
Abstract
Wood drying is an important stage in the woodworking process. After drying, wood is subject to a re-sawing process, for which a high quality surface, low material loss, and high efficiency are often required. In this paper, forecasted values were presented of cutting power for the re-sawing process of pine and beech wood that were dried with four different methods. Forecasting of cutting power for an industrial band saw machine that works daily in a Polish sawmill was determined. Values of cutting power were forecasted for a full range of feed speeds of the analyzed band saw machine. The achieved results allowed the observation of noticeable changes in the forecasted cutting power for a given sawing process as a function of the wood drying method applied. Significant changes were observed for pine wood, especially between air-dried pine wood and wood dried with warm air-steam mixture, and between pine wood dried in a conventional kiln and with warm air-steam mixture.
Download PDF
Full Article
Predicting Cutting Power for Band Sawing Process of Pine and Beech Wood Dried with the Use of Four Different Methods
Daniel Chuchala,a Tomasz Ochrymiuk,b Kazimierz A. Orlowski,a,* Marcin Lackowski,b and Piotr Taube c
Wood drying is an important stage in the woodworking process. After drying, wood is subject to a re-sawing process, for which a high quality surface, low material loss, and high efficiency are often required. In this paper, forecasted values were presented of cutting power for the re-sawing process of pine and beech wood that were dried with four different methods. Forecasting of cutting power for an industrial band saw machine that works daily in a Polish sawmill was determined. Values of cutting power were forecasted for a full range of feed speeds of the analyzed band saw machine. The achieved results allowed the observation of noticeable changes in the forecasted cutting power for a given sawing process as a function of the wood drying method applied. Significant changes were observed for pine wood, especially between air-dried pine wood and wood dried with warm air-steam mixture, and between pine wood dried in a conventional kiln and with warm air-steam mixture.
Keywords: Sawing process; Cutting power; Forecasting cutting power; Fracture toughness; Drying process; Orthotropic material; Pine wood; Beech wood; Shear yield stress; Band saw machine
Contact information: a: Department of Manufacturing Engineering and Automation, Gdansk University of Technology, 11/12 Gabriela Narutowicza Street, 80-233 Gdansk, Poland; b: Institute of Fluid-Flow Machinery, Polish Academy of Sciences, 14 Fiszera Street, 80-231 Gdansk, Poland; c: SYLVA Ltd., Co., 2 Koscierska Street, 83-441 Wiele, Poland;
* Corresponding author: kazimierz.orlowski@pg.edu.pl
INTRODUCTION
Re-sawing is another machining step in the woodworking process after the sawing of the log. Most often this process is done for timber after the drying process. High quality of sawing, low material losses, and high efficiency are required for this kind of sawing process. Appropriate optimization of the sawing process allows these expectations to be met to a large extent. Accurate forecasting of cutting power allows the sawing process to be optimized and consequently the above-mentioned expectations of the process to be met. A precise forecast of the cutting power demand for the sawing process encourages optimally choosing the number of saw blades and their spacing, which ensures effective use of the sawing machine’s capabilities and prevents overloading of these machines. This also allows for the selection of an optimal value of the feed speed, which provides a balance between efficiency and reliability of the process. The model presented by Atkins (2003, 2005), which was adopted for the wood sawing process by Orlowski and Atkins (2007), is a fairly accurate model for forecasting cutting power, as papers have shown (Orlowski et al. 2013, 2017; Hlásková et al. 2015, 2018; Nasir and Cool 2018). The model takes into account the material properties of wood (fracture toughness R and shear yield stress τγ) and was used by Chuchala et al. (2014b) to show that the value of cutting power in the sawing process is significantly affected by the region of origin of wood.
The manufacturing process of wooden products includes the drying of wood, which is an important part of the overall processing of solid wood, taking place between the sawing process of wet timber logs and the re-sawing process of dry lumbers. The dried wood with a moisture content of 8 to 12% is subjected to re-sawing processes. Currently, different methods of wood drying are used in the woodworking industry, and the most popular are kiln drying and vacuum kiln drying (Walker et al. 2006; Bond and Espinoza 2016; Espinoza and Bond 2016). The simplest method of drying wood is air drying (Walker et al. 2006), but this method, which is also called natural, requires a long period of time and is highly dependent on weather conditions (Walker et al. 2006; Bond and Espinoza 2016). Many other methods of drying wood are also used in the woodworking industry, among which are solar drying and a conductive press drying (Bond and Espinoza 2016). The choice of the optimal method of drying wood depends on the time of the process and the costs of its realization. However, methods and modes that allow a fast drying process and at the same time reduce the costs of the entire manufacturing process can change the cutting properties of wood and increase or decrease the cutting power demand for the process of re-sawing of dried wood (Baranski et al. 2014). For heat treatment, Koleda et al. (2018) showed that as the temperature of the process increases, the demand for cutting power for flat milling of Picea abies wood decreases. Sandak et al. (2017) observed a positive effect of the thermal modification of four minor species of wood (deodar cedar, black pine, and black poplar) on machinability. Thermal modification has shown positive effects when machining with dull tools, leading to a relevant increase in the final surface smoothness.
The influence of the temperature level of the air and kiln drying processes on the mechanical properties (modulus of elasticity– MOE) of radiata pine wood (Pinus radiata) was also analyzed by Herrera-Díaz et al. (2018). It was shown that the MOE values were noticeably higher for wood dried in the kiln. A similar analysis for spruce wood was shown in the paper only for lower temperatures (Oltean et al. 2010). These tests showed that the value of the applied temperature has a significant impact on the mechanical properties (modulus of rupture– MOR; modulus of elasticity in bending– MOE) of wood when the drying process temperature exceeds 80 °C. Orlowski et al. (2019) also showed that the level of temperature applied in the wood drying process has an effect on the granularity of sawdust obtained during the sawing process. Additionally, Blanchet et al. (2016) showed that birch wood subjected to a vacuum drying process had higher values of the raw material mechanical properties (MOE, MOR) than the same wood dried in a conventional kiln.
In addition to the effect of high temperatures on the mechanical and machining properties of wood, the effect of low temperatures was also studied (Orlowski et al. 2009; Schmidt et al. 2018). Orlowski et al. (2009) showed that frozen pine wood is characterized by a higher demand for cutting power during the sawing process on a frame saw, compared to natural wood. Additionally, when sawing frozen pine wood, lower surface quality and dimensional accuracy were obtained than for natural wood. In addition, Schmidt et al. (2018) conducted an analysis of the cutting process of frozen spruce wood on a circular saw. They showed that frozen wood requires higher feed forces in the cutting process; however, the freezing process itself does not affect the machining properties, as thawed wood again shows the properties of natural wood.
A notable scientific investigation was conducted by Kopecký et al. (2014). In their work, they empirically showed that chemically modified samples of beech wood (Bendywood and Belmadur) need less cutting power than natural beech wood during a cutting process on a circular saw.
Therefore, if the drying method has an effect on the mechanical properties of dried wood (modulus of elasticity, modulus of rupture, strength, yield shear stress, hardness, and fracture toughness), the question arises whether changes of wood mechanical properties significantly affect the value of cutting power in the re-sawing process.
Theoretical Background
The model presented by Atkins (2003, 2005) allows determination of the cutting power, taking into account the elements of fracture mechanics (fracture toughness R). This model has gained popularity in forecasting the cutting power for the wood cutting processes (Orłowski and Atkins 2007; Orłowski and Pałubicki 2009; Otto and Parmigiani 2015; Hlásková et al. 2018, 2019). The use of this model to determine the cutting power for wood sawing processes, due to the material properties being included in the model (fracture toughness R and shear yield stress τγ), allows in the forecasting the inclusion of the wood origin (Chuchala et al. 2014b). The model based on the Atkins idea, but slightly expanded as a result of subsequent scientific analyses (Orlowski et al. 2013, 2017; Kopecký et al. 2014; Hlásková et al. 2015, 2018, 2019; Orlowski and Ochrymiuk 2017) can be presented as Eq. 1:
 (1)
(1)
where h is the uncut chip thickness, St is the kerf width (overall set), ρ is the density of the wood, vc is the cutting speed, Hp is the height of the workpiece, and P is the tooth pitch. Equation 1 describes the internal work of plasticity along the shear plane in the first term, where τ*γ is the shear yield stress normalized by density (MPa·m3/kg) and γ is the shear strain (-) along the shear plane, where γ can be described as:
 (2)
(2)
The specific work of surface separation/formation normalized by density (R* is the fracture toughness normalized by density) allows to describe in Eq. 1 the internal work formation of a new cut surface (second part of the first term). Through coefficient of friction Qshear, Eq. 1 takes into account the conditions of friction of the workpiece against the tool rake face (Atkins 2003, 2005; Orlowski et al. 2013) as follows,
 (3)
(3)
where βμ is friction angle (°) that is given by tan-1μ = βμ, with μ as the coefficient of friction. In both Eqs. 2 and 3, Φc is the shear angle (°), which can be determined as follows:
 (4)
(4)
Equation 4 can be solved using iterative methods, e.g., Newton’s method (Orlowski and Ochrymiuk 2017). These methods can be used in some software to solve advanced equations or in some programming environments, e.g., Java (Chuchala et al. 2014a).
The acceleration power of chips Pac is the next term in Eq. 1 and it can be described as a function of mass flow and tool velocity (Pantea 1999; Atkins 2009; Orlowski et al. 2013). It is noteworthy that the value of chip acceleration power (Pac) is calculated globally for the entire sawing process, is not a function of the number of working teeth, and is given as:
 (5)
(5)
The mass of wood (chips) evacuated during a certain period of time at a certain cutting tool speed  (kg·s-1) can be estimated as follows:
(kg·s-1) can be estimated as follows:
 (6)
(6)
The last term of Eq. 1 (Pdull) is power, which considers the dulling of cutting edges. However, if the condition of cutting edges of teeth were assumed as sharp, this part of equation can be ignored. Moreover, for assumption that the cut is straight and the cut deviation is low, the effect of lateral forces on the power consumption can be also omitted (Mohammadpanah and Hutton 2016).
EXPERIMENTAL
Materials
The material that was subject to the analysis of the cutting power forecast for the sawing process on a band saw machine was pine wood (Pinus sylvestris L.) and beech wood (Fagus sylvatica L.) originating from the Baltic Natural Forest Region (PL) (the Pomeranian District, Poland). These two kinds of wood species have been subjected to drying process in industrial conditions with the use of four various drying methods. Three of the methods are the most common in the Polish wood industry and the fourth one was an experimental method development at the Gdansk University of Technology (GUT) (Wierzbowski and Baranski 2010; Baranski and Wierzbowski 2013):
- Modified air-drying process – the process was performed outside the workshop, at the Campus of the Gdansk University of Technology (Gdansk, Poland). Humidity was variable and dependent on weather conditions. At the end of this process, the moisture content in dried material was approximately 16%. To decrease moisture content to 10%, wood samples were placed in a room, where thermal-flow conditions, such as temperature and air velocity, ensured reaching the final value of moisture content.
- Experimental kiln (warm air-steam mixture drying process) – the drying process was conducted in an experimental facility of a semi-industrial kiln that was designed by employees of GUT (ASM Elektronik CLP, Szczaniec, Poland), located at the Gdansk University of Technology. The experiments of the drying process were described in detail by Baranski et al. (2017) and Baranski (2018). It was conducted by the control system in a two-stage drying process, with modification in the first stage consisting of increasing the drying medium temperature in the drying kiln to 65 °C and in the second stage to 80 °C.
- Conventional kiln – the drying process was conducted in an O.S Panto 120/F kiln (Panto Poland Janusz Lewalski Company, Szczytno, Poland) in the sawmill PHU Drew-Met, Kiełpino, Poland. The values of the parameters were as follows:
- Temperature from 30° C to 55° C for beech wood;
- Temperature from 35° C to 75° C for pine wood.
- Vacuum kiln – the drying process was conducted in a SP-5 industrial kiln (Kozieł Elvac Company, Wielki Głęboczek, Poland) in the sawmill PHU Drew-Met, Kiełpino, Poland. The values of the parameters were as follows:
- For pine wood – temperature 60 to 65 °C and pressure 100 mbar (10 kPa);
- For beech wood – in the first part, temperature 50 to 55 °C and pressure 100 mbar (10 kPa); second part 60 to 65 °C and pressure 60 mbar (6 kPa).
After the drying process performed at Sylva Ltd., Co., (Wiele, Poland), wood is most often delivered to the re-sawing process line in the form of rectangular prisms of the following cross-section dimensions: W (width) = 50 mm × Hp (height) = 150 mm.
Table 1. Average Values, Normalized by Density, of Fracture Toughness R* and Shear Yield Stress τ*γ of Pine and Beech Wood Dried Using Four Methods
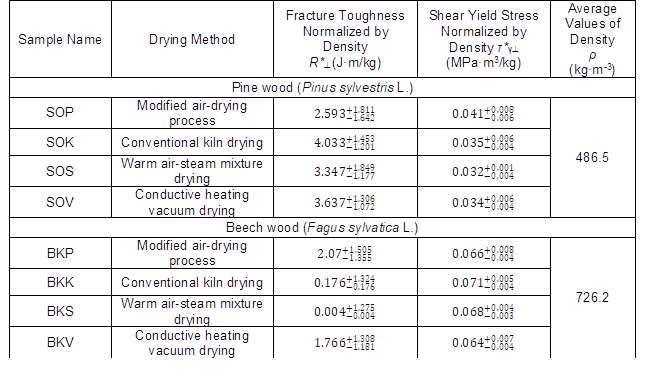
Machine tools and toolsThe length Lp of the cut prism depends on the type of raw material being processed and the target production range (Lp = 2500 mm ÷ 6000 mm), nevertheless, the most common length is 4000 mm. This is why such a cross-section of the material for the analysis of cutting power forecast for a band saw machine located in this sawmill was assumed. The values of material properties for the analyzed types of wood are presented in Table 1. The methodology of determining the values of fracture toughness and shear yield stress was described, inter alia, in previous studies (Orlowski and Atkins 2007; Orlowski and Palubicki 2009; Orlowski et al. 2013; Hlásková et al. 2018).
The forecasting process of cutting power was completed for the bandsaw machine Interholz Raimann, Type B110 Duomatic (Raimann Holzoptimierung GmbH & Co., KG, Freiburg, Germany) (Fig. 1), which was located in the sawmill of the company Sylva in Wiele, Poland. The machine tool settings and tool parameters used in the analyses are shown in Table 2.

Fig. 1. Interholz Raimann band saw machine, Type B110 Duomatic, located in the sawmill of the company Sylva Sp. z o.o. in Wiele, Poland (a), and band saw blade (b)
Table 2. Machine Tool and Tool Settings for the Forecasting of Cutting Power

Methods
Forecasting the values of cutting power for industrial bandsaws
Forecasts of cutting power for chip formation were obtained with the use of a cutting model (Eq. 1). The model included the work of separation, in addition to plasticity and friction (Orlowski et al. 2013, 2017), for band sawing of pine and beech wood sourced from the Baltic Natural Forest Region (PL) that were subjected to four types of drying processes. An assumption was made that the edges of the saw blade were sharp. This allowed for in the analysis the term Pdull in Eq. 1 to be omitted. The values of cutting power were forecasted for a full range of feed speeds of the analyzed bandsaw, vf = 10 to 40 m·min-1 (Table 2). Similarly, the forecasting of the cutting power was performed for the whole available range of feed per tooth fz for the analyzed saw (Table 2). Additionally, the cutting power for the most often applied feed speed vfap (Table 2) in the Sylva sawmill was estimated. Statistical analyses of the obtained results were performed at a confidence level of 95% (α = 0.05) with use of Microsoft Office Excel 2007 (Microsoft Company, Redmond, WA, USA). To verify the differences in significance between the forecasted values of cutting power the t-test was used. It should be emphasized that for the band sawing process it could be assumed that the value of uncut chip thickness h is equal to the value of feed per tooth fz (Fig. 2), which is explained by Eq. 7:
 (7)
(7)

Fig. 2. Band sawing process scheme: vc – cutting speed, vf – feed speed, vr – resultant speed, fz – feed per tooth, h – uncut chip thickness, φ – angle between the direction of resultant motion and the direction of main motion, Hp – height of the workpiece, and P – tooth pitch
To predict the cutting power, it was necessary to determine the values of the shear strain along the shear plane γ and the coefficient of friction Qshear, for which Eqs. 2 and 3 were used. A friction coefficient of µ = 0.6 was used (Glass and Zielinka 2010). The value of the shear angle used for the γ and Qshear calculations was determined from the Atkins model (Eq. 4) (Atkins 2003; Orlowski et al. 2017) using numerical methods (Chuchala et al. 2014a; Orlowski and Ochrymiuk 2017).
The values of fracture toughness normalized by density R* and shear yield stresses normalized by density τ*γ for perpendicular direction of cutting speed vc to wood fibers direction ΦG–vc (Fig. 3) were used to forecast the values of cutting power for the band sawing process (Table 1). The average wood density values used to determine the cutting power are also shown in Table 1.

Fig. 3. Cutting speed directions when splitting orthotropic materials; axial || cutting along fibers (a), perpendicular cutting across fibers (b), and intermediate || direction (c) (Orlowski et al. 2017)
RESULTS AND DISCUSSION
The forecasted changes in cutting power for the sawing process of beech wood dried with four different methods are shown in Fig. 4. These changes are shown for the full range of feed speed of the analyzed band saw machine. Figure 5 shows changes in cutting power for the sawing process of pine wood. Differences between the values of cutting power for beech wood dried with four methods were noticeable (Fig. 4), but they did not seem to be major. In this case, the values of cutting power obtained for the basic drying method (air-drying process – BKP) were the highest in relation to other drying methods. Estimated values of cutting power for beech wood dried in a conventional kiln (BKK) were higher than the values obtained for the air-drying process (BKP). However, the values of cutting power obtained for beech wood dried in the vacuum drying process (BKV) and drying process with the use of warm air-steam mixture (BKS) were lower than the values obtained for the basic drying method (BKP).
More noticeable differences in the cutting power values determined for wood dried with four different methods were observed for pine wood (Fig. 5). In this case, the values of cutting power obtained for air-dried wood (SOP) were higher than the values estimated for wood dried with the use of the other three methods. It was noteworthy that the values obtained for pine wood dried in a conventional kiln (SOK) and vacuum kiln (SOV) were at a similar level, which were slightly lower than the values obtained for wood dried with the basic method. However, the values for wood dried using the warm air-steam mixture (SOS) were definitely lower than the others.

Fig. 4. Forecasted values of cutting power for band sawing process of beech wood dried with four different methods: BKP –modified air-drying process, BKK – conventional kiln drying, BKS – warm air-steam mixture drying, and BKV – conductive heating vacuum drying

Fig. 5. Forecasted values of cutting power for band sawing process of pine wood dried with four different methods: SOP –modified air-drying process, SOK – conventional kiln drying, SOS – warm air-steam mixture drying, and SOV – conductive heating vacuum drying
For the estimated values of shear angle Φc, a distinct nature of the direction of differences in comparison to the estimated values of cutting power was observed (Fig. 6 and Fig. 7).
The values of shear angle determined for air-dried beech wood (BKP) were lower than the values obtained for beech wood dried with all of the other analyzed methods (BKK, BKS, and BKV) (Fig. 6). For beech wood dried in a vacuum kiln (BKV), the values of shear angle were similar to the values obtained for air-dried wood (BKP). For the other two methods (BKK and BKS), differences are more noticeable.
Shear angle Φc values estimated for beech wood dried with the use of warm air-steam mixture (BKS) assume constant values in the long run, practically in the whole feed speed range of the analyzed sawing process. A similar course of changes in the shear angle values was observed for beech wood dried in a conventional kiln (BKK), with the difference being that the values determined below the feed speed range of the analyzed sawing process reached a lower level. This phenomenon is caused by a low fracture toughness normalized by density R* value for these two cases (Table 1). The result of this is a low value of the ratio  contained in Eq. 4. As a result, the phenomenon of the so-called “size effect” (Atkins 2003) occurred. This may mean that as a result of the drying processes (BKK and BKS) beech wood has become more fragile.
contained in Eq. 4. As a result, the phenomenon of the so-called “size effect” (Atkins 2003) occurred. This may mean that as a result of the drying processes (BKK and BKS) beech wood has become more fragile.
Shear angle values estimated for air-dried pine wood were higher in relation to the values obtained from pine wood dried with the other analyzed methods (Fig. 7).

Fig. 6. Estimated values of shear angle for the band sawing process of beech wood dried with four different methods: BKP – modified air-drying process, BKK – conventional kiln drying, BKS – warm air-steam mixture drying, and BKV – conductive heating vacuum drying
It is worth noting that all the values obtained from methods other than the basic drying method (air-drying – SOP) were similar. However, the lowest values of the shear angle, similarly as for cutting power, were obtained for pine wood dried with the use of the warm air-steam mixture (SOS).
The cutting power values for the feed speed vf = 25 m·min-1 and fz = 0.397 mm that are most often applied in the Sylva sawmill were estimated. These values were determined for both beech (Fig. 8) and pine (Fig. 9) wood dried with the use of the four analyzed methods. The total cutting power values for a given feed speed value were estimated taking into account the areas of variability (for 95% probability), and the values of the analyzed material properties, such as fracture toughness and shear yield stress (Table 1). Figure 8 shows that the differences between average values of cutting power are analogous to the values of cutting power from Fig. 4, and are not high.
A similar situation was observed in Figs. 9 and 5, but in this case, the differences between the values of cutting power obtained for pine wood dried with the use of four methods were noticeable. To check that the differences between the values of cutting power obtained for both beech and pine wood dried with four different methods were significant, the t-test of the difference significance was performed. The results of the t-test with some of the main parameters are shown in Table 3. The differences in the average cutting power estimated for the applied feed speed vfap (Table 2) in the band sawing process of beech wood dried with four different methods were generally insignificant. Only the differences between the values obtained for wood dried in a conventional kiln (BKK), vacuum kiln, and kiln with warm air-steam mixture (BKS) were close to the limit of significance.

Fig. 7. Estimated values of shear angle for band sawing process of pine wood dried with four different methods: SOP – modified air-drying process, SOK – conventional kiln drying, SOS – warm air-steam mixture drying, and SOV – conductive heating vacuum drying
Another situation occurred for pine wood. The two analyzed differences between the values of cutting power estimated for wood dried with four different methods (SOP – SOS and SOK – SOS) were significant (Table 3). The other two were close to the significance limit (SOP – SOV and SOS – SOV).

Fig. 8. Values of total cutting power estimated for the feed speed most often applied in the Sylva sawmill for band sawing process of beech wood dried with the use of four different methods: BKP – modified air-drying process, BKK – conventional kiln drying, BKS – warm air-steam mixture drying, and BKV – conductive heating vacuum drying

Fig. 9. The values of total cutting power estimated for the feed speed most often applied in the Sylva sawmill for band sawing process of pine wood dried with the use of four different methods: SOP – modified air-drying process, SOK – conventional kiln drying, SOS – warm air-steam mixture drying, and SOV – conductive heating vacuum drying
Table 3. Significance of Differences between Forecasted Values of Cutting Power for the Analyzed Sawing Process

The diversification of results between pine (coniferous) and beech (deciduous) wood can be caused by differences in the anatomical structure of individual types of wood. Pine wood is mainly made of tubes (long cells) (90% of volume), while beech wood is made of fibers (50% of volume), while the share of tubes in beech wood is small (Krzysik 1974; Ross 2010). The biggest differences in the forecasted cutting power values in relation to the basic wood drying method (air-drying) were obtained for the drying process using the warm air-steam mixture (BKS and SOS) and vacuum drying (BKV and SOV). This may have been due to the fact that these methods provided a relatively short drying process, i.e., the process of removing water from wood was more intensive than in the other two methods analyzed (air-drying, drying in conventional kiln). The intensive drying process can make structural and chemical changes in wood, which in turn may cause significant differences in the demand for cutting power of the sawing process. Similarly as in the case of thermal wood modification (Koleda et al. 2018).
In this analyses differences between the cutting power values during band sawing process of wood dried with four other methods were presented. The reasons of this differences are still unknown. The hypotheses explaining the reasons of these differences were formulated. The next stage of the research could be an investigation leading to the answer to an important question which hypothesis is more reliable.
CONCLUSIONS
- Cutting powers and shear angles estimated for samples of pine and beech wood change due to variations in physical properties related to the drying method used.
- In the band sawing process of pine wood, statistically significant differences (α = 0.05) between the values of cutting power were observed, considering the analyzed drying methods. The biggest value of cutting power was estimated for pine air-dried (7.32 kW), and the lowest value was estimated for pine dried in air-steam mixture drying (6.06 kW). The difference between them was 1.26 kW and this represented 17.2% change relative to the value obtained from air-dried pine.
- There were no statistically significant differences (α = 0.05) between the values of cutting power for the band sawing process of beech wood, considering the analyzed drying methods. The highest values of cutting power were obtained for beech dried in conventional kiln (17.27 kW) and lowest values were estimated for beech dried in vacuum (16.19 kW). The difference between these values is equal 1.08 kW and it is 6.25 % change relative to the value obtained from wood dried in kiln.
ACKNOWLEDGMENTS
The financial support of the National Science Centre, Poland within the project MINIATURA 2 no. 2018/02/X/ST8/03399 is gratefully acknowledged.
REFERENCES CITED
Atkins, A. G. (2003). “Modelling metal cutting using modern ductile fracture mechanics: Quantitative explanations for some longstanding problems,” International Journal of Mechanical Sciences 45, 373-396. DOI: 10.1016/S0020-7403(03)00040-7
Atkins, 2005Atkins, A. (2005). “Toughness and cutting: A new way of simultaneously determining ductile fracture toughness and strength,” Engineering Fracture Mechanics 72(6), 849-860. DOI: 10.1016/j.engfracmech.2004.07.014
Atkins, 2009Atkins, T. (2009). “Simple orthogonal cutting of floppy, brittle and ductile materials,” in: The Science and Engineering of Cutting. The Mechanics and Processes of Separating, Scratching and Puncturing Biomaterials, Metals and Non-metals, Butterworth-Heinemann, Oxford, England, pp. 35-74.
Baranski, J., and Wierzbowski, M. (2013). “Influence of high temperature air-steam mixture application on time wood drying process,” in: 21st International Wood Machining Seminar, Tsukuba, Japan, pp. 475-482.
Baranski, J., Klement, I., Vilkovská, T., and Konopka, A. (2017). “High temperature drying process of beech wood (Fagus sylvatica L.) with different zones of sapwood and red false heartwood,” BioResources 12(1), 1861-1870. DOI: 10.15376/biores.12.1.1861-1870
Baranski, J. (2018). “Moisture content during and after high- and normal-temperature drying processes of wood,” Drying Technology 36(6), 751-761. DOI: 10.1080/07373937. 2017.1355319
Baranski J., Chuchala D., Orlowski, K. A., and Muzinski, T. (2014). “The influence of drying parameters on wood properties,” Annals of Warsaw University of Life Sciences, Forestry and Wood Technology 86, 7-12.
Blanchet, P., Kaboorani, A., and Bustos, C. (2016). “Understanding effects of drying methods on wood mechanical properties at ultra and cellular levels,” Wood and Fiber Science 48(2), 1-12.
Bond, B. H., and Espinoza, O. (2016). “A decade of improved lumber drying technology,” Current Forestry Reports 2(2), 106-118. DOI: 10.1007/s40725-016-0034-z
Chuchala, D., Chuchala, R., Ochrymiuk, T., and Orlowski, K. A. (2014a). “Methods of solving the Atkins equation determine shear angle with taking into consideration a modern fracture mechanics,” Annals of Warsaw University of Life Sciences, Forestry and Wood Technology 85, 31-35.
Chuchala, D., Orlowski, K. A., Sandak, A., Sandak, J., Pauliny, D., and Barański, J. (2014b). “The effect of wood provenance and density on cutting forces while sawing Scots pine (Pinus sylvestris L.),” BioResources 9(3), 5349-5361. DOI: 10.15376/biores.9.3.5349-5361
Espinoza, O., and Bond, B. H. (2016). “Vacuum drying of wood – State of the art,” Current Forestry Reports 2(4), 223-235. DOI: 10.1007/s40725-016-0045-9
Glass, S. V., and Zelinka, S. L. (2010). Moisture Relations and Physical Properties of Wood (FPL-GTR-190), U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, Madison, WI, USA.
Herrera-Díaz, R., Sepúlveda-Villarroel, V., Pérez-Peña, N., Salvo-Sepúlveda, L., Salinas-Lira, C., Llano-Ponte, R., and Ananías, R. A. (2018). “Effect of wood drying and heat modification on some physical and mechanical properties of radiata pine,” Drying Technology 36(5), 537-544. DOI: 0.1080/07373937.2017.1342094
Hlásková, L., Orlowski, K. A., Kopecký, Z., and Jedinák, M. (2015). “Sawing processes as a way of determining fracture toughness and shear yield stresses of wood,” BioResources 10(3), 5381-5394. DOI: 10.15376/biores.10.3.5381-5394
Hlásková, L., Orlowski, K. A., Kopecký, Z., Sviták, M., and Ochrymiuk, T. (2018). “Fracture toughness and shear yield strength determination for two selected species of central European provenance,” BioResources 13(3), 6171-6186. DOI: 10.15376/biores.13.3.6171-6186
Hlásková, L., Kopecký, Z., Solař, A., and Potočka, Z. (2019). “Cutting test as a source of fracture toughness and shear yield strength for axial-perpendicular model of wood cutting,” Wood and Fiber Science 51(1), 1-11.
Koleda, P., Korčok, M., Barcik, Š., and Iľaš, Š. (2018). “Effect of temperature of heat treatment on energetic intensity of flat milling of Picea Abies,” Management Systems in Production Engineering 26(3), 151-156. DOI: 10.1515/mspe-2018-0024
Kopecký, Z., Hlásková, L., and Orlowski, K. (2014). “An innovative approach to prediction energetic effects of wood cutting process with circular-saw blades,” Wood Research 59(5), 827-834.
Krzysik, F. (1974). Nauka o Drewnie [Wood Science], PWN, Warszawa, Poland. (in Polish)
Mohammadpanah, A., and Hutton, S. G. (2016). “Dynamics behavior of a guided spline spinning disk, subjected to conservative in-plane edge loads, analytical and experimental investigation,” Journal of Vibration and Acoustics 138(4), 041005-041005-11. DOI: 10.1115/1.4033456
Nasir, V., and Cool, J. (2018). “A review on wood machining: Characterization, optimization, and monitoring of the sawing process,” Wood Material Science & Engineering. DOI: 10.1080/17480272.2018.1465465
Oltean, L., Teischinger, A., and Hansmann, C. (2010). “Influence of low and moderate temperature kiln drying schedules on specific mechanical properties of Norway spruce wood,” European Journal of Wood and Wood Products 69(3), 451-457. DOI: 10.1007/s00107-010-0467-1
Orlowski & Atkins, 2007Orlowski, K. A., and Atkins, A. (2007). “Determination of the cutting power of the sawing process using both preliminary sawing data and modern fracture mechanics,” in: Proceedings of the Third International Symposium on Wood Machining. Fracture Mechanics and Micromechanics of Wood and Wood Composites with Regard to Wood Machining, P. Navi and A. Guidoum (eds.), EPFL, Presses Polytechniques et Universitaires Romandes, Lausanne, Switzerland.
Orlowski, K. A., Chuchala, D., Muziński, T., Barański, J., Banski, A., and Rogoziński, T. (2019). “The effect of wood drying method on the granularity of sawdust obtained during the sawing process using the frame sawing machine,” Acta Facultatis Xylologiae Zvolen 61(1), 83-92. DOI: 10.17423/afx.2019.61.1.08
Orlowski, K. A., and Ochrymiuk, T. (2017). “A newly-developed model for predicting cutting power during wood sawing with circular saw blades,” Maderas. Ciencia y Tecnología 19(2), 149-162. DOI: 10.4067/S0718-221X2017005000013
Orlowski, K. A., Ochrymiuk, T., Atkins, A., and Chuchala, D. (2013). “Application of fracture mechanics for energetic effects predictions while wood sawing,” Wood Science & Technology 47(5), 949-963. DOI: 10.1007/s00226-013-0551-x
Orlowski, K. A., Ochrymiuk, T., Sandak, J., and Sandak, A. (2017). “Estimation of fracture toughness and shear yield stress of orthotropic materials in cutting with rotating tools,” Engineering Fracture Mechanics 178, 433-444. DOI: 10.1016/j.engfracmech.2017.02.023
Orlowski, K. A., and Palubicki, B. (2009). “Recent progress in research on the cutting processes of wood. A review COST Action E35 2004-2008: Wood machining – Micromechanics and fracture,” Holzforschung 63(2), 181-185. DOI: 10.1515/HF.2009.015
Orlowski, K., Sandak, J., Negri, M., and Dzurenda, L. (2009). “Sawing frozen wood with narrow kerf saws: Energy and quality effects,” Forest Products Journal 59(3), 79-83.
Otto, A., and Parmigiani, J. (2015). “Velocity, depth-of-cut, and physical effects on saw chain cutting,” BioResources 10(4), 7273-7291. DOI: 10.15376/biores.10.4.7273-7291
Pantea, R. C. (1999). Mémoire Présen té à la Faculté des études Supérieures de L’université Laval pour l’obtention du Grade de Maître ès Science [Wood Cutting System: Modelling and Process Simulation], Master’s Thesis, Département de génie mécanique Faculté Des Sciences Et De Genie, Université Laval (National Library of Canada), Ottawa, Canada.
Ross, R. J. (2010). Wood Handbook: Wood as an Engineering Material (FPL-GTR-190), U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, Madison, WI, USA.
Sandak, J., Goli, G., Cetera, P., Sandak, A., Cavalli, A., and Todaro, L. (2017). “Machinability of minor wooden species before and after modification with thermo-vacuum technology,” Materials 10(2), Article Number 121. DOI: 10.3390/ma10020121
Schmidt, C., Westermann, H. -H., Thorenz, B., and Steinhilper, R. (2018). “Sustainability of cutting frozen wood – An analysis of buzz saw blades cutting performance depending on wood temperature,” Procedia Manufacturing 25, 263-270. DOI: 10.1016/j.promfg.2018.06.082
Walker, J. C. F., Butterfield, B. G., Harris, J. M., Langrish, T. A. G., and Uprichard, J. M. (2006). Primary Wood Processing. Principles and Practice, 2nd Edition, Springer, Dordrecht, Netherlands. DOI: 10.1007/1-4020-4393-7
Wierzbowski, M., and Barański, J. (2010). “Application of steam gas mixture for wood drying purposes,” Annals of Warsaw University of Life Sciences, Forestry and Wood Technology 72, 458-462.
Article submitted: October 22, 2019; Peer review completed: January 14, 2020; Revised version received: January 21, 2020; Accepted: January 22, 2020; Published: January 27, 2020.
DOI: 10.15376/biores.15.1.1844-1860