
Abstract
The purpose of this study was to evaluate the adhesion properties of phenol formaldehyde-prepreg oil palm veneers that have potential for plywood manufacture. Phenol formaldehyde (PF) resin of three different molecular weights (i.e. 600 (low), 2,000 (medium), and 5,000 (commercial)) were used to pre-treat the veneers. The veneers were soaked in each type of PF resin for 20 seconds, pressed between two rollers, and pre-cured in an oven maintained at 103 ± 2 °C for 24 hours. The volume percent gain (VPG), weight percent gain (WPG), pH, buffering capacity, and contact angle of the phenolic pre-preg veneers were determined. The bonding shear was also evaluated according to British Standard European Norm BS EN 314. The results show that veneers from both inner and outer layers treated with low molecular weight PF (LMwPF) resin had significantly higher VPG and WPG compared to the other PF resins. The pH values of all of the veneers were slightly acidic (6.5 to 6.8) except for those that were treated with commercial molecular weight PF resin (7.8). A buffering capacity study revealed that untreated veneer had a greater resistance toward alkali, but was unstable under acidic conditions, while the phenolic pre-preg veneer behaved differently. This effect was more prominent as the molecular weight of the PF resin increased. An examination of the veneer surfaces demonstrated that phenolic treatment had increased the contact angle of the OPS veneer surfaces significantly. The bonding properties of plywood made from pre-preg palm veneers were found to be superior to those of commercial palm plywood.
Download PDF
Full Article
Adhesion characteristics of phenol FORMALDEHYDE pre-preg oil palm stem veneers
Nor Hafizah Ab. Wahab,a,* Paridah Md. Tahir,a,* Yeoh Beng Hoong,a,b Zaidon Ashaari,c Nor Yuziah Mohd Yunus,d Mohd Khairun Anwar Uyup,a,e and Mohd Hamami Shahri c
The purpose of this study was to evaluate the adhesion properties of phenol formaldehyde-prepreg oil palm veneers that have potential for plywood manufacture. Phenol formaldehyde (PF) resin of three different molecular weights (i.e. 600 (low), 2,000 (medium), and 5,000 (commercial)) were used to pre-treat the veneers. The veneers were soaked in each type of PF resin for 20 seconds, pressed between two rollers, and pre-cured in an oven maintained at 103 ± 2 °C for 24 hours. The volume percent gain (VPG), weight percent gain (WPG), pH, buffering capacity, and contact angle of the phenolic pre-preg veneers were determined. The bonding shear was also evaluated according to British Standard European Norm BS EN 314. The results show that veneers from both inner and outer layers treated with low molecular weight PF (LMwPF) resin had significantly higher VPG and WPG compared to the other PF resins. The pH values of all of the veneers were slightly acidic (6.5 to 6.8) except for those that were treated with commercial molecular weight PF resin (7.8). A buffering capacity study revealed that untreated veneer had a greater resistance toward alkali, but was unstable under acidic conditions, while the phenolic pre-preg veneer behaved differently. This effect was more prominent as the molecular weight of the PF resin increased. An examination of the veneer surfaces demonstrated that phenolic treatment had increased the contact angle of the OPS veneer surfaces significantly. The bonding properties of plywood made from pre-preg palm veneers were found to be superior to those of commercial palm plywood.
Keywords: Oil palm veneer; Pre-preg; Phenol formaldehyde; Weight percent gain; pH; Buffering capacity; Contact angle
Contact information: a : Institute of Tropical Forestry and Forest Product (INTROP), Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia; b: Fibre and Biocomposite Development Centre, (FIDEC), Malaysian Timber Industry Board Lot 152, Kompleks Perabot Olak Lempit, 42700 Banting, Selangor Darul Ehsan, Malaysia; c: Faculty of Forestry, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia; d: Malayan Adhesive & Chemical (MAC) Sdn. Bhd., No 9, Jalan Utas 15/7, 40702 Shah Alam, Selangor Darul Ehsan, Malaysia; e: Forest Product Division, Forest Research Institute Malaysia (FRIM), 52109 Kepong, Selangor Darul Ehsan, Malaysia;
* Corresponding authors: parida_introb@yahoo.com and norhafizahabwahab@gmail.com
INTRODUCTION
Oil palm plantations are a common sight in tropical regions like Malaysia, Indonesia, and some African countries. These plantation areas generate oil palm stem (OPS) annually, during replanting, when the oil palm tree reaches about 25 years old and when the tree’s fruit is no longer economical to harvest. In Malaysia the annual availability of OPS is estimated to be around 13.6 million logs based on 100,000 hectares of area being replanted each year (Anis et al. 2005).
The stem of an oil palm tree contains two distinct substances: solid vascular bundles and loose parenchyma cells. The two components not only vary in their anatomical structures, but also in density, which is the main factor that underlies various other problems such as in drying, machining, gluing, dimensional stability, and eventually the strength of the resulting products.
One potential use of OPS is in plywood manufacturing, due to its long straight bole of almost cylinder shape, which can reach up to 8 m high. The differential in density throughout the tree stem generates very coarse veneer surfaces, which significantly contribute to adhesion problems, such as over penetration, uneven spreading, high resin consumption, and starved joints during plywood manufacturing. Paridah et al. (2009) and Stephens and Kutscha (1987) reported that phenolic resin having a lower molecular weight can be used to bulk the cell wall of woody material and improve the strength and dimensional stability of the panel through enhancement in glue joints. In a similar study, Loh et al. (2011) soaked OPS veneer in a low molecular weight phenol formaldehyde resin and found that the strength of the resulting plywood increased, but the shear strength was reduced. A starved joint was identified as one of the factors contributing to the poor bonding.
Since OPS veneers contain a substantial amount of parenchyma tissue, which is also responsible for the relatively low density, sometimes reaching as low as 180 kg/m3, it is anticipated that the resin impregnation would provide the best technique to chemically modify the cellulose. The impregnation modification treatment is one of the oldest and most effective methods to modify wood. The common resins used are phenol formaldehyde (PF), urea formaldehyde (UF), melamine formaldehyde (MF) resin, and polyethylene glycol (PEG) (Zhenhua and Dong 2007). The impregnation modification does not require a chemical reaction with the wood cell wall polymer, but it is essential that the reagent penetrates the cell wall and that it is non-leachable in service (Hill 2011). The enhancement in strength comes from the curing of the polymer that is embedded in the voids. For this reason, most of the impregnation modification for wood uses polymers like PF, UF, and MF, which are known to be effective in bonding wood material.
Phenol formaldehyde resin is a preferred choice in the manufacture of exterior grade structural panels, such as plywood, due to its good moisture resistance. It also prevents delamination and gives excellent temperature stability and low initial viscosity (Moubarik et al. 2009). The most commercially available PF resin for plywood has an average molecular weight (Mw) ranging from 1000 to 2000 g/mole and a viscosity up to 2000 cP (Sellers 1985; Laborie 2002). Stephens and Kutscha (1987) classified the molecular weight of PF into two groups: (1) the low molecular weight, i.e. is less than 1000 g/mole, and (2) high molecular weight of more than 1000 g/mole. Since wood is a porous material, an adhesive system for wood bonding requires both classes of molecular weights for ease of penetration, which is given by the former, and for the development of joint strength provided by the latter. Hence for wood modification purposes, medium to lower molecular weight phenolic resin has been normally used to ensure a complete penetration by the resin polymer into the wood cells. Loh et al.(2010) and Shams and Yano (2009) have successfully used PF resin to improve surface smoothness, density distribution, and adhesive penetration. It also appears that resin impregnation could be considered as an alternative method to enhance the properties of material when exposed to environmental conditions (Anwar et al. 2011).
Pre-preg Veneer
A pre-preg is a matrix material that is already impregnated with resin and pre-hardened before further processing. These matrix materials can be fibres of various types, e.g. glass, carbon, aramide, or natural fibres including woody material, and of different forms such as woven, non-woven, knitted fabric, papers, veneers, etc. By impregnating the matrices with a reactive resin, a semi-finished component, the so-called pre-preg is made, which can be processed later by applying heat and pressure until it hardens. Pre-pregs have been used, amongst others, in the area of lightweight structures to produce a wide range of products. For example, they have been used in so-called sandwich composites, where different materials, e.g. foams, honeycombs, or wood, are bonded with pre-preg sheets on the top and bottom, creating extremely light but very stable constructions.
Another big area of application is moulded laminates, which can be produced by moulding of several layers of pre-pregs. Even though many pre-pregs involve the use of man-made fibres, the same technique can be applied to very porous material like oil palm veneers.
The main purpose of this study was to evaluate adhesion characteristics of PF pre-preg OPS veneers. The pre-preg palm veneers were prepared by soaking the veneers in phenol formaldehyde (PF) resin and pre-cured at an elevated temperature under a stepwise condition (Paridah and Loh 2009; Loh et al. 2011; Hoong et al. 2012). Low molecular weight PF (LMwPF) and medium molecular weight PF (MMwPF) resin were used for this purpose.
EXPERIMENTAL
Materials and Methods
The work of this study consists of two parts. In the first part, both sections (inner and outer) of OPS veneer were evaluated for its adhesion characteristics (pH, buffering capacity, and contact angle). The evaluation was conducted on OPS veneers that have been treated with three different molecular weights (low- Mw, 600 g/mole, medium- Mw, 2000 g/mole, and commercial PF resin Mw, 5000 g/mole) of PF resin. The volume percent gain (VPG) and weight percent gain (WPG) of the treated veneers were also calculated. The second part of the study used only the outer layer veneers (having higher density) for both pre-preg and plywood manufacture. The boards’ gluebond quality (shear strength in both dry and water boil proof-WBP test) was evaluated and compared with that of commercial PF plywood.
The oil palm stem veneers were supplied by a local plywood factory in Kedah. The veneers were first segregated into outer veneer – those peeled from the outer part of stem, and inner veneers – obtained from the inner part. Phenol formaldehyde (PF) resins, each with a different molecular weight were supplied by a local adhesive manufacturer. The resin was denoted as (1) low molecular weight PF-LMwPF (Mw, 600 g/mole), (2) medium molecular weight PF-MMwPF (Mw, 2000 g/mole), and (3) commercial PF (Mw, 5000 g/mole) resin. The first two resins were specially formulated to obtain the specified molecular weight, whilst the third resin was a commercial resin that is used for plywood industry.
Determination of Physical Properties of PF Resin
The properties (non-volatile solids content, pH, viscosity, and gelation time) of the phenol formaldehyde (PF) resins were determined by methods specified in the Mississippi Forest Products Laboratory, Mississippi State University, USA (Anonymous 1989).
Non-volatile Content (Solid Content)
The non-volatile content (solid content) for each molecular weight of phenol formaldehyde (PF) resins was determined by weighing 1.5 g in aluminium foil and placing each sample in the oven at 105 ± 1.5 °C. Samples corresponding to each type of molecular weight PF resin were removed from the oven after they had been dried for three hours. Then, the samples were cooled in desiccators, and after 15 minutes the samples were reweighed. The percentage of non-volatile content was calculated as follows:
Non-volatile content (%) = W0 / W1 (1)
where W0 is the weight of dried resin and W1 is the weight of resin sample.
pH
The pH meter was calibrated with buffer solutions at 4.0 and 10.0 from prior pH measurements. Each type of molecular weight phenol formaldehyde (PF) resin was cooled to 30 °C, and 50 g of PF resin was placed into a 100 mL beaker. The pH value was determined using a digital pH meter (Eutek Instrument pH520) by inserting the pH meter electrode into the PF resins.
Viscosity (cP)
Seventy five millimeters for each molecular weight phenol formaldehyde (PF) resin were transferred into a 100 mL beaker. The viscosity of the liquid PF resins was determined by a Brookfield meter, Model MA 02072, with a suitable spindle. The viscosities of the PF resins were calculated by multiplying by using its respective factor.
Gelation time
The gelation time for each molecular weight phenol formaldehyde (PF) resins was determined using a simple test by weighing 6.5 g resin into a test tube and immersing the content (below water line) in a 100 °C water bath. The time was started immediately and the resin was mixed continuously with a glass rod. The time was measured in seconds when the PF resin could not flow down from the glass rod.
Resin Treatment
All of the wet veneers were air dried for three days and then oven dried until the moisture content (MC) was between 8 to 10%. The dried veneers with an initial thickness of about 4.5 mm were cut into 305 mm × 305 mm size. A total of 24 pieces of oil palm stem (OPS) veneers were prepared (2 sections [outer and inner] × 3 resin types [PF-LMwPF, PF-MMwPF, and commercial PF] × 3 replicates, with six replicates for control [untreated]). Prior to soaking the veneers in phenol formaldehyde (PF) resins, all of the OPS veneers were weighed. Then, the veneers were immersed into their respective PF resin solution for 20 seconds. The phenolic-treated OPS veneers were pressed between two rollers using a roller pressing machine to squeeze out any excessive resin. Immediately after pressing, the phenolic-treated OPS veneers were weighed and the amount of resin uptake was recorded. The volume percent gain (VPG) was calculated using the following equation:
 (2)
(2)
where W0 is the initial weight of OPS veneer (before treatment) and W1 is the weight of OPS veneer after treatment with phenolic resin.
Then, the phenolic treated OPS veneers were oven dried at 103 ± 2 °C for 24 hours and evaluated for weight percent gain (WPG). Weight gain is the simplest method to determine the effective amount of resin penetrated into the wood cell. The WPG, or chemical retention, was determined using the following equation:
 (3)
(3)
where Wt is the oven-dry weight of the treated OPS veneer and Wu is the oven-dry weight of the initial OPS veneer.
Determination of pH and Buffering Capacity
Samples were cut from each type of veneer to generate about one gram of sawdust (mesh 40). Six types of sawdust were prepared from phenolic treated veneers and two from the control. The sawdust were reflux in 100 mL of distilled water for one hour (concentration = 1%). After refluxing, the mixture was filtered with filter paper (Whatman Cat No 1442 125) and washed well with 400 mL of distilled water (concentration = 0.2%). Fifty milliliters of the solution was made up to 500 mL by adding distilled water (concentration = 0.02%). Fifty millimeters was then used to determine the initial pH of the solution. The pH values were determined using a digital pH meter (Eutek instrument pH520). Measurements were taken after one hour of submerging the electrode of the pH meter into the samples. Three replicates were used for each type of OPS veneer section. For buffering capacity, the solutions used were 0.01 N sodium hydroxide (NaOH) and 0.01 N hydrochloric acid (HCl). The solution was titrated with 0.01 N NaOH until it reached a pH of 11.0. The procedure was repeated using another sample with 0.01 N HCl until it reached a pH of 3.0. A graph of pH versus volume (mL) was plotted to observe the changes in pH. The experiment was done in three replicates.
Determination of Contact Angle
A Face Contact Angle meter (CA-DT.A) manufactured by Kyowa Kaimenkagaku Co. Ltd. was used to observe the contact angle. The wettability of untreated and phenolic-treated oil palm stem (OPS) veneers was evaluated by a measurement of the contact angle. The method outlined was based on Adamson and Gast (1997). The veneers were cut into 20 mm × 20 mm × 4.5 mm pieces and conditioned at 20 ± 2°C and relative humidity (RH) 65 ± 3% for a week, until they reached about 12% moisture content. Using an injection tube, 2 mg of distilled water was dropped onto the surface of the veneers. The contact angle of the droplets was then measured in time series of 5, 10, 15, 20, 30, and 60 seconds. Three measurements of the contact angle were done on each piece of veneer.
Manufacture Plywood
Plywood from pre-preg palm veneers
Oil palm stem (OPS) veneers in size dimensions of 305 mm × 305 mm × 4.5 mm were immersed into phenol formaldehyde (PF) resin (i.e. low molecular weight PF-LMwPF and medium molecular weight PF-MMwPF) by passing them through a resin pool and soaking for 20 seconds. Phenolic-treated OPS veneers were pressed to remove and squeeze out excessive PF resin using a roller pressing machine. Then, phenolic pre-preg OPS veneers were stacked and pre-cured at temperature 60°C for 2 h in the oven until moisture content (MC) between 15 to 19% was reached. Three-ply plywood from phenolic-treated (LMwPF and MMwPF resin) were produced by pressing at 10 bar and hot pressing at a temperature 140°C for either 15 or 20 min pressing time. A total of 12 boards were produced [(two types of PF resin molecular weight-LMwPF and MMwPF), two pressing times, and three replicates of each.
Plywood from Commercial PF Resin
Due to the lower resin flow and lower adhesion properties of commercial phenol formaldehyde (PF) resin using the pre-preg method, the commercial type of PF plywood was produced using a glueline method. The adhesive mixture was composed of a commercial PF resin mixed with industrial wheat flour. The adhesive mixture was spread onto the oil palm stem (OPS) veneers size 305 mm × 305 mm × 4.5 mm thick, and the glue spread was 220 g/m2, double glue line (DGL). Three-ply assembled veneers were then cold pressed at 2 bar and pressed for 10 min. The assembled veneers were continued to hot pressing at 120°C, and a pressure of 10 bar was applied at varying pressing times of 7 and 9 min. The total assembly time, which included the time from first adhesive application until hot-pressing, was in the range 25 to 30 min. A total of six boards were produced with two pressing time (7 and 9 min) and three replicates of each.
After hot-pressing, all boards (i.e. commercial PF and pre-preg OPS plywood) were conditioned at relative humidity (RH) 65% and temperature of 22 °C for a week until they reached about 12% MC.
Properties Assessment
The shear bonding test was carried out according to British Standard European Norm BS EN 314: 2004 Part 1 (Anonymous 2004a) and Part 2 (Anonymous 1993). All of the shear test plywood specimens were tested in dry (interior type bond) and water boil proof (exterior type bond) testing conditions. These specimens which passed the dry test were furthered tested for exterior type bond. For the boiling test, specimens were soaked in boiling water under normal atmospheric conditions for 72 hours followed by cooling of specimens in water at (20 ± 3) °C for one hour.
Statistical Analysis
Statistical analysis software (SAS) was used to analyze the data obtained in the study. An analysis of variance (ANOVA) and mean separation using the least significant difference (LSD) method were carried out to evaluate the effects of phenol formaldehyde (PF) molecular weight (low, medium, and high) and veneer sections (inner and outer) on the weight percent gain (WPG), pH, buffering capacity, and contact angle of the veneers. The data for plywood samples were statistically analysed for the effect of molecular weight and pressing time on the density and shear strength (dry and water boil proof-WBP test) of the plywood.
RESULTS AND DISCUSSION
Physical Properties of Phenol Formaldehyde Resin in the Study
The physical properties of different molecular weight phenol formaldehyde (PF) resins are shown in Table 1. The pH values of different molecular weight PF resins ranged from 8.5 to 12.7, whilst the solid content ranged from 40.4 to 49.7%, and the viscosity ranged from 20 to 100 cP. According to Pizzi (2003), the pH for the PF resol resin varies between 10 and 13.5 and is generally between 12 and 12.5. Normally, an increase in pH values would also increase the viscosity of the resin, thus shortening the gelation time. This can obviously be seen in this study where the gelation time of the commercial PF resin (Mw 5000 g/mole) was 75% shorter than that of the low molecular weight PF and that of medium molecular weight PF (Mw 2000) was 80% shorter.
Table 1. The Physical Properties of Phenol Formaldehyde Resin Used

aViscosity was measured with a spindle no. 3, speed 30 on Brookfield meter Model MA 02072
bViscosity was measured with a spindle no. 2, speed 30 on Brookfield meter Model MA 02072
According to Rodriguez (2003), the gelation of a resin polymer occurs more rapidly with an increasing weight average molecular weight (Mw) because the polymer is closer to a vast network formation. Park et al. (1998) reported that PF resin gelation time at 120 °C decreased as the molecular weight increased due to decreased activation energy with an increasing molecular weight. According to the authors, lower activation energy is needed for higher molecular weight resins that cure faster than lower molecular weight resins. Hence in this study, the low molecular weight PF (LMwPF) resin, which also has lower pH (8.5), would take a much longer time to cure compared to that of a higher molecular weight (MMwPF and commercial PF resin) due to the presence of a large number of short chain oligomers that requires a longer time to cross-link into a solid (Hon 2003; Paridah and Loh 2009; Anwar et al.2009).
Volume Percent Gain (VPG) and Weight Percent Gain (WPG)
Because oil palm stem (OPS) veneers contain a substantial amount of voids and parenchyma tissues, the method employed in this study, i.e. resin soaking, pressing, and pre-curing in the oven, would be sufficient in retaining some amount of phenol formaldehyde (PF) resin in both the cell lumen and the cell wall. Hence upon heating, the PF would be chemically bonded onto the cellulose and form a sturdy joint. To measure the amount of resin being retained in the veneer, the volume percent gain (VPG) and weight percentage gain (WPG) were calculated. Table 2 gives the effect of the molecular weight PF resin and OPS veneer sections on the VPG, WPG, and pH of the phenolic pre-preg OPS veneers. Since there was no significant interaction between the variables studied on the VPG, WPG, and pH values, the following discussions were based on the main effects, molecular weight, and section.
Table 2. Analysis of Variance (ANOVA) of the Effect of Molecular Weight and Veneer Section on Volume Percent Gain, Weight Percent Gain, and pH of Phenolic Pre-preg OPS Veneers

***Significant difference at p ≤ 0.01
*Significant difference at p ≤ 0.1
ns not significant difference at p > 0.1
From the results of Table 3, it was observed that with decreasing molecular weight, both VPG and WPG of phenolic treated OPS veneer were increased. Oil palm stem veneers that were treated with low molecular weight PF (LMwPF) resin showed the highest VPG (54.1%) and WPG (32.5%). The achievement of the highest levels in both VPG and WPG of OPS veneers that were treated with LMwPF resin was attributed to the short chain of LMwPF resin and lower viscosity (20 cP) so that the resin could easily penetrate the parenchyma cells irrespective of where the veneers originated (inner or outer). A similar finding was reported by Sham and Yano (2011) using Japanese cedar (Cryptomeria japonica). When the average molecular weight of the resin was increased, the weight gain of the NaClO2 treated impregnated PF resin block was decreased. The resin penetration behavior is significantly influenced by the molar masses of polymers present in the resin (Johnson and Kamke 1992; Johnson and Kamke 1994). Hence the higher the molar masses are, the higher the value of mass per amount of substance. Therefore, a resin that has the same solid content but higher molar masses would generally have higher viscosity but low wettability, which consequently results in lower penetration into the wood surface.
Table 3. Effect of Molecular Weight Phenol Formaldehyde Resin on Weight Percent Gain and Volume Percent Gain of Phenolic Pre-preg OPS Veneers

Means are values of six samples
Means followed with the same letters a and b were not significantly different at p ≤ 0.05
Examination on the effect of the veneer section on both VPG and WPG (by excluding the effect of the resin molecular weight), showed that the veneers obtained from the inner section of the tree stem had a significantly higher percentage of VPG (55.1%) and WPG (27.2%) than that obtained from the outer section (45.9% for VPG and 23.2% for WPG) as shown in Table 4. The higher VPG and WPG could be attributed to the relatively higher amount of parenchyma tissues present in the inner section compared to the outer section. Being naturally absorbent, the parenchyma cells easily absorb the PF resin, particularly that of lower molecular weight. According to Bakar et al. (2008), the outer zone of the oil palm trunk is dominated by 51% of vascular bundles, which are high density, while the centre zone is dominated by 70% of parenchyma tissues, which are low in density. Zaihan et al. (2011) studied the water vapor sorption isotherms of OPS in different parts. They found that the parenchymatic tissue and vascular bundle tissue of OPS shows the highest and the lowest of water sorption, respectively. According to them, the inner section of OPS with higher amounts of parenchyma cells exhibits higher equilibrium moisture content (EMC). This finding was supported by Ohmae and Nakano (2009), who concluded that the vascular bundle tissues of bamboo is less hygroscopic when compared to parenchymatic tissues.
Table 4. Effect of Veneer Section on Volume Percent Gain and Weight Percent Gain of Phenolic Pre-preg OPS Veneer

Means are values of nine samples
Means followed with the same letters a and b were not significantly different at p ≤ 0.05
pH Value
The pH value of woody materials is highly important, particularly for the bonding applications (Fengel and Wegener 1984). Wood with a low pH can slow the cure of an alkaline resin and speed up the curing time of glue that uses acid catalysts (Anonymous 2004b). As shown in Table 2, the pH values of phenolic treated veneers used in this study were significantly influenced by both resin molecular weight (at p ≤ 0.01) and veneer section (at p ≤ 0.05). There was, however, no significant interaction between these two variables.
Table 5 compares the effect of molecular weight phenol formaldehyde (PF) resin on the pH values of untreated and phenolic-treated oil palm stem (OPS) veneers.
Table 5. Effect of Molecular Weight Phenol Formaldehyde Resin on pH Value of Phenolic Pre-preg OPS Veneers

Means are values of 18 samples
Means followed with the same letters a, b, and c are not significantly different at p≤0.05
Like many other lignocellulosic materials, OPS are slightly acidic (pH 5.6), which is quite similar to bintangor (Calophyllum spp.) (Nawawi et al. 2005) and buluh betung (Dendrocalamus asper) (Malanit et al. 2009). Such a characteristic is not unusual, since the oil palm tree was reported to be tolerant of high acidity and is able to grow well under a broad range of soil pH, from 4.0 to 5.5 (Goh and Chew 1995).
According to Pizzi and Stephanou (1994), depending on the species and type of fibre, the pH of the resin could significantly drop when in contact with the wood surface. This can be seen in this study; after being soaked in PF resin (initial pH 8.5 to 12.7), the pH values of phenolic-treated OPS veneers ranged from 6.5 (low molecular weight PF-LMwPF) to 7.8 (commercial PF) (Table 5). The pH values increased gradually as the molecular weight of PF resin increased from Mw 600 to 5000 g/mole. As can be seen from Table 6, the pH values of inner section veneers were slightly higher than that of outer section veneers, indicating that the outer layer of OPS veneers is slightly acidic (pH 6.5) compared to inner section (pH 6.8) because of its less porous surface, resulting in less absorption of PF resin.
Table 6. Effect of Section on pH Value of OPS Veneers

Mean are values of 36 samples
Means followed with the same letters a and b were not significantly different at p≤0.05
Buffering Capacity
Buffering capacity is a measure of resistance of wood or fiber to change in its pH level, either in acidity or alkalinity (Paridah et al. 2001). Both the pH and the buffering capacity of the wood or fiber at the glue line affect the cure of the resin (Paridah et al. 2009). For phenol formaldehyde (PF) resin, the curing reactions occur under alkaline conditions. Meanwhile, most of the wood is acidic. As a result, the pH and buffering capacity of wood is an important factor that influences the curing behaviour of the resin. The pH values of untreated and phenolic-treated oil palm stem (OPS) veneers during the addition of alkali and acid are shown in Figs. 1 and 2, respectively.
Observation of the trends revealed that the untreated and phenolic pre-preg OPS veneers behaved differently towards alkali and acid. The inner section veneers treated with medium molecular weight PF (MMwPF) resin and both sections of OPS veneers treated with commercial PF resin were sensitive to alkali; it required 5.0 mL of NaOH to reach a pH of 11.0 (Fig. 1). This is probably due to the high pH values of alkaline PF resin (pH 9.7 for MMwPF resin and pH 12.7 for commercial PF resin) when compared to low molecular weight PF (LMwPF) resin (pH 8.5). The outer layer veneers treated with MMwPF resin and the inner section treated with LMwPF resin presented similar trends with slightly different volumes; it required a mere 6.0 mL NaOH to reach a pH of 11.0.
As can be seen in Fig. 2, when exposed to acid conditions, both control outer and inner sections of OPS veneers were more sensitive to acid; respectively 1.5 mL and 3.0 mL HCl were used to reach a pH of 3.0. Among phenolic-treated OPS veneers, both sections of OPS veneers treated with LMwPF resin were more sensitive to acid, which needed 7 mL HCl to reach a pH of 3.0.
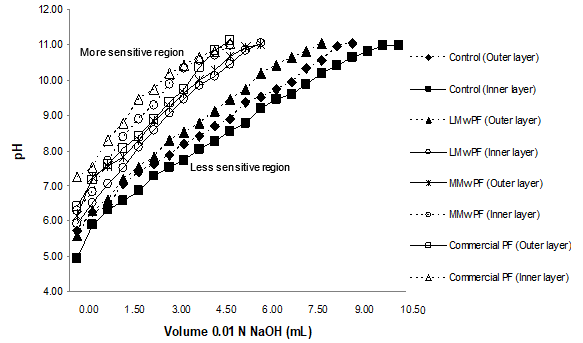
Fig. 1. pH changes of OPS veneers during alkali addition
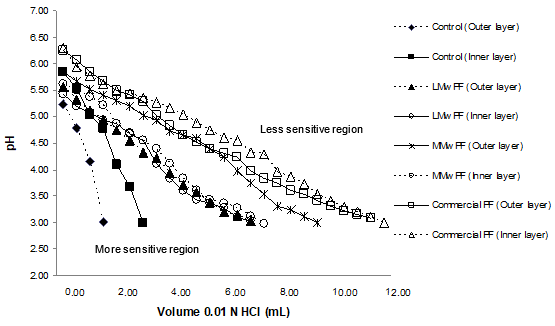
Fig. 2. pH changes of OPS veneers during acid addition
Contact Angle
Wettability is an important criterion in evaluating the bonding ability of wood. It indicates the rate of water or liquid to wet, spread, and penetrate into the wood surface. The wettability of wood greatly depends on many factors including porosity, surface roughness, pH value, moisture content (MC), grain orientation, extractives content, processing temperature, and properties of the adhesives itself. For instance, a contact angle of above 90ο indicates a lack of wetting, while a zero contact angle means the liquid has completely penetrated the wood surface. Table 7 summaries the analysis of variance (ANOVA) for the effect of molecular weight and veneer sections. The results show that there were significant interactions at p ≤ 0.1 between molecular weight PF resin and OPS veneer sections on contact angle.
Table 7. Analysis of Variance (ANOVA) of the Effect of Molecular Weight and Veneer Section on Contact Angle of Phenolic Pre-preg OPS Veneers

*** Significant difference at p ≤ 0.01
** Significant difference at p ≤ 0.05
The contact angle in the inner section for untreated OPS veneers reached 0° within 10 seconds, which was faster than those of the outer layer (within 15 seconds). Both sections of OPS veneers for phenolic-treated contact angle reached 0° within 20 seconds, with the commercial PF resin being the fastest (20 seconds) and low molecular weight PF-LMwPF resin the slowest (after 60 seconds). Table 8 shows the average contact angles of water droplets on the untreated and phenolic-treated surfaces for both sections of OPS veneers after 5 seconds. The untreated veneers from both sections of OPS had lower contact angles compared to the phenolic-treated. This finding is in agreement with that reported by Loh et al. (2011), who concluded that a surface treatment is essential for OPS veneers in order to avoid over-penetration by the resin and to reduce adhesive consumption.
Table 8. Contact Angle (°) on Outer and Inner Section of OPS Veneers after 5 Seconds

Means are values of three samples and MC 12%
Means followed with the same letters a, b, c, and d is not significantly different at p≤0.05
The treatment with PF resin was able to increase the contact angles of both sections of OPS veneers. As expected, OPS veneers treated with LMwPF resin had the highest contact angle (79° for the outer layer and 92° for the inner section), while the lowest contact angle was found on veneers treated with commercial PF resin (50° for the outer layer and 52° for the inner section). Using MMwPF and commercial PF resins, the increment in contact angle was below 50%, compared to that of LMwPF, which was >60%. This shows the ability of LMwPF resin to penetrate into the cell wall of OPS veneers, particularly in the inner veneer. As more resin penetrates into the walls to form a wall polymer, the walls will be bulked more and will absorb less of the distilled water. Conversely, commercial PF (high molecular weight) resin was more difficult to flow over the OPS veneer surfaces to fill the voids and cell walls. Consequently, distilled water can absorb without obstruction into parenchyma cells, contributing to lower contact angle value. Stephens and Kutscha (1987) have investigated the effect of PF resin molecular weight on bonding flakeboard. They reported that a low molecular weight showed low contact angles (high wettability), while a high molecular weight resin showed high contact angles (low wettability). The viscosity of the resin used is an important parameter that influences the results of the contact angle. Aydin and Colakoglu (2007) observed wettability of sanded and non-sanded beech veneers using urea formaldehyde (UF) and PF resin. He found that higher viscosity values of PF resin led to higher contact angle values compared to those UF resin. Scheikl (1995) also reported that the static contact angle increased with increasing viscosity values of UF resin.
Shear Strength
The shear strength and wood failure percentage information is an important criterion to evaluate the glue bond quality of bonded products. According to Rammer (1996), when both shear strength and wood failure percentage are high, this indicates that good bonding has been achieved. The wood failure percentage in the glue bond test would significantly affect the shear strength of the laminated products. The high wood failure percentage may contribute to the high shear strength in the shear specimens. The low shear strength but high wood failure percentage indicates that glue bond may not necessarily be good but the wood is weak. This indicates that the glue failure is high because of the glue is inferior or the wood itself is very strong.
The effect of molecular weight and pressing time on shear strength of oil palm stem (OPS) plywood is shown in Table 9. The results show that there were significant interactions at p ≤ 0.1 between molecular weight and pressing time on shear strength in both dry and water boil proof (WBP) test.
Table 9. Summary of Analysis of Variance (ANOVA) Results for the Effect of Molecular Weight and Pressing Time on Bonding Properties of OPS Plywood

*** Significant difference at p ≤ 0.01
* Significant difference at p ≤ 0.1
The values of shear strength and wood failure percentage of OPS plywood after dry and WBP test are given in Table 10. The shear strength values of OPS plywood ranged from 0.6 to 2.0 N/mm2 for the dry test and 0.2 to 1.3 N/mm2 for the WBP test. It was observed that both dry and WBP shear strength increased with an increase of pressing time. Shear strength pre-preg plywood was higher compared with that commercial PF plywood. It was significantly influenced by the density of plywood. Visual examination revealed that pre-preg plywood had a thin glueline as compared to commercial PF plywood. This might be due to the easy penetration of two classes of molecular weight PF resin (low and medium) into parenchyma cell of OPS veneer. Pizzi and Mittal (2003) reported that the bonding strength decreases with increasing glueline thickness. According to them, higher internal stress is generated during glue shrinkage in a thicker glueline, which can lead to the lower shear strength. All plywood from pre-preg OPS veneers and commercial PF (press at 20 minutes) showed dry shear strength values greater than 1.0 N/mm2, which satisfied the requirements BS EN 314 (Anonymous 1993). Except for plywood bonded with MMwPF resin and LMwPF (press at 20 min), almost all of the plywood in the WBP test failed to meet the minimum requirement standard. The failure is due to the swelling of the veneer during the treatment which was carried out at 100 °C for 72 hours after hot pressing process that leads to a reduction of the plywood shear.
Table 10. Comparative Density, Shear Strength and Wood Failure Percentage of OPS Plywood

Mean values of nine samples; values in parentheses indicate standard deviation.
Means followed with the same letters a, b, c, d, and e in the same column were not significantly different at p≤0.05
The wood failure percentage for the dry test ranged from 38 to 97% and from 18 to 90% for the WBP test. As can be seen in Table 10, wood failure percentage showed an increasing trend as the increasing molecular weight PF resin and pressing time increased in both the dry and the WBP test, indicating better resin curing. It was observed that the wood failure percentage for pre-preg OPS plywood was lower compared to commercial PF plywood, particularly in the WBP test. This can be seen in OPS plywood bonded with LMwPF resin which has a wood failure percentage below 25%.
Pre-preg OPS plywood showed high shear results, but a low wood failure percentage was caused by the improvement of wood strength due to the deep penetration of low and medium PF resin into the veneer. In contrast, plywood bonded with commercial PF resin has a high wood failure percentage because of a stronger glueline (thicker glueline). The surface contact between resin and veneer was very good and gave better bonding. This can be seen in Table 10, as the wood failure percentage of the commercial PF bonded plywood (dry and WBP test) was relatively high after 9 minutes pressing time. A similar finding was reported by Gollob et al. (1985), who studied the relationship between chemical characteristics of PF resin and adhesive performance of parallel-laminated panel. They reported that resin with higher molecular weight resulted in higher wood failure compared to panel bonded with lower molecular weight resin.
CONCLUSIONS
- Phenol formaldehyde (PF) resin can be used to improve the bonding properties of oil palm stem veneers. The molecular weights of this resin gave different volume percent gain (VPG), weight percent gain (WPG), pH, buffering capacity, and wetting behavior.
- Oil palm stem (OPS) veneers treated with a low molecular weight PF (LMwPF) resin gives higher VPG (54.1%) and WPG (32.5%), irrespective of the types of veneer (outer and inner sections) used. Due to the presence of higher amounts of parenchyma tissues and larger diameter fibres in the inner section of OPS veneers, it can attain 17% higher WPG compared to that found in outer layer.
- The pH values of untreated and phenolic-treated OPS veneers are on the acidic side, except for those treated with commercial PF resin (pH 7.8). The pH values of the inner section of OPS veneers were slightly acidic (6.5) in comparison to the outer layer (6.8). A buffering capacity study revealed that untreated and phenolic-treated OPS veneers behaved differently towards alkali and acidic conditions. For the untreated, both sections of OPS veneers had the greatest resistance towards alkali compared with phenolic-treated. Among the phenolic-treated OPS veneers, those treated with LMwPF resin were more sensitive to acid.
- Untreated veneers from both sections of OPS were found to be relatively high in wettability compared to those of phenolic-treated veneers. In almost all cases, the medium molecular weight (PF-MMwPF) resin did not give significant differences in the properties when compared with the commercial PF resin. Both resins increased the contact angle to below 50% as compared to >60% by LMwPF resin.
- Compared with commercial PF plywood, the resulting plywood made from pre-preg OPS veneers has better glue bond quality in both the shear dry and the water boil proof (WBP) test. However, the wood failure percentage of OPS plywood both dry and WBP test increases with increasing molecular weight and pressing time.
ACKNOWLEDGMENTS
The authors wish to thank the Malaysian Timber Industry Board (MTIB) for funding the research. Our appreciation also goes to the Malayan Adhesive & Chemical (MAC), Shah Alam, Selangor, for supply adhesives. We also thank to Central Kedah Plywood, Sungai Petani, Kedah for supplying veneers.
REFERENCES CITED
Adamson, A. W., and Gast, A. P. (1997). Physical Chemistry of Surfaces, 6th Ed., University of Southern California, USA.
Anis, M., Kamarudin, H., and May, C. Y. (2005). “Agro lumber: A polymeric composite material from oil palm fibres,” Proceedings of the 2005 PIPOC International Palm Oil Congress: Technological Breakthroughs and Commercialization – The Way Forward – Chemistry and Technology Conference 2005, September 25-29.
Anonymous. (2004a). BS EN 314–1, Plywood-bond quality part 1. Test method.
Anonymous. (2004b). Ensuring Quality Products, ( http://www.valuetowood.ca /imports/pdf/en/tech_profiles/TP-03-01W_Glued%20Products_English.pdf.)
Anonymous. (1993). BS EN 314–2, Plywood-bond quality part 2. Requirement.
Anonymous. (1989). Resin Adhesive Characterisation Procedures, Adhesive Laboratory, Mississippi Forest Products Laboratory, Mississippi State University, USA.
Anwar, U. M. K., Hiziroglu, S., Hamdan, H., and Abd. Latif, M. (2011). “Effect of outdoor exposure on some properties of resin- treated plybamboo,” Industrial Crops and Products 33,140-145.
Anwar, U. M. K., Paridah, M. T., Hamdan, H., Mohd Sapuan, S., and Bakar, E. S. (2009). “Effect of curing time on physical and mechanical properties of phenolic-treated bamboo strips,” Industrial Crops and Products 29 (1), 214-219.
Aydin, I., and Colakoglu, G. (2007). “Variation in surface roughness, wettability and some plywood properties after preservative treatment with boron compounds,” Building and Environment 42, 3837-3840.
Bakar, E. S., Mohd Hamami, S., and Paik, S. H. (2008). “Anatomical characteristics and utilization of oil palm wood,” In: Nobuchi, T., and Mohd Hamami, S. (eds.), The Formation of Wood in Tropical Forest Trees, A Challenge from the Perspective of Functional Wood Anatomy, Universiti Putra Malaysia, Selangor, 161-180.
Fengel, D., and Wegener, G. (1984). Wood Chemistry, Ultrastructure, Reaction, Walter de Gruyter, Berlin.
Goh, K. J., and Chew, P.S. (1995). “Managing soils for plantation tree crops. I: General soil management,” In: Paramanathan, S. (ed.), Course on Soil Survey and Managing Tropical Soils, MSSS and PASS, Kuala Lumpur, 228-245.
Hill, C. A. S. (2011). “Wood modification,” BioResources 6(2), 918-919.
Hon, D. N. S. (2003). “Analysis of adhesives,” In Pizzi, A., and Mittal, K. L. (eds.), Handbook of Adhesive Technology, Marcel Dekker, Inc., New York, 293-324.
Hoong, Y. B., Feng,Y. L., Nor Hafizah, A. W., Paridah, M. T., and Jalaludin, H. (2012). “Development of a new pilot scale production of high grade oil palm plywood: Effect of pressing pressure,” Material and Design 36, 215-219.
Johnson, S. E., and Kamke, F. A. (1994). “Characteristics of phenol-formaldehyde adhesive bonds in steam injection pressed flakeboard,” Wood Fibre Science 26, 259-269.
Johnson, S. E., and Kamke, F. A. (1992). “Quantitative analysis of gross adhesive penetration in wood using fluorescence microscopy,” Journal Adhesion 40, 47-61.
Loh, Y. F., Paridah, M. T., Hoong, Y. B., and Adrian, C. C. Y. (2011). “Effects of treatment with low molecular weight phenol formaldehyde resin treatment on the surface characteristics of oil palm (Elaeis quineensis) stem veneer,” Material and Design 32(4), 2277-2283.
Loh, Y. F., Paridah, M. T., and Hoong, Y. B. (2010). “Properties enhancement of oil palm plywood through veneer pretreatment with low molecular weight phenol formaldehyde resin,” Journal of Adhesion Science and Technology 24(9), 1729-1738.
Malanit, P., Barbu, M. C., and Frühwald, A. (2009). “The gluability and bonding quality of an Asian Bamboo (Dendrocalamus asper) for the production of composite lumber,” Journal of Tropical Forest Science 21(4), 361-368.
Laborie, M.-P. (2002). “Investigation of the wood/phenol-formaldehyde adhesive interphase morphology,” PhD Thesis, Faculty of Virginia Polytechnic Institute and State University, Blacksburg, Virginia.
Moubarik, A., Pizzi, A., Allal, A., Charrier, F., and Charrier, B. (2009). “Cornstrach and tannin in phenol-formaldehyde resin for plywood production,” Industrial Crop and Products 30(2), 188-193.
Nawawi, D. S., Rusman, D., Febrianto, F., and Syafii, W. (2005). “Bonding properties of some tropical woods in relation to wood acidity,” Jurnal Teknologi Hasil Hutan 18(2), 47-52.
Ohmae, Y., and Nakano, T. (2009). “Water adsorption properties of bamboo in the longitudinal direction,” Wood Science Technology 43, 415-422.
Paridah, M. T., and Loh, Y. F. (2009). “Enhancing the performance of oil palm stem plywood via treatment with low molecular weight phenol formaldehyde,” In: Salit, M. S. (ed.), Research on Natural Fibre Reinforced Polymer Composites, Universiti Putra Malaysia Press, Selangor, 281-299.
Paridah, M. T., Nor Hafizah, A. W., Zaidon, A., Azmi, I., Mohd Nor, M. Y., and Nor Yuziah, M. Y. (2009). “Bonding properties and performance of multi-layered kenaf board,” Journal of Tropical Forest Science 21(2), 113-122.
Paridah, M. T., Chin, A. M. E., and Zaidon, A. (2001). “Bonding properties of Azadirachta excels,” Journal Forest Products 7, 161-171.
Park, B. D., Riedl, B., Hsu, E.W., and Shields, J. (1998). “Effects of weight average molecular mass of phenol-formaldehyde adhesives on medium density fiberboard performance,” Holz als Rho-und Werkstoff 56(3), 155-161.
Pizzi, A. (2003). “Phenolic resin adhesives,” In Pizzi, A, and Mittal, K. L. (eds.), Handbook of Adhesive Technology 2nd ed. Revised and Expanded, Marcel Dekker, Inc. New York, U. S. A, 541-571
Pizzi, A., and Mittal, K. L. (2003). Handbook of Adhesive Technology, 2nd ed. Revised and Expanded, Marcel Dekker, Inc., New York.
Pizzi, A., and Stephanou, A. (1994). “Phenol-formaldehyde wood adhesives under very alkaline conditions – Part 1: Behaviour and proposed mechanism,” Holzforschungz 48, 35-40.
Rammer, D. R. (1996). Shear Strength of Glue-laminated Timber Beams and Panels, Gen. Tech. Report FPL-GTR-94. Madison, Wisconsin. http://www. Woodcenter.org/docs / ramme96c. pdf.
Rodriguez, F. (2003). Principles of Polymers Systems, Vol 1, 5th Ed., Hemisphere Publishing Corporation, New York .
Scheikl, M. (1995). “Wettability of wood determined with urea formaldehyde adhesive,” PhD Thesis, Institute fur Holzforschung, University of Bodenkultur, Wien, Austria.
Sellers, T. (1985). Plywood and Adhesive Technology, Marcel Dekker, Inc., New York.
Shams, M. I., and Yano, H. (2011). “Compressive deformation of phenol formaldehyde (PF) resin-impregnated wood related to the molecular weight of resin,” Wood Science Technology45, 73-81.
Shams, M. I., and Yano, H. (2009). “Development of selectively densified surface laminated wood based composites,” European Journal Wood Products 67(2), 169-172.
Stephens, R. S., and Kutscha, N. P. (1987). “Effect of resin molecular weight on bonding flakeboard,” Wood and Fiber Science 9(4), 353-361.
Zaihan, J., Hill, C. A. S., Hashim, W. S., Mohd Dahlan, J., and Sun, D. Y. (2011). “Analysis of the water vapour sorption isotherms of oil palm trunk and rubberwood,” Journal of Tropical Forest Science 23(1), 97-105.
Zhenhua, G., and Dong, Li. (2007). “Chemical modification of poplar wood with foaming polyurethane resins,” Journal of Applied Polymer Science 104, 2980-2985.
Article submitted: February 6, 2012; Peer review completed: May 28, 2012; Revised version received and accepted: July 30, 2012; Published: August 7, 2012.