
Abstract
A method for producing lignocellulosic fibrillar fines directly from moist wood through a grinding process was evaluated. The method is based on a conventional stone wood grinding process with a novel grinding stone surface structure. The grinding stone (wheel) with a surface profile serrated in the axial direction of the wheel, forces fibres to break down into fibrils instead of detaching as fibres from the wood matrix. The arrangement mimics the inclined feeding of a log against a grinding stone and is completed without any related technical difficulties. Typically over a 90% conversion rate to fines (passing the Standard Mesh 200 wire) were achieved. The characteristics of the fines were influenced by the details of the surface structures, the velocity of the grinding stones, the feeding rate of the woods, and the specific energy consumption. This method enables novel means to adjusting the structure and properties of paper and paperboard products, as well as those of novel fibre and fibre-composite products.
Download PDF
Full Article
New Technology for Producing Fibrillar Fines Directly from Wood
Ilkka Nurminen,* Erkki Saharinen, and Jari Sirviö
A method for producing lignocellulosic fibrillar fines directly from moist wood through a grinding process was evaluated. The method is based on a conventional stone wood grinding process with a novel grinding stone surface structure. The grinding stone (wheel) with a surface profile serrated in the axial direction of the wheel, forces fibres to break down into fibrils instead of detaching as fibres from the wood matrix. The arrangement mimics the inclined feeding of a log against a grinding stone and is completed without any related technical difficulties. Typically over a 90% conversion rate to fines (passing the Standard Mesh 200 wire) were achieved. The characteristics of the fines were influenced by the details of the surface structures, the velocity of the grinding stones, the feeding rate of the woods, and the specific energy consumption. This method enables novel means to adjusting the structure and properties of paper and paperboard products, as well as those of novel fibre and fibre-composite products.
Keywords: Pulping; Grinding; Defibration; Grinding stone; Surface structure; Wood; Fines; Fibril
Contact information: VTT Technical Research Centre of Finland Ltd, P.O. Box 1000, FI-02044 VTT, Finland; *Corresponding author: ilkka.nurminen@vtt.fi
INTRODUCTION
Fibre furnishes used for making paper and paperboard products typically are selected combinations of mechanical and chemical pulps. Both pulp types are mechanically refined to a targeted refining degree, depending on the intended end-use. During the refining, the fibres become more conformable as the cell wall structure loosens and increases their bonding potential. This is important for the strength properties of the paper. The mechanical forces during the refining process create external fibrillations on the fibres (cell wall fibrils detaching from the wall matrix) and shortening of the fibres due to cutting. These small particles are called fines. Often the fines refer to pulp particles passing a standard mesh 200 wire (sieve size 74 µm). Especially in mechanical pulps, flake-like pieces from the cell walls and ray cells are present in the fines fraction.
Mechanical pulps are highly heterogeneous with respect to their particle properties. All mechanical pulps contain intact fibres, fragmented fibres, and fines. The proportion and properties of these different pulp fractions vary depending on the targeted paper properties. The high specific energy consumption in mechanical pulping is largely due to the need to achieve an optimal property combination for the whole pulp (or furnish). This often requires that there are still long fibres in the pulp, giving strength (especially tear strength and fracture toughness) and enough fines to promote opacity and smoothness.
The influence of the fines on paper and board quality, smoothness, opacity, and especially strength, depends on the characteristics of the fines (Mohlin 1979; Lindholm 1980; Luukko 1999). The fines can have a strong synergistic beneficial effect, especially with respect to tensile strength, when added to long fibres. High bonding fines, when added to stiff mechanical pulp fibres, can improve the bulk of the board’s middle layer up to 30% at a given strength level, compared with pure pulp refining (Nurminen and Sirviö 2014). It was reported that, when mixed with certain kinds of fibres, mechanical pulp fines and kraft pulp fines may result in a similar bulk/Z-strength combination. However, mechanical pulp fines were needed more than kraft pulp fines. For printing paper, the fines can improve the tensile and Z-strength, opacity, and smoothness. These findings offer possibilities for raw material savings in paper and board production. The processes would be easier to operate if the desired quality of fines could be produced and fed into the furnish separately and independently from the manufactured fibre. The possibility to produce fines separately and independently from fibre production provides novel opportunities for tailoring the properties of paper and paperboard products by furnish modifications and for reducing resource consumption during production (Nurminen et al. 2017).
Saharinen et al. (2016) and Heinemann et al. (2016) reported that groundwood pulp quality is very sensitive to the radial alignment of the logs during the grinding. For example, the proportion of fines increased at a constant rate from 30% to 90% as the radial grinding angle increased from 0 to 30 degrees. Beath (1958) found that wood alignment is responsible for unwanted freeness variations. Brauns and Gavelin (1959) in turn cut the wood blocks at various angles (ranging from 0 degrees to 30 degrees) to simulate changes in angles between the log axis and the stone surface. Pulp freeness was reduced and energy consumption was increased as the radial angle increased from 0 degrees to 12.5 degrees, but the energy consumption at a given freeness remained unchanged. The proportion of the long fibre fraction decreased, while the proportion of the fine fraction increased. The study reported that the strength of the pulp at a given freeness level was not affected. The main target of this study was to explore whether changing the surface structure of the grinding stone could change the wood grinding from generation of fibres, fibre fragments, and fines, as in the conventional grinding process, to generation of a pure fines fraction. Another objective was to identify possible relationships between the main grinding parameters, characteristics of the produced fines, and grinding energy consumption.
EXPERIMENTAL
Principle of the Grinding Process
The principle of the grinding configuration applied in this study is shown in Fig. 1 (Saharinen et al.2014).
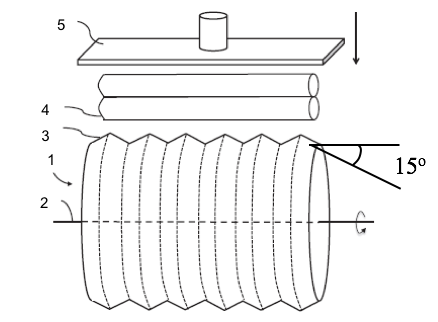
Fig. 1. Main parts of the process configuration: 1: Grinding wheel; 2: grinding wheel shaft; 3: serrated surface profile; 4: logs; and 5: feeding piston. The items shown are not in the same scale and are redrawn after Saharinen et al. (2014).
According to the principle, the logs were pressed against a rotating grinding wheel so that the fibre orientation within the logs was parallel to the wheel shaft. The serrated grinding wheel surface penetrated the log so that the fibres were broken down into fibrils instead of separating them as fibres.
Materials and Equipment
Fresh Norway spruce (Picea abies) logs having a dry matter content of 45.7% were cut into blocks with a cross-section of 34 x 34 mm2. The grinding stone diameter of the custom-built laboratory grinder (Fig. 2) was 300 mm, with a grinding area of 35 mm both in length and width.

Fig. 2. The laboratory grinder (A) and the other grinding stone (B) applied in the experiments
Two grinding stones, one with 60 mesh grits and another with 70 mesh grits, were modified to have a serrated surface across the width of the grinding stone, as shown in Fig. 3.

Fig. 3. The modified grinding stone surfaces applied in the experiments. The upper stone has a more porous structure than the lower one. The width of the stone is 50 mm and the diameter is 300 mm. The distance of the serrated pattern tops is 10 mm and the serrated angle is 15 degrees (see Fig. 1). The depth of the serrated valley is 1.4 mm.
The former stone had a more compact structure (Norton A601-N5VG; Saint-Gobain Abrasives Canada Inc, Hamilton, Ontario, Canada), while the latter one had a more porous structure (Norton A701-L12VGP). The angle between the nominal flat stone surface and the serrated surface was approximately 15 degrees. The angle was chosen to yield high fines content and high tensile index with relatively low specific energy consumption, as indicated by Saharinen et al. (2016).
Grinding Conditions
The grinding was performed under atmospheric conditions, and the shower water temperature was kept at 65 °C. The grinder was run with a dam. Two sets of trials were run.
The first trial set compared the flat and the serrated surfaces in sharp condition, and it demonstrated the effects of surface blunting during a longer trial period with the serrated surface. In this trial set the 60 mesh stone was used with a peripheral speed of 20 m/s. The wood feeding rate was varied (0.3, 0.5, and 0.9 mm/s), except for the blunting run, when it was kept constant (0.5 mm/s).
The second trial set compared the blunted 60 mesh stone and a sharp 70 mesh stone both having a serrated surface, applying varied peripheral speeds (10 and 20 m/s) and wood feeding rates (0.3, 0.5, and 0.9 mm/s).
Testing Methods and Standards
Specific energy consumption, wood feeding rate, and wood feeding force were measured from each run. The grinding result was evaluated by microscopic methods and also by measuring laboratory fines hand sheet properties bulk (ISO 534 2011), tensile index (EN ISO 1924-2 2008; ISO 5270 2012), internal bonding strength Scott Bond (TAPPI T569 om-09 2009), and light scattering coefficient (ISO 9416 2009.) from some pulp samples having different energy levels. The fines content (the mass proportion of the material passing the 200 mesh wire) was measured from some of the samples using a self-made dynamic drainage jar apparatus DDJ (Oy Keskuslaboratorio KCL, Espoo, Finland).
RESULTS AND DISCUSSION
Effect of Grinding Stone Surface Structure
The trial runs with the 60 mesh grinding stone with a flat sharp surface produced pulps having fines contents between 70% and 78%. The same stone with the serrated surface produced pulps having fines contents up to 95% (Fig. 4). These results indicated that the serrated grinding stone surface produced almost pure fines-containing pulps.
The serrated grinding stone consumed more energy than the flat stone at a certain production rate, i.e., at a given wood feeding rate (Fig. 4). This result was attributed to the higher fines content, and thus also created high specific surface area of the pulp in samples produced with the serrated stone. As expected, the specific energy consumption decreased with increasing production rate with both the flat and serrated grinding surfaces. During the longer grinding trial, the stone surface became blunt, and therefore, the specific energy consumption increased at the maintained production rate. At the same time, the wood feeding force increased also. However, the fines content with the serrated stone remained high in spite of the blunt stone surface.

Fig. 4. Specific energy consumption (A) and wood feeding force (B) as a function of wood feeding rate for the flat conventional grinding stone (F60) and for the serrated grinding stone (V60). The percentage values (A) indicate the proportion of fines in the pulp. The blunting run was a prolonged grinding trial without stone sharpening between the trial points. All these trials were applied to the 60 mesh grinding stone, peripheral speed of 20 m/s and shower water temperature of 65 °C.
For the second set of trials the stone with a more porous structure was chosen to achieve grinding conditions in which the stone surface has fewer contact points with the wood during grinding. This was expected to generate higher pressure pulses into wood by the grits of the grinding stone during grinding. The porous grinding stone had 70 mesh grits which are usually used for producing finer low-freeness pulps with flat stones. With the sharp stone surfaces the specific energy consumption as a function of wood feeding rate was similar to that of the 60 mesh stone having compact structure and the 70 mesh stone having porous structure (Fig. 5). The energy consumption and the wood feeding force can be controlled with the wood feeding rate (i.e., production rate) both in the case of sharp and blunt serrated stone surfaces.

Fig. 5. Specific energy consumption (A) and wood feeding force (B) as a function of wood feeding rate for the two sharp serrated grinding stones (V60-S and V70-S) and for the blunt serrated grinding stone (V60-D). The numbers indicate the mesh size of the grits in the stones. Peripheral speed of 20 m/s and shower water temperature of 65 °C were applied in these trials.
Effect of Grinding Stone Peripheral Speed
Decreasing the peripheral speed of the grinding stone slightly reduced the specific energy consumption with the serrated surface, but at the same time, the wood feeding force increased at the maintained production rate (Fig. 6). It can be assumed that halving of the stone rotational speed (in this case from 20 m/s to 10 m/s), while keeping the production rate unchanged, forces each grit to release twice as much pulp at every revolution as with the double speed. Therefore, the lower rotational speed required higher wood feeding force in order to maintain the production rate. It was evident that when the rotational speed increased, the frequency of the deformations induced by the grits also increased. Due to the viscoelastic nature of wood, a large part of the mechanical energy of this vibration was transformed into heat. Therefore, the lower rotational speed of the stone consumed less energy. In addition, the reduced specific energy consumption means that the grinding zone temperature inside the wood is lower and thus the wood is less softened. This also may influence on the required feeding pressure and quality of fines.

Fig. 6. Specific energy consumption (A) and wood feeding force (B) as a function of wood feeding rate for the two serrated grinding stones (60 blunt and 70 sharp) with two peripheral speeds (10 and 20 m/s). The numbers 60 and 70 indicate the mesh size of the grits in the stones. The shower water temperature of 65 °C was applied in these trials.
The reduction in specific energy consumption due to lowered peripheral speed was higher with the blunt stone, at least with lower production rates (Fig. 6). The highest energy reduction was ca. 20%, when peripheral speed was reduced from 20 m/s to 10 m/s. Increasing the wood feeding rate, or production rate, decreased the specific energy consumption also with the lower peripheral speed.
Characteristics of Fines
Microscopic images showed that the serrated grinding stone surface dismantled wood structure to smaller particles. The particles appeared as long and thin fibrils, but also some wider particles were present (Fig. 7). The typical width of the fibrils was only a few micrometres. The typical width of a spruce wood fibre is about 30 µm; thus, the fibrils produced here were roughly 10 times narrower than fibres present in typical mechanical pulps. The pulps produced with the serrated grinding stone had no particles close to wood fibre size. The length of the fibrils varied a lot, with the longest ones being 100 to 200 µm.
Microscopic images (Fig. 7) showed that the higher specific energy consumption produced more fibril-like material, while more flake-like material was produced with the lower energy consumption. In terms of the fines quality, this result is similar to the results obtained with different energy levels in a thermo-mechanical pulping (TMP) first stage refiner (Luukko and Nurminen 1994). Thus, the fines quality might be controlled by applying similar means as in conventional grinding.

Fig. 7. Microscopic images of the fines generated with the 60 mesh serrated grinding stone applying 6.0 MWh/t (A) or 3.2 MWh/t (B) and with the 70 mesh serrated grinding stone applying 2.9 MWh/t (C) or 1.6 MWh/t (D).
Table 1 compares some properties of the handsheets made from the pulp fines from different origins. The fines produced with the serrated grinding stones are referred to here as V-fines.
The share of the specific energy consumption that is used for producing the fines during pulping cannot be separated from the total energy consumption, and thus only the V-fines samples have mutually comparable specific energy consumption.
The TMP refined reject-pulp was a reject fraction from the TMP-mainline that was highly refined (2.9 MWh/t). The fines generated exhibited an exceptionally high bonding ability for mechanical pulp fines. The other TMP (CSF 500 mL) was a mainline pulp made with low specific energy consumption (0.9 MWh/t). These two TMP fines represent typical high and low quality mechanical pulp fines.
The bulk of the hand sheets made from V-fines was at the same level as with the high quality TMP fines (TMP refined reject), but clearly higher than that with the kraft fines. As a result of conformable nature and excellent bonding ability of the kraft fines, they formed a very dense structure during drying. Therefore, the tensile strength index of the kraft fines was higher, and the light scattering coefficient was lower than in any of the mechanical pulp fines.
The V-fines obtained with higher specific energy consumption had higher tensile index than the fines separated from TMP. They also had lower light scattering coefficient than the fractionated mechanical pulp fines. The Scott bond of the more energy consumed V-fines was very high, actually higher than can be measured according to the standard method. The handsheets made from the high energy V-fines had nonexistent air permeance (0 mL/min). These results indicated that the serrated grinding stone could be used for the production of high bonding lignocellulosic fines or for the production of fines that have similar properties to those in conventional mechanical pulps.
A potential explanation for the good bonding of V-fines, besides the higher fibril content of fines produced with increasing specific energy with certain stone surface, could be that the whole wood is ground to fines. In the case of conventional mechanical pulping, the fines are largely produced from the outer layers of fibres, where the lignin content is higher than that of the inner fiber wall. Lignin does not form hydrogen bonds efficiently, and thus, bonding ability of such fines is lower than in particles containing more cellulose and hemicelluloses. V-fines are composed of all cell wall layers, and therefore their cellulose and hemicellulose contents are higher than in conventional mechanical pulp fines. The fines separated from refined kraft pulp had high tensile index and very low light scattering coefficient (Table 1). Luukko and Paulapuro (1999) have reported that the fines quality varies in a wide range in TMP process. They reported that the main refining line produces low-quality fines in terms of sheet strength, but such fines are excellent for improving optical properties. The reject refiner produces fibril-rich fines with excellent bonding ability. The more the pulp was refined, the lower was the total lignin content of the fines. The lignin content decreased because of the increased proportion of lignin-poor material in the fines.
Table 1. Properties of the Fines Produced with the Serrated Grinding Stones (V-fines) and the Fines Fractionated from Some Mechanical Pulps or from Refined Kraft Pulp Using a 200 Mesh Wire

CONCLUSIONS
- A new energy-efficient method to produce fibrillar fines directly from moist wood with existing grinders by modifying the grinding stone surface was demonstrated.
- The main grinding parameters such as wood feeding rate, stone sharpness, and stone peripheral speed allow control of the specific energy consumption.
- The bonding and scattering potential of the fines strongly depend on the characteristics of the grinding stone and applied grinding conditions.
- The possibility to produce fines separately and independently from fibre production may provide novel opportunities for tailoring the properties of paper and paperboard products by furnish modifications and for reducing resource consumption during production.
REFERENCES CITED
Beath, L. R. (1958). “The varying angle between stone surface and wood – A case of wide, uncontrolled freeness variation in ground wood production,” Pulp and Paper Magazine of Canada59(10), 123-133.
Brauns, O., and Gavelin, G. (1959). “Groundwood quality at different angles between stone surface and wood,” Svensk Papperstidning 62(3), 67-70.
EN ISO 1924-2 (2008). “Paper and board. Determination of tensile properties. Part 2: Constant rate of elongation method (20 mm/min),” International Organization for Standardization, Geneva, Switzerland.
Heinemann, S., Saharinen, E., Särkilahti, A., and Salminen, L. I. (2016). “The effect of wood alignment on wood grinding – Part 2: Fines character and microscopic observations,” BioResources11(1), 2526-2535. DOI:10.15376/biores.11.1.2526-2535
ISO 534 (2011). “Paper and board. Determination of thickness, density and specific volume,” International Organization for Standardization, Geneva, Switzerland.
ISO 5270 (2012). “Pulps. Laboratory sheets. Determination of physical properties,” International Organization for Standardization, Geneva, Switzerland.
ISO 9416 (2009). “Paper. Determination of light scattering and absorption coefficients (using Kubelka-Munk theory),” modified, International Organization for Standardization, Geneva, Switzerland.
Lindholm, C.-A. (1980). “Comparison of some papermaking properties of groundwood, pressure groundwood and thermomechanical pulp by means of artificial blends of pulp fraction, Part 2. The fines fraction,” Paperi ja Puu 12, 803-808.
Luukko, K. (1999). Characterization and Properties of Mechanical Pulp Fines, Ph.D. Dissertation, Helsinki University of Technology, Espoo, Finland.
Luukko, K., and Nurminen, I. (1994). “Fines generation in the first-stage refiner of thermomechanical pulping. An interpretation by image analysis,” Paper and Timber 81(4), 311-315.
Luukko, K., and Paulapuro, H. (1999) “Development of fines quality in the TMP process,” Journal of Pulp and Paper Science 25(8), 273-277.
Mohlin, U. -B. (1979). “Properties of TMP fractions and their importance for the quality of printing papers,” in: Proceedings of the International Mechanical Pulping Conference, Toronto, Ontario, Canada, pp. 57-84.
Nurminen, I., and Sirviö, J. (2014). “Profiles for fibre products. Fibre profile for board,” in: Proceedings of the International Mechanical Pulping Conference, Helsinki, Finland.
Nurminen, I., Saharinen, E., and Sirviö, J., (2017) “A method for producing fibrillar fines directly from wood,” in: Proceedings of the Fundamental Mechanical Pulping Research Seminar, Jyväskylä, Finland.
Saharinen, E., Nurminen, I., Salminen, L., and Leino, J. (2014). “Method and apparatus for producing fine lignocellulosic material,” Finnish Patent application FI20145787 (9.9.2014).
Saharinen, E., Salminen, L., Särkilahti, A., Heinemann, S., and Leino, J. (2014). ”Grinding angle and its effect on pulp,” in: Proceedings of the International Mechanical Pulping Conference, Helsinki, Finland.
Saharinen, E., Särkilahti, A., Salminen, L. I., and Heinemann, S. (2016). “The effect of wood alignment on wood grinding – Part 1: Properties of pulp and fines revealed in the grinding mechanism,” BioResources 11(2), 4201-4211. DOI: 10.15376/biores.11.2.4201-4211
TAPPI T569 OM-09 (2009). “Internal bond strength (Scott Type),” TAPPI Press, Atlanta, GA.
Article submitted: February 14, 2017; Peer review completed: June 1, 2017; Revised version received: May 4, 2018; Accepted: May 4, 2018; Published: May 15, 2018.
DOI: 10.15376/biores.13.3.5032-5041