chrobok, A. (2022). “Formaldehyde-free resins for the wood-based panel industry: Alternatives to formaldehyde and novel hardeners,” Molecules 27. DOI: 10.3390/molecules27154862
Diop, C. I. K., Tajvidi, M., Bilodeau, M. A., Bousfield, D. W., and Hunt, J. F. (2017). “Evaluation of the incorporation of lignocellulose nanofibrils as sustainable adhesive replacement in medium density fiberboards,” Industrial Crops and Products 109, 27-36. DOI: 10.1016/j.indcrop.2017.08.004
EN 317:1993 (1993a). “Particleboards and fibreboards – Determination of swelling in thickness after immersion in water,” European Committee for Standardization.
EN 319:1993 (1993b). “Particleboards and fibreboards – Determination of tensile strength perpendicular to the plane of the board,” European Committee for Standardization.
EN 310:1993 (1993c). “Wood-based panels – Determination of modulus of elasticity in bending and of bending strength,” European Committee for Standardization.
EN 622-3:2004 (2004). “Fibreboards – Specifications – Part 3: Requirements for medium boards,” European Committee for Standardization.
Gillah, P. R., Irle, M. A., and Amartey, S. A. (2000). “Development and production of laboratory scale novel MDF panels from composite and nonwoven mattresses of sisal and wood fibre mixtures,” Holz als Roh- und Werkstoff 58, 324-330. DOI: 10.1007/s001070050438
Hemmilä, V., Adamopoulos, S., Karlsson, O., and Kumar, A. (2017). “Development of sustainable bio-adhesives for engineered wood panels – A review,” RSC Advances 7, 38604-38630. DOI: 10.1039/c7ra06598a
Heon Kwon, J., Lee, S.-H., Ayrilmis, N., and Hyung Han, T. (2015). “Tensile shear strength of wood bonded with urea–formaldehyde with different amounts of microfibrillated cellulose,” International Journal of Adhesion and Adhesives 60, 88-91. DOI: 10.1016/j.ijadhadh.2015.04.002
Hosseinpourpia, R., Echart, A. S., Adamopoulos, S., Gabilondo, N., and Eceiza, A. (2018). “Modification of pea starch and dextrin polymers with isocyanate functional groups,” Polymers (Basel) 10. DOI: 10.3390/polym10090939
Hosseinpourpia, R., Adamopoulos, S., Mai, C., and Taghiyari, H. R. (2019). “Properties of medium-density fibreboards bonded with dextrin-based wood adhesive,” Wood Research 64, 185-194.
Hosseinpourpia, R., Adamopoulos, S., Echart, A. S., and Eceiza, A. (2021). “Polyurethane films prepared with isophorone diisocyanate functionalized wheat starch,” European Polymer Journal 161. DOI: 10.1016/j.eurpolymj.2021.110826
Hosseinpourpia, R., Eceiza, A., and Adamopoulos, S. (2022). “Polyurethane wood adhesives prepared from modified polysaccharides,” Polymers (Basel) 14) DOI: 10.3390/polym14030539
Huang, C., Peng, Z., Li, J., Li, X., Jiang, X., and Dong, Y. (2022). “Unlocking the role of lignin for preparing the lignin-based wood adhesive: A review,” Industrial Crops and Products 187. DOI: 10.1016/j.indcrop.2022.115388
Janceva, S., Andersone, A., Spulle, U., Tupciauskas, R., Papadopoulou, E., Bikovens, O., Andzs, M., Zaharova, N., Rieksts, G., and Telysheva, G. (2022). “Eco-friendly adhesives based on the oligomeric condensed tannins-rich extract from alder bark for particleboard and plywood production,” Materials (Basel) 15. DOI: 10.3390/ma15113894
Ji, X., and Guo, M. (2018). “Preparation and properties of a chitosan-lignin wood adhesive,” International Journal of Adhesion and Adhesives 82, 8-13. DOI: 10.1016/j.ijadhadh.2017.12.005
Karagiannidis, E., Markessini, C., and Athanassiadou, E. (2020). “Micro-fibrillated cellulose in adhesive systems for the production of wood-based panels,” Molecules 25. DOI: 10.3390/molecules25204846
Codou, A., Guigo, N., Heux, L., and Sbirrazzuoli, N. (2015). “Partial periodate oxidation and thermal cross-linking for the processing of thermoset all-cellulose composites,” Composites Science and Technology 117, 54-61. DOI:10.1016/j.compscitech.2015.05.022
Frihart, C. R., and Lorenz, L. F. (2019). “Specific oxidants improve the wood bonding strength of soy and other plant flours,” Journal of Polymer Science Part A: Polymer Chemistry 57, 1017-1023. DOI:10.1002/pola.29357
Guigo, N., Mazeau, K., Putaux, J.-L., and Heux, L. (2014). “Surface modification of cellulose microfibrils by periodate oxidation and subsequent reductive amination with benzylamine: A topochemical study,” Cellulose 21, 4119-4133. DOI:10.1007/s10570-014-0459-0
Kawalerczyk, J., Dziurka, D., Mirski, R., and Szentner, K. (2020). “Properties of plywood produced with urea-formaldehyde adhesive modified with nanocellulose and microcellulose,” Drvna Industrija (71), 61-67. DOI: 10.5552/drvind.2020.1919
Kilicarislan Ozkan, C., Ozgunay, H., and Akat, H. (2019). “Possible use of corn starch as tanning agent in leather industry: Controlled (gradual) degradation by H2O2,” Int. J. Biol. Macromol. 122, 610-618. DOI: 10.1016/j.ijbiomac.2018.10.217
Koshani, R., Tavakolian, M., and Van De Ven, T. G. M. (2021). “Natural emulgel from dialdehyde cellulose for lipophilic drug delivery,” ACS Sustainable Chemistry & Engineering 9, 4487-4497. DOI: 10.1021/acssuschemeng.0c08692
Lubis, M. a. R., Park, B. D., and Hong, M. K. (2020). “Tuning of adhesion and disintegration of oxidized starch adhesives for the recycling of medium density fiberboard,” BioResources 15, 5156-5178.
Mussatto, S. I. (2016). Biomass Fractionation Technologies for a Lignocellulosic Feedstock Based Biorefinery, Elsevier.
Papadopoulos, A., Hill, C., Traboulay, E., and Hague, J. (2002). “Isocyanate resins for particleboard: PMDI vs EMDI,” Holz als Roh und Werkstoff 60, 81-83.
Pizzi, A., Papadopoulos, A. N., and Policardi, F. (2020). “Wood composites and their polymer binders,” Polymers (Basel) 12. DOI: 10.3390/polym12051115
Rigg-Aguilar, P., Moya, R., Oporto-Velásquez, G. S., Vega-Baudrit, J., Starbird, R., Puente-Urbina, A., Méndez, D., Potosme, L. D., and Esquivel, M. (2020). “Micro- and nanofibrillated cellulose (MNFC) from pineapple (Ananas comosus) stems and their application on polyvinyl acetate (PVAc) and urea-formaldehyde (UF) wood adhesives,” Journal of Nanomaterials 2020, 1-12. DOI: 10.1155/2020/1393160
Rojas, J., and Azevedo, E. (2011). “Functionalization and crosslinking of microcrystalline cellulose in aqueous media: A safe and economic approach,” Int. J. Pharm. Sci. Rev. Res 8, 28-36.
Sharma, M., Aguado, R., Murtinho, D., Valente, A. J. M., Mendes De Sousa, A. P., and Ferreira, P. J. T. (2020). “A review on cationic starch and nanocellulose as paper coating components,” Int. J. Biol. Macromol. 162, 578-598. DOI: 10.1016/j.ijbiomac.2020.06.131
Sonnenschein, M. F. (2021). Polyurethanes: Science, Technology, Markets, and Trends, John Wiley & Sons. DOI: 10.1002/9781119669401
Vanier, N. L., El Halal, S. L. M., Dias, A. R. G., and Da Rosa Zavareze, E. (2017). “Molecular structure, functionality and applications of oxidized starches: A review,” Food Chem 221, 1546-1559. DOI: 10.1016/j.foodchem.2016.10.138
Wongsagon, R., Shobsngob, S., and Varavinit, S. (2005). “Preparation and physicochemical properties of dialdehyde tapioca starch,” Starch – Staerke 57, 166-172. DOI: 10.1002/star.200400299
Wu, Y. B., Lv, C. F., and Han, M. N. (2009). “Synthesis and performance study of polybasic starch graft copolymerization function materials,” Advanced Materials Research 79-82, 43-46. DOI: 10.4028/www.scientific.net/AMR.79-82.43
Xi, X., Pizzi, A., Frihart, C. R., Lorenz, L., and Gerardin, C. (2020). “Tannin plywood bioadhesives with non-volatile aldehydes generation by specific oxidation of mono- and disaccharides,” International Journal of Adhesion and Adhesives 98. DOI:10.1016/j.ijadhadh.2019.102499
Xi, X., Pizzi, A., Lei, H., Zhang, B., Chen, X., and Du, G. (2022). “Environmentally friendly chitosan adhesives for plywood bonding,” International Journal of Adhesion and Adhesives 112. DOI:10.1016/j.ijadhadh.2021.103027
Xiong, J., Li, Q., Shi, Z., and Ye, J. (2017). “Interactions between wheat starch and cellulose derivatives in short-term retrogradation: Rheology and FTIR study,” Food Res Int 100, 858-863. DOI: 10.1016/j.foodres.2017.07.061
Ye, P., An, J., Zhang, G., Wang, L., Wang, P., and Xie, Y. (2018). “Preparation of particleboard using dialdehyde starch and corn stalk,” BioResources 13. DOI: 10.15376/biores.13.4.8930-8942
Yu, J., Chang, P. R., and Ma, X. (2010). “The preparation and properties of dialdehyde starch and thermoplastic dialdehyde starch,” Carbohydrate Polymers 79, 296-300. DOI: 10.1016/j.carbpol.2009.08.005
Zhang, L., Liu, P., Wang, Y., and Gao, W. (2011). “Study on physico-chemical properties of dialdehyde yam starch with different aldehyde group contents,” Thermochimica Acta 512, 196-201. DOI: 10.1016/j.tca.2010.10.006
Zhang, N., Liu, X., Yu, L., Shanks, R., Petinaks, E., and Liu, H. (2013). “Phase composition and interface of starch-gelatin blends studied by synchrotron FTIR micro-spectroscopy,” Carbohydr. Polym. 95, 649-53. DOI: 10.1016/j.carbpol.2013.03.045
Zhang, Y., Ding, L., Gu, J., Tan, H., and Zhu, L. (2015). “Preparation and properties of a starch-based wood adhesive with high bonding strength and water resistance,” Carbohydr. Polym. 115, 32-37. DOI: 10.1016/j.carbpol.2014.08.063
Zhang, H., Liu, P., Musa, S. M., Mai, C., and Zhang, K. (2019). “Dialdehyde cellulose as a bio-based robust adhesive for wood bonding,” ACS Sustainable Chemistry & Engineering 7, 10452-10459. DOI: 10.1021/acssuschemeng.9b00801
Ziegler-Borowska, M., Wegrzynowska-Drzymalska, K., Chelminiak-Dudkiewicz, D., Kowalonek, J., and Kaczmarek, H. (2018). “Photochemical reactions in dialdehyde starch,” Molecules (23). DOI: 10.3390/molecules23123358
Article submitted: January 4, 2023; Peer review completed: January 21, 2023; Revised version received and accepted: January 25, 2023; Published: January 31, 2023.
DOI: 10.15376/biores.18.1.2155-2171