
Abstract
Mycelium-based fiberboards were evaluated as potential environmentally friendly substitutes for conventional wood-based composites. The goal of this study was to produce and test fiberboards out of yellow pine and poplar fiber mixtures without using any extra adhesive. Pleurotus ostreatus and Ganoderma lucidum fungi were used. The physical and mechanical characteristics of the fiberboards were tested under the influence of two different types of fungi and two different incubation periods. The key findings indicated that the mycelium-based fiberboards had higher water absorption and thickness swelling percentages compared to control boards produced with adhesives. The fiberboards produced from fibers inoculated with Ganoderma lucidum and incubated for 30 days had higher mechanical properties compared to other test fiberboards. This indicated the possibility of utilizing them in specific applications. Although the mycelium-based fiberboards did not fully meet all the EN 622-5 (2009) standard requirements for dry-condition use, the results highlighted their potential in sustainable material development. This study provided useful insights into the utilization of mycelium for the development of mycelium-based fiberboards.
Download PDF
Full Article
Physical and Mechanical Properties of Mycelium-based Fiberboards
Engin Derya Gezer,* Ezel Uçar, and Esat Gümüşkaya
Mycelium-based fiberboards were evaluated as potential environmentally friendly substitutes for conventional wood-based composites. The goal of this study was to produce and test fiberboards out of yellow pine and poplar fiber mixtures without using any extra adhesive. Pleurotus ostreatus and Ganoderma lucidum fungi were used. The physical and mechanical characteristics of the fiberboards were tested under the influence of two different types of fungi and two different incubation periods. The key findings indicated that the mycelium-based fiberboards had higher water absorption and thickness swelling percentages compared to control boards produced with adhesives. The fiberboards produced from fibers inoculated with Ganoderma lucidum and incubated for 30 days had higher mechanical properties compared to other test fiberboards. This indicated the possibility of utilizing them in specific applications. Although the mycelium-based fiberboards did not fully meet all the EN 622-5 (2009) standard requirements for dry-condition use, the results highlighted their potential in sustainable material development. This study provided useful insights into the utilization of mycelium for the development of mycelium-based fiberboards.
DOI: 10.15376/biores.19.2.3421-3435
Keywords: Mycelium; Fiberboard; Mycelium-based Fiberboard; Physical properties; Mechanical properties
Contact information: Karadeniz Technical University, Faculty of Forestry, Department of Forest Industry Engineering, 61080, Trabzon, Türkiye; *Corresponding author: gezer@ktu.edu.tr
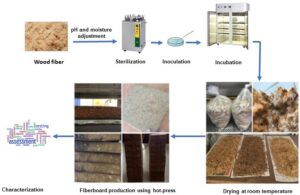
GRAPHICAL ABSTRACT

INTRODUCTION
Mycelium-based composites have emerged as a sustainable and eco-friendly alternative to traditional wood-based composites. Mycelium, the vegetative part of a fungus, has been utilized in the development of composite materials with various lignocellulosic substrates, such as hemp, flax, flax dust, flax long treated fibers, flax long untreated fibres, flax waste, wheat straw dust, wheat straw, hemp fibers, and softwood shavings and straw (Elsacker et al. 2019). These mycelium-based composites exhibit promising mechanical, physical, and chemical properties, including dry density, Young’s modulus, compressive stiffness, thermal conductivity, and water absorption rate (Elsacker et al. 2019). Furthermore, the use of mycelium in composite production aligns with the growing demand for sustainable materials derived from renewable resources (Hoenerloh et al. 2022). The potential of mycelium-based composites to replace conventional wood-based composites is underscored by their comparable properties, as demonstrated in small-scale laboratory investigations (Halvarsson et al. 2010).
In addition to their mechanical properties, mycelium-based composites have shown potential in non-structural applications, such as noise reduction and thermal degradation resistance (Jones et al. 2018; Walter and Gürsoy 2022; Gezer and Kuştaş 2024). The utilization of mycelium in the production of composites also presents environmental benefits, as evidenced by the preference for lignin-based composites over those based on thermosetting resins from a life cycle perspective (Theng et al. 2017). Moreover, mycelium-based products have gained traction in various industries, including architecture, textiles, and footwear, indicating their versatility and potential for widespread adoption (Silverman et al. 2020; Alemu et al. 2022; Rathinamoorthy et al. 2023).
The development of mycelium-based composites aligns with the global shift towards sustainable and circular economy practices, as mycelium-based products can support the transition to a circular economy through establishing bio-based loops (Soh et al. 2021). Furthermore, the integration of mycelium in fiberboard production offers opportunities for the development of new business models within the bioeconomy for clean energy transition (Luksta et al. 2021). The potential of mycelium-based composites to replace petrochemical-based materials within architectural systems and offer biodegradable alternatives further underscores their significance in sustainable design and construction (Attias et al. 2019; Walter and Gürsoy 2022).
Adhesives are commonly used to bond reconstituted lignocellulosic biomass, which is then subjected to heat and pressure for curing. The primary adhesives used in the production of lignocellulosic biocomposites are formaldehyde and isocyanate-based synthetic resins. These adhesives have raised concerns over their impact on the environment and human health. Additionally, they are not commonly derived from bio-based sources (EPA 2017; Mantanis et al. 2018; Solt et al. 2019). There is a widely recognized customer demand for fully bio-based alternatives, as demonstrated by IKEA’s promise to use 40% natural raw materials in all their adhesives by 2025 and 80% by 2030 (Bruck 2017).
Considerable attention has been focused on substituting formaldehyde-based adhesives with adhesives derived from biological sources (Ferdosian et al. 2017; He 2017) or creating lignocellulosic biocomposites without the need for binders (Pintiaux et al. 2015; Hubbe et al. 2017). Further advantages can be obtained if lignocellulosic composites can be manufactured without the use of binders, as opposed to those generated with bio-based adhesives. To enhance adhesion, pretreatments are frequently used on raw materials to “activate” their surfaces. This can be done either through physical means, such as making existing surfaces more accessible, or through chemical means, such as adding extra functional groups to the surface. Traditional methods of activation, including steam explosion, acid, and alkali pretreatment, typically necessitate significant energy consumption and result in environmental degradation. Therefore, biological pretreatments are anticipated to be typically less severe, safer, and more ecologically friendly compared to other alternatives (Shirkavand et al. 2016). Typically, these methods necessitate the “activation” of lignocellulosic raw materials using fungi or enzymes derived from fungi prior to hot pressing. In conclusion, the utilization of mycelium in the production of composites presents a promising avenue for sustainable material development, offering comparable properties to traditional wood-based composites while aligning with the principles of circular economy and environmental sustainability.
Research on mycelium-based composite materials such as packaging materials, insulation boards, and foam-like materials has been widely conducted by various researchers. However, there are limited studies in the literature on mycelium-based fiberboard, with only a few studies available. Wu et al (2011, 2016, and 2020) conducted tests using various lignocellulosic materials, such as corn stalks and wheat stalks, instead of wood fibers. The material referred to as fiberboard by the authors should rather be named mycelium-based composite. Efforts have been undertaken to develop adhesive-free methods for producing fiberboards due to the health issues associated with formaldehyde emissions. Therefore, it is necessary to address the gaps in the literature regarding the manufacturing of mycelium-based fiberboard and develop a method for producing fiberboard without the use of adhesives.
The current study into mycelium-based fiberboards presented a pivotal step towards sustainable material science, with profound implications for various industries seeking eco-friendly alternatives. Specifically, this study elucidated the potential applications of these fiberboards in construction for insulation and structural panels, in furniture manufacturing as a substitute for conventional wood-based products, and in packaging solutions aiming for biodegradability and environmental sustainability. By delving into these application options, the study offered a nuanced understanding of how mycelium-based fiberboards could be integrated into existing markets, underscoring their practical utility alongside environmental benefits.
This study aimed to produce fiberboards by treating wood fibers with two different fungal species for two different incubation durations. The study also aimed to analyze the physical and mechanical properties of the produced mycelium-based fiberboards.
EXPERIMENTAL
Materials
The yellow pine and poplar fibers (50/50% w/w) were obtained from Kastamonu Integrated Wood Industry and Trade Inc., Turkey. Pleurotus ostreatus (Jacq.) P. Kumm. (Mad-542-Sp) (PO) and Ganoderma lucidum (Curtis) P. Karst. (CS-70-11A) (GL) fungi cultures were obtained from Northern Research Station United States Department of Agriculture, Forest Service, Forest Products Laboratory, USA. The urea-formaldehyde adhesive was obtained from Çamsan Wood Industry and Trade Inc., Ordu, Turkey.
The wheat grains were boiled and allowed to cool down. Following its pH adjustment to 7, the wheat grains were placed in jars. The wheat grains in the jars were then sterilized at 121 °C for 20 min in an autoclave. After the sterilized wheat grains were allowed to cool in a sterile environment, the fungal mycelium of PO and GL fungus were grown in malt-agar medium, which was maintained at +4 °C. This was inoculated into wheat grains. The glass bottles were then incubated in the climate cabinet for 7 to 10 days at a temperature of 25 °C and relative humidity of 70% until the fungal mycelium grew and encased the wheat grains.
The moisture percentage and pH of the fibers were adjusted to 70% and 7, respectively. The fibers were placed in polyethylene bags and then sterilized in an autoclave at 121 ℃ for 30 min. They were then allowed to cool in a laminar flow cabinet. The fibers were inoculated with the 10% (w/w) grain inoculum of each fungus used in this study and then placed in the climate cabinet at 25 ºC and 70% relative humidity. Inoculated fibers were then incubated for 15 and 30 days. At the end of each incubation period, the fibers were dried at ambient temperature in the laboratory until the fibers reached the equilibrium moisture content (Fig. 1).

Fig. 1. Incubated fibers and drying at room temperature
Methods
Fiberboard production
A total of 10 g flour and 10 g dextrin were then dissolved in 200 g of distilled water. The prepared flour-dextrin solution was sprayed on incubated fiber using a nozzle. The incubated fibers were mixed with 5% (wt/wt) aqueous flour-dextrin. The mats were formed without adding adhesive and curing agent on steel plates in a single layer and pre-densified manually.
Each mat was pressed with a computer-controlled press at 200 °C for 9 min at 4 MPa pressure. The control fiberboards were produced with 12% urea formaldehyde instead of flour-dextrin solution using the same production method and press conditions. Six boards for each group were produced with dimensions of 40 cm × 40 cm × 1 cm3. The produced fiberboards were kept in a climate chamber until they reached equilibrium moisture content. After the fiberboard panels were climatized at 25 °C and 65% relative humidity, samples were prepared from these panels to determine some physical and mechanical properties. Figure 2 shows the fiberboard mat formation before the hot press, the produced mycelium-based fiberboard, and the test samples prepared from mycelium-based fiberboards.

Fig. 2. Fiberboard mat formation, mycelium-based fiberboard, and test samples
Physical and Mechanical Tests
The fiberboard density was determined using the EN 323 (1999) standard. For this aim, 5 × 5 × 1 cm3 test samples were prepared. The test samples were oven-dried until they reached a constant weight. The density of the test samples was measured by dividing the test sample’s mass (g) by its volume (cm3). Thickness swelling (TS) and water absorption (WA) after 1, 2, 8, 24, 48, and 72 h of immersion in water were measured according to EN 317 (1993).
The modulus of rupture (MOR) and modulus of elasticity (MOE) were characterized according to EN 310 (1993), and the tensile strength perpendicular to the surface was determined according to EN 319 (1993). The mechanical properties were analyzed with a Zwick/Roell Universal Test Machine, a standard laboratory testing machine, and as many as 10 test specimens for each fiberboard type were analyzed for the tests mentioned.
RESULTS AND DISCUSSION
Density
The density of mycelium fiberboards produced in this study was determined, and the results are shown in Fig. 3. The density of the mycelium-based fiberboards ranged from 0.81 to 0.90 g/cm3. Because it is already known that mycelium-based composite strength properties are lower than their alternative materials (i.e., fiberboards, particleboards, etc.) manufactured by the conventional method, at the beginning of the study, the target densities of control and the mycelium-based fiberboards were adjusted higher than medium-density fiberboards. It was observed that the density of the biocomposites (fiberboards) produced using fungal and enzymatic pretreatments studied by other researchers was also around 0.8 g/cm3 (Wu et al. 2016; Wu et al. 2020; Sun et al. 2022). Wu et al. (2016) produced fiberboard using Triarrhena sacchariflora residue and the fungus Trametes versicolor, achieving a density of 0.91 g/cm³ for the fiberboard. Wu et al. (2020) processed poplar wood using both laccase and the fungus Trametes versicolor to manufacture fiberboard, resulting in a fiberboard with a density of 0.92 g/cm³. Sun et al. (2022) comprehensively documented the density values of the biocomposites in their review article and the density of the biocomposites studies by the researchers ranged from 0.39 to 1.04 g/cm³.

Fig. 3. The densities of the fiberboards
Water Absorption and Thickness Swelling
The water absorption and thickness swelling percentages of the control and mycelium-based fiberboards are given in Figs. 4 and 5. The water absorption ability of the control and mycelium-based fiberboards was determined by submerging the test samples in water over a period of 72 h. It was found that the water absorption percentage of the mycelium-based fiberboards was higher than the control. It was found that the water absorption percentage of the mycelium-based fiberboards regardless of fungal species and incubation duration increased over a 24-h period and stabilized thereafter. However, the water absorption percentage of the control fiberboard produced using adhesive increased over a 48-h period and slowly stabilized after that. The highest water absorption percentage was determined for the test samples produced from fibers incubated with GL fungus for 15 days. The lowest water absorption percentage was determined for the mycelium-based fiberboard produced from fibers incubated with GL fungus for 30 days.

Fig. 4. Water absorptions of the fiberboards

Fig. 5. Thickness swelling of the fiberboards
The thickness swelling percentage of the control and mycelium-based fiberboards was determined by submerging the test samples in water over a period of 72 h. The thickness swelling percentage of the mycelium-based fiberboards was higher than the control. It was found that the thickness swelling percentage of the mycelium-based fiberboards regardless of fungal species and incubation duration increased over a 24-h period and stabilized after 48 h. However, the thickness swelling percentage of the control fiberboard produced using adhesive increased over a 48-h period and slowly stabilized after. The highest thickness swelling percentage was determined for the test samples produced from fibers inoculated with GL fungus and incubated for 15 days. The lowest thickness swelling percentage was determined for the mycelium-based fiberboard produced from fibers inoculated with PO fungus and incubated for 30 days.
One of the major disadvantages of mycelium-based composite materials is their high water absorption rates. Mycelium-based composites are known to absorb water and can increase in weight 40% to 580% after being in contact with water for 48 to 192 h, as documented by many researchers (Holt et al. 2012; López Nava et al. 2016; Appels et al. 2019; Elsacker et al. 2019; Sun et al. 2019). The high water affinity of mycelium-based composites is attributed to the presence of cellulosic filler components with numerous accessible hydroxyl groups, as well as the hydrophilic porous mycelium binder and biologically derived filler phases that encourage wicking (Jones et al. 2020). Appels et al. (2019) introduced Trametes multicolor and PO fungi into rapeseed chaff, low-quality cotton fibers, and beech wood sawdust. They made composite materials based on mycelium, with or without applying pressure and found that water absorption values ranged from 43% to 508% after 198 h. The composite material with the lowest water absorption was produced by inoculating beech wood sawdust with Trametes multicolor fungus without pressing. The material with the highest water absorption was produced by inoculating rapeseed straw with Trametes multicolor fungus and using hot pressing.
Sun et al. (2022) comprehensively documented the thickness swelling and water absorption values of the biocomposites in their review article and the WA and TS percentages for a 24-h period of the biocomposites produced from different lignocellulosic materials using either enzyme or fungus ranged from 72 to 158 and from 3.1 to 65, respectively. The water absorption percentages in this study were lower than those reported in the review article on biocomposites, even though they conducted water soaking experiments for a 24-h period. The TS percentages of the fiberboards produced in this study remained within the range of values given in the review article.
The application of hot-pressing removes water and air from the porous mycelial network, reducing the porosity of the material and consequently decreasing the entry of free water into the interiors of mycelium-based composites. However, it was determined that the water absorption rates of mycelium-based fiberboards produced within the scope of this study were lower than those of mycelium-based composites produced without hot-pressing application, yet their thickness increase rates were higher. The reason for this is thought to be that during the hot-press application, the disruption of the main chemical structure of mushroom mycelium, hyphae, and fibers causes a greater amount of water to be bound.
Mechanical Properties of the Fiberboards
Bending strength (MOR), MOE, and tensile strength perpendicular to the surface of the control and mycelium-based fiberboards were characterized, and the results are given in Figs. 6 through 8.

Fig. 6. The bending strength (MOR) of the fiberboards

Fig. 7. The MOE of the fiberboards
It was found that the bending strength of the control fiberboard was higher than mycelium-based fiberboards. The highest MOR value for the mycelium-based fiberboards was obtained from fibers inoculated with GL fungus and incubated for 30 days. The lowest MOR value was obtained produced from fibers inoculated with PO fungus and incubated for 15 days. Although the bending strength of the mycelium-based fiberboards produced from fibers inoculated with GL fungus and incubated for 15 and 30 days was lower than that of the control fiberboard, it was found that there were no substantial differences among the control fiberboard and the mycelium-based fiberboards produced with fibers inoculated with GL fungus and incubated for 15 and 30 days. It was found that the MOE of the control fiberboard was higher than mycelium-based fiberboards. All boards produced in this study had similar MOE values regardless of fungal species and incubation duration. The tensile strength perpendicular to the surface of the fiberboards ranged from 0.40 to 0.53 N/mm2. The highest tensile strength perpendicular to the surface value was obtained from the mycelium-based fiberboards produced from fibers inoculated with GL fungus and incubated for 30 days, while the lowest value was obtained from the boards produced from fibers inoculated with PO fungus and incubated 15 days.

Fig. 8. The tensile strength perpendicular to the surface of the fiberboards
Unbehaun et al. (2000) did a study to develop fiberboard from rape straw without the addition of adhesive utilizing Trametes versicolor fungus. The MOR value and density of the fiberboard they produced were reported as 20 MPa and 0.8 g/cm3, respectively. Wu et al. (2011) fabricated fiberboard from corn stalk utilizing Trametes hirsute fungus during a 21-day incubation period. The fiberboards were manufactured by pressing at 170 ℃ for 5 min. The fiberboard’s density was reported as 0.39 g/cm3. The fiberboards had a MOR value of 2.6 MPa and MOE value of 413 MPa. Wu et al. (2016) manufactured fiberboard using Triarrhena sacchariflora waste utilizing Trametes versicolor fungus. The process involved a 14-day incubation period followed by pressing at 185 ℃ for 8 min. The density of the fiberboard was 0.91 g/cm3. They found that the MOR and MOE values of the fiberboards were 18.1 and 4300 MPa, respectively. The MOR and MOE values obtained in this study were higher than those reported for fiberboards made by Unbehaun et al. (2000), Wu et al. (2011), and Wu et al. (2016). The higher MOR and MOE values seen in this study may be attributed to various factors, including fiberboard density, press settings, board thickness, lignocellulosic materials used, and the species of fungi present. In this study, fiberboards were produced using wood fibers, whereas other researchers utilized rape straw, corn stalk, and Triarrhena sacchariflora waste in their respective investigations. Furthermore, this study utilized PO and GL fungi, whereas other researchers employed Trametes versicolor and Trametes hirsute fungi in their studies. While the MOR, MOE, and tensile strength perpendicular to the surface of the fiberboards in this study were higher than those reported by other researchers, they did not meet the requirements of the EN 622-5 (2009) standard for general purpose boards intended for use in dry conditions. The MOE values of the mycelium-based fiberboards produced in the present study were the only ones that met the requirements of the EN 622-5 (2009) standard. However, it is important to mention that both the control and test mycelium-based fiberboards utilized in the present research were manufactured under controlled laboratory conditions. The manual process of blending and aligning the wood fibers and forming the mat were conducted by hand. Consequently, even the control fiberboards manufactured using adhesive in this study were unable to meet the specifications outlined in the EN 622-5 (2009) standard. Further studies given below are needed to enhance the technological properties of the mycelium-based fiberboards.
- Surface Coating: One promising approach to reduce water absorption and mitigate thickness swelling might be the application of eco-friendly, water-resistant coatings. Future studies could explore the use of natural wax emulsions, silane-based coatings, or bio-based polymers that do not compromise the environmental benefits of mycelium-based fiberboards. Such coatings could form a protective barrier, reducing the hygroscopicity of the boards.
- Hybrid Composites: Incorporating other substrates or reinforcements within the mycelium matrix might also enhance the water resistance and dimensional stability of the fiberboards. For instance, integrating natural fibers with lower water absorption properties or using nanocellulose as a reinforcement could create a more robust composite structure. This approach not only aims to improve physical properties but also allows for the customization of the material for specific applications.
- Fungal Species and Growth Conditions: Further research could also focus on optimizing the choice of fungal species and growth conditions. As the present study showed variations in properties based on the fungus used and incubation periods, there may be untapped potential in selecting or genetically modifying fungi to enhance the water-resistant characteristics of the mycelium network.
- Material Processing Techniques: Additionally, exploring alternative processing techniques such as compression molding at different conditions or post-treatment processes such as heat treatment could potentially decrease the porosity of the fiberboards, leading to lower water absorption and reduced thickness swelling.
- Longitudinal Studies: Long-term studies assessing the durability and performance of treated and untreated mycelium-based fiberboards under varied environmental conditions would provide valuable data for improving and validating these strategies.
CONCLUSIONS
This investigation into mycelium-based fiberboards, utilizing wood fibers treated with distinct fungal species over varied incubation periods, yielded several key insights and promising outcomes. The study focused on assessing the potential of mycelium as a sustainable alternative in the production of fiberboards, with the following notable findings:
- The densities of the produced fiberboards, within the range of 0.81 to 0.90 g/cm3, indicated that mycelium-based fiberboards could successfully meet or potentially exceed the density standards of conventional medium-density fiberboards. This outcome was significant, suggesting the feasibility of using mycelium-based fiberboards in various applications where material strength and durability are essential.
- The investigation revealed that mycelium-based fiberboards exhibited higher water absorption and thickness swelling compared to their conventional counterparts. However, fiberboards incorporating wood fibers treated with the Ganoderma lucidum (GL) fungus for 30 days demonstrated a reduced water absorption rate, approaching that of control fiberboards after a prolonged immersion test. This emphasized the importance of fungal species selection and incubation period optimization in improving the water resistance of mycelium-based fiberboards. Further research is required to improve the water absorption and thickness swelling characteristics of mycelium-based composites, which represent a significant drawback of these materials.
- The mycelium-based fiberboard produced from wood fibers inoculated with GL fungus and incubated for 30 days had the highest modulus of rupture (MOR), modulus of elasticity (MOE), and tensile strength perpendicular to the surface values among the test fiberboards produced and studied in this research.
- The MOR and tensile strength perpendicular to the surface values of both the control produced using adhesive and mycelium-based fiberboards in this study were unable to meet the specifications outlined in the EN 622-5 (2009) standard.
ACKNOWLEDGMENTS
This research was funded by The Scientific and Technological Research Council of Turkey, Grant No. 118O145. The authors also thank Rita Rentmeester for the fungi cultures (Northern Research Station United States Department of Agriculture, Forest Service, Forest Products Laboratory, Madison, WI, USA).
REFERENCES CITED
Alemu, D., Tafesse, M., and Mondal, A. (2022). “Mycelium-based composite: The future sustainable biomaterial,” International Journal of Biomaterials 2022, article ID 8401528. DOI: 10.1155/2022/8401528
Appels, F. V., Camere, S., Montalti, M., Karana, E., Jansen, K. M., Dijksterhuis, J., and Wösten, H. A. (2019). “Fabrication factors influencing mechanical, moisture-and water-related properties of mycelium-based composites,” Materials & Design 161, 64-71. DOI: 10.1016/j.matdes.2018.11.027
Attias, N., Danai, O., Tarazi, E., Pereman, I., and Grobman, Y. (2019). “Implementing bio-design tools to develop mycelium-based products,” The Design Journal 22(Sup1), 1647-1657. DOI: 10.1080/14606925.2019.1594997
Bruck, J. (2017). “Current and future needs of the wood-based furniture industry,” in: Proceedings of International Conference on Wood Adhesives, Red Hook, NY, USA, pp. 1-10.
Elsacker, E., Vandelook, S., Brancart, J., Peeters, E., and Laet, L. (2019). “Mechanical, physical and chemical characterisation of mycelium-based composites with different types of lignocellulosic substrates,” PLOS One 14(7), article ID e0213954. DOI: 10.1371/journal.pone.0213954
EN 310 (1993). “Wood‑based panels. Determination of modulus of elasticity in bending and of bending strength,” European Committee for Standardization, Brussels, Belgium.
EN 317 (1993). “Particleboards and fibreboards. Determination of swelling in thickness after immersion in water,” European Committee for Standardization, Brussels, Belgium.
EN 319 (1993). “Particleboards and fibreboards. Determination of tensile strength perpendicular to the plane of the board,” European Committee for Standardization, Brussels, Belgium.
EN 323 (1999). ‘’Wood based panels-Determination of density,” European Committee for Standardization, Brussels, Belgium.
EN 622-5 (2009). “Fibreboards —Specifications Part 5: Requirements for dry process boards (MDF),” European Committee for Standardization, Brussels, Belgium.
EPA (2017). Formaldehyde Emission Standards for Composite Wood Products (EPA-HQ-OPPT-2016-0461), EPA, Washington, D.C., USA.
Ferdosian, F., Pan, Z., Gao, G., and Zhao, B. (2017). “Bio-based adhesives and evaluation for wood composites application,” Polymers 9(2), article 70. DOI: 10.3390/polym9020070
Gezer, E. D., and Kuştaş, S. (2024). “Acoustic and thermal properties of mycelium-based insulation materials produced from desilicated wheat straw – Part B,” BioResources 19(1), 1348-1364. DOI: 10.15376/biores.19.1.1348-1364
Halvarsson, S., Edlund, H., and Norgren, M. (2010). “Manufacture of high-performance rice-straw fiberboards,” Industrial & Engineering Chemistry Research 49(3), 1428-1435. DOI: 10.1021/ie901272q
He, Z. (2017). Bio-based Wood Adhesives: Preparation, Characterization, and Testing, CRC Press, Boca Raton, FL, USA.
Hoenerloh, A., Ozkan, D., and Jordan, S. (2022). “Multi-organism composites: Combined growth potential of mycelium and bacterial cellulose,” Biomimetics 7(2), article 55. DOI: 10.3390/biomimetics7020055
Holt, G. A., Mcintyre, G., Flagg, D., Bayer, E., Wanjura, J. D., and Pelletier, M. G. (2012). “Fungal mycelium and cotton plant materials in the manufacture of biodegradable molded packaging material: Evaluation study of select blends of cotton byproducts,” Journal of Biobased Materials and Bioenergy 6(4), 431-439. DOI: 10.1166/jbmb.2012.1241
Hubbe, M. A., Pizzi, A., Zhang, H., and Halis, R. (2017). “Critical links governing performance of self-binding and natural binders for hot-pressed reconstituted lignocellulosic board without added formaldehyde: A review,” BioResources 13(1), 2049-2115. DOI: 10.15376/biores.13.1.2049-2115
Jones, M., Bhat, T., Kandare, E., Thomas, A., Joseph, P., Dekiwadia, C., Yuen, R., John, S., Ma, J., and Wang, C. (2018). “Thermal degradation and fire properties of fungal mycelium and mycelium – biomass composite materials,” Scientific Reports 8(1), article ID 17583. DOI: 10.1038/s41598-018-36032-9
Jones, M., Mautner, A., Luenco, S., Bismarck, A., and John, S. (2020). “Engineered mycelium composite construction materials from fungal biorefineries: A critical review,” Materials & Design 187, article 108397. DOI: 10.1016/j.matdes.2019.108397
López Nava, J. A., Méndez González, J., Ruelas Chacón, X., and Nájera Luna, J. A. (2016). “Assessment of edible fungi and films bio-based material simulating expanded polystyrene,” Materials and Manufacturing Processes 31(8), 1085-1090. DOI: 10.1080/10426914.2015.1070420
Luksta, I., Bohvalovs, G., Bažbauers, G., Spalvins, K., Blumberga, A., and Blumberga, D. (2021). “Production of renewable insulation material – new business model of bioeconomy for clean energy transition,” Environmental and Climate Technologies 25(1), 1061-1074. DOI: 10.2478/rtuect-2021-0080
Mantanis, G. I., Athanassiadou, E. T., Barbu, M. C., and Wijnendaele, K. (2018). “Adhesive systems used in the European particleboard, MDF and OSB industries,” Wood Material Science and Engineering 13(2), 104-116. DOI: 10.1080/17480272.2017.1396622
Pintiaux, T., Viet, D., Vandenbossche, V., Rigal, L., and Rouilly, A. (2015). “Binderless materials obtained by thermo-compressive processing of lignocellulosic fibers: A comprehensive review,” BioResources 10(1), 1915-1963. DOI: 10.15376/biores.10.1.1915-1963
Rathinamoorthy, R., Bharathi, T., Snehaa, M., and Swetha, C. (2023). “Mycelium as sustainable textile material – Review on recent research and future prospective,” International Journal of Clothing Science and Technology 35(3), 454-476. DOI: 10.1108/ijcst-01-2022-0003
Shirkavand, E., Baroutian, S., Gapes, D. J., and Young, B. R. (2016). “Combination of fungal and physicochemical processes for lignocellulosic biomass pretreatment – A review,” Renewable and Sustainable Energy Reviews 54(217-234). DOI: 10.1016/j.rser.2015.10.003
Silverman, J., Cao, H., and Cobb, K. (2020). “Development of mushroom mycelium composites for footwear products,” Clothing and Textiles Research Journal 38(2), 119-133. DOI: 10.1177/0887302×19890006
Soh, E., Saeidi, N., Javadian, A., Hebel, D., and Ferrand, H. (2021). “Effect of common foods as supplements for the mycelium growth of Ganoderma lucidum and Pleurotus ostreatus on solid substrates,” PLOS One 16(11), article ID e0260170. DOI: 10.1371/journal.pone.0260170
Solt, P., Konnerth, J., Gindl-Altmutter, W., Kantner, W., Moser, J., Mitter, R., and van Herwijnen, H. W. G. (2019). “Technological performance of formaldehyde-free adhesive alternatives for particleboard industry,” International Journal of Adhesion and Adhesives 94, 99-131. DOI: 10.1016/j.ijadhadh.2019.04.007
Sun, W., Tajvidi, M., Hunt, C. G., Cole, B. J. W., Howell, C., Gardner, D. J. and Wang, J. (2022). “Fungal and enzymatic pretreatments in hot-pressed lignocellulosic bio-composites: A critical review,” Journal of Cleaner Production 353 (2022) 131659. DOI: 10.1016/j.jclepro.2022.131659.
Theng, D., El Mansouri, N. E., Arbat, G., Ngo, B., Delgado-Aguilar, M., Pèlach, M. A., Fullana-i-Palmer, P., and Mutjé, P. (2017). “Fiberboards made from corn stalk thermomechanical pulp and kraft lignin as a green adhesive,” BioResources 12(2), 2379-2393. DOI: 10.15376/biores.12.2.2379-2393
Unbehaun, H., Dittler, B., Kühne, G., and Wagenführ, A. (2000). “Investigation into the biotechnological modification of wood and its application in the wood-based material industry,” Acta Biotechnologica 20(3–4), 305-312. DOI: 10.1002/abio.370200311
Walter, N., and Gürsoy, B. (2022). “A study on the sound absorption properties of mycelium-based composites cultivated on waste paper-based substrate,” Biomimetics 7(3), article 100. DOI: 10.3390/biomimetics7030100
Wu, J., Chen, C., Zhang, H., Xia, L., Huang, Y., Huang, H., Wang, Y., Qian, D., Wang, J., Wang, X., et al. (2020). “Eco-friendly fiberboard production without binder using poplar wood shavings bio-pretreated by white rot fungi Coriolus versicolor,” Construction Building Materials 236, article ID 117620. DOI: 10.1016/j.conbuildmat.2019.117620
Wu, J., Zhang, X., Wan, J., Ma, F., Tang, Y., and Zhang, X. (2011). “Production of fiberboard using corn stalk pretreated with white-rot fungus Trametes hirsute by hot pressing without adhesive,” Bioresource Technology 102(24), 11258-11261. DOI: 10.1016/j.biortech.2011.09.097
Wu, J. G., Zhang, X., Liu, J., Xiong, M., Lu, X. Y., Fan, H. D., Wang, X. F., and Zhang, X. Y. (2016). “Medium density fibreboard production by hot pressing without adhesive using Triarrhena sacchariflora residue bio-pretreated by white-rot fungus Coriolus versicolor,” Journal of Applied Microbiology 121, 415-421. DOI: 10.1111/jam.13148
Article submitted: March 13, 2024; Peer review completed: April 6, 2024; Revised version received and accepted: April 8, 2024; Published: April 16, 2024.
DOI: 10.15376/biores.19.2.3421-3435