
Abstract
Bio-hybrid granules made from asphodel tuber (AT), starch, polyvinyl alcohol (PVOH), and dolomite were formed using a twin-screw extruder. The granules were prepared using starch or AT as a raw material, glycerol as a plasticizer, TiO2 as a heat stabilizer, and dolomite as a filler. The films were fabricated from granules by hot-press moulding. The mechanical (e.g., tensile strength, elongation-at-break, and modulus of elasticity), physical (e.g., weathered, density, hardness, color, water absorption and solubility in different temperatures, water vapor permeability, and oxygen permeability), and chemical properties (e.g., carbonyl index and vinyl index) of the films were analysed. The properties of the films were noticeably enhanced with AT and dolomite. Asphodel tuber improved the water solubility, water absorption, and weight loss after weathered. Asphodel tuber could resist water diffusion into the films because of its hydrophobic property, like dolomite. Dolomite also exhibited strong mechanical properties and barrier properties to water and oxygen. Additionally, cross-linking most likely occurred with inter- or intramolecular interactions. The interactions among the AT, starch, dolomite, and plasticiser with PVOH were interpreted as esterification, etherification, hydrogen bonding, carbonyl bonding, and vinyl bonding in the molecular structure of the bio-hybrid films.
Download PDF
Full Article
Effects of Asphodel Tuber and Dolomite on the Properties of Bio-hybrid Films Processed by a Twin Screw Extruder
Eyyüp Karaoğul *
Bio-hybrid granules made from asphodel tuber (AT), starch, polyvinyl alcohol (PVOH), and dolomite were formed using a twin-screw extruder. The granules were prepared using starch or AT as a raw material, glycerol as a plasticizer, TiO2 as a heat stabilizer, and dolomite as a filler. The films were fabricated from granules by hot-press moulding. The mechanical (e.g., tensile strength, elongation-at-break, and modulus of elasticity), physical (e.g., weathered, density, hardness, color, water absorption and solubility in different temperatures, water vapor permeability, and oxygen permeability), and chemical properties (e.g., carbonyl index and vinyl index) of the films were analysed. The properties of the films were noticeably enhanced with AT and dolomite. Asphodel tuber improved the water solubility, water absorption, and weight loss after weathered. Asphodel tuber could resist water diffusion into the films because of its hydrophobic property, like dolomite. Dolomite also exhibited strong mechanical properties and barrier properties to water and oxygen. Additionally, cross-linking most likely occurred with inter- or intramolecular interactions. The interactions among the AT, starch, dolomite, and plasticiser with PVOH were interpreted as esterification, etherification, hydrogen bonding, carbonyl bonding, and vinyl bonding in the molecular structure of the bio-hybrid films.
Keywords: Asphodel tuber; Dolomite; Bio-hybrid film; Polyvinyl alcohol; Twin-screw extruder
Contact information: Department of Food Engineering, Harran University, Sanliurfa, Turkey;
* Corresponding author: e.karaogul@harran.edu.tr
INTRODUCTION
The harmful effects of petroleum-based plastic packaging have increased public interest in the environment and biodegradable films (Wang et al. 2015). However, biodegradable polymers have limited industrial uses because of their poor mechanical and barrier properties. Thus, biopolymers have attracted increased research attention as alternatives to conventional non-degradable plastics (Karaoğul et al. 2018). In environmentally friendly polymers, raw materials are categorized as synthetic polymers (polyvinyl alcohol (PVOH), polylactic acid, etc.) and renewable natural polymers (starch, cellulose, chitosan, etc.) (Azahari et al. 2011). Starch is considered to be one of the most suitable materials among all-natural biopolymers because it is biodegradable, renewable, usually easily obtainable, and affordable (Lee et al. 2007). However, pure starch has numerous shortcomings, such as fragility, an un-plasticized characteristic, strong hydrophilic properties, and poor mechanical properties in the industry, which limit its use in common applications. Moreover, starch is not a thermoplastic because of intra- and intermolecular hydrogen bonds. (Luo et al. 2012). Therefore, the disadvantages of starch need to be improved. Plasticizers are used to improve the thermoplastic properties of starch. However, biodegradable films produced from starch are still limited because of their physicochemical properties, susceptibility to biological attack, and poor water resistance. Thus, PVOH as a synthetic biodegradable polymer and thermoplastic starch are used together and exhibit an excellent compatibility (Lum et al. 2013). Other natural polymers can be used instead of starch. Bio-hybrid films can be prepared by sol-gel (casting) and extrusion methods. However, because of the removal of remarkable amounts of water for aqueous solutions or suspensions, the casting method exhibits limitations, such as a high energy consumption, low solution density, low production, un-processability in the industry, and others (Thunwall et al.2008). Thus, moulding processes with extrusion are important for bio-hybrid films because it is energy efficient, has a high productivity, and is continuous on an industrial production level (Thunwall et al. 2008; Gao et al. 2012; Wang et al. 2015).
In this study, PVOH/starch granules were prepared by twin-screw extrusion. After this process, the granules were formed into films using hot-press moulding. Asphodel tuber (AT) (Asphodelus aestivus Brot.) was used as a natural polymer instead of pure starch because of its high starch and fibre contents (Karaoğul and Alma 2018). The main objective of this study was to characterize natural additive properties of AT and bio-plastic properties of AT/starch/PVOH bio-hybrid films with dolomite filler and low amounts of plasticizers.
EXPERIMENTAL
Materials
Asphodel tuber was collected from the geographical location with the latitude 37° 34’ 37.1” and longitude 36° 51’ 00.4” in a province located in the Mediterranean region of Turkey (2018). Starch (Part No. 0379) was purchased from TAT Nisasta Co. (Adana, Turkey). Polyvinyl alcohol (Code 088-20) with a viscosity of 17 cps, hydrolysis degree of 89%, and less than 1% ash content was provided by Birpa Kimya Co. (Ankara, Turkey). Glycerol was obtained with a purity of 99.5% from Tekkim Co. (Istanbul, Turkey). Titanium dioxide (TiO2) was obtained from Akdeniz Kimya Co. (Izmir, Turkey).
Experimental Design
The composition of the bio-hybrid films is shown in Table 1.
Table 1. Percent Composition of the PVOH/AT/Starch Blend Films
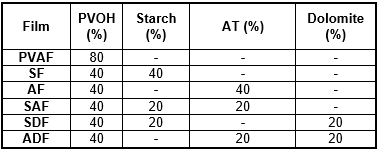
PVAF: PVOH film, SF: starch film, AF: AT film, SAF: starch and AT film, SDF: starch and dolomite film, ADF: AT and dolomite film
Six different formulations were prepared with various ratios of corn starch, AT, glycerol, TiO2, and dolomite, along with pure PVOH without starch, AT, or dolomite for comparison. The analyses data of PVAF and SF films were used as comparison references (Karaogul 2016) for AF, SAF, SDF, and ADF films. The starch or AT (40%), PVOH (40%), glycerol (14% of starch/ PVOH mass), TiO2 (3%), and water (3%) were mixed at 6000 rpm (600 W and 220 V) (G1 model mixer, Yazicilar Makina Co., Istanbul, Turkey) at room temperature for 5 min.
The prepared mixtures were first extruded with a twin-screw extruder (GM TWIN 25 Model, Gülnar Machinery Co., Istanbul, Turkey) at 170 °C in zone I, 165 °C in zone II, 160 °C in zone III, 155 °C in zones IV and V, and 160 °C in zones VI and VII of the barrel at a screw speed of 100 rpm with an L/D (Length per Diameter) ratio of 44. The extrudate was cut into pellets by granulation equipment (GM Pelletizer 2-6 Model, Gülnar Machinery Co., Istanbul, Turkey). Then, the pellets were moulded into the blend films, which had the dimensions 250 mm × 250 mm × 1 mm, using a hydraulic hot-press (4122CE Model, Carver, Wabash, USA) at 190 °C for 5 min. The produced hybrid films were then cooled to ambient temperature under a cold press. All of the test samples were prepared from the compression-moulded boards according to ASTM D638-14 (2014), as is shown in Fig. 1. The prepared samples were conditioned for at least 168 h at 23 °C ± 2 °C and a 65% ± 5% relative humidity in a climatic test chamber (Nüve, Ankara, Turkey).

Fig. 1. Bio-hybrid film dog-bone sample for mechanical test and a cutting die for preparing the samples.
Mechanical Characterisation
The mechanical characterisation of the hybrid films was investigated with an Alarge model analyser (TR, Istanbul, Turkey), according to ASTM D638-14 (2014). All of the tested films were 20 mm wide, 120 mm long, and had a 60-mm initial distance between the grips. The thickness of the films was evaluated using a digital stick at three random positions on the films. The analyser speed was 1 mm/s with six replicates for each test. The tensile strength (TS, MPa), elongation-at-break (E, %), and tensile modulus (TM, MPa) of the bio-hybrid films were determined.
Weathering Procedure
The bio-hybrid film samples were exposed to artificial ultraviolet light (λ = 360 nm; and light intensity = 38 W/m2) to accelerate weathered in a climate cabin. The climatic conditions were 40 °C and a 60% relative humidity. All of the samples were kept under the mentioned conditions for up to 340 h, and then the hardness, weight loss, color, and Fourier transform infrared (FT-IR) spectra (carbonyl index (CI) and vinyl index (VI)) were investigated. After that, all of the films were compared with the non-irradiated (reference) samples.
Water Vapour Permeability
The water vapour permeability (WVP) of the bio-hybrid films was examined using a gravimetric method according to ASTM E 96, E96M-16 (2016). The films were prepared with a radius of 12.3 mm and put between the lid and centrifuge tube of the permeability cell with three-quarters (approximately 10 mL) of its volume containing dried desiccant (CaCl2) (Fig. 2). Then, the centrifuge tube was placed in a climatic test cabin at 38 °C ± 2 °C and a 97% ± 1% relative humidity. The weight gains were measured at random 18 times over 244 h. In Fig. 3, all of the calibration curves were plotted based on linear regression analysis of the time (x, h) versus WVP (y, g) of the 18 marker constituents. The regression equation and correlation coefficient of the 18 markers were determined with linearity (R2 > 0.99) for all of the films with three replicates for each test.

Fig. 2. Permeability apparatus for determining the WVP

Fig. 3. Calibration curve for determining the WVP
The slope of the linear ratio of the plot in Fig. 3 characterized the constant amount of water vapour transition through the film. Equation 1 expresses details of the permeability (Guimarães et al. 2015) and was used to calculate the WVP (kg/h·m),
 (1)
(1)
where ΔW is the difference between the weights (g), d is the thickness of the bio-hybrid film (m), Δt is the time difference (h), and A is the area of the bio-hybrid film (m2).
Water Absorption and Solubility
The water absorption (WA) and solubility (S) were investigated by immersion of the films in distilled water at room temperature using ASTM D 570-98 (2018). The initial dry films were obtained after drying at 103 °C ± 2 °C for 24 h. The WA of the films was determined after 24 h and the humidity on the surface of the films was removed. For the S of the films, the specimens were submerged in a chamber containing 100 mL of distilled water and magnetically stirred at 70 rpm for 1 h at 25 °C, 40 °C, 65 °C, 85 °C, and 100 °C. The suspensions were filtered, and the remains were dried at 103 °C ± 2 °C for 24 h. The solubilized film was analysed. The S was given as a percentage of the films solubilized in relation to the initial mass.
Oxygen Barrier Properties
The oxygen barrier properties (OBP) were calculated according to TS 4964-ISO 3960 (2004). A 15-mL conical flask was filled with 10 mL of sunflower oil. Then, it was covered with the bio-hybrid films, sealed using paraffin, and stored at a controlled temperature of 60 °C for 20 d (Kurt and Kahyaoglu 2014). The test films were prepared with a width of approximately 0.8 mm to 1 mm. The peroxide value (PN, meqgO2/kg) of the sunflower oil samples was detected with sodium thiosulfate titration using nine repetitions (AOCS 1997). Finally, the PN and OBP (meqgO2/g·h·m·103) were calculated with Eqs. 2 and 3, respectively,
 (2)
(2)
 (3)
(3)
where V is the titration volume (mL), F is the setting factor of the sodium thiosulfate solution, m is the weight of the sample film (g), d is the width of the sample, h is the waiting time in the cabin (h), and A is the area of the film (m2).
Color
The color of the bio-films was determined with a Datacolor-Elrepho spectrum colorimeter (Lucerne, Switzerland) according to the CIE-Lab system. The hybrid films were placed on a standard white plate at random locations with six replications. The lightness (L*), green-red color (a*), yellow-blue color (b*), total color change (ΔE*), whiteness, brightness, and yellow color systems were used, where L* is 100 for white and 0 for black, a* is negative for green and positive for red, and b* is negative for blue and positive for yellow. The colorimeter was calibrated with a standard white plate.
Density and Hardness Properties
The density of the hybrid films was analysed using ASTM D 792-13 (2013) with four replications and the hardness was analysed using ASTM D-2240-15 (2015) with nine replications by an ENPQIX EHS5D durometer (Polygon Co., Shenzhen, China).
Fourier Transform Infrared Spectroscopy
The FT-IR measurements were performed to determine the chemical interaction of the functional groups of the blend films with an Agilent Technology Cary 630 spectrometer (Santa Clara, USA) over the wavenumber range of 400 cm-1 to 4000 cm-1 using the attenuated total reflection technique. Moreover, the CI and VI were calculated with Eqs. 4 and 5, respectively,
 (4)
(4)
 (5)
(5)
where I910, I1715, and I2915 are the peak concentrations at the wavenumbers 910 cm-1, 1715 cm-1, and 2915 cm-1, respectively.
The peak at 2915 cm-1, which relates to alkane C-H stretching vibration, was selected as the reference because it changed the least during modification with whole additives (Spiridon et al.2012).
RESULTS AND DISCUSSION
Mechanical Properties of the Starch Composite Films
The mechanical properties of the bio-hybrid films were measured for various film types with and without weathering. Figure 4 shows the TS, E, and TM for the various films. Figure 4 shows that the addition of starch to the PVOH lowered the TS and TM, but did not affect the E of the films. However, the addition of AT instead of starch adversely affected the mechanical properties. This phenomenon was attributed to its incompatible in terms of chemical binding because of the hydrophobic effect of AT due to the results of water absorption, solubility, and water vapor permeability properties (Figs. 8, 9, and 10). When AT and starch were used simultaneously, the mechanical properties were improved. At the same time, the bio-hybrid films had higher TS, E, and TM values with the dolomite filler than the films without dolomite. This was attributed to the increased interfacial interaction between the PVOH and starch or AT. Weathering improved the TS and TM, but not the E of the films.
The bio-hybrid films containing starch, AT, and starch and AT had a TS of 9.41 MPa, 7.09 MPa, and 6.84 MPa, E of 244%, 133%, and 143%, and a TM of 18 MPa, 22 MPa, and 23 MPa, respectively. The starch and dolomite film (SDF) and AT and dolomite film (ADF) had a TS of 8.49 MPa and 10.07 MPa, E of 226% and 153%, and TM of 19.8 MPa and 86.67 MPa, respectively. The interaction of the AT and PVOH with the dolomite could be effective than that of starch (Xiong et al. 2008). The addition of dolomite to the AT-PVOH blends enhanced the interfacial adhesion through molecular interactions (Al-Turaif 2010) among the dolomite, AT, and PVOH, which improved the TS, E, and TM of the bio-hybrid films. After weathered, the TS and TM of all of the films improved; in contrast, the E was low.

Fig. 4. Mechanical properties of the different bio hybrid films produced with various film types (normal and weathered films): (a) TS, (b) E (%), and (c) TM
Hardness, Density, and Weight Loss from Weathering
The effects on the hardness, density, and weight loss after weathering (WLW) of the various bio-hybrid films are demonstrated in Fig. 5. Figure 5 shows that the presence of starch in the blend films increased the hardness of both the normal and weathering films because of the high density of the starch. With the addition of dolomite to the bio-hybrid films, the hardness was also increased because of the high density of dolomite. Moreover, when the whole bio-hybrid films were weathering, all of the hardness values improved. After weathering, the hardness was possibly increased by inter- or intramolecular interactions between the starch, dolomite, AT, and PVOH. In this case, cross-linking could have probably occurred with intermolecular relations.
Figure 5 also depicts the weight loss of the bio-hybrid films subjected to weathering. Figure 5 shows that the WLW was related to the intermolecular interactions or cross-linking. However, the pure PVOH showed the greatest weight loss, which was probably because the synthetic PVOH was not completely pure due to its production process (Jayasekara et al.2004). After the addition of starch or AT to the PVOH, the weight loss decreased. This phenomenon was ascribed to the stabilizing effect of starch, AT, or dolomite added to the bio-hybrid films. Also, a good resistance against weight loss was found for all of the films with dolomite.

Fig. 5. Hardness, density, and weight loss of the weathering properties of the bio-hybrid films
Color
The color of the bio-hybrid films has a strong importance in the case of production for consumers. The values of the L*, a*, b*, ΔE*, whiteness, brightness, and yellowness are given in Table 2. The starch film (SF) appeared to have a somewhat low brightness (L*), was a little red, and was more yellow compared with the PVOH film (PVOHF) (control). The color parameters of the SF were closer to those of the PVOHF. The AT film (AF) had a low whiteness, was greenish, and had a high yellowness compared with the PVOHF.
Table 2. L*, a*, b*, and ΔE* of the Bio-hybrid Films with Various Film Types

1 N: normal films without weathered, 2 W: weathered films, 3 color parameters according to DIN6167 (1980) for the whiteness (W), brightness (B), and yellowness (Y), and 4 color difference after weathered
When starch and AT were simultaneously blended with PVOH, the color parameters of the film slightly improved. Moreover, when pure starch was compared with AT, the starch had a higher whiteness and brightness. Hence, the produced films were influenced by the color differences between the pure starch and AT. Additionally, the color parameters of the pure dolomite were closer to those of the pure starch, unlike the pure AT. In this case, when dolomite was added to films with AT, the color parameters decreased. The dolomite mineral exhibited a different behaviour in the blend films in terms of color. While the color parameters of the films improved with the addition of dolomite to AT, they decreased when adding dolomite to starch because of their pure color parameters. Also, when the films were exposed to weathering, the colors of the films displayed slight differences (ΔE*). However, the ΔE* value was high for the SF. According to the ΔE*, the weakest additive was the starch. However, dolomite also had protective effects on the bio-hybrid film. Finally, an important difference in the color parameters was found between the PVOHF or SF and AF. These visual differences were attributed to the composition of the crude asphodel powder.
FT-IR Analysis
Fourier transform infrared spectroscopy is useful for characterising the interactions between the starch or AT and the dolomite or plasticiser with PVOH. The FT-IR spectral of the bio-hybrid films are given in Fig. 6. Table 3 lists the spectra band assignments, data interpretation, explanations of the wavenumbers, and functional groups of the bio-hybrid blends. The major characteristic bands were observed to be related to hydroxyl groups, methyl groups, and CO bonds. The strong compatibility of the blends containing starch, AT, dolomite, and PVOH was observed by the appearance of a carbonyl band located at 1715 cm-1 (Gomes et al. 2011).

Fig. 6. FT-IR spectra of the bio-hybrid films
The bands at 3300 cm-1 with a strong and wide absorption were characteristic of the stretching vibration of –OH in the spectra of the bio-hybrid films. The wavenumber at 1418 cm-1 was characteristic of the stretching vibration of C–H. The absorption bands near 1030 cm-1 were ascribed to C–O bond stretching, which was determined to be thermo-plasticization of the polymers (Fang et al. 2002; Zullo and Iannace 2009). The peak at 1030 cm-1 of the bio-films was moved to a higher wavenumber for the films containing nanomaterials. These changes demonstrated that the use of glycerol in the film-forming process caused thermo-plasticization between the glycerol and AT/starch/PVOH blends. After modification with the additive, strong absorption bands on the carbonyl (1715 cm-1) and vinyl (910 cm-1) functional groups appeared in the spectra of all of the films. The CI and VI are useful parameters for interpreting the functional groups of bio-hybrid films, although there was no apparent difference in the overlapped FT-IR spectra. The CI and VI of the bio-hybrid films are shown in Fig. 7. First, the CI was higher for the PVOHF without additives. The reason for this was that after the production of PVOH from hydrolysis of polyvinyl acetate, carbonyl functional groups are present because of the remaining acetate groups (Jayasekara et al. 2004). By adding starch, AT, dolomite, or plasticiser to the PVOH, the carbonyl groups were decreased for the whole film types. These results indicated that residual acetate groups might have degraded because of the additives. However, the additives influenced the CI of the blend films in different amounts because of inhibition stability. Figure 7 shows that the CI of the blend films was inhibited at a minimum rate with starch, while AT caused a higher inhibition of the CI in the films. Furthermore, dolomite had a higher inhibition of the bio-hybrid films. It has also been found that the increase in the formation of carbonyl groups for PVOH is proportional to the number of chain fragments formed in the polymer (Spiridon et al. 2012). These results indicated that the polymer chain could have been protected by the all-natural raw material sources used during modification.
Table 3. FT-IR Spectra Band Assignments of the Bio-hybrid Films

Vinyl groups could have been detected by the thermal technique for bio-hybrid film production because of the numerous hydroxyl groups in the whole ingredients. After production of the films, all of the VI values (or vinyl groups) were higher than that of the PVOHF. A higher VI value was noted for the SF, while it was smaller for the starch and AT film (SAF). The films formed with dolomite filler (SDF and ADF) also had smaller VI values than the SAF. This was attributed to the chemical interaction or bonding among all of the components.

Fig. 7. CI (Carbonyl Index) and VI (Vinyl Index) of the bio-hybrid films
Oxygen Barrier Properties and Water Vapour Permeability
The OBP and WVP of the bio-hybrid films have an important effect in food packaging. The influence of different bio-hybrid film types on the OBP and WVP are illustrated in Fig. 8.

Fig. 8. WVP and OBP of the bio-hybrid films
The values of the OBP ranged from 47 meqgO2/g·h·m·103 to 85 meqgO2/g·h·m·103 for the films. The OBP of the bio-hybrid films containing AT were higher than those of the films containing starch, dolomite, and starch and AT. However, when starch and AT were used simultaneously, the OBP of the film was lower than for the others because of the synergistic effect of the starch and AT. Generally, dolomite also improved the OBP of the bio-hybrid films.
Furthermore, the WVP of the films was found to be 7.8 g/hm2·10-3 to 12.5 g/hm2·10-3. The highest WVP was found in the film with AT, while the lower WVP values were found in the PVOHF without additives, followed by the SDF. These results occurred because these additives improved the water migration pathways due to the hydrophilicity of both the starch and AT used in this blend. Thus, the WVP was increased by the starch and AT. Also, dolomite blocked the WVP of the films because of its hydrophobicity.
Water Solubility and Absorption
The capacity for WA and S has a key role in bio-hybrid films in terms of the degree of combination between the film components, as well as the resistance to water (Mathew et al. 2006; Yoon et al. 2012). One of the main disadvantages of a starch-based film is its WA, and any enhancement in water resistance is therefore important (Tang et al. 2008).

Fig. 9. S (Solubility) properties of the bio-hybrid films
The S of the bio-hybrid films is demonstrated in Fig. 9. The S of the bio-hybrid films with and without starch improved when the temperature increased from 25 °C to 100 °C because of the strong S properties of the starch and PVOH. However, water resistance for the S was found in the films with AT (AF, SAF, and ADF). Although the films with AT were exposed to a temperature increase from 25 °C to 100 °C, they had weak S properties and did not show a remarkable difference. Otherwise, the S of the films slightly decreased with dolomite.
Figure 10 also shows the WA permeability of the bio-hybrid films. The WA of the bio-hybrid films with and without starch was higher than those of the films with AT. Asphodel tuber showed a strong water resistance, water uptake, WA, and S in the films. Asphodel tuber could resist water diffusion into the films because of its hydrophobic property. Likewise, dolomite exhibited a reduction in the WA and water uptake.

Fig. 10. WA permeability of the bio-hybrid films
CONCLUSIONS
- The properties of the bio-hybrid films were significantly affected by the asphodel tuber (AT) and starch. The presence of AT enhanced the water and weathering resistance of bio-hybrid films.
- The dolomite contributed to strong mechanical properties and barrier properties to water and oxygen. When AT and starch were used simultaneously, the mechanical properties of the blend film were increased.
- After weathering, the tensile strength (TS) and tensile modulus (TM) of all of the films improved, while the elongation at break (E) was low. The presence of starch and dolomite in the films increased the hardness of both the normal and weathered films because of the high density of the starch and dolomite. Moreover, the weathered treatment of the bio-hybrid films increased all of the hardness values. After the addition of starch or AT to the PVOH, the weight loss decreased with weathered because of the stabilizing effect of the starch, AT, and dolomite. At this stage, cross-linking most likely occurred with inter- or intramolecular interactions.
- The main change in the color was found between the SF and AF because of the crude powder additives. Because of the light orange color (+b) of the raw AT, the AF had a yellowish color (+b) compared with the SF (white color, L*).
- The interactions among the starch, AT, dolomite, and plasticizer with PVOH was interpreted as esterification, etherification, hydrogen bonding, carbonyl bonding, and vinyl bonding in the molecular structure of the bio-hybrid films.
- When starch and AT were used simultaneously, the OBP of the film was lower than for the other films because of the synergistic effect of the starch and AT. Generally, the dolomite improved the OBP and WVP of the bio-hybrid films. Also, the S of the bio-hybrid films with AT (AF, SAF, and ADF films) was not affected by the temperature increase from 25 °C to 100 °C, while the S increased in the films with starch (SF and SDF). Asphodel tuber could resist water diffusion into the films because of its hydrophobic property, like dolomite.
REFERENCES CITED
Al-Turaif, H. A. (2010). “Effect of nano TiO2 particle size on mechanical properties of cured epoxy resin,” Prog. Org. Coat. 69(3), 241-246. DOI: 10.1016/j.porgcoat.2010.05.011
AOCS (1997). Official Methods and Recommended Practices of the AOCS, Vol. 5, American Oil Chemists’ Society (AOCS), Urbana, IL.
ASTM D2240-15 (2015). “Standard test method for rubber property—Durometer hardness,” ASTM International, West Conshohocken, PA.
ASTM D570-98 (2018). “Standard test method for water absorption of plastics,” ASTM International, West Conshohocken, PA.
ASTM D638-14 (2014). “Standard test method for tensile properties of plastics,” ASTM International, West Conshohocken, PA.
ASTM D792-13 (2013). “Standard test methods for density and specific gravity (relative density) of plastics by displacement,” ASTM International, West Conshohocken, PA.
ASTM E96 / E96M-16 (2016). “Standard test methods for water vapor transmission of materials,” ASTM International, West Conshohocken, PA.
Azahari, N. A., Othman, N., and Ismail, H. (2011). “Biodegradation studies of polyvinyl alcohol/corn starch blend films in solid and solution media,” J. Phys. Sci. 22(2), 15-31.
DIN 6167 (1980). “Standard Test Methods for description of yellowness of near-white or near-colorless materials,” DIN National Standard, German.
El-Sawy, N. M., El-Arnaouty, M. B., and Abdel Ghaffar, A. M. (2010). “γ-Irradiation effect on the non-cross-linked and cross-linked polyvinyl alcohol films,” Polym.-Plast. Technol.49(2), 169-177. DOI: 10.1080/03602550903284248
Fang, J. M., Fowler, P. A., Tomkinson, J., and Hill, C. A. S. (2002). “The preparation and characterisation of a series of chemically modified potato starches,” Carbohyd. Polym. 47(3), 245-252. DOI: 10.1016/S0144-8617(01)00187-4
Gao, W., Dong, H., Hou, H., and Zhang, H. (2012). “Effects of clays with various hydrophilicities on properties of starch–clay nanocomposites by film blowing,” Carbohyd. Polym. 88(1), 321-328. DOI: 10.1016/j.carbpol.2011.12.011
Gomes, A. M. M., da Silva, P. L., e Moura, C. d. L., da Silva, C. E. M., and Ricardo, N. M. P. S. (2011). “Study of the mechanical and biodegradable properties of cassava starch/chitosan/PVOH blends,” Macromol. Symp. 299-300(1), 220-226. DOI: 10.1002/masy.200900157
Guimarães, M. G., Jr., Botaro, V. R., Novack, K. M., Teixeira, F. G., and Tonoli, G. H. D. (2015). “Starch/PVOH-based nanocomposites reinforced with bamboo nanofibrils,” Ind. Crop. Prod. 70, 72-83. DOI: 10.1016/j.indcrop.2015.03.014
Ismail, H., and Zaaba, N. F. (2014). “Effect of unmodified and modified sago starch on properties of (sago starch)/silica/PVOH plastic films,” J. Vinyl Addit. Techn. 20(3), 185-192. DOI: 10.1002/vnl.21344
Jayasekara, R., Harding, I., Bowater, I., Christie, G. B. Y., and Lonergan, G. T. (2003). “Biodegradation by composting of surface modified starch and PVOH blended films,” J. Polym. Environ. 11(2), 49-56. DOI: 10.1023/A:1024219821633
Jayasekara, R., Harding, I., Bowater, I., Christie, G. B. Y., and Lonergan, G. T. (2004). “Preparation, surface modification and characterisation of solution cast starch PVOH blended films,” Polym. Test. 23(1), 17-27. DOI: 10.1016/S0142-9418(03)00049-7
Karaoğul, E. (2016). Production of PVA/Starch Bio-hybrid Packing Film by Using Epoxy Soybean Oil, Glycerol and Several Fillers and its Characterisation, Ph.D Dissertation, Kahramanmaras Sutcu Imam University, Graduate School of Natural and Applied Sciences.
Karaoğul, E., and Alma, M. H. (2018). “Sugar compositions by HPLC of asphodel (Asphodelus aestivus Brot.) tuber with enzymatic, acidic and water extraction methods,” Turkish Journal of Forestry Research 5(1), 64-73. DOI: 10.17568/ogmoad.401318
Karaoğul, E., Altuntas, E., Salan, T., and Alma, M. H. (2018). “The effects of novel additives used in PVOH/starch biohybrid films,” in: Fillers, A. P. A. Patnaik (ed.), IntechOpen, London, UK, pp. 1-16.
Kurt, A., and Kahyaoglu, T. (2014). “Characterization of a new biodegradable edible film made from salep glucomannan,” Carbohyd. Polym. 104, 50-58. DOI: 10.1016/j.carbpol.2014.01.003
Lee, W.-J., Youn, Y.-N., Yun, Y.-H., and Yoon, S.-D. (2007). “Physical properties of chemically modified starch(RS4)/PVOH blend films–Part 1,” J. Polym. Environ. 15(1), 35-42. DOI: 10.1007/s10924-006-0040-5
Lum, Y. H., Shaaban, A., Mitan, N. M. M., Dimin, M. F., Mohamad, N., Hamid, N., and Se, S. M. (2013). “Characterization of urea encapsulated by biodegradable starch-PVOH-glycerol,” J. Polym. Environ. 21(4), 1083-1087. DOI: 10.1007/s10924-012-0552-0
Luo, X., Li, J., and Lin, X. (2012). “Effect of gelatinization and additives on morphology and thermal behavior of corn starch/PVOH blend films,” Carbohyd. Polym. 90(4), 1595-1600. DOI: 10.1016/j.carbpol.2012.07.036
Mathew, S., Brahmakumar, M., and Abraham, T. E. (2006). “Microstructural imaging and characterization of the mechanical, chemical, thermal, and swelling properties of starch-chitosan blend films,” Biopolymers 82(2), 176-187. DOI: 10.1002/bip.20480
Singha, A. S., and Kapoor, H. (2014). “Effects of plasticizer/cross-linker on the mechanical and thermal properties of starch/PVOH blends,” Iran. Polym. J. 23(8), 655-662. DOI: 10.1007/s13726-014-0260-9
Spiridon, I., Paduraru, O. M., Rudowski, M., Kozlowski, M., and Darie, R. N. (2012). “Assessment of changes due to accelerated weathered of low-density polyethylene/feather composites,” Ind. Eng. Chem. Res. 51(21), 7279-7286. DOI: 10.1021/ie300738d
Tang, S., Zou, P., Xiong, H., and Tang, H. (2008). “Effect of nano-SiO2 on the performance of starch/polyvinyl alcohol blend films,” Carbohyd. Polym. 72(3), 521-526. DOI: 10.1016/j.carbpol.2007.09.019
Thunwall, M., Kuthanová, V., Boldizar, A., and Rigdahl, M. (2008). “Film blowing of thermoplastic starch,” Carbohyd. Polym. 71(4), 583-590. DOI: 10.1016/j.carbpol.2007.07.001
TS 4964 and ISO 3960 (2004). “Animal and vegetable fats and oils – Determination of peroxide value,” TS and ISO Turkish Standart, Ankara, TR.
Wang, W., Zhang, H., Dai, Y., Hou, H., and Dong, H. (2015). “Effects of various nanomaterials on the properties of starch/poly(vinyl alcohol) composite films formed by blow extrusion process,” Iran. Polym. J. 24(8), 687-696. DOI: 10.1007/s13726-015-0359-7
Xiong, H., Tang, S., Tang, H., and Zou, P. (2008). “The structure and properties of a starch-based biodegradable film,” Carbohyd. Polym. 71(2), 263-268. DOI: 10.1016/j.carbpol.2007.05.035
Yoon, S.-D., Park, M.-H., and Byun, H.-S. (2012). “Mechanical and water barrier properties of starch/PVOH composite films by adding nano-sized poly(methyl methacrylate-co-acrylamide) particles,” Carbohyd. Polym. 87(1), 676-686. DOI: 10.1016/j.carbpol.2011.08.046
Zullo, R., and Iannace, S. (2009). “The effects of different starch sources and plasticizers on film blowing of thermoplastic starch: Correlation among process, elongational properties and macromolecular structure,” Carbohyd. Polym. 77(2), 376-383. DOI: 10.1016/j.carbpol.2009.01.007
Article submitted: January 20, 2019; Peer review completed: March 18, 2019; Revised version received and accepted: April 5, 2019; Published: April 22, 2019.
DOI: 10.15376/biores.14.2.4473-4488
Erratum: February 27, 2020, Table 1 heading was changed from PVOHF to PVAF and a new sentence was added in the following paragraph. The reference, Karagoul (2016) was added to the References section. These changes do not change the conclusions of this research.