
Abstract
The dimensional accuracy of packages has a great effect on operation of the production and supply chain. In this research, the dimensional accuracy of trays made of polymer-coated paperboard and the effect of all essential press forming process parameters on outer dimensions of the trays were studied to obtain data for the press forming and lid sealing process optimization and for the forming tool design. Paperboard trays were analysed and measured with a quality monitoring system that includes a smart camera and a backlit table. Trays with varying dimensions were sealed to investigate the effect of the package size and the product weight to the residual oxygen in the package’s headspace gas. Results showed that all heat related parameters, i.e.,mould temperatures, dwell time, and pressing speed can be used to adjust the outer dimensions of the paperboard tray. Lid sealing process was found to reduce size of the trays and even out size differences substantially. All produced trays were measured to be bigger both in length and in width compared to the design values of the mould set. Therefore the mould set has to be designed undersized to obtain trays with certain outer dimensions.
Download PDF
Full Article
Effect of Process Parameter Variation on the Dimensions of Press-Formed Paperboard Trays
Panu Tanninen,* Ville Leminen, Mika Kainusalmi, and Juha Varis
The dimensional accuracy of packages has a great effect on operation of the production and supply chain. In this research, the dimensional accuracy of trays made of polymer-coated paperboard and the effect of all essential press forming process parameters on outer dimensions of the trays were studied to obtain data for the press forming and lid sealing process optimization and for the forming tool design. Paperboard trays were analysed and measured with a quality monitoring system that includes a smart camera and a backlit table. Trays with varying dimensions were sealed to investigate the effect of the package size and the product weight to the residual oxygen in the package’s headspace gas. Results showed that all heat related parameters, i.e., mould temperatures, dwell time, and pressing speed can be used to adjust the outer dimensions of the paperboard tray. Lid sealing process was found to reduce size of the trays and even out size differences substantially. All produced trays were measured to be bigger both in length and in width compared to the design values of the mould set. Therefore the mould set has to be designed undersized to obtain trays with certain outer dimensions.
Keywords: Paperboard; Press forming; Package dimensions; Tray; Modified Atmosphere Packaging; Pattern recognition
Contact information: Department of Mechanical Engineering, Lappeenranta University of Technology, P.O. Box 20, FI-53851 Finland; *Corresponding author: panu.tanninen@lut.fi
INTRODUCTION
Dimensional accuracy of packages is a prerequisite for operation of the production and supply chain. Package size affects operation of filling and lidding machinery, stacking of packages in transport boxes, and fluency of retail operations. The environmental perspective on packages emphasizes the use of non-oil-based materials, although plastic is the most versatile material for producing three dimensional (3D) packages and providing good barrier properties. From a sustainability and printing point of view, fiber-based materials are fascinating raw materials for the modern packaging industry.
With polymer-based packages, thermoforming is a commonly used method for manufacturing. In these machines, sealing is often in-line with package forming. The formed packages are attached to the polymer web and thus correctly positioned during heat sealing of lidding material to the trays. After this, the packages are cut in cross-directional and longitudinal directions. This results in dimensionally uniform packages. However, adjustment of outer dimensions during the production of paperboard trays is a more complex task compared to thermoformed plastic packages, which are cut to the desired outer dimensions after forming. In press forming of paperboard trays, the length and the width of the tray can be altered by changing the blank size or by adjusting the forming process parameters.
Regarding consumer packages, a change in policy might generate the highest impact in the food sector. To utilize the benefits of both plastic and paper materials, composite structures are frequently used to reduce the amount of plastic needed and to provide the needed barrier properties for the packages. In this research, dimensional accuracy of trays made of polymer extrusion-coated paperboard and the effect of press forming process parameters on outer dimensions of the trays was studied to obtain essential data for the process optimization and the forming tool design.
Heat sealing is a process commonly used for sealing of packaging materials. Rigid packages such as trays made from polymer based materials are widely used in food applications. The process requires the sealed trays to be dimensionally accurate. It is assumed that if a tray’s dimensions are too small, the tray rim area is not positioned correctly and leaks can occur. On the other hand, if a tray is too large it will not necessarily be positioned correctly in the sealing process. This can result in insufficient results such as leaks or residual oxygen in the headspace of the package when a modified atmosphere is used.
The conversion of a fiber-based material into a 3D package is a complex process. Thus, there is an urgent need to understand the means by which the forming of 3D packages from fiber-based materials can be improved. Both 3D-forming and the material behavior of paperboard during press forming have been previously studied by several authors. These articles describe the effect of process parameters, adjustability, and tooling technology (Hauptmann et al. 2014; Tanninen et al. 2015) functionality of materials in forming (Vishtal and Retulainen 2012; Zeng et al. 2013) and also the leakproof heat sealing of trays (Hauptmann et al. 2013; Leminen et al. 2015a).
EXPERIMENTAL
Materials
The substrate used in the die cutting tests and tray pressing was Stora Enso (Finland) Trayforma Performance 350 + 40 WPET, a polyethylene terephthalate (PET) extrusion-coated paperboard with a base material grammage of 350 g/m2 and a coating grammage of 40 g/m2. The base board consists of three solid bleached sulfate (SBS) layers, and the total thickness of the substrate is 460 µm. The main component of the substrate is hardwood fiber with alkyl ketene dimer (AKD) hydrophobic sizing additive. The materials were stored in a humidity-controlled chamber at 80% relative humidity to maintain the delivery moisture content of the paperboard. The moisture content was verified before converting tests were performed with an Adams Equipment PMB 53 Moisture Analyzer. The measured moisture content of the material was 9.1%.
Methods
The trays for the experiments were manufactured by using the press forming process. The quality monitoring and dimensional analysis were done using a quality monitoring system of the LUT Packaging Line, which is based on a smart camera, and the trays were sealed by using the heat sealing process.
Press forming process
The basic principle of the press forming of trays is to place a pre-cut and creased, possibly polymer coated, paperboard blank between molds that are pressed together to form a tray of a desired shape, as shown in Fig. 1. The blank is die cut so that the longer side of the blank is parallel to the MD (machine direction) of the paperboard to give ready-made trays more rigidity. The folding of the tray corners is controlled with the blank holding force (max. 5 kN, values in parenthesis apply to the test equipment used in this study), applied by a rim tool. The male mould is held at the bottom end of the stroke for a set time (dwell time) while the polymer coating softens, and creases in the corners of the tray are sealed together. Simultaneously the flange of the tray is flattened by the larger force (max. 150 kN) also applied by the rim tool. Finally the formed tray is removed, and a new blank can be fed into the tray press. The ready-made tray achieves its final rigidity when it cools down. The female mould is heated (max 200 ºC), while the male mould is kept at lower temperature (max. 50 ºC). Greater heat is applied only to the uncoated side of the material to prevent melting of the polymer coating. Pressing speed (max. 200 mm/sec) is the velocity of the male mould until it is stopped by the female mould. All tray manufacturing tests were carried out using the Adjustable Packaging Line developed by the Lappeenranta University of Technology for research work related to packaging and packaging material development (ERDF 2008).
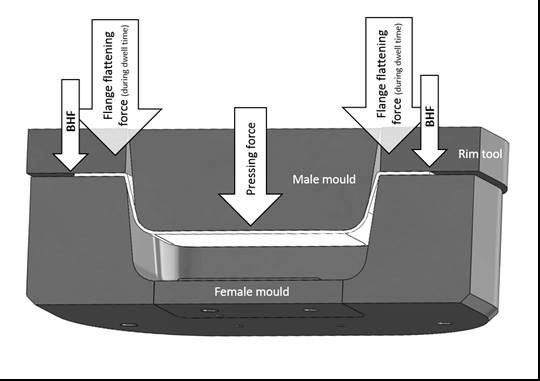
Fig 1. Press forming of paperboard trays. BHF denotes the blank holding force.
The test tray
Gastronorm sizes are standard sizes of containers used in the catering industry specified in the EN 631 standards (SFS-EN 2006). The mould set used in tray production is designed according to the GN1/4-standard size: 265 × 162 x 38 mm. Filled trays are typically transported in boxes with a size of 600 x 400 x 255 mm. Boxes are designed to fit standardized flat pallets used throughout supply chains (ISO 6780:2003). Preliminary stacking tests with the paperboard trays indicated that the maximum tray size that is suitable in the transport boxes is 272 x 168.5 x 38 mm, for 24 (2x2x6) trays in one transport box.
The quality monitoring system of LUT Packaging Line
Ready-made paperboard trays were analysed with the quality monitoring system which is part of the LUT Packaging line. The system transfers inverted trays with a manipulator on a backlit table after press forming phase. The background light brings out defects from the trays and enables accurate measuring of dimensions. Each tray was photographed with the Cognex IS5605-11 smart camera 20 seconds after press forming. In that period of time trays cooled down to the room temperature and settled in the final outer dimensions. Temperature of the cooling room was 23 ºC and humidity 50% RH. Images were taken 650 mm above the tray bottom to prevent image distortion. The smart camera takes black and white images with a resolution of 2456 x 2048. A singlepixel isequivalent to 0.017 mm x 0.017 mmarea on the monitored surface.
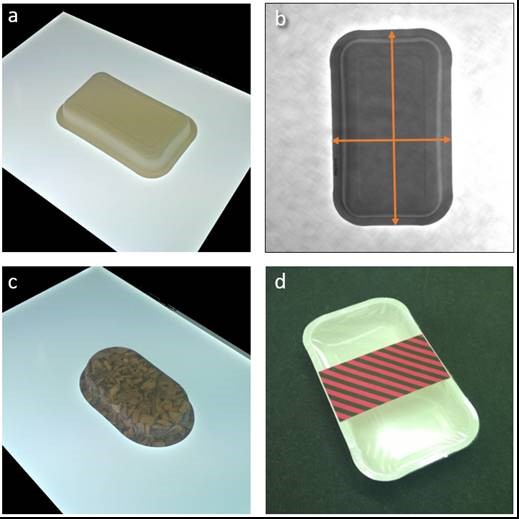
Fig 2. (a) Test tray on the backlit table of the monitoring system, (b) Image of the test tray taken with the smart camera and outer dimensions measured with the pattern recognition, (c) Printed oval shaped tray on the backlit table and (d) Sealed tray (4 mm too wide) with the labeled lid film.
The vision software recognizes patterns and automatically calculates dimensions of the measured object. Accuracy of the monitoring method was tested by measuring the same sample ten times using slightly different orientations. Standard deviation of the measurements was 0.05 mm. Trays were measured also under a compression load caused by 4 kg weight placed on a bottom of the inverted tray. An example of an image processed by the monitoring system can be seen in Fig. 2b.
In this study, only the outer dimensions of the trays were measured, but the monitoring system is suitable for more versatile analysis. Pattern recognition can be used to detect ruptures, fractures, and wrinkles in the paperboard surface. Wrinkles and the smallest ruptures require a light source in the foreground to enable detection. In industrial press forming, this is a poorly applicable method since multicolored and complex images are usually printed on the outer surface of the tray. This makes pattern recognition extremely demanding (Fig. 2c). Therefore, detection methods should utilize mainly background lightning. Bigger fractures can be detected in visible light through the opening and smaller fractures in the tray walls in the contour shape of the tray.
Lid sealing of trays
The press-formed trays were heat-sealed using an industrial scale sealing machine (Ilpra 2014). Sealing parameters were sealing time 2.5 s, sealing temperature 190 °C, and sealing pressure 6 bar, which resulted in a surface pressure of about 2.7 N / mm2. Trays with varying dimensions were sealed to investigate the effect of the package size and the product mass to the residual oxygen in the package’s headspace gas. Three different set of weights were used to simulate packed products: 25 g, for light products such as snacks, 200 g, and 400 g, for other, heavier foods.
The sealed trays were flushed with a commonly used gas for food applications consisting of 70 % N2 and 30 % CO2. One minute after sealing the oxygen content in the packages was analyzed using a Mocon Optech O2 platinum analyser, which utilizes the standard ASTM F-2714-08 (“Standard Test Method for Oxygen Headspace Analysis of Packages using Fluorescent Decay”). The analysis was done to investigate the amount of residual oxygen in packages with different dimensions.
RESULTS AND DISCUSSION
The effect of all essential press forming process parameters on tray dimensions was studied with a series of tests. All presented values are the average of five measured sample trays. The variance of measured dimension values was at the same level for all tests in which only one process parameter was changed. The standard deviation was 0.25 to 0.35 mm. The quality of the trays was evaluated according to method presented in a previous study (Tanninen et al. 2014a). Trays with good quality have smooth sealing area in the tray flange, creases in the tray corners are folded evenly, and there are no fractures, wrinkles, or other defects in the tray walls. When press forming production is within the process window, wrinkles and fractures are not probable defects. Dimensional inaccuracy and wear in the print surface are more likely to cause actions. Mould length and width of the tray, which are marked in the following figures, represent the dimensions that the tray has when the forming moulds are pressed against each other.
After the ready-made tray is released from the forming unit, a varying amount of spring-back occurs during the cool down and outer dimensions of the tray increase. Residual stress within the substrate causes spring-back when the tray is not clamped between moulds any more. Spring-back is a well-known phenomenon in various forming processes that use wood-based materials.
Also, several studies indicate that spring-back is a heat-dependent phenomena. Östlund et al. (2011) states that spring-back is the shape change associated with re‐establishing equilibrium after external forces are removed. Results of the study show that specimens formed, with a laboratory apparatus for forming paper sheets into double‐curved structures, at room temperature and without added moisture exhibited some spring–back, whereas heat, or moisture and then heat, limited the spring-back sufficiently. This may be indicative of a small elastic region of deformation for the paperboard under such conditions, or relaxation‐enhancing properties of the heat and/or moisture. The effect of temperature on the spring-back of cellulose-based sheets in hot pressing has also been studied (Golzar and Ghaderi 2009). The results indicated that increasing the process temperature reduces the spring-back of the part. Shape accuracy in deep drawing of paperboard was studied by Hauptmann and Majschak (2011). Spring-back angle was found to have been reduced significantly with increase of temperature sum (the temperature sum of the die and the shaping cavity).
Each process parameter was changed separately to study their effect on the tray dimensions. Other parameters were kept constant in the following set values: male mould temperature 50 ºC, female mould temperature 160 ºC, blank holding force 1.6 kN, pressing force 120 kN, dwell time 600 ms, and pressing speed 150 mm/s.
Previous studies (Leminen et al. 2013; Tanninen et al. 2014b, Leminen et al. 2015b) indicate that blank holding force is one of the most important process parameters in press forming. However, it has only a minor effect on outer dimensions of the tray, as can be seen in Fig. 3. Blank holding forces under 1.2 kN caused wrinkles in the tray walls, making them visually unacceptable, and forces above 2.3 kN caused ruptures in the tray corners.
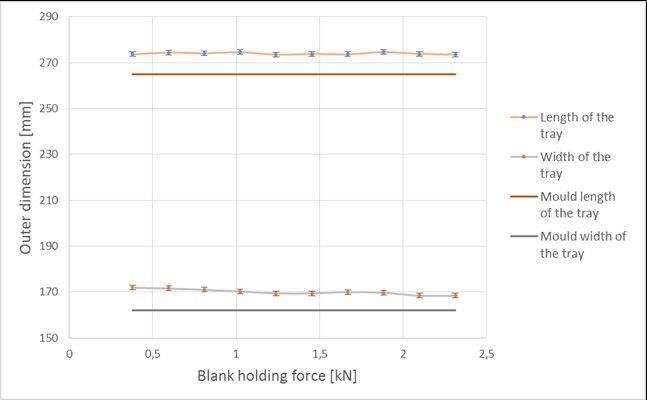
Fig 3. The effect of blank holding force on the outer dimensions
When different substrates are evaluated, e.g., in production start-up, this force where rupturing starts and/or length of ruptures effectively describe formability of materials when otherwise same process parameters are used (Tanninen et al. 2014b). The press forming process is usually optimized with quality of folding and flatness of the tray flange in mind which limits the adjustment range of blank holding force significantly. Therefore, it cannot be used to adjust tray dimensions.
Pressing force also had only a minor effect on tray dimensions. Most of the force is applicable only in the flange flattening stage and the amount of the force causing the folding and sliding of the blank can be expected to be invariant. This is due to the fact that the pressing force, which is applied by the male mould, cannot increase until the male mould and the female mould meet each other at the end of the stroke. Clearance between the male mould and the female mould is selected on the basis of the substrate thickness, resulting in the even distribution of the pressing force to the wall and bottom surfaces of the tray. The use of greater pressing force produces slightly smaller trays, as is presented in Fig. 4. Tray quality was insufficient, especially smoothness of the tray flange, when pressing force was under 120 kN, which is why this parameter cannot be used to adjust tray dimensions either.
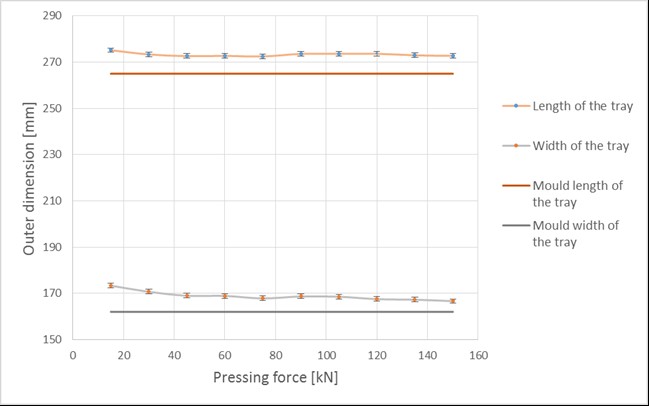
Fig. 4. The effect of pressing force on the outer dimensions
Temperature of the female mould had a significant effect on tray dimensions, as is presented in Fig. 5. The length of the tray was reduced 8.0 mm and the width 10.7 mm when the mould was heated from 22 ºC to 180 ºC. Mould temperatures above 180 ºC caused bubbling of the polymer coating layer and sticking between coating layer and the steel surface of the mould. Tray quality was sufficient in the mould temperature range from 140 ºC to 180 ºC, where the length of the tray changed 3.4 mm and width 6.8 mm. Dimensional change was significantly greater in the cross direction (CD) than in the machine direction (MD).
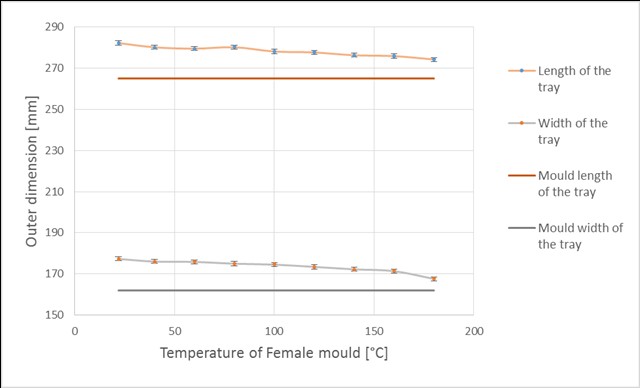
Fig. 5. The effect of female mould temperature on the outer dimensions
The amount of heat transmitted to the tray depends on dwell time along with the mould temperatures. Increase of the dwell time has an effect on the temperature reached in the bulk of the complex, making it higher. This affects the water evaporation also. The use of longer dwell time results in smaller trays. Dwell time longer than 600 ms caused bubbling of the polymer coating layer with the mould temperature of 180 ºC. The whole dwell time range could be used with the female mould temperature of 160 ºC.
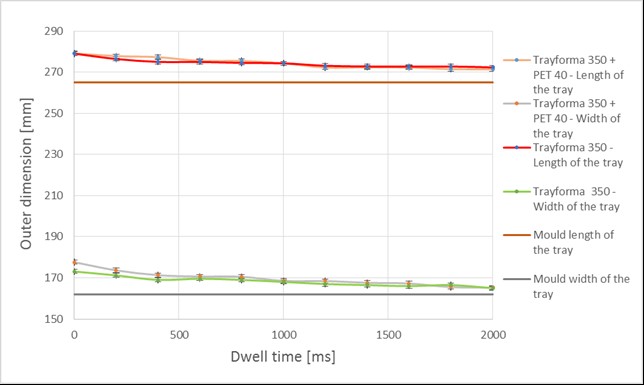
Fig. 6. Effect of dwell time on the tray dimensions with the female mould temperature of 160 ˚C
The length of the tray was reduced 7.7 mm and the width 11.4 mm when the dwell time was extended from 0 ms to 2000 ms, as is presented in Fig. 6. It should be noted that the actual dwell time with the adjustment value of 0 ms dwell time is approx. 50 ms due to the inertia of tool weight. The main disadvantage of longer dwell time use is the reduction of production speed. When dwell time is increased from 400 ms to 1000 ms, the production speed decreases from 31 trays/min to 24 trays/min.
Test substrate Trayforma 350 was also tested without the polymer coating. From a dimensional point of view, the substrate performed similarly with and without the PET-coating, and consequently the spring back phenomena can be attributed to the material properties of the baseboard.
Increasing the pressing speed caused an increase to the tray dimensions, which is presented in Fig. 7. This can be explained based on the amount of heat being transmitted to the formed substrate. With greater speeds, the blank spends a shorter period of time in contact with the heated mould. An advantage of greater pressing speed is the increase of production speed, but this advantage may be lost if dimensions of the tray have to be altered with a longer dwell time.
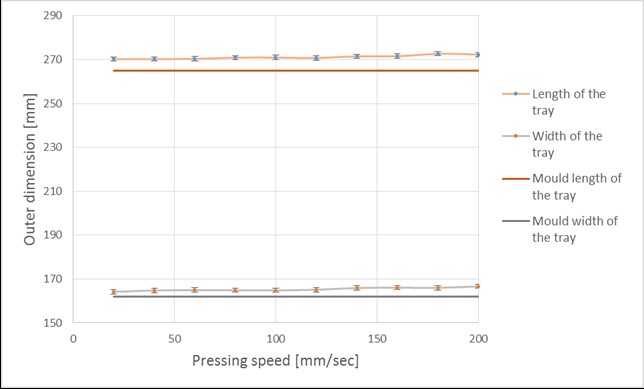
Fig. 7. The effect of pressing speed on the outer dimensions
Interactions between process parameters were also studied. Changes in outer dimensions of the trays were consistent and formed material behave as expected on the basis of Fig. 3 to 7. The effect of dwell time and female mould temperature on tray length is presented in Fig. 8 as an example.
Moisture content of the substrate was 9.1% in the blank stage, which is the initial moisture content of the paperboard and thus conditions correspond to a typical production run. Change in moisture content was measured from ready-made trays which have been produced using different dwell times. Standard deviation in the moisture measurements was 0.2 percentage units.
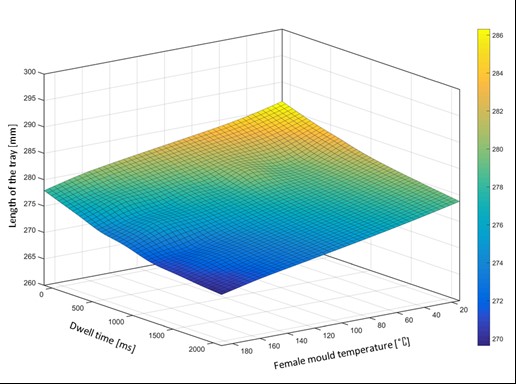
Fig. 8. The effect of dwell time and female mould temperature on the length of the tray
The moisture content was reduced by 1.45 percentage points during press forming process from polymer coated Trayforma 350 + 40 PET. Same base substrate without polymer coating dried up by 2.7 percentage points which is due to the fact that the moisture can evaporate the material on both sides. Reduction in moisture content is presented in Fig. 9.
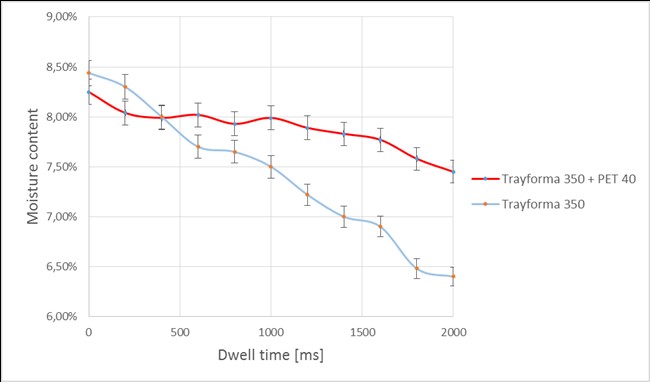
Fig. 9. The effect of dwell time on the moisture content of ready-made trays
Greater drying of the uncoated base board compared to the PET-coated one did not have an effect on the amount of spring-back, which can be seen in Fig. 6.
Ready-made trays were stored under standard laboratory conditions (23 ºC, 50% RH) unstacked and measured again after one week. Equilibrium moisture of trays was measured to be 6.1%, and any additional dimensional changes was not discovered.
Dimensional change describes how much the outer dimensions of the tray increase when 4 kg weight compresses the tray. In Fig. 10, dimensional change is presented in relation to dimensions of the trays at initial conditions. The amount of dimensional change indicates that strength properties of the ready-made tray vary as a function of dwell time. Tested trays were expected to be more rigid in MD, which was confirmed by the fact that length of the tray did not change substantially when a dwell time over 200 ms was used. In CD (width of the tray) the effect of compression load was reduced almost linearly when the dwell time was increased. Improvement of the tray rigidity slowed down when the dwell time was prolonged over 500 ms, which therefore can be recommended as the lower limit for dwell time.
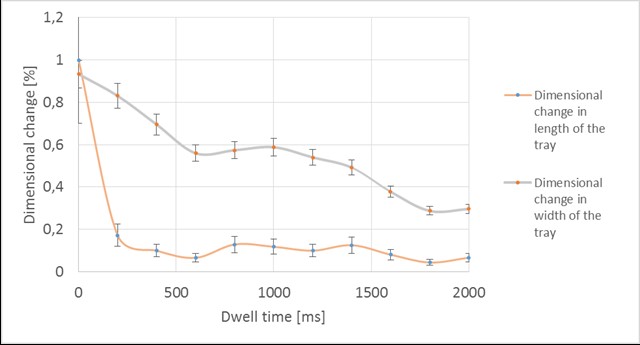
Fig. 10. The effect of dwell time on dimensional changes in tray under load
All measured trays were bigger both in length and in width compared to the design values of the mould set. When optimized process parameters (female mould temperature 160 ºC, blank holding force 2.0 kN, dwell time 600 ms) were used, produced trays were 275.9 mm long and 171.4 mm wide. The target length (265 mm) of the tray mould is 4% and the target width (162 mm) 5.5% smaller. The difference between design values of dimensions and tray dimensions is most likely material-dependent, and further studies with different materials are needed.
Effect of tray dimensions on lid sealing process
Figure 11 shows the average residual oxygen in the sealed trays. With 400 grams of product the dimensions of the tray did not have a significant effect on the amount of residual oxygen. However, with lighter packages (200 g and 25 g) there was significant amount of oxygen in the packages if the tray dimensions were too large.
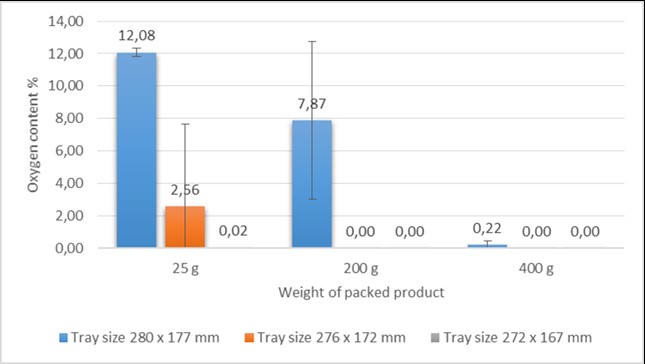
Fig. 11. Oxygen content of the heat sealed and gas flushed packages with varying dimensions and product mass
It is clear that the package size had a great effect on the residual oxygen and that the mass of the product also affected the amount of residual oxygen in the packages. This is because the tray does not fit between the lower tools of the sealing tools when the vacuum chamber is closed. Normally, the tray is lifted from under the rim area to the sealing position. When the dimensions are too large, the tray walls will touch the sealing tool before the rim area, and the tray will not be in the correct position when the chamber is flushed with the gas. The larger mass of the packed product will cause the package to position properly inside the lower sealing tool, and the gas flushing will not be disturbed. However if the packages’ dimensions are too large, even the mass of the product will not fix the situation, and the flushing will be incomplete. This effect is clarified in Fig. 12 and 13. The packed product is not visualized in the figures.
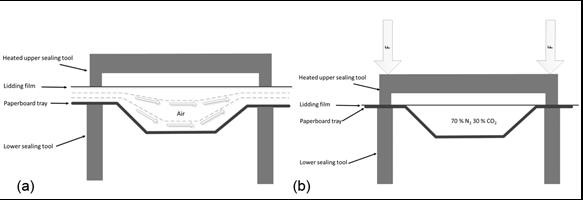
Fig. 12. (a) A correctly sized tray is flushed first with a vacuum and then with the protective gas, air is removed from the package (b) the Modified Atmosphere Packaging (MAP)-gas filled tray is sealed with the lidding film
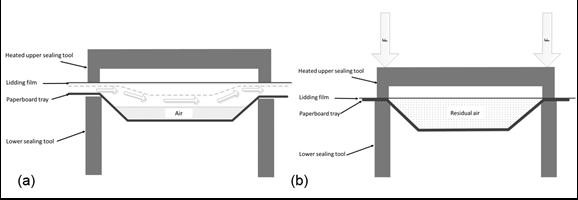
Fig. 13. (a) A dimensionally too large sized tray is flushed but the flushing is incomplete because of the positioning of the tray is not correct (b) the tray is sealed with the lidding film and some air is left in the package
The lid sealing process reduced the size of the trays and evened out size differences substantially. The greatest difference in outer dimensions of the trays was 8 (length) – 10 (width) mm before sealing and only 4.8 – 6.3 mm afterwards. Size changes were the smallest in more compact trays with the largest product mass. This situation is caused when the sealing tools force the dimensions of the tray to decrease and the sealed lidding film prevents spring-back. The change in the dimensions of the trays after the lid sealing phase is presented in Fig. 14.
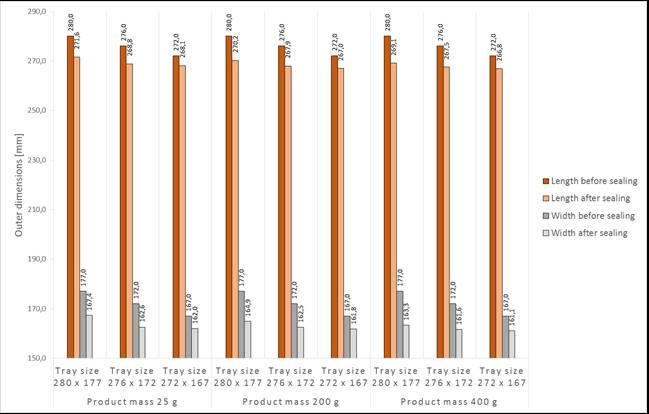
Fig. 14. Outer dimensions of the trays before and after the lid sealing phase
CONCLUSIONS
- All heat related parameters,e., mould temperatures, dwell time, and pressing speed, can be used to adjust the outer dimensions of the paperboard tray. The only process parameter that does not have an effect on the production speed is the temperature of the female mould.
- The required amount of heat should be pursued using as high a mould temperature as possible. The upper limit of the usable mould temperature is usually limited by bubbling or melting of the polymer coating layer. When mould temperature is set high, the rest of the required amount of heat can be achieved by adjusting the dwell time correctly, simultaneously optimizing the production speed. The effect of pressing speed on tray dimensions is relatively small compared to effect on production speed, and it therefore should not be used on dimensional adjustment.
- Produced trays with dimensions closest to the mould length and width caused no problems in the sealing machine either in the package transfer or in the lid sealing phases. With alteration of the blank size, sealed trays can be modified exactly to GN-standard dimensions. However, the functionality of trays in the lid sealing process or in transport box packaging does not require it. Most likely, the first defect caused by a small oversize is a visual one – the printing in the tray lid may not fit into the shape of the tray (Fig. 2d).
- The mass of the packed product has an effect on the required dimensional tolerances when the trays are heat sealed and flushed with MAP. With a product mass of 25 g, even an increase of length from 4 mm and width of 5 mm resulted in inadequate flushing of the trays. On the other hand, with a product mass of 400 g, an increase of 8 mm in length and 10 mm in width did not disturb the gas flushing of the tray.
- Dimensional inaccuracy of the trays is mended to some extent when the lidding film is sealed to the tray. This is caused when the sealing tools force the dimensions of the tray to decrease and the sealed lidding film prevents the spring-back. The size reduction after sealing was found to be up to between 3 and 4 mm in both length and width.
- All produced trays were measured to be bigger both in length and in width compared to the design values of the mould set. Therefore the mould set has to be designed undersized to obtain trays with certain outer dimensions. The length of the tray mould should be 4% and width 5.5% smaller than the desired trays with the tested tray design and substrate combination. Using this dimensioning, the process window of press forming allows for fine tuning of dimensions during the production without compromising other properties of the trays and production speed reduction.
ACKNOWLEDGMENTS
The authors would like to thank Petri Mäkelä and Sami Matthews for participating in the practical work.
REFERENCES CITED
ASTM F2714-08 (2013). “Standard test method for oxygen headspace analysis of packages using fluorescent decay,” ASTM International, West Conshohocken, PA.
ERDF (2008). “Adjustable packaging line of the future,” European Regional Development Fund-projects A30721 and A30722, 2008 – 2012.
Golzar, M., and Ghaderi, A. (2009). “Effect of temperature on the spring back of cellulose-based sheet in hot pressing,” The International Journal of Advanced Manufacturing Technology 42(7-8), 633-642 DOI: 10.1007/s00170-008-1626-y
Hauptmann, M., and Majschak, J. (2011). “New quality level of packaging components from paperboard through technology improvement in 3D forming,” Packaging Technology and Science 24(7), 419-432. DOI: 10.1002/pts.941
Hauptmann, M., Schult, A., and Zelm, R. (2013). “Gastight paperboard package,” Professional Papermaking 2013(1), 48-51.
Hauptmann, M., Ehlert, S., and Majschak, J. (2014). “The effect of concave base shape elements on the three dimensional forming process of advanced paperboard structures,” Packaging Technology and Science 27(12), 975-986. DOI: 10.1002/pts.2089
Ilpra. (2014). Foodpack Speedy Product Brochure, (http://www.ilpra.com/index.php/en/products-complete-range/traysealer?task=callelement&format=raw&item_id=377&element=e5cd8132-3d1f-401a-91b8-86b76f442c1f&method=download).
ISO 6780. (2003). “Flat pallets for intercontinental materials handling — Principal dimensions and tolerances,” International Organization for Standardization Geneva, Switzerland.
Leminen, V., Tanninen, P., Mäkelä, P., and Varis, J. (2013). “Combined effect of paperboard thickness and mould clearance in the press forming process,” BioResources 8(4), 5701-5714. DOI: 10.15376/biores.8.4.5701-5714
Leminen, V., Tanninen, P., Mäkelä, P., and Varis, J. (2015a). “Methods for analyzing the structure of creases in heat sealed paperboard packages,” Journal of Applied Packaging Research 7(1), 49-60.
Leminen, V., Tanninen, P., Lindell, H., Varis, J. (2015b) “Effect of blank holding force on the gas tightness of paperboard trays manufactured by the press forming process,” BioResources 10(2), 2235-2243. DOI: 10.15376/biores.10.2.2235-2243
Östlund, M., Borodulina, S., and Östlund, S. (2011). “Influence of paperboard structure and processing conditions on forming of complex paperboard structures,” Packaging Technology and Science 24(6), 331–341. DOI: 10.1002/pts.942
SFS-EN 631-1 (2006). “Materials and articles in contact with foodstuffs. Catering containers, Part 1: Dimensions of containers,” European Standard, SFS-ICS Group.
Tanninen, P., Kasurinen, M., Eskelinen, H., Varis, J., Lindell, H., Leminen, V., Matthews, S., and Kainusalmi, M. (2014a). “The effect of tool heating arrangement on fibre material forming,” Journal of Materials Processing Technology 214(8), 1576-1582. DOI: 10.1016/j.jmatprotec.2014.03.001
Tanninen, P., Lindell, H., Saukkonen, E., and Backfolk, K. (2014b). “Thermal and mechanical durability of starch-based dual polymer coatings in the press forming of paperboard,” Packaging Technology and Science 27(5), 353-363. DOI: 10.1002/pts.2036
Tanninen, P., Saukkonen, E., Leminen, V., Lindell, H., and Backfolk, K. (2015). “Adjustment of the die cutting process and tools for biopolymer dispersion coated paperboards,” Nordic Pulp & Paper Research Journal 30(3), 335-342 DOI: 10.3183/NPPRJ-2015-30-02-p335-342
Vishtal, A., and Retulainen, E. (2012). “Deep-drawing of paper and paperboard: The role of material properties,” BioResources 7(3), 4424-4450. DOI: 10.15376/biores.7.3.4424-4450
Zeng, X., Vishtal, A., Retulainen, E., Sivonen, E., and Fu, S. (2013). “The elongation potential of paper – How should fibres be deformed to make paper extensible?” BioResources 8(1), 472-486. DOI: 10.15376/biores.8.1.472-486
Article submitted: July 7, 2015; Peer review completed: September 14, 2015; Revised version received and accepted: October 21, 2015; Published: November 10, 2015.
DOI: 10.15376/biores.11.1.140-158