
Abstract
Download PDF
Full Article
Optimization of Pilot Scale Mechanical Disk Refining for Improvements in Enzymatic Digestibility of Pretreated Hardwood Lignocellulosics
Brandon W. Jones, Richard Venditti,* Sunkyu Park, and Hasan Jameel
Mechanical refining has potential application for overcoming lignocellulosic biomass recalcitrance to enzyme hydrolysis and improving biomass digestibility. This study highlighted the ability for a pilot scale disc refiner to improve the total carbohydrate conversion to sugars from 39% (unrefined hardwood sodium carbonate biomass) to 90% (0.13 mm gap, 20% consistency, ambient temperature) by optimizing the refining variables. The different biomass properties that changed with refining indicated the expected increase in sugar conversion. Controlling the refining parameters to narrower gaps and higher consistencies increased the resulting refined biomass hydrolysis. Positive correlations that increases in net specific energy (NSE) input and refining intensity (SEL) improved the enzymatic hydrolysis. In some severe cases, over-refining occurred when smaller gaps, higher consistencies, and more energy input reached a point of diminished return. The energy input in these scenarios, however, was much greater than realistically feasible for industrial application. Although well-established in the pulp and paper industry, gaps in understanding the fundamentals of refining remain. The observations and results herein provide the justification and opportunity for further mechanical refining optimization to maximize and adapt the mechanical refining technology for maximum efficiency within the process of biochemical conversion to sugar.
Keywords: Hardwood biomass; Biochemical conversion; Pretreatment; Mechanical refining; Enzymatic hydrolysis
Contact information: Department of Forest Biomaterials, North Carolina State University, Raleigh, NC 27695-8005 USA; *Corresponding author: richard_venditti@ncsu.edu
INTRODUCTION
Biorefinery Concept
The biorefinery concept, defined as “the sustainable processing of biomass into a spectrum of marketable products and energy,” is an approach that can mitigate the negative environmental impacts of fuel and chemical production by providing alternatives to oil refining products (Cherubini 2010).
Lignocellulosic biomass is an extremely diverse class of material and has a complex structure composed of cellulose, hemicellulose, and lignin naturally constructed in a multifaceted matrix. Understanding the chemical and biochemical challenges based on lignocellulosic biomass recalcitrance, which can be defined as the natural resistance to biological deconstruction, remains one of the major technical barriers to the commercialization of second generation cellulosic biorefineries (Zhao et al. 2012). Embracing the challenge as an intentional practice of engineered biomass deconstruction allows for an opportunity to harvest the inherently useful properties of biomass for creating value-added products through the biorefinery concept.
Many innovative technologies have been developed to address this issue and improve the biomass hydrolysis yield. The issue with these technologies is that they often require expensive direct operational costs or they have not been evaluated at scale, which makes these technologies inherently carry more risk and often become unfeasible to implement in commercial biorefineries. Mechanical refining is one technology that has been demonstrated to be reliable in the paper industry and has been shown in many laboratory and pilot scale cases to reduce the pretreatment severity, improve enzymatic hydrolysis, reduce the enzyme dose, and provide additional benefits like biomass homogeneity and decreased particle size with increased surface area. These all have the potential to provide notable cost and operational benefits for a biorefinery.
Industrial Pulp and Paper Refiner Processing Variables
This mechanical refining technology is well known in the pulp and paper production industry and can be applied before or after pulping to mechanical and chemical pulps. It is important to distinguish between these two types of applications of mechanical operations and their historical uses.
Mechanical size reduction
Many processes are involved in wood handling to prepare biomass for chemical pretreatment, such as debarking to strip the bark from the roundwood and clean the logs, chipping to reduce the roundwood into wood chips, and chip screening to separate out the oversize and fine wood pieces that can be reprocessed to create a chip with suitable thickness for optimized chemical impregnation properties (Smook 2016). Oversized chips can be pulverized using a hammermill or wood crushers to further reduce the particle size and increase the surface area. These unit operations are important upstream pre-processing operations for process control in a pulp mill and in a biorefinery, but are not considered alone as mechanical pretreatment options in this study.
Mechanical pulping
Traditional mechanical pulping is performed on raw uncooked whole log biomass or biomass chips and utilizes high mechanical energy input to achieve individual fiber separation. Stone ground wood pulping (SGW), in which wood is pushed against a coarse stone to physically separate fibers, was one of the first inventions that combined with the Fourdrinier paper machine allowed the use of woody biomass for pulp and paper production. Pressurized ground wood (PGW), like SGW, can operate at even higher temperatures and pressures utilizing hydraulically loaded pockets. Refiner mechanical pulping (RMP) feeds biomass between rotating discs to break chips into individual fibers. When the mechanical pulping is combined with temperature and chemical impregnation it is called thermomechanical pulping (TMP) and chemical thermomechanical pulping (CTMP), respectively.
Mechanical refining
Conversely to mechanical pulping, fiber separation can also be achieved with chemical pulping (sometimes called pretreatment within the biorefinery process) using heat and chemicals to selectively solubilize lignin which binds lignocellulosic fibers together. Traditional chemical pulping in the pulp and paper industry is followed by three phases of mechanical refining;
1) blowline or hot stock refining – breaks apart cooked chips into fiber bundles,
2) deshive refining – further separates fiber bundles into fibers, and
3) stock preparation or paper machine refining – has been optimized for fiber development.
The mechanical refining during stock preparation is designed to balance the refining mechanisms of a) external fibrillation, b) internal delamination or swelling, and c) fiber cutting or shortening. Goals of refining are typically to increase fiber flexibility and fiber bonding surface areas to improve the strength and optical properties of the final paper product, while minimizing energy consumption and reducing fines production to avoid drainage issues on the paper machine. These characteristic goals of mechanical refiner operation and plate design for a pulp and paper mill contradict those desired in a biorefinery. This difference in technological design reveals a major gap and an opportunity to improve mechanical refining operation and design for biorefinery specific applications.
Some mechanical refining operating variables include refining consistency, temperature, plate design, and refiner speed. It has been shown that changing the refining consistency, from low 1% consistency refining to a medium consistency of 4%, has significant impacts on fiber water retention value (WRV%), refining energy consumption, and refining intensity (Olejnik 2013). Optimization of refiner plate design can reduce energy consumption, increase production rate, and improve pulp quality in a pulp refining process (Musselman and Gringas 2007). Plate design changes in combination with optimized rotational speed can control the fiber residence time in the refiner and impact important fiber properties for strength and smoothness (Kure et al. 2000). The study also demonstrated that high intensity plate designs combined with high rotational speed could provide significant energy savings.
Other research in the pulp and paper industry has investigated the impacts of enzymatic treatments prior to mechanical refining applications. It has been shown that cellulase-assisted refining of dried eucalyptus pulp can overcome hornification effects, and in some cases increase the binding and strength properties of the paper compared with the never-dried eucalyptus pulp control (García et al. 2002). The research also demonstrated that significant energy savings could be realized by adding cellulase enzymes prior to refining. Enzyme treatments of ~350 g/o.d. metric ton wood have been shown to significantly reduce the refining energy (24% reduction compared to the double impregnation positive control) on alkaline pretreated mechanical pulp without negatively impacting the percent shives content, the bulk density, the opacity, and the tensile strength any more than a second impregnation positive control (Hart et al. 2009). These refining energy reductions were achieved without significant increase in soluble sugar concentrations in the hydrolysate. Another thermomechanical pulping evaluation with pectinase enzyme application when applied prior to mechanical refining realized enhanced fiber quality based on tensile index, tear index, and specific surface area, all with reduced total specific energy consumption (Sabourin and Hart 2010). Other cellulase and beta-glucosidase biotechnology solutions have been shown to increase the drainage rate and degree of fiber hydration when combined with mechanical refining (Gil et al. 2009). These improvements might also impact fiber homogeneity, allowing for better pumpability and process control. Again, all of these biomass performance metrics are not directly applicable to the biorefining industry, as the applications were optimized to reduce fiber degradation.
Benefits of Mechanical Refining in the Biorefinery Concept
Increased hydrolysis efficiency
Previous work on the use of mechanical refining to improve the hydrolysis efficiency of lignocellulosic biomass has shown promise for the technology’s use in the lignocellulosic biorefinery industry. The effectiveness of mechanical refining to improve enzymatic hydrolysis of industrially relevant hardwood sodium carbonate pretreated biomass has been shown (Jones et al. 2014). Its effectiveness suggests the opportunity for the optimization of mechanical refining conditions at the pilot scale to maximize the biomass digestibility.
Mechanical refining can be applied to untreated biomass alone or before pretreatment. This is oftentimes called mechanical pulping, or mechanical size reduction, or grinding, as discussed in the previous section, and this step generally requires higher energy input. When applied after the pretreatment and before enzymatic hydrolysis, the mechanical refining post-treatment step is called wet milling or disk refining, and it can be performed at high or low consistency. This post-treatment mechanical refining technology can provide benefits when used in combination with many different biomass substrates and pretreatment technologies, including; hot-water pretreatment (autohydrolysis), acid pretreatment (dilute sulfuric acid), alkaline pretreatment (AFEX, green liquor, kraft, SPORL), and steam explosion among many others (Zhu and Zhuang 2012).
Steam explosion is a technology that has shown many promising applications for lignocellulosic biomass pretreatment (Jacquet et al. 2015). High pressure steam is used to control the relatively high reaction temperatures (165-205°C), sometimes catalyzed in combination with chemicals (0.5-4.5w/w% SO2, or 0.7-2w/w% H2SO4), that in a relatively short time (1.5-7.5 min) prepares the biomass for fiber separation (Olsen et al. 2012). A rapid depressurization step at the end of the steam explosion pretreatment helps to achieve biomass fiber separation, reduced particle size, and increased surface area. These biomass property changes that impact its accessibility to cellulases are similar to those benefits in fiber characteristics achieved with mechanical refining (Lu et al. 2002). Steam explosion uses high potential energy transfer from pressurized steam, instead of the physical transfer of energy to the biomass with mechanical refining.
It should be noted that steam explosion pretreatment is an interesting alternative to the combination of pretreatment and mechanical refining, but like all other second generation biofuel pretreatment technologies it must be justified techno-economically at industrial scale. Each pretreatment has different operating conditions and energy requirements, along with varying benefits and challenges (i.e. inhibitors, carbohydrate yield, operating cost, process complexity, and capital requirements, etc.). It is expected that when applied in combination, mechanical refining can allow further optimization of the pretreatment operating conditions to extract the maximum benefit from each pretreatment technology. For example, pilot scale pressurized mechanical refining has been combined with continuous steam explosion to provide an overall sugar yield of 88% (Fang et al. 2011).
Woody biomass mechanical refining and size reduction applications have been evaluated without or prior to pretreatment, and these applications require more energy input compared with mechanically refining post-pretreatment of woody biomass (Zhu and Pan 2010). This increased energy input is attributed to not benefiting from the softening that occurs during the chemical impregnation and solubilization of material in woody biomass pretreatment. Therefore, all discussions in the present article are related to mechanical refining as a post-treatment to traditional woody biomass pretreatment.
The use of mechanical refining in a lignocellulosic biorefinery has also been studied for many different biomass and pretreatment types (Park et al. 2016). Sulfur dioxide free steam pretreated hybrid poplar achieved a 32% improvement in hydrolysis efficiency after 30 min of low consistency valley beater refining, comparable to the high severity steam plus sulfur dioxide treatments (Dou et al. 2016). Used in a sodium lignosulfonate biorefinery concept, PFI milling (Papirindustriens Forskningsinstitut, PFI – the Norwegian Paper and Fibre Research Institute), and disk refining were both shown to boost the total sugar yields of modified alkaline pretreated corn stover, from 72% to 79% (Xu et al. 2015). Although increased sulfonation charges improved enzymatic hydrolysis, the refining improvement compared with the unrefined pretreated biomass was constant, relating to a constant pretreatment severity of 11 wt% sodium hydroxide cooked for 40 min at 120 °C. In another study, sugarcane bagasse was autohydrolyzed at different temperatures and pressures (Batalha et al. 2015). All treatments received the same level of lab scale PFI refining (6000 revolutions), with the greatest improvements (from 72% to 84% total sugar recovery) and highest overall sugar recovery occurring at the lowest pretreatment severity investigated (180 °C, 20 min).
Enhanced process optimization
There is a trend that mechanical refining tends to have the greatest improvement at low to medium severity pretreatments, allowing for savings in operating costs from required pretreatment chemicals and hydrolysis enzyme loadings. These savings further provide the opportunity to optimize the mechanical refining conditions at pilot scale for multiple pilot scale pretreatment conditions. The goal for the treatment of lignocellulosic biomass in a biorefinery should be optimized mechanical refining conditions for biomass deconstruction and maximum biomass digestibility, with minimum energy consumption and improved biorefinery operation (reduced viscosity or improved pumpability, based on the inherent shear thinning non-Newtonian behavior of wood pulp fibers).
Biorefineries can realize major benefits of mechanical refining through improved process yield and sugar recovery, or, for the same carbohydrate conversion level, mechanical refining can decrease the necessary enzyme loading, reduce the pretreatment severity, or shorten the required hydrolysis time. All of those benefits create cost savings through reduced operating costs, less yield loss due to sugar degradation and inhibition, or lower tank volume and capital costs, respectively (Jones et al. 2014).
Improved process control
Another benefit of mechanical refining is that it provides a mechanism for consistent process control and homogenization of the biomass. Sometimes there can be variations in the biomass properties of the incoming raw biomass and pretreated material, but the operating consistency throughout the biorefinery may be improved by monitoring certain parameters before and after mechanical refining. In addition to its ability to reach the maximum theoretical conversion with mechanical refining, the technology should be evaluated for its ability to consistently control and monitor the process conditions and biomass properties within the biorefinery. Xu et al. (2014) quantified the changes that occurred during the mechanical refining of alkaline pretreated corn stover, and they identified correlations between these changes and enzymatic hydrolysis conversion. Their work allowed for the prediction of the downstream hydrolysis efficiency and increased effective control of the biorefinery process, based on upstream real time mechanical refining targets.
Why Lab and Pilot Scale Are Different
It is well known in the engineering disciplines that there are considerable scale up implications when evaluating a technology at lab (bench) scale versus pilot (demonstration) scale and full industrial production scale. Once a technology concept has been identified and proven at the lab scale, it is important to extend those research learnings and begin optimization at a larger/pilot scale. At the pilot scale, a technology like mechanical refining can give more realistic representations of how the unit operation will function at production scale, which can significantly minimize the risks associated with technological failure of the full biorefinery concept. The information gathered during pilot plant optimization efforts can facilitate effective full scale implementation by identifying and avoiding potentially costly full scale issues.
This need for the evaluation of mechanical refining at a continuous commercial scale has been identified by other groups as well, using a mechanical refining treatment such as the Szego Mill. This is a continuous high consistency orbital milling device, developed at the University of Toronto, capable of continuous wet or dry grinding of material to reduce particle size with low power consumption (Trass and Gandolfi 1990). This device has been evaluated at the demonstration scale as a mechanical post-treatment refining for low severity pretreated corn stover. It has been shown that after just one pass through the Szego Mill, the 168-h enzymatic hydrolysis increased from approximately 82% to 91% glucose conversion compared with the unrefined control (Chen et al. 2013). After four passes, the glucose conversion increased to over 95% near the theoretical maximum. This successful trial with the compression-type Szego Mill refining was expounded upon and evaluated in a multistage deacetylation pretreated corn stover with high solids Szego milling (Chen et al. 2015b). Combining the Szego Mill compression refining (128 kWh/t disk refiner, 68 kWh/t 10% Szego pass 1, 85 kWh/t 10% Szego pass 2; 281 kWh/t total refining energy) with a disk refiner achieved a glucose conversion of 90% from 69%, compared with the unrefined deacetyled corn stover control.
These results bring important and encouraging findings to design and the feasibility of mechanical refining applications at the pilot scale. They display the application of low severity pretreatment followed by mechanical refining to achieve near maximum theoretical carbohydrate conversions. This technology, however, has not yet been optimized at the pilot scale or evaluated for other types of pretreatment or refining technologies. It should be noted that a multiple tube vibration mill woody biomass pulverizer required 1200 to 2600 kWh/t at the lab scale, with an estimated minimum 280 kWh/t requirement for large-scale pulverization performance (Kobayashi and Itaya 2015). This necessity demonstrates the energy savings that can be realized at pilot and commercial scale, but reiterates the large energy demand when mechanical refining is applied prior to biomass pretreatment.
Motivation and Objectives
In this work, many biomass properties of high kappa (lignin content) chemical pulp were monitored as metrics for explaining the improvement due to refining on enzymatic hydrolysis. The effects of pilot scale mechanical refining temperature, plate gap width, and biomass consistency were evaluated for their effectiveness for optimizing engineered biomass deconstruction and subsequent enzymatic hydrolysis digestibility. Changing the operating parameters allowed for varying the mechanical refining intensity. The impact of these operation variables on mechanical refining energy and biorefinery costs were also explored. In addition to the implications of the primary optimization parameters, pilot plant scale work can provide additional value by illuminating process control issues, by experiencing process variations, and by forcing reliable standard operation procedures and practices. These learnings are critical for the realization of mechanical refining in full scale biorefinery applications. The objective of this study was to optimize the pilot scale mechanical refining conditions and attempt to achieve the theoretical maximum in enzymatic hydrolysis of industrially produced hardwood sodium carbonate (HWSC) pretreated biomass.
EXPERIMENTAL
Materials
The unrefined HWSC biomass used in this study was the same biomass as described in a previous study (Jones et al. 2014; Table 1).
Table 1. Carbohydrate and Klason Lignin Content of the Raw, Pretreated Unrefined, and Pretreated Biomass Used in This Study
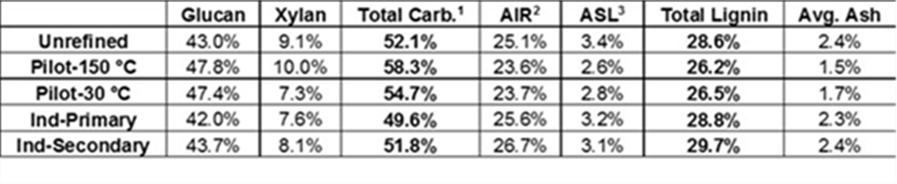
1 Minor wood carbohydrate contents not shown
2Acid Insoluble Residue
3Acid Soluble Lignin
The pretreatment or pulping yield was 84.5% with cooking conditions of 5.5 min at 190 °C. The unrefined HWSC biomass was used in 1-kg oven-dry (OD) batches for each pilot scale refining trial.
Methods
Mechanical Refining
Pilot scale refining was performed using a 12″ Sprout Waldron Thermo-Mechanical Pulping (TMP) unit (Koppers Company, Inc., Model 12-1CP, Muncy, PA). Figure 1 shows the Sprout Waldron D2A-507-type plates that were used for three-zone fine refining in the optimization study. In general, these plates are regarded as low-severity refining plates. The D2A507 refiner plate (Andritz, Muncy, PA) is a 12” diameter, medium intensity plate with coarse interior defiberization zone and fine periphery refining zone. There are 14x8x3=336 bars in the periphery refining zone 1, and 6x8x3=72 bars in the middle refining zone 2 of the refiner plate. The intensity of the plate is approximately 2.11 km/revolution. The refiner motor was a 60 HP and 1775 rpm Reliance Duty Master AC Motor (Cleveland, OH, USA). The agitator, screw feeder, and refiner plate speeds were all constant, at 18, 18, and 2950 rpm, respectively. The consistency was manually adjusted with water prior to loading the pulp into the refiner feed vessel. The gap size was controlled by setting the zero gap (touching/clashing the plates together) and then backing off the plates to the desired gap width. The gap width was calibrated by measuring the distance from the rotor plate to housing at 0, then backing off the plate in 100 unit increments (one full turn of plate gap adjustment wheel) and measuring the change in distance from the rotor plate to the housing (average measured 1 unit=0.00108 in). Although there are uncertainties in the accuracy of this gap measurement based on plate wear and changes in plate properties during operation (i.e. plates expanding when heated), this method for adjusting the plate gap width is an acceptable standard for manual pilot refiner operation and allows for valid comparisons in plate gap width as more sophisticated and automated gap sensors and gap width control technologies have been developed (Alahautala et al. 2004; Eriksen and Hammar 2007).
The energy consumption was measured using a Schneider Electric energy meter and power integrator (Power Logic, PM 1200, Rueil-Malmaison, France). The no-load energy for the pilot scale refiner averaged 326 kWh/t, and it was measured by setting the refiner to the operating conditions (plate gap width and dilution water if applicable), then reading the integrated energy over a controlled time. In comparison, the no-load energy for an industrial scale low consistency (normal operation ~5%) refiner is 25.4 kWh/t, based on industrially supplied PI System™ process information data sourced from the time when the pulp samples were collected from Georgia Pacific. Due to the natural instability in the pilot scale refining operation, which can impact the final biomass quality, each experiment was performed for a controlled time of 5 minutes to ensure that the entire batch had passed through the refiner. Because of substrate limitations, each experiment was conducted as an individual replicate for proof of concept purposes, and any conclusions made herein consider this replication limitation.
The temperature was adjusted using direct steam at the desired saturated steam pressure (6 psig and 55 psig, 110 °C and 150 °C, respectively) when needed. The temperature was stabilized for 5 minutes prior to initiating the screw feeder and refiner. The time was recorded from when the screw feeder was started to when the feed vessel was empty, and the energy was integrated over that time and used to calculate the kWh/t for each refiner trial.
This process gave almost 100% yield with respect to the starting material based on experiments performed with agricultural biomass at similar conditions yielding 80 to 95% (Gonzalez et al. 2011); however, the biomass refining yield has not been validated for these trials. It is expected that pilot refining yield losses will occur from fines creation and losses and increased temperatures causing biomass degradation and small carbohydrate solubilization. These yield losses will be further reduced at industrial scale with continuous operation, no washing, or no solid-liquid separation prior to enzymatic hydrolysis.
It was observed that under some conditions there was more pulsing, and this caused challenges for refiner control. This was most common when no feed dilution water was used at higher temperature and higher refining consistency conditions. It is expected that this pulsing effect was caused by the combination of plates heating up over time and causing the metal of the refiner plates to expand. This expansion reduces the effective plate gap width compared to the starting gap and slows the flow of the biomass through the refiner. The pulsing effect is likely caused by biomass build-up at the refiner entry point from the biomass screw feeder reaching a critical pressure to periodically forces biomass through the refiner zone releasing the back pressure from the biomass screw feeder, then repeating the cycle.
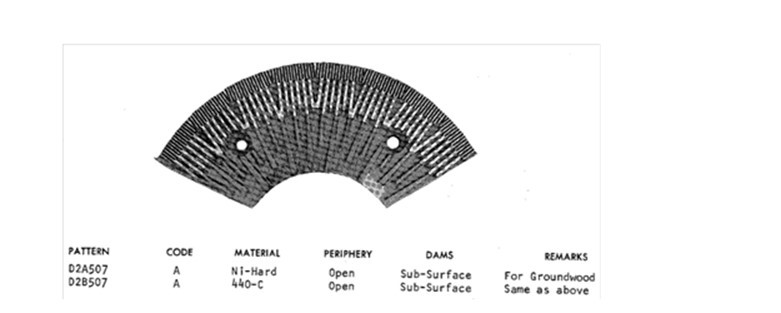
Fig. 1. Detailed diagram of the D2A-507 Ni-hardened plate geometry used during the optimization of mechanical refining for improved lignocellulosic enzymatic hydrolysis
Enzymatic hydrolysis and sugar analysis
Sugar analysis was carried out following a modified National Renewable Energy Laboratory Analytical Procedure, as described by Jones et al. (2013). Enzymatic hydrolysis of the unrefined and refined biomass was performed at 5 FPU/OD g of substrate Novozymes Cellic® CTec2 cellulase enzyme and 1/9 v/v Cellic® HTec2 hemicellulase enzyme (Novozymes NA, Franklinton, NC), as described by Jones et al. (2013). The detected carbohydrates were glucose and xylose, and solutions with mixtures of known sugar concentrations were measured to generate a calibration curve for each sugar. The minor sugar concentrations of galactose, arabinose, and mannose were below the detectable limit and therefore not reported. The biomass digestibility was reported as sugar conversion:
Sugar conversion (%) = total sugar released (g) / carbohydrate content after pretreatment (g) × 100% (1)
Biomass properties and characterization
Water retention value (WRV) is defined as the water absorbed by the substrate relative to the oven-dried mass of the substrate (TAPPI UM 256 2011). For measurement of the WRV, a quantity of approximately 0.30 OD g of sample was placed into a centrifuge filtering tube (Amicon Centriplus, Millipore Corp., Bedford, MA) with a glass frit (25 mm, med porosity borosilicate fritted disc, Chemglass, Vineland, NJ) and centrifuged for 30 min at 0.9 relative centrifugal force (RCF = rw2/g), or the acceleration (radius times the square of the angular velocity) relative to gravity. The basis weight of the final pads was approximately 700 g/m2. The recorded weights of the wet centrifuged sample (m1) and the overnight oven-dried at 105 °C sample (m2) were used to calculate the WRV:
WRV (g/g) = (m1–m2) / m2 (2)
A HiRes Fiber Quality Analyzer (FQA) from OpTest Equipment Inc. (Hawkesbury, ON, Canada) was used to measure fiber length and percent fines (1999). Well-mixed dilute fiber suspensions (~1 mg/L) of the pulp samples were prepared. The fiber length was the true contoured length of the fiber and was reported as the length weighted average (Lw). The fines fraction had a de-emphasized effect on the Lw average. Fines are defined as any particle greater than 0.07 mm (default HiRes FQA detection limit) and less than 0.2 mm in length. The CCD detector camera has a resolution of 7 µm/pixel for width and 14 µm/pixel for length, and fines are reported as a length weighted average of the sum of the number of fine particles counted times the fiber class length, divided by the total fiber length. It is understood that the length is proportional to the weight for a given fiber coarseness (TAPPI T234 cm-02 2002). The fiber quality results are reported as follows:
 (3)
(3)
 (4)
(4)
Refining energy calculations
The amount of energy input during mechanical refining is an important factor in economic viability, as well as a main parameter to estimate the amount of work done on the fibers. The energy transferred to the pulp is considered as “specific energy,” and it does not include the energy required to run the refiner. The net specific energy input, NSE, can be calculated by the following equation,
 (5)
(5)
where the mass of fibers can be calculated by multiplying the consistency of pulp by the volumetric flow rate of pulp into refiner. The applied energy is dependent on two parameters: refining intensity and number of bar impacts. Refining intensity is controlled by motor load during the process, and the load is a response variable to the width of the refiner plates gap. The “refining intensity” (I), also known as the “specific edge load” (SEL), can be calculated based on the applied power divided by the product of rotating speed and edge length, which is shown in the following equation,
 (6)
(6)
where the “Bar Edge Length” (BEL), sometimes referred to as the “Cutting Edge Length” (CEL), is a property of the specific plate design expressed in units [km/rev] and is the total length of bar edges the fibers will experience in one revolution. The revolutions per minute (rpm) is simply the refiner speed controlled by the motor. Additionally, a parameter independent of energy for refining can indicate the number of impacts (N) or deformations per unit mass, and can be calculated by the following equation:
 (7)
(7)
The refining energy (NSE) is related to the product of refining intensity (I) and the number of impacts (N):
![]() (8)
(8)

Fig. 2. NCSU pilot scale refining apparatus; the unrefined biomass was fed via the screw feeder into the refining zone, and the refined biomass was collected in the bottom vessel.
Plate design, consistency of pulp, and rotational speed of the motor are also process variables that affect the applied energy on the pulp. The number of bar impacts during refining is closely related to the flow rate of the pulp through the refiner, as previously mentioned. Again, plate design and rotational speed are also process variables affecting the number of bar impacts on the pulp. For the pilot scale refining system in this study, the plate design was the same for all experiments (D2A-507, 2.11 km/rev).
The unrefined biomass was loaded into a hopper for mixing above the screw feeder, fed through the center of the stationary plate (stator) into the refining zone, and dropped down via gravity and centrifugal force into the collection vessel (Fig. 2). The refining action was controlled by the gap distance of the rotating plate (rotor) from the stator.
Refining intensity can also be considered based on the normal force exerted on the biomass by the refiner, but differences in rheological behavior of pulp slurries at low and high consistency make it challenging to characterize the refining action (Kerekes 2011). During low consistency refining the refining operation is more continuous, and there is a much higher probability of fiber-to-bar impacts. This makes SEL a good estimate for refining intensity based on energy per mass per impact, and it can be even more accurately described with the C-factor derived from refining zone geometries (Kerekes 1990). This relationship becomes more complicated as the refining consistency increases, and in addition to fiber-to-bar interactions there, more fiber-to-fiber interactions are probable, which cause different fiber forces such as compression, bending, surface shear, and tension. High consistency refining theory must take into account the compressibility and coefficient of friction (viscosity) of heterogeneous pulp suspensions.
Simplifying the complex relationship of the refining action based on the force exerted on the biomass – with constant plate geometry and unrefined fiber characteristics – shows the normal force on fibers (fn) is related to the biomass consistency (Cs), the biomass coefficient of friction (µE), refining plate gap width (T), and refining intensity (SEL) by (Kerekes and Senger 2006):
 (9)
(9)
RESULTS AND DISCUSSION
Effect of Refining Temperature on the Efficiency of Enzymatic Hydrolysis
Hardwood sodium carbonate pulp was refined using a 12-in pilot scale refiner at a constant gap (0.050 mm) and consistency (30% initial consistency with 4 L/min dilution, 4.3% final refining consistency) to understand how the pre-steaming temperature affected the refining improvement for enzymatic hydrolysis. All cases of pilot scale refining at different temperatures improved the total sugar conversion compared with the unrefined control (Fig. 3). The average total sugar conversion improvement (21.6%) was similar to the improvement shown by industrial scale refining. The overall biomass digestibility, however, slightly decreased with increasing temperature. This indicated that lignin redistribution above the lignin glass transition temperature (Tg) reduced the enzymatic hydrolysis efficiency. The decrease in enzymatic hydrolysis was most pronounced at the highest temperature of 150 °C. It was hypothesized that the reduction in enzymatic hydrolysis efficiency between 110 and 150 °C was caused by the fluidization and redistribution of lignin throughout the biomass matrix. It was expected that this dynamic change in the state of the biomass during mechanical refining would alter the pores created during refining, inhibit the enzyme accessibility, and lower the enzymatic hydrolysis (Yu et al. 2014).
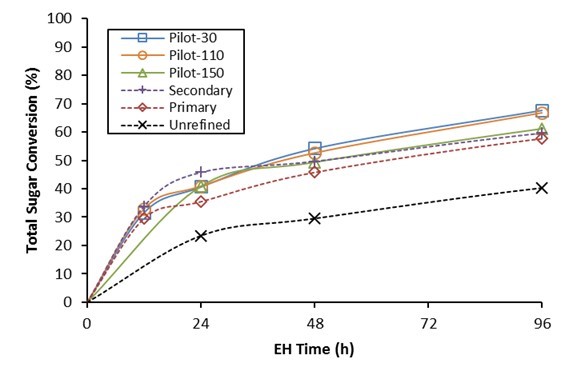
Fig. 3. Effect of pilot refining temperature on HWSC digestibility, comparing “unrefined” (not refined, no temperature control), “pilot-temp”, and industrial scale “primary” and “secondary” refining (unknown refining temperature). Increasing temperature from ambient (30 °C) to 110 °C and to 150 °C showed a decrease in total sugar conversion, which was most pronounced at 150 °C.
This phenomenon was supported by the observation of a glass transition of isolated and dried steam pretreated hardwood lignin between 113 and 139 °C (Lora and Glasser 2002). Lignocellulosic material in the water saturated conditions will exhibit glass transition temperature depression, due to water acting as a plasticizer within the polymer matrix (Salmén 1984). Dynamic mechanical analysis of wild type and transgenic aspen indicates that the thermal softening of in situ lignin (Tg=84 °C) is significantly impacted by reducing the total lignin content (Tg=72 °C) and changing the lignin structure by increasing the S/G ratio (Tg=80 °C), which both change after pretreatment (Horvath et al. 2011). It has also been reported that, based on the Williams-Landry-Ferry (WLF) time correspondence equation of laboratory derived measurements, the glass transition for in situ Pinus radiata softwood lignin occurs between 100 and 170 °C with the optimal temperature range for thermomechanical pulping from 130 to 135 °C, based on a deformation frequency of 103.5 to 104.5 Hz (Irvine 1985). Light microscope images further supported this hypothesis, as deposits of what appeared to be lignin within the lumen were observed in the 150 °C refined biomass, and were not seen in any of the unrefined, or ambient refined samples (Fig. 4).
To further understand this effect, the surface lignin content of the lignocellulosic biomass was evaluated using a method adapted by Gray et al. (2010) and Chen et al. (2015a). X-ray photoelectron spectroscopy (XPS) measurement of carbon and oxygen signals of handsheets made from the unrefined and refined biomass (Table 2) indicated that there was a slight decrease in the calculated surface lignin in the 150 °C refined biomass compared with the ambient temperature refining and the unrefined control. This again agreed with the statement that operating a mechanical refiner above the glass transition temperature of lignin allows the network biopolymer to become flowable and move within the biomass structure.
This observation might be convoluted by other wood extractive compounds deposited on the fiber surface, and should be confirmed by removing any non-lignin extractives, which can contribute to high surface oxygen/carbon (O/C) ratios, with an acetone wash or benzene:ethanol extraction (Saputra et al. 2004). Although this might be a desired effect when removing lignin from the lignocellulosic biomass during pretreatment, it allows for lignin to redistribute and block potential substrate hydrolysis sites when limited wash water is available to facilitate lignin dissolution.
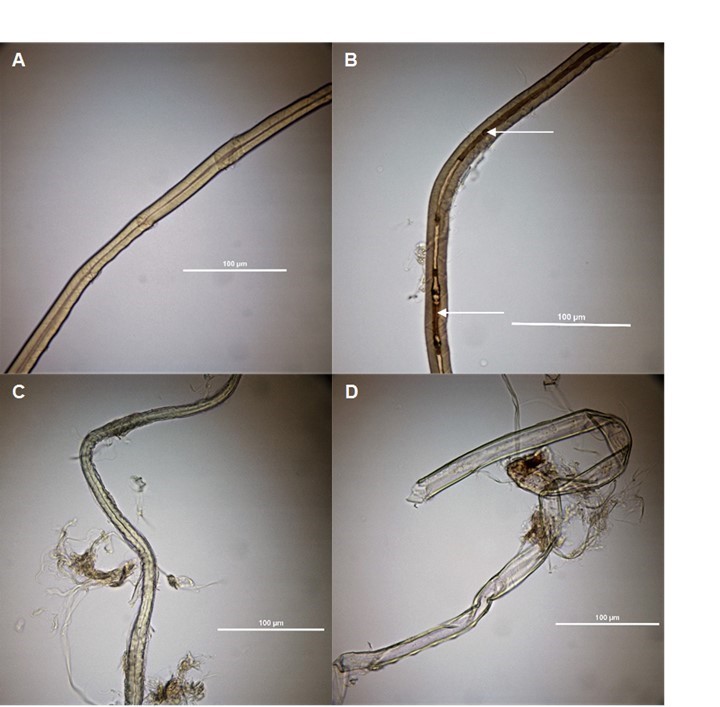
Fig. 4. Light microscope images of a) unrefined, and b) 5% cons, 0.05-mm gap, 150 °C, c) 20% cons, 0.03-mm gap, 30 °C, and d) 20% cons, 0.03-mm gap, 30 °C mechanically refined sodium carbonate pretreated biomass. The arrows in Fig. 4b reveal material deposits (presumably lignin) in the 150 °C sample that were not seen in any other condition. It is expected that this redistribution of lignin changed the enzyme accessibility and explained the reduction in 150 °C refined biomass digestibility compared with the other refined conditions.
Table 2. Surface Lignin Content of Hardwood Sodium Carbonate Samples Measured by XPS
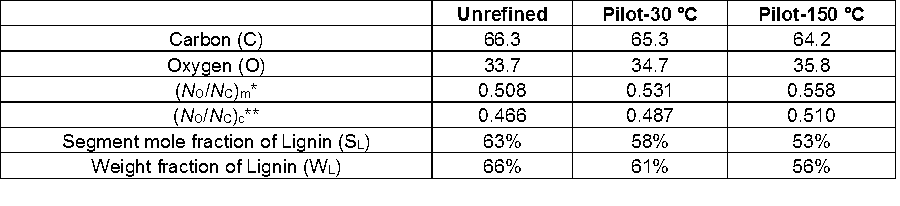
*(NO/NC)m: measured mole ratio of oxygen and carbon
**(NO/NC)c: corrected mole ratio of oxygen and carbon
Other reasonable explanations for the decrease in enzymatic hydrolysis with increasing mechanical refining operating temperature include: inhibitor formation from lignin and carbohydrate decomposition; changes induced by direct-steaming of the biomass to control the refining temperature (contaminants in the steam/condensate, variations in refiner operation under pressure to control the steam temperature); or, at higher temperatures, the biomass exhibited a lower relative viscosity resulting in less work successfully applied to the fibers during refining. It is, however, believed that the decrease was primarily explained by the softening and relocation of lignin deposits throughout the biomass matrix. Because the ambient refining temperature showed the best improvement compared with increased refining temperatures, all other pilot scale refining optimization experiments were performed at ambient temperature without pre-steaming.
Pilot Scale Refining and the Effects of Changing the Plate Gap Width
The unrefined HWSC biomass was refined with the 12″ pilot scale disc refiner at ambient conditions and 5% refining consistency (starting consistency 30% with 4 L/min dilution rate in 1-kg batches, 4.3% final refining consistency after dilution). As the refining plate gap width decreased, the refining severity increased and the resulting improvements, in enzymatic hydrolysis, compared with the unrefined enzymatic hydrolysis increased (Fig. 5). The greatest increase in digestibility, compared with the unrefined biomass and the other refining conditions, was seen at the smallest set plate gap with of 0.03 mm. There was a noticeable difference between 0.03 and 0.13 mm plate gap width refining conditions.
It should be noted that the average fiber width (0.020 mm) was at the lower end of this range, and decreasing the plate gap width towards the limit of the fiber width maximized the number of fiber-bar interactions. It was this concept of increased interactions between the fiber and the refiner plate that explained why the refining improvement was observed at the smallest refiner plate gap width. In general, more fiber-bar interactions were associated with the refining mechanism of fiber cutting or shearing and the internal delamination of the secondary cell wall structures within the fiber. This mechanism can be explained as a rapid compression/decompression mode where the fiber was repeatedly trapped between two bars (compression) and released into the grooves (decompression).
Although only one plate design was used for the pilot refining experiments, changes in plate design could alter the fiber-bar interactions and change the refining intensity. Wider bars and grooves created a more turbulent atmosphere in the refining zone. Surface and sub-surface refiner plate dams between the refiner bars increased the biomass hold up and allowed for more fiber-bar interactions as the fibers passed through the refining zone.
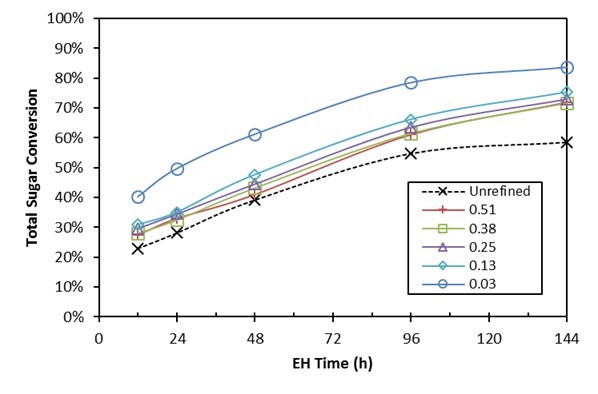
Fig. 5. Effect of refining gap size on the HWSC digestibility; legend indicates refining plate gap width in mm
Various biomass properties were plotted versus their respective refining plate gap width (Fig. 6).
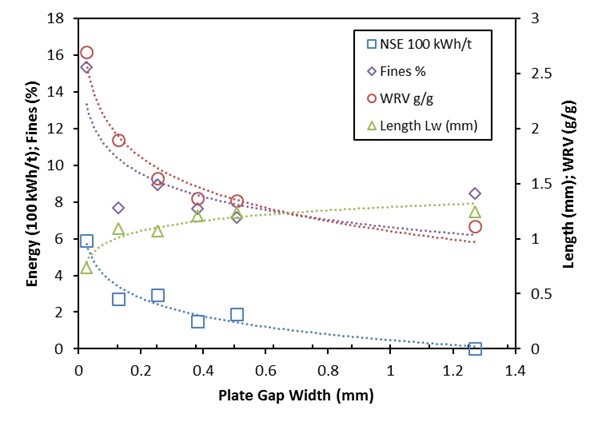
Fig. 6. Changes in refining metrics of HWSC biomass with respect to plate gap width. Unrefined biomass properties are plotted at 1.27 mm, which was the average length of the biomass and the gap width (in theory) at which no further significant refining action would occur.
The unrefined biomass was arbitrarily plotted at 1.27 mm plate gap width, which was the average unrefined HWSC biomass fiber length, for comparison with the refined HWSC biomass conditions. As the refining plate gap width decreased, there were increasing signs of refining action; the refining energy input increased, the fiber fines percentage increased, the length weighted average fiber length (Lw) decreased, and the WRV increased. These are all metrics that can be used to measure the changes in biomass properties before and after refining. It is expected that these changes will correlate with the improvement in enzymatic hydrolysis with mechanical refining.
Pilot Scale Mechanical Refining and the Effects of Changing the Refining Consistency
Increasing the refining consistency was shown to increase the refining energy for the same refiner plate gap width (Fig. 7). The trend continued for all refining consistencies; as the plate gap width narrowed, the refining energy increased. By increasing the mechanical refining consistency, the effective fiber-fiber interactions were increased for each plate gap width. It is thought that this type of refining action contributed to the external fibrillation, or “rubbing” of the primary cell wall of the fiber.
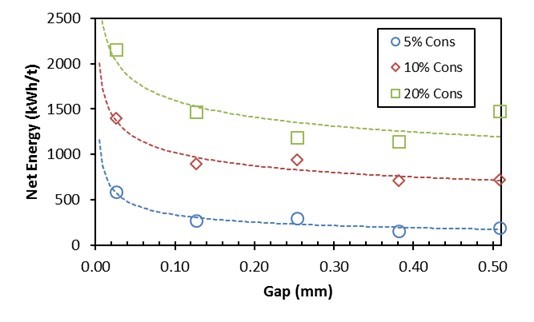
Fig. 7. Changes in pilot mechanical refining net specific energy (NSE) and refining consistency (5%, 10%, and 20%) and refiner plate gap width changes for HWSC refined biomass. Power trendlines are fitted to the data to more clearly illustrate the differences in the net specific energy input as the refining consistency and plate gap width changes.
There are important issues that should be considered when discussing the scale up implications of the low consistency refining process (3 to 5%) and the high consistency refining process (over 20%). Although both types of mechanical refining were compared as a post-treatment to chemical pulping in this study, there is not one industrial mechanical refiner that can run optimally at low and high consistency. When discussing the differences between low and high consistency refining, the compressibility of high consistency pulp suspensions should be considered. Compared to low consistency refining where the refining zone is continuously full of pulp due to its ease in pumpability, high consistency refining and the high consistency biomass heterogeneity generate non-uniform refining intensities (kJ/kg/impact) and variable distributions of fiber and forces on high consistency refiner bars (Kerekes 2015). Despite good correlations in the experiments with different refining consistencies, and similarities in low and high consistency refining operation, the heterogeneity and variation in pulp behavior at different consistencies can convolute the results, making it difficult to interpret the impact of specific refining mechanisms on biomass digestibility.
Correlations of Biomass Digestibility with Changes in Mechanical Refining Conditions and Biomass Properties
There was a positive correlation between 48-h total sugar conversion and pilot refining net energy input (Fig. 8). It should be noted that there was a slight decrease in total sugar conversion with increased refining after 1500 kWh/ton pilot refining net energy input (the most severe mechanical refining condition). It was expected that this over-refining phenomenon, observed during these refining experiments and others (Chen et al. 2013; Jones et al. 2014), can be explained by a collapsed pore structure that reduced the relative biomass accessibility to enzyme proteins. It was difficult to adequately determine with limited data if the industrial refining improvement also followed the same trend as the pilot scale refining conditions. Therefore, the over-refining outlier and the industrial refining conditions were not included in the calculated trend of 48-h total sugar conversion versus net refining energy.
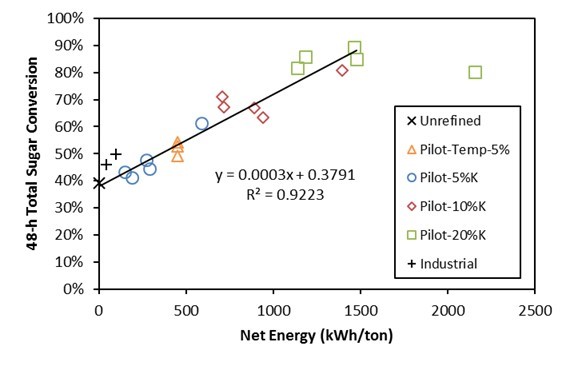
Fig. 8. Hardwood sodium carbonate biomass digestibility showed a positive correlation for samples with different consistency, and gaps existed versus net mechanical refining energy input (NSE; kWh/t). Linear trendline excluded the over-refining condition (20% cons, 0.03 mm gap). Unrefined: control; Pilot-Temp-5%: included ambient, 110 °C, and 150 °C refined conditions; Pilot: denoted % cons and different conditions described previously; Industrial: comparison from Jones et al. (2014), 5% cons.
Water retention value correlated positively with total sugar conversion improvement for all 5% consistency refining conditions (Fig. 9). Pilot disc refining at 10% consistency showed a greater positive response to the increased WRV at 48 h total sugar conversion, which was indicated by steeper slopes compared with the 5% industrial, pilot, and lab scale refining conditions. Again, an over-refining effect was observed, for the most severe pilot refining at 20% consistency condition. Increase in WRV from increased refining intensity at extreme refining conditions actually showed a slight negative trend with respect to 48-h enzymatic hydrolysis, although all refining conditions performed much better than the unrefined control. It was a general trend that as fiber length decreased and refining action increased, the 48-h total sugar conversion increased (see Appendix). This trend was also seen with percent fines in that as the fines content increased with increasing refining action, the 48-h total sugar conversion increased (see Appendix).
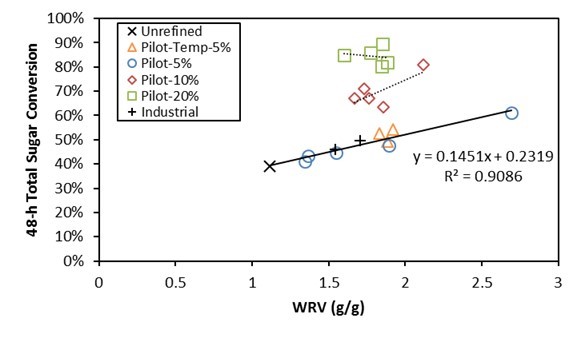
Fig. 9. The 48-h total sugar conversion plotted against the WRV; linear trendlines are grouped by different refining consistencies to visualize the differences in how the sugar conversion changed as the relative WRV increased.
The 48-h enzymatic hydrolysis sugar conversion showed relatively good correlations with most of the measured biomass property changes, but correlation does not always prove causation. The methods discussed within for measuring changes in biomass properties with refining can be used as effective tools to indicate that refining action occurred. These changes in biomass properties, however, cannot fully explain the observed improvement in enzymatic hydrolysis by mechanical refining. Additionally, when an optimum refining condition has been established for a specific biomass type and pretreatment condition, these properties (energy input, length, fines, WRV) are all suitable metrics for monitoring and maintaining the optimum desired refining action. More research is necessary to fully understand the improvement of enzymatic hydrolysis with mechanical refining. It is expected that measurements of biomass accessibility to enzymes will strongly correlate to enzymatic hydrolysis kinetics; such measurement will bring a deeper insight into enzymatic hydrolysis and fundamentally explain the mechanical refining mechanisms.
The intensity (or specific edge load) of mechanical refining also showed a positive trend with respect to the improvement of total carbohydrate conversion (Fig. 10). A maximum in sugar conversion with increasing refining intensity indicated that there may have been diminishing technical returns at the most extreme case of over-refining (Jones et al. 2013), but the majority of cases within the studied operating range showed that the more refining energy input into the biomass and the more intense conditions of refining, the better the efficiency of carbohydrate conversion. It was, however, expected that a financial tradeoff occurs between refining energy demand and total carbohydrate conversion. This tradeoff should be considered when optimizing mechanical refining conditions for other systems with different biomass types and pretreatments.
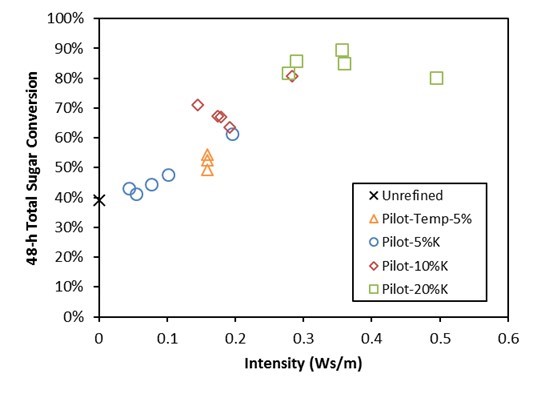
Fig. 10. Total sugar conversion (48-h) in relation to the mechanical refining intensity (SEL)
It should also be noted that the magnitude of the pilot scale refining energy was much higher than would ever be considered economically attractive. The reported values provide a technical comparison of energy for the different conditions. Assuming a crude energy cost of $0.10/kWh, the operational cost of operating a mechanical refiner ranged from $4.16/t (Ind-Primary) to $146.40/t (Pilot-30 °C-20%K-0.25 mm). At a conversion of 77 gal per ton, this translated to a cost of $0.05/gal and $1.90/gal, respectively. It is understood that the pilot refiner is not as efficient as an industrial refiner, and as such the magnitude of the pilot scale refining energy would not be considered practical. It is expected that an optimized large-scale disc refiner could achieve similar results with much lower energy inputs due to economies of scale-type considerations (larger refining zone, more refining time per pass or rotation, reduced bearings friction, better engineering for more efficient energy transfer or less energy loss, etc.). Compared to the total pretreatment energy consumption for select representative conditions of aqueous pretreatments with and without disk milling (433 to 1183 kWh/t), steam explosion (550 kWh/t), organosolv (348 to 448 kWh/t), and SPORL with size reduction (418 to 518 kWh/t); it is reasonable to consider that mechanical refining energy (67 to 121 kWh/t industrial; or 517 to 2484 kWh/t pilot total energy) can be added to or supplemented from the total energy consumption of these pretreatments in an industrial setting to achieve higher overall pretreatment energy efficiencies (Zhu and Pan 2010).
It was also observed that conditions with higher consistency and lower plate gap widths produced steam, with the most severe conditions producing the most steam. In a consolidated biorefinery concept this steam could be captured and used to offset process steam and reduce the net energy required to operate the refiner. This phenomenon was not included in the economic analysis, but would only increase the benefit of using mechanical refining in a lignocellulosic biorefinery.
This work illuminates the great potential for optimizing mechanical refining operating conditions and process and plate designs for use in biorefinery applications. Further work is necessary to fully understand the enzymatic hydrolysis improvement with mechanical refining mechanism for other biomass types and multiple pretreatment severities. Future work should target refiner plate design that will achieve a higher SEL (intensity) with lower energy input or more efficient energy transfer to the biomass. This would allow for higher carbohydrate conversion efficiencies to be achieved with lower energy demand. It is interesting that the best refining conditions for the biorefinery concept may be similar to those for corrugated boxboard medium fiber (Gustafsson et al. 2003). It can be explained that the same operation conditions required to generate a bulky but pliable fiber for corrugated medium sheet in a medium mill have similar goals to treat a lignocellulosic fiber for optimum hydrolysis and use in a biorefinery.
Although it was found that low temperature refining was better for low consistency refining, it is expected that higher temperature refining might be more effective for higher consistency refining and might allow for improved refiner flow biomass separation. Further work is necessary to fully understand the impacts of combined high temperature and high consistency refining. Table S1 details the refining conditions and their respective biomass properties and hydrolysis efficiencies. The no-load energy for the pilot scale refiner was calculated to be between 250 and 500 kWh/t, with an average measured value of 326 kWh/t.
CONCLUSIONS
- The best condition for pilot scale mechanical refining for optimized hardwood sodium carbonate (HWSC) biomass digestibility was 20% refining consistency, at 30 °C with a plate gap width of 0.127 mm. This condition achieved a total carbohydrate conversion of 89.5% after 48 h, compared with the 39.2% of the unrefined control.
- In general, increased refining severity was achieved by decreasing the plate gap width and increasing the refining consistency. The severity was expected to increase by utilizing higher intensity refiner plates. These changes in refining were monitored with increased energy input, WRV, fines content, and decreased fiber length.
- Changes in WRV, fines (%), and fiber length indicated that refining occurred and gave a general trend of the improvement in biomass digestibility, but none completely explained the enzymatic hydrolysis improvement with mechanical refining.
- At industrially relevant 48 h and 96 h enzymatic hydrolysis times, increasing the refining temperature to 110 °C and 150 °C decreased the refining improvement relative to ambient refining. In this study, higher temperature refining was less favorable, likely due to lignin redistribution throughout the biomass matrix.
- Refining improved enzymatic hydrolysis conversion up to a maximum point, after which increased refining severity showed lower enzymatic hydrolysis conversions. Hardwood sodium carbonate biomass digestibility showed a positive linear correlation for samples with different consistency and gaps existed versus net mechanical refining energy input (NSE; kWh/t) up to the maximum point.
ACKNOWLEDGMENTS
The authors are grateful for the support of the United States Department of Agriculture as a part of the National Needs Foundation for providing the funding for this research (Grant number 2010-38420-21828), to Georgia Pacific for providing the biomass, and to Novozymes for providing the enzymes.
REFERENCES CITED
Alahautala, T., Lassila, E., Hernberg, R., Härkönen, E., and Vuorio, P. (2004). “Optical measurement of pulp quantity in a rotating disc refiner,” Measurement Science and Technology 15(11), 2256. DOI: 10.1088/0957-0233/15/11/011
Batalha, L. A. R., Han, Q., Jameel, H., Chang, H., Colodette, J. L., and Gomes, F. J. B. (2015). “Production of fermentable sugars from sugarcane bagasse by enzymatic hydrolysis after autohydrolysis and mechanical refining,” Bioresource Technology 180, 97-105. DOI: 10.1016/j.biortech.2014.12.060
Chen, H., Han, Q., Venditti, R. A., and Jameel, H. (2015a). “Enzymatic hydrolysis of pretreated newspaper having high lignin content for bioethanol production,” BioResources 10(3), 4077-4098. DOI: 10.15376/biores.10.3.4077-4098
Chen, X., Kuhn, E., Wang, W., Park, S., Flanegan, K., Trass, O., Tenlep, L., Tao, L., and Tucker, M. (2013). “Comparison of different mechanical refining technologies on the enzymatic digestibility of low severity acid pretreated corn stover,” Bioresource Technology 147, 401-408. DOI: 10.1016/j.biortech.2013.07.109
Chen, X., Wang, W., Ciesielski, P., Trass, O., Park, S., Tao, L., and Tucker, M. P. (2015b). “Improving sugar yields and reducing enzyme loadings in the deacetylation and mechanical refining (DMR) process through multistage disk and Szego refining and corresponding techno-economic analysis,” ACS Sustainable Chemistry & Engineering 4(1), 324-333. DOI: 10.1021/acssuschemeng.5b01242
Cherubini, F. (2010). “The biorefinery concept: Using biomass instead of oil for producing energy and chemicals,” Energy Conversion and Management 51(7), 1412-1421. DOI: 10.1016/j.enconman.2010.01.015
Dou, C., Ewanick, S., Bura, R., and Gustafson, R. (2016). “Post-treatment mechanical refining as a method to improve overall sugar recovery of steam pretreated hybrid poplar,” Bioresource Technology 207, 157-165. DOI: 10.1016/j.biortech.2016.01.076
Eriksen, O., and Hammar, L. (2007). “Refining mechanisms and development of TMP properties in a low-consistency refiner,” Proceedings of International Mechanical Pulping Conference, Minneapolis, MN, United States.
Fang, H., Deng, J., and Zhang, X. (2011). “Continuous steam explosion of wheat straw by high pressure mechanical refining system to produce sugars for bioconversion,” BioResources 6(4), 4468-4480. DOI: 10.15376/biores.6.4.4468-4480
García, O., Torres, A. L., Colom, J. F., Pastor, F. I. J., Díaz, P., and Vidal, T. (2002). “Effect of cellulase-assisted refining on the properties of dried and never-dried eucalyptus pulp,” Cellulose 9(2), 115-125. DOI: 10.1023/A:1020191622764
Gil, N., Gil, C., Amaral, M. E., Costa, A. P., and Duarte, A. P. (2009). “Use of enzymes to improve the refining of a bleached Eucalyptus globulus kraft pulp,” Biochemical Engineering Journal 46(2), 89-95. DOI: 10.1016/j.bej.2009.04.011
Gonzalez, R. W., Jameel, H., Chang, H-M., Treasure, T., Pirraglia, A., and Saloni, D. (2011). “Thermo-mechanical pulping as a pretreatment for agricultural biomass for biochemical conversion.” BioResources 6(2), 1599-1614. DOI: 10.15376/biores.6.2.1599-1614
Gray, D. G., Weller, M., Ulkem, N., and Lejeune, A. (2010). “Composition of lignocellulosic surfaces: Comments on the interpretation of XPS spectra,” Cellulose 17(1), 117-124. DOI: 10.1007/s10570-009-9359-0
Gustafsson, J. S., Lehto, J. H., Teinvieri, T., and Peltonen, J. (2003). “Surface characteristics of thermomechanical pulps; the influence of defibration temperature and refining,” Colloids and Surfaces A: Physicochemical and Engineering Aspects 225(1), 95-104. DOI: 10.1016/s0927-7757(03)00320-0
Hart, P. W., Waite, D. M., Thibault, L., Tomashek, J., Rousseau, M. E., Hill, C., and Sabourin, M. J. (2009). “Refining energy reduction and pulp characteristic modification of alkaline peroxide mechanical pulp (APMP) through enzyme application,” TAPPI Journal 5, 19-25.
Horvath, B., Peralta, P., Frazier, C., and Peszlen, I. M. (2011). “Thermal softening of transgenic aspen,” BioResources 6(2), 2125-2134. DOI: 10.15376/biores.6.2.2125-2134
Irvine, G. M. (1985). “The significance of the glass transition of lignin in thermomechanical pulping,” Wood Science and Technology 19(2), 139-149. DOI: 10.1007/BF00353074
Jacquet, N., Maniet, G., Vanderghem, C., Delvigne, F., and Richel, A. (2015). “Application of steam explosion as pretreatment on lignocellulosic material: A review,” Industrial & Engineering Chemistry Research 54(10), 2593-2598. DOI: 10.1021/ie503151g
Jones, B. W., Venditti, R., Park, S., and Jameel, H. (2014). “Comparison of lab, pilot, and industrial scale low consistency mechanical refining for improvements in enzymatic digestibility of pretreated hardwood,” Bioresource Technology 167, 514-520. DOI: 10.1016/j.biortech.2014.06.026
Jones, B. W., Venditti, R., Park, S., Jameel, H., and Koo, B. (2013). “Enhancement in enzymatic hydrolysis by mechanical refining for pretreated hardwood lignocellulosics,” Bioresource Technology 147, 353-360. DOI: 10.1016/j.biortech.2013.08.030
Kerekes, R. J. (1990). “Characterization of pulp refiners by a C-factor,” Nordic Pulp and Paper Research Journal 5(1), 003-008. DOI: 10.3183/NPPRJ-1990-05-01-p003-008
Kerekes, R. J. (2011). “Force-based characterization of refining intensity,” Nordic Pulp and Paper Research Journal 26(1), 14. DOI: 10.3183/NPPRJ-2011-26-01-p014-020
Kerekes, R. J. (2015). “Perspectives on high and low consistency refining in mechanical pulping,” BioResources 10(4), 8795-8811. DOI: 10.15376/biores.10.4.8795-8811
Kerekes, R. J., and Senger, J. (2006). “Characterizing refining action in low-consistency refiners by forces on fibres,” Journal of Pulp and Paper Science 32(1).
Kobayashi, N., and Itaya, Y. (2015). “Estimation of production and energy consumption in woody biomass pulverization using a multiple tube vibration mill,” Journal of Chemical Engineering & Process Technology 6, 251. DOI: 10.4172/2157-7048.1000251
Kure, K. A., Sabourin, M. J., Dahlqvist, G., and Helle, T. (2000). “Adjusting refining intensity by changing refiner plate design and rotational speed—Effects on structural fibre properties,” Journal of Pulp and Paper Science 26(10), 346-352.
Lora, J. H., and Glasser, W. G. (2002). “Recent industrial applications of lignin: A sustainable alternative to nonrenewable materials,” Journal of Polymers and the Environment 10(1), 39-48. DOI: 10.1023/A:1021070006895
Lu, Y., Yang, B., Gregg, D., Saddler, J. N., and Mansfield, S. D. (2002). “Cellulase adsorption and an evaluation of enzyme recycle during hydrolysis of steam-exploded softwood residues,” Appl. Biochem. Biotech. 98-100, 641-654. DOI: 10.1007/978-1-4612-0119-9_52
Musselman, R., and Gingras, L. (2007). “Application of refiner plate technology to improve pulp quality and reduce energy,” Change 13, 30.
Olejnik, K. (2013). “Impact of pulp consistency on refining process conducted under constant intensity determined by SEL and SEC factors,” BioResources 8(3), 3212-3230. DOI: 10.15376/biores.8.3.3212-3230
Olsen, C., Arantes, V., and Saddler, J. (2012). “The use of predictive models to optimize sugar recovery obtained after the steam pretreatment of softwoods,” Biofuels, Bioproducts and Biorefining 6(5), 534-548. DOI: 10.1002/bbb.1347
OpTest Equipment Inc. (1999). Operation Manual. The Fiber Quality Analyzer [Code LDA02], Hawkesbury, ON, Canada.
Park, J., Jones, B., Koo, B., Chen, X., Tucker, M., Yu, J. H., Pschorn, T., Venditti, R., and Park, S. (2016). “Use of mechanical refining to improve the production of low-cost sugars from lignocellulosic biomass,” Bioresource Technology 199, 59-67. DOI: 10.1016/j.biortech.2015.08.059
Sabourin, M. J., and Hart, P. W. (2010). “Enhanced fiber quality of black spruce (Picea mariana) thermomechanical pulp fiber through selective enzyme application,” Industrial & Engineering Chemistry Research 49(12), 5945-5951. DOI: 10.1021/ie100681e
Salmén, L. (1984). “Viscoelastic properties ofin situ lignin under water-saturated conditions.” Journal of Materials Science 19(9), 3090-3096. DOI: 10.1007/BF01026988
Saputra, H., Simonsen, J., and Li, K. (2004). “Effect of extractives on the flexural properties of wood/plastic composites,” Composite Interfaces 11(7), 515-524. DOI: 10.1163/1568554042722964
Smook, G. A. (2016). “Wood and chip handling,” Handbook for Pulp and Paper Technologists, M. J. Kocurek (ed.), 4th Ed, TAPPI Press.
TAPPI T234 cm-02 (2002). “Coarseness of pulp fibers,” TAPPI Press, Atlanta, GA.
TAPPI UM 256 (2011). “Water retention value (WRV),” TAPPI Press, Atlanta, GA.
Trass, O., and Gandolfi, E. A. J. (1990). “Fine grinding of mica in the Szego Mill,” Powder Technology 60(3), 273-279. DOI: 10.1016/0032-5910(90)80127-K
Xu, H., Li, B., Mu, X., Yu, G., Liu, C., Zhang, Y., and Wang, H. (2014). “Quantitative characterization of the impact of pulp refining on enzymatic saccharification of the alkaline pretreated corn stover,” Bioresource Technology 169, 19-26. DOI: 10.1016/j.biortech.2014.06.068
Xu, H., Yu, G., Mu, X., Zhang, C., DeRoussel, P., Liu, C., Li, B., and Wang, H. (2015). “Effect and characterization of sodium lignosulfonate on alkali pretreatment for enhancing enzymatic saccharification of corn stover,” Industrial Crops and Products 76, 638-646. DOI: 10.1016/j.indcrop.2015.07.057
Yu, Z., Gwak, K. S., Treasure, T., Jameel, H., Chang, H., and Park, S. (2014). “Effect of lignin chemistry on the enzymatic hydrolysis of woody biomass,” ChemSusChem 7(7), 1942-1950. DOI: 10.1002/cssc.201400042
Zhao, X., Zhang, L., and Liu, D. (2012). “Biomass recalcitrance. Part I: The chemical compositions and physical structures affecting the enzymatic hydrolysis of lignocellulose,” Biofuels, Bioproducts, and Biorefining 6(4), 465-482. DOI: 10.1002/bbb.1331
Zhu, J., and Pan, X. (2010). “Woody biomass pretreatment for cellulosic ethanol production: Technology and energy consumption evaluation,” Bioresource Technology 101(13), 4992-5002. DOI: 10.1016/j.biortech.2009.11.007
Zhu, J., and Zhuang, X. (2012). “Conceptual net energy output for biofuel production from lignocellulosic biomass through biorefining,” Progress in Energy and Combustion Science 38(4), 583-598. DOI: 10.1016/j.pecs.2012.03.007
Article submitted: January 20, 2016; Peer review completed: September 11, 2016; Revised version received and accepted: April 12, 2017; Published: May 3, 2017.
DOI: 10.15376/biores.12.3.4567-4593
APPENDIX
SUPPLEMENTAL INFORMATION
Fig. S1. HWSC 48-h total sugar conversion versus length weighted fiber length; correlation of 48-h total sugar conversion and fiber length for all refining conditions; R2 = 0.555
Fig. S2. HWSC 48-h total sugar conversion versus length weighted fines percentage; correlation of 48-h total sugar conversion and fines content for all refining conditions; R2 = 0.423
Table S1. Summary of All Refining Conditions Considered when Optimizing the Enzymatic Hydrolysis (EH) Response of the Pilot Scale Refiner
aEnergy reported as Net Specific Energy (NSE); no-load energy measured and averaged to be ~326 and 25 kWh/t for pilot and industrial refiners, respectively
bRefining Intensity reported as the calculated Specific Edge Load (SEL)
cEnergy input interpolated based on similar refining conditions
dGap and temperature not controlled for industrial refiner
eMax energy demand not measured or estimated based on average observed instantaneous energy demand.