
Abstract
In this study, oil palm empty fruit bunch (OPEFB) was treated with sodium hydroxide at room temperature and produced pulps with acceptable quality suitable for the making of commercial serviettes. The cold soda pulping of OPEFB was performed using various NaOH concentrations (1, 3, 5, 7, and 10%) for 24 hours using a liquor/OPEFB ratio of 8/1. The treated pulps were refined in 4 stages under atmospheric conditions by means of a Sprout Bauer disk refiner. The refined pulps were then screened and evaluated for their physical characteristics. The main pulp properties obtained were related to the caustic concentrations; higher caustic concentrations gave better properties. The measured pulp characteristics were: freeness 550-750 mL, sheet density 0.18-0.34 g/cm3, tear index 4.2-5.8 mN*m2/g, tensile index 3-20 N*m/g, and burst index 1.3-2.5 kPa*m2/g. In most cases the refining had little impact on pulp properties. The resulting cold soda OPEFB pulp treated with 3% caustic charge or higher showed good quality for serviette making.
Download PDF
Full Article
Cold Soda Pulping of Oil Palm Empty Fruit Bunch (OPEFB)
Wan Rosli Wan Daud,a,* Khadijah Abdul Wahid,a and Kwei Nam Law b
In this study, oil palm empty fruit bunch (OPEFB) was treated with sodium hydroxide at room temperature and produced pulps with acceptable quality suitable for the making of commercial serviettes. The cold soda pulping of OPEFB was performed using various NaOH concentrations (1, 3, 5, 7, and 10%) for 24 hours using a liquor/OPEFB ratio of 8/1. The treated pulps were refined in 4 stages under atmospheric conditions by means of a Sprout Bauer disk refiner. The refined pulps were then screened and evaluated for their physical characteristics. The main pulp properties obtained were related to the caustic concentrations; higher caustic concentrations gave better properties. The measured pulp characteristics were: freeness 550-750 mL, sheet density 0.18-0.34 g/cm3, tear index 4.2-5.8 mN*m2/g, tensile index 3-20 N*m/g, and burst index 1.3-2.5 kPa*m2/g. In most cases the refining had little impact on pulp properties. The resulting cold soda OPEFB pulp treated with 3% caustic charge or higher showed good quality for serviette making.
Keywords: Oil palm empty fruit bunch; Cold soda pulping; Atmospheric refining; Pulp properties
Contact information: a: School of Industrial Technology, Universiti Sains Malaysia, 11800 Penang, Malaysia; b: Centre de recherche sur les matériaux lignocellulosiques, Université du Québec à Trois-Rivières, P.O. Box 500, Trois-Rivières, Québec, Canada G9A 5H7;
* Corresponding author: wanrosli@usm.my
INTRODUCTION
Oil palm biomass is a useful alternative fiber source for the paper industry. Malaysia produces a huge amount of agriculture waste, mainly from the palm oil industry (Goh et al. 2010; Lau et al. 2009; Wan Rosli and Law 2011). Despite the fact that this fibrous raw material can be successfully transformed into paper products (Tanaka et al. 2013a; Leh et al. 2013; Wan Rosli and Law 2011; Wang et al. 2012) and composites (Tanaka et al. 2013b), commercial usage of this biomass is rather limited. Since the fibers of oil palm empty fruit bunches are, in general, inferior to those of wood (Wan Rosli and Law 2011), it is of interest to transform these fibers into a paper product such as a serviette (paper napkin) that requires relatively low mechanical strength by means of a relatively simple and low-cost chemi-mechanical process such as cold soda process.
In principle, pulp can be obtained either via mechanical or chemical processes. By taking advantage of the strengths of both pulping methods, other processes known as either semi-mechanical, semi-chemical, or thermo-mechanical pulping have been developed over the years. Historically, the cold soda-type process was first patented in Germany in 1919 by Erich Opferman for producing pulp from straw, reeds, and other nonwood plant materials by simultaneous treatment with sodium hydroxide at ambient temperature and mechanically fiberizing or refining the pulp (McGovern and Springer 1988). Hence, the process is a chemi-mechanical method that can be categorized as chemi-mechanical refiner pulping (CRMP) and it is probably the least expensive of all processes involving the use of chemical treatment now available.
The cold soda process basically involves the treatment of the raw material with sodium hydroxide under atmospheric conditions at ambient temperature, followed by mechanical defibration or refining. During the process, only a small amount of lignin is removed in the process, with the bulk of the yield loss associated with extractives and hemicellulose (MacDonald 1969). This high yield characteristic constitutes another interesting feature of the soda cold process.
Compared with the established pulping process of either the kraft or sulfite, pulps from the soda cold processes are inferior (an inherent characteristic of high yield pulp). Nevertheless, they are sufficient for production of papers such as corrugating board and tissue (in particular the serviette or table napkin). In Malaysia, these two types of paper are produced from recovered paper. However, the procurement of large volumes of recovered paper has, in recent years, faced difficulty due to competition from other Asian countries such as China. On the other hand, this oil palm biomass, which includes the empty-fruit-bunch (OPEFB) generated at the palm oil mills and the oil palm fronds (OPF), is available throughout the year, and the oil palm trunks (OPT) produced at felling are abundantly available.
In 2006, Malaysia alone produced about 80 million metric tonnes of oil palm biomass, including trunks, fronds, and empty fruit bunches (Zwart 2013). This figure is expected to increase substantially when the total planted hectarage of oil palm in Malaysia could reach 4.74 million ha in 2015 (Basiron and Simeh 2005). The ease of accessibility and availability of OPEFB makes it an economically and environmentally sound material to transform it into usable product. The principal objective of this work was to explore the possibility of producing acceptable serviette, a low cost commodity product, from OPEFB using the cold soda process.
EXPERIMENTAL
Sample preparation
Oil palm empty fruit bunch (OPEFB) was obtained from SABUTEK (M) Sdn Bhd., oil palm mill in Teluk Intan, Perak, Malaysia. The air-dried OPEFB were kept in plastic bags and stored at room temperature. According to Bakar et al. (2006), the oil content of OPEFB was approximately 4.5%.
Previous work (Ghazali et al. 2006) showed that OPEFB had the following levels of chemical components: holocellulose 82.4%, alpha-cellulose 51%, hemicellulose 37%, lignin 18.8%, extractives 3.7%, and ash content 1.25%. Before pulping, the OPEFB was washed in order to remove unwanted materials such as sand that had come into contact with OPEFB during processing and transportation of the cleaned and air-dried fibrous material. To facilitate the refining process, the dried OPEFB was further cut into approximately 2 cm in length.
Cold Soda Pulping
The cold soda process involves two main steps viz. pre-treatment with sodium hydroxide and refining the pre-treated fibers.
Pre-treatment
The OPEFB samples were placed in plastic bags (50 g o.d. per bag). Taking into account the dryness of OPEFB (about 73%), about 390 mL of NaOH was added to each bag to obtain a liquor:OPEFB ratio of 8:1. The bags were then sealed and kept for 24 h at ambient temperature. The mixtures were hand kneaded intermittently during the first 10 h during the day and kept still during the night. Six different concentrations of NaOH were used, viz. 0% (control), 1%, 3%, 5%, 7%, and 10%. A total of about 1 kg of OPEFB was treated for the purpose of refining. After treatment, the samples were then rinsed with cold tap water to remove the unabsorbed alkaline medium before being refined. Total yield was determined on an oven-dry weight basis.
Refining
The impregnated OPEFB was refined using a Sprout Bauer disk refiner, which was equipped with 12-inch rotor and stator. To determine the effect of refining, the process was repeated for four cycles using different plate clearance. Due to the bulky mass of the raw material consisting of long fibrous strands, the plate clearance used for the first stage was set at 2.5 cm. The plate gap was reduced to 5 mm in the second stage while those for the third and fourth stages were set at 1 mm. After the last stage of refining, the pulp was screened to remove the coarse fibrous bundles by means of a Sommerville screen equipped with a 6-cut plate (0.15 mm slits). The screened pulps were placed in plastic bags and kept at 4 oC in a refrigerator for further use.
Pulp characterization
Handsheets of grammage 25 ± 2 g/m2 were prepared using a Standard British Laboratory handsheet former and were conditioned at 23 ºC and 50% RH for at least 24 h before testing. Sheet properties were characterized in accordance with the appropriate TAPPI standard methods, such as: Tensile index (T 494 om-01), Tear index (T 414 om-98), Burst index (T 403 om-97), and Opacity (T425 om-91) (TAPPI 1996-1997).
Morphology and Elemental Analysis
Morphological information and identification of silica were extracted from a SEM-EDXOxford INCA 400 model scanning electron microscopy (SEM) which was interfaced with energy dispersive analysis of x-ray (EDX).
RESULTS AND DISCUSSION
Pulp Yield and Chemical Characteristics of OPEFB fibers
In the case of wood chips, the cold soda process can give ultra-high-pulp yield (about over 95% yield), depending on the treatment time and chemical charged employed. Since nonwood materials such as the OPEFB have relatively high extractive contents, the yield is expected to be lower than 95%. Table 1 shows that after 24-h reaction at 1% NaOH the yield was 92.9 %. This significant drop in yield could be mainly attributed to the relatively high extractives content (e.g. 3.7%, Ghazali et al. 2006) of OPEFB (Wan Rosli and Law 2011; Abdul Khalil et al.2010) and partial loss of low molecular sugars. As the caustic charge increased, the pulp yield fell to about 83% and remained relatively unchanged. This additional drop in total yield was accountable by partial loss of hemicellulose and lignin. In fact the fibrous strands are produced from fresh OPEFB by mechanical means at the palm oil mills, where they were first roller-crushed so as to loosen and remove the fruitlets from hard and unstripped OPEFB, followed by shredding and pressing (to remove moisture), and finally they were hammer milled so as to break down the fibers into single fiber strands. Such mechanical treatments could cause dislodgement of silica bodies which might be lost due to the swelling effect on the fibrous elements and pulp washing.
Table 1. Total Pulping Yield

OPEFB Chemical Composition
The contents of surface elements of C, O, and Si of the natural untreated OPEFB are presented in Table 2. In terms of weight, the surface had twice as much C than O while the Si represented 2.61%.
Table 2. Content of C, O, and Si in OPEFB

Effect of Refining on Silica Content
As shown in Table 3, the silica content of the untreated (0% NaOH) OPEFB had dropped considerably as a result of refining and subsequent screening and washing. As expected, the caustic treatment of OPEFB had substantially facilitated the removal of silica. In fact, when the OPEFB was treated with 3% NaOH and three stages of refining, the silica could be totally removed from the resulting pulp (Fig. 1), indicating an important influence of NaOH in loosening the silica bodies which are embedded on the fiber surface (Figs. 2 and 3).
Table 3. Silica Composition as Determined by EDX


Fig. 1. SEM showing presence of silica bodies of untreated (0% NaOH) and unrefined OPEFB fibers

Fig. 2. Absence of silica bodies on pulp fibers treated with 3% NaOH and after three stages of refining.

Fig. 3. Silica bodies on surface (left), while the interior lacks visible silica bodies (right) (Law et al. 2007)
Refining action is expected to play the main role in dislodging the silica bodies. The presence of silica in OPEFB could have an undesirable abrasive effect on the processing equipment such as the refiner plates. Hence, removal of silica bodies prior to refining by means of some sort of robust equipment would be desirable. It is worthwhile to point out that SEM-XRD measurement is basically a spot test. Hence, it is unavoidable that some variations of the results on silica composition could occur. Fundamentally, the caustic treatment facilitates the dislodgement of silica bodies, and these bodies are removed by mechanical means such as refining and washing.
Properties of Handsheets
Table 4 presents some properties of two commercial serviettes available in the Malaysian market. These data were used as a reference for comparing the characteristics of handsheets made with the OPEFB pulps prepared in this study. The burst index of the commercial serviettes was too weak to be accurately measured and, hence, it is not reported in Table 4. The commercial sheets were made with bleached fibers and gave relatively low printing opacity. In the present study the sheets were prepared from unbleached pulps and yielded higher printing opacity in the range of 70 to 80%. If these pulps were to be used for serviette-making, then they should be bleached to acceptable brightness. Bleaching of OPEFB pulp using alkaline peroxide would improve the strength properties of the handsheet. In addition, our sheets were made with a grammage of 25 ± 2 g/m2, which was greater than those of the commercial serviettes (Table 4).
Table 4. Properties of Commercial Serviettes

Effect of Refining on Freeness
Figure 4 shows that the freeness did not change substantially with increasing refining stages, revealing an important fact that the OPEFB pulps exhibited little or non surface fibrillation.
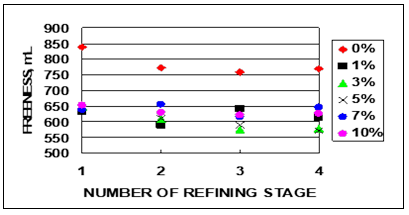
Fig. 4. Pulp freeness as a function of refining stages
The relatively slight reduction in freeness is believed to be attributable to the influence of fiber shortening induced by the mechanical action of refiner plates. As compared to the untreated pulp (0% NaOH), the treated counterparts showed lower freeness by about 100 mL. This decrease could be caused by the flexibilization of fibers by NaOH, yielding more compact fibrous mats which slowed down the drainage. The overall freeness range was well above 500 mL. In fact the freeness values that are above 700 mL are considered to be out of the valid range of a freeness tester.
Effect of Refining on Sheet Density
The density of handsheet remained relatively unchanged with increasing refining energy input, as stated earlier, indicating a lack of fibrillation (Fig. 5). However, the caustic treatment, which has a swelling effect on cellulosic materials, had effectively increased the sheet density which varied from about 0.15 to 0.35 g/cm3. The increase in sheet density would improve inter-fiber bonding, ameliorating the sheet’s strength properties. As for the commercial serviettes, the sheet density was in the neighbourhood of 0.3 g/cm3.

Fig. 5. Sheet density as a function of refining stages.
Effect of Refining on Tear Index
Regarding the trends of the development of tearing resistance of OPEFB handsheets, two different phenomena were observed. As shown in Fig. 6 for the untreated pulp and those treated with low dosage of NaOH, e.g. 1 and 3%, first the tear indices dropped off gradually, responding to the fiber shortening with increasing refining. As the NaOH charge was increased to 5%, the tear index remained relatively unchanged because the negative fiber cutting influence was compensated by the improved fiber bonding. Second, the tearing strength was improved at a higher charge of NaOH, i.e. 7 and 10%, with increasing refining action. Such increases in tear index were induced by greater inter-fiber bonding capability (e.g. flexibility and conformability of fibers) at higher caustic dosages. Despite the fact that tearing resistance is principally dependent on fiber length, the role of inter-fiber bonding in determining the tear strength is, however, not negligible, since the pull-out of fibers from the sheet structure in tear test is also associated with the bonding strength between adjacent fibers. Note that the tear values obtained in this study were comparable to those of the commercial serviettes (Table 4) when the differences in sheet density are taken into account.

Fig. 6. Tear Index as a function of refining stages
Effect of Refining on Tensile Index
In the case of tensile strength development (Fig. 7), it was interesting to observe that the tensile indices of the untreated pulp (0% NaOH) and that treated with 1% NaOH decreased gradually as the refining action increased. This indicates that the 1% NaOH treatment was clearly insufficient to promote any effective inter-fiber bonding. The tensile strength was significantly improved with increasing refining energy input when the NaOH charge was increased to 3% and higher. Note that the tensile indices of caustic treated OPEFB sheets were considerably greater than those of the commercial serviettes (Table 4), suggesting that soda pulps made from OPEFB could be employed in making serviettes for commercial usage.

Fig. 7. Tensile index as a function of refining stages
Effect of Refining on Burst Index
The burst strength of OPEFB pulps was relatively unaffected by the refining stages, as shown in Fig. 8. However the soda treatment significantly improved the burst indices as compared with the untreated counterpart. In the case of tensile strength, the bursting resistance is also associated with inter-fiber bonding capability of individual fibers. Hence, alkaline treatment helped improve the burst index. The values of burst index varied within a relatively narrow range of 2 to 2.5 kPa*m2/g range, which is quite acceptable considering the relatively high freeness of these pulps (Fig. 4).

Fig. 8. Burst index as a function of refining stage
CONCLUSIONS
1. NaOH treatment of OPEFB fibers helps loosen the silica bodies from the fibrous structure, while refining action plays an important role in dislodging these bodies.
2. The atmospheric refining using a Sprout Bauer disk refiner does not promote fibrillation of cold soda treated OPEFB fibers; as a result, it has little impact on freeness reduction and strength development of handsheet. An exception is noted for the tensile index of pulps treated with 3% NaOH or higher.
3. As compared to two commercial serviettes available in Malaysia, the OPEFB fibers treated with 3% caustic charge or higher can produce good quality pulps that can be used in serviette making.
ACKNOWLEDGEMENTS
Financial support from Universiti Sains Malaysia in the form of RU grant 1001/PTEKIND/814122 is gratefully acknowledged.
REFERENCES CITED
Abdul Khalil, H. P. S., Poh, B. T., Issam, A. M., Jawaid, M., and Ridzuan, R. (2010). “Recycled polypropylene–oil palm biomass: The effect on mechanical and physical properties,” Journal of Reinforced Plastics and Composites 29 (8), 1117-1130.
Bakar, A. A., Hassan, A., and Mohd Yusof, A. F. (2006). “The effect of oil extraction of the oil palm empty fruit bunch on the processibility, impact, and flexural properties of PVCU composite,” Intl. Materials and Polymeric Biomaterials 55(9), 627-641.
Basiron, Y., and Simeh, M. A. (2005). “Vision 2020 – The oil palm phenomenon,” Oil Palm Industry Economic Journal 5(2), 1-10.
Ghazali, A., Wan Rosli, W. D., and Law, K. N. (2006). “Alkaline peroxide mechanical pulping (APMP) of oil palm lignocellulose. Part 2: Empty fruit bunch (EFB) resposes to pre-treatments,” Appita J. 59(1), 65-70.
Goh, C. H., Tan, K. T., Lee, K. T., and Bhatia, S. (2010). “Bio-ethanol from lignocellulose: Status, perspectives and challenger in Malaysia,” Bioresource Technology 101, 4834-4841.
Lau, L. C., Tan, K., Lee, K. T., and Mohamed, A. R. (2009). “A comparative study on the energy policies in Japan and Malaysia in fulfilling their nations’ obligations towards the Kyoto Protocol,” Energy Policy 37, 4771-4778.
Law, K. N., Wan Rosli, W. D., and Ghazali, A. (2007). “Morphological and chemical nature of fiber strands of oil palm empty-fruit-bunch (OPEFB),” BioResources 2(3), 351-362.
Leh, C. P., Tanaka, R., Ikeda, T., Wan Rosli, W. D., Magara, K., Hosoya, S., Koay, L. Y. and Ng, S. H. (2013). “Effect of various pre-treatments on enhancing the selectivity of oxygen delignification upon chemical pulps produced from tropical lignocellulosic resources,” JIRCAS Working Report No. 80, Sugimoto, T., and Yamamoto, K. (eds.), Japan Intl. Research Center for Agricultural Sciences (Tsukuba, Ibaraki, Japan), pp. 26-33.
McGovern, N., and Springer, E. L. (1988). “History of FPL cold soda CMP process,” Proceedings of 1988 TAPPI Pulping Conference, October 30-November 2, 1988, New Orleans, LA, pp. 641-648..
MacDonald, R.G. 1969. The Pulping of Wood, Vol. 1, McGraw-Hill, New York, pp. 262-264.
Tanaka, R., Leh, C. P., and Wan Rosli, W. D. (2013a). “Utilisation of empty fruit bunches (EFB) for the production of various types of pulp,” JIRCAS Working Report No. 80, Sugimoto, T., and Yamamoto, K. (eds.), Japan Intl. Research Center for Agricultural Sciences (Tsukuba, Ibaraki, Japan), pp. 21-25.
Tanaka, R., Sugimoto, T., Tay, G. S., Rozman, Hj. Din, Hirose, S., and HatakeyaMa, H. (2013b). “Utilisation of empty fruit bunches (EFB) and Glycerol for the development of lignocellulose-based composites,” JIRCAS Working Report No. 80, Sugimoto, T., and Yamamoto, K. (eds.), Japan Intl. Research Center for Agricultural Sciences (Tsukuba, Ibaraki, Japan), pp. 34-41.
Wan Rosli, W. D. and Law, K. N. (2011). “Oil palm fibre as papermaking material: Potentials and challenges,” BioResources 6(1), 901-917.
Wang, X., Hu, J., and Zeng, J. (2012). “Steam explosion pulping of oil palm empty fruit bunch fiber,” BioResources 7(1), 1008-1015.
Zwart, Z. (2013). “Opportunities and challenges in the development of a viable Malaysian palm oil biomass industry,” Journal of Oil Palm &The Environment 4, 41-46.
Article submitted: August 22, 2013; Peer review completed: September 25, 2013; Revised version received and accepted: October 8, 2013; Published: October 11, 2013.