
Abstract
Wet-formed particleboard panels were made using cellulose nanofibrils (CNF) as the bonding material. The effects of panel density, CNF addition ratio, particle size, and pressing method on the nail and face screw withdrawal strength, water absorption (WA), and thickness swelling (TS) were investigated. The nail and face screw withdrawal strength increased with an increased panel density and CNF addition ratio. Mixed-size particles were favorable for better face screw withdrawal strength. The WA decreased while TS increased with increased panel density. The WA decreased with increased CNF addition ratio. The effect of CNF addition ratio on the TS was influenced by an interaction effect of the particle size, density, and pressing method. Smaller wood particles and the constant thickness (CT) pressing method were better for both WA and TS performance. All of the high- and medium-density panels failed to satisfy the standard requirements for face screw withdrawal strength. For low-density panels, those manufactured with mixed-sized particles all satisfied the standard requirements; those manufactured with large particles required at least 15% CNF to meet the standard, and those manufactured with small particles required at least 20% CNF to achieve the standard requirements. None of the panels met the standard TS requirement (< 8%).
Download PDF
Full Article
Screw and Nail Withdrawal Strength and Water Soak Properties of Wet-formed Cellulose Nanofibrils Bonded Particleboard
Weiqi Leng,a,b John F. Hunt,b,* and Mehdi Tajvidi a,*
Wet-formed particleboard panels were made using cellulose nanofibrils (CNF) as the bonding material. The effects of panel density, CNF addition ratio, particle size, and pressing method on the nail and face screw withdrawal strength, water absorption (WA), and thickness swelling (TS) were investigated. The nail and face screw withdrawal strength increased with an increased panel density and CNF addition ratio. Mixed-size particles were favorable for better face screw withdrawal strength. The WA decreased while TS increased with increased panel density. The WA decreased with increased CNF addition ratio. The effect of CNF addition ratio on the TS was influenced by an interaction effect of the particle size, density, and pressing method. Smaller wood particles and the constant thickness (CT) pressing method were better for both WA and TS performance. All of the high- and medium-density panels failed to satisfy the standard requirements for face screw withdrawal strength. For low-density panels, those manufactured with mixed-sized particles all satisfied the standard requirements; those manufactured with large particles required at least 15% CNF to meet the standard, and those manufactured with small particles required at least 20% CNF to achieve the standard requirements. None of the panels met the standard TS requirement (< 8%).
Keywords: Binderless; Particleboard; Cellulose nanofibrils; Face screw and nail withdrawal strength; Water absorption; Thickness swelling
Contact information: a: School of Forest Resources, University of Maine, Orono, ME 04469, USA; b: Engineered Composites Science, U.S. Department of Agriculture, Forest Service, Forest Products Laboratory, Madison, WI 53726, USA;
* Corresponding authors: jfhunt@fs.fed.us; mehdi.tajvidi@maine.edu
INTRODUCTION
Particleboard has been widely used in the furniture, cabinet, wall, and ceiling panel industries for several decades (Wang and Sun 2002). Most of the commercial particleboard panels are manufactured with a dry-form process using adhesives, such as urea formaldehyde resin and phenol formaldehyde resin, as the bonding source, which raises environmental issues due to formaldehyde emission (Ayrilmis et al. 2012). Research has been conducted to develop environmentally friendly adhesives, such as protein-based or soybean-added adhesives (Lorenz et al. 1999; Gao et al. 2012). Recently, studies on binderless particleboard have been conducted. Cellulose nanofibrils (CNF), both with and without lignin, were used as the binding agent and showed improvement in the mechanical properties of the particleboard (Theng et al. 2015; Arévalo and Peijs 2016; Kojima et al. 2016; Robles et al. 2016). The CNF turned out to be a promising candidate to substitute traditional fuel-derived adhesives due to its strong mechanical properties and web-like network that can be used to improve interfacial adhesion (Shao et al. 2015; Barari et al. 2016a, b).
While mechanical properties may be the most important structural properties, assembly of the components, especially in the furniture industry, requires inter-panel strength. Many panels are assembled with ready-to-assemble hardware, but traditional fastening methods, such as screw and nail, are primarily used. The nail and screw holding capacity are then of importance in furniture and building construction industries. The design and structure stability of a product are dependent on the nail and screw withdrawal resistance (Wu 1999), of which the face screw withdrawal resistance is commonly used to determine the fastening quality of wood composites (Cai et al. 2004). Density plays an important role in the screw holding strength (Alma et al. 2005). A previous study showed that there was a near-linear increase in face screw withdrawal strength as the density of the particleboard increased (Cai et al. 2004; Vassiliou and Barboutis 2005; Wang et al. 2007). In addition, the vertical and horizontal density profile influenced the screw withdrawal strength (Guler et al. 2006; Wang et al. 2007). There was also a correlation between the screw withdrawal strength and core density. The interfacial adhesion between the particles and the binding agent were additional factors that affected the screw holding strength (Hung and Wu 2010).
Water absorption (WA) and thickness swelling (TS) are the two main behaviors that limit particleboard from exterior applications. The TS occurs as a result of particle hygroscopicity, spring-back, and WA affinity of the binding material (Biswas et al. 2011). The TS not only generates a poor appearance, but it also reduces the mechanical properties of the particleboard (Ayrilmis et al. 2011). Similar to the nail and screw withdrawal strength, the WA and TS are affected by density. In general, low-density panels have higher WA due to larger cavities within the panels (Alma et al. 2005; Nemli and Demirel 2007). It has been reported that the TS increased with the increasing panel density (Cai et al. 2004; Buyuksari et al. 2010). A higher density indicated more material per unit volume and higher compaction ratio of materials, thus causing higher spring-back after absorbing water (Paridah et al. 2010). In addition, a higher density or higher compaction ratio rendered more damage to wood cell walls, resulting in higher TS (Ye et al. 2007). In contrast, higher density results in more surface-to-surface contact between particles and the binding agent. Good contact between particles helped to reduce the moisture penetration into the panels and particles (Boon et al. 2013; Sari et al. 2013), resulting in lower initial WA and TS (Rofii et al. 2013). Over time, moisture swelling continues within the fibers, resulting in near full spring-back, which usually overrides the higher bonding effects from high-density panels. If only hydrogen bonding occurs within the wet-formed panel, then the water resistant bond quality will be minimal and the swelling will occur over time.
Particle size also plays an important role in the WA and TS. Larger particles generate spaces or pores within the panels. Adding smaller particles could fill the pores and increase the contact between particles, thus blocking pathways for water penetration to some degree (Nemli and Demirel 2007; Li et al. 2010; Tabarsa et al. 2011). Chemical bonding between particles and fibrous material with extractives, hydrophobic additives, and heat treatment are additional ways to reduce the WA and TS (Guler et al. 2006; Buyuksari et al. 2010). Little is known of the pressing method on the mechanical and physical properties of particleboard (Leng et al. 2017). In this study, mechanical derived CNF with a solids content of 3% was mixed with wood particles to manufacture binderless particleboard. Different from previous studies, the CNF we used was lignin free, and without chemical pretreatment, which was environmentally friendly. Nail and screw withdrawal resistance, WA, and TS were evaluated and compared with the national standard for particleboard. The effect of wood particle size, CNF addition ratio, panel density, and hot-press program was investigated on the nail pull and face screw withdrawal resistance, WA, and TS of the binderless particleboard.
EXPERIMENTAL
Materials
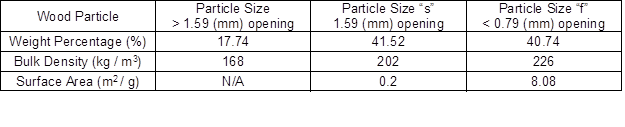
The wood particles used in this study consisted of a ratio 80:20 of softwood: hardwood (Timber Products Company, Sutter Creek, USA). The wood particles were screened through a 1.59 mm and a 0.79 mm opening dry vibrating sieve to obtain three size fractions. Each size fraction was then collected and the weight percentage was determined, as shown in Table 1. The bulk density for each fraction was also determined. Particles from individual size fractions were analyzed using Fiji image analysis software (LOCI, 1st version, Madison, USA) to determine estimated surface area. Mechanical derived CNF at 3% solid content was provided by the process development center at the University of Maine (Orono, USA).
Table 1. Wood Particle Characterization
Methods
Fabrication of CNF bonded particleboards
In this study, particleboard panels with dimensions of 305 mm × 305 mm × 12.7 mm were constructed. A fractional factorial design (34-1) was adopted in this study, for which each run was replicated three times. Detailed experimental design is listed in Table 2. Three replicates per condition were produced. A Hobart laboratory blender (The Hobart MFG, Co. Troy, USA) was used to mix the components until they were uniformly mixed. The moisture content (MC) of the wood particle-CNF mixture was 329%, 490%, and 650% (dry basis) after mixing, depending on the CNF addition ratio of 10%, 15%, and 20%, respectively. The mixture was manually and evenly distributed within a 305-mm square-forming box. A flat plate was placed on top of the mixture and vacuum applied to pre-compress the wet mat. An interesting effect of combining both wood particles and CNF caused a portion of the CNF bound water to be released, such that during this initial vacuum consolidation process the mat MC decreased. After vacuum-pressing, the MC for the wet mats with 10% CNF/particle mixture was reduced from 329% to between 231% to 281%; the MC for the 15% CNF/particle mixture was reduced from 490% to between 223% to 261%; and the MC for the 20% CNF/particle mixture for all particle sizes reduced from 650% to between 276% to 313% (dry basis). It was possible additional pressure might have further reduced the initial mat MC prior to hot-pressing. The pre-compressed mats were then transferred onto a bronze screen on top of an aluminum caul.
Table 2. Experimental Design
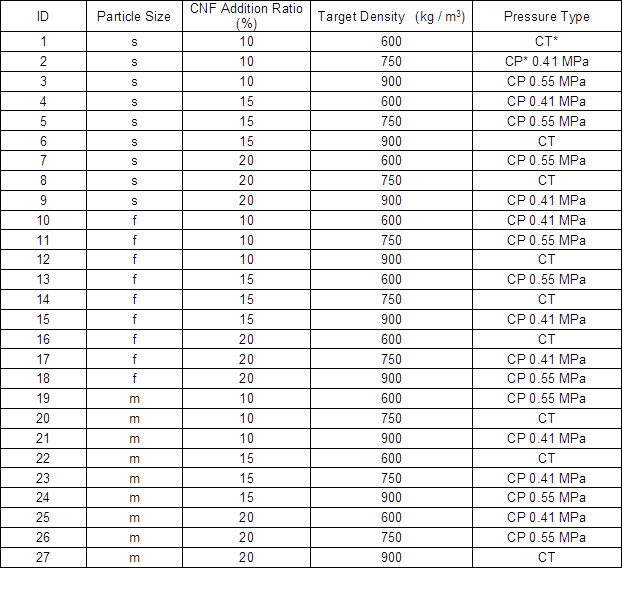
*s = small size particles; f = fine size particles; m = mixed size of small and fine particles at a ratio of 1:1; CT = constant thickness; and CP = constant pressure
A 305-mm square frame was placed around the wet mat to prevent it from extruding around the perimeter during hot pressing. The final step was hot-pressing at 160 °C with a steam heated computer controlled hydraulic press (Williams White Co., Moline, USA). The press schedules were adjusted based on the final density desired for the nominal 12.7-mm boards. Lower density panels used less material to be consolidated to the final thickness. Hence, a lower pressure press schedule was necessary for these low-density panels. The higher density panels required more material; thus greater pressure was necessary to achieve the target thickness. The basic press method used to consolidate the mats was as follows: first, an initial relatively fast closing rate (16 mm/sec) was applied to bring the top platen in contact with the top caul until a very low pressure was reached. This occurred within the first 10 s to 15 s. Several press consolidation routines were then tested using gradually slower rates at various time intervals. Figure 1a and 1b show mat consolidation (decrease in mat thickness) as a function of time.
Fig. 1. Mat consolidation (mm) and pressure (MPa) for the 305 mm x 305 mm wet-formed mat using a) CT press method and b) CP press method for the low-, medium-, and high-density panels
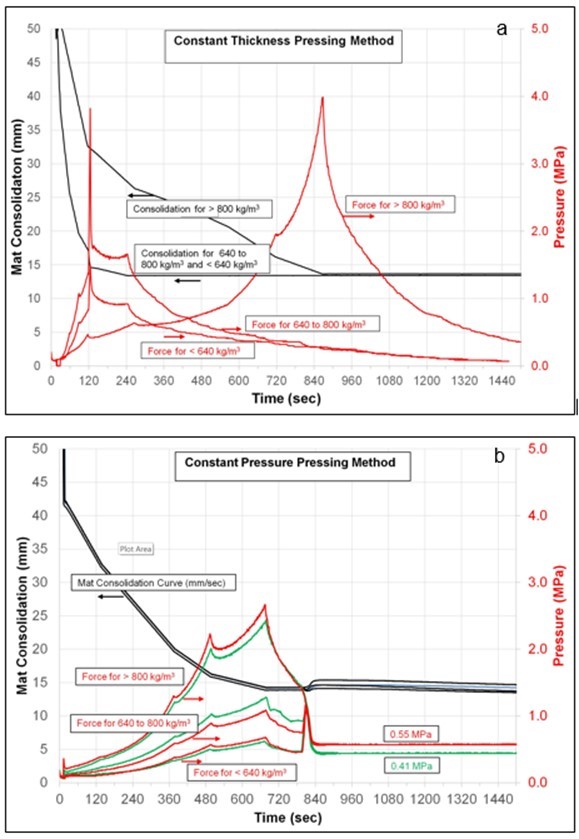
The effect of consolidation rates on mat force was demonstrated. The black lines represent gaps between the top and bottom plates; the red and green lines represent mat pressure (0.55 MPa and 0.41 MPa, respectively). All of the consolidation rates were faster than the moisture loss rates as evident of the increased force during the press closure. When the press reached the desired “constant thickness” (CT), the pressure decreased with time as the MC decreased.
The CT was achieved after approximately 240 s into the press closure for the low-density (< 640 kg/m3) and medium-density (640 kg/m3 to 800 kg/m3) panels, while the CT was achieved after approximately 870 s into the press closure for the high-density (> 800 kg/m3) panels. The CT pressing method used both the press closure rate and final thickness control to achieve a nominal thickness of 12.7 mm. Similarly, the constant pressure (CP) pressing method used a set of closure rates to consolidate the mats.
At approximately 800 s, the pressing method was switched to the CP controlled drying process at either 0.41 MPa or 0.55 MPa constant pressures (unit pressure). The panels under CP drying continued to lose moisture as evident of the continued decrease in panel thickness. The final thickness was slightly variable depending on the consolidation of the material in the panel core.
For testing, the finished panels were cut according the standard test dimensions where possible (ASTM D1037-12) and then were conditioned in a 20 °C and 65% relative humidity (RH) conditioning room for 4 weeks.
Nail and face screw withdrawal test
The nail and face screw withdrawal tests were conducted using a 50 kN Instron machine (Instron, Norwood, USA) following the ASTM D1037-12 (2012) standard with smaller dimensions of 76 mm × 76 mm × nominal 12.7 mm thickness as manufactured. For the face screw withdrawal test, a lead hole was predrilled to 90% of the root diameter of the screw according to the standard.
For both tests, the crosshead rate was set to 1.5 mm/min. The tests were conducted in a conditioning room maintained at 20 ºC and 65% RH. All the tests described were carried out in triplicate.
WA and TS test
The WA and TS tests were conducted with the top surface of the specimens submerged 25 mm under water level. The dimensions of specimens were 102 mm × 102 mm × nominal 12.7 mm thickness, smaller than the ASTM D1037-12 (2012) standard due to limited size of the panel.
The specimen weight was measured before submersion, after 2 h and 24 h submersion, and oven-dried, respectively, to determine the MC and WA rate. The initial thicknesses of the specimens and that after 2 h and 24 h submersion in water were recorded to determine the TS. All the tests described were carried out in triplicate. The testing results were analyzed using the analysis of variance (ANOVA) (SAS, 9.2, Cary, NC USA). Significant differences of the four main effects and two-way interaction effects were determined at the 5% level.
RESULTS AND DISCUSSION
The mat consolidation rate and final pressing method had an influence on the vertical density profile (VDP), as will be discussed in the subsequent section. In Fig. 1a, the initial consolidation rate may also have had an influence on drying rates. It was interesting to note that the low- and medium-density panels were consolidated at a faster rate in the initial press cycle. After the higher consolidation rates, the mat force greatly dropped. The mat force of the low- and medium-density panels decreased faster than that of the high-density panels, which indicated a potentially faster loss of moisture or faster drying rate. In a future study, higher initial pressures might be applied to force more water out from the panel and provide a faster drying rate and shorter press cycle.
The VDP of all the panels was measured. Figure 2 shows the density differences based on different pressing methods. Figure 2a shows the density profiles of CT panels. The “U” shape was characteristic of panels where thickness was held constant during drying. The higher the density, the larger the face-to-core density ratio. Figures 2b and 2c show density profiles of the CP panels. With constant pressure, the density remained fairly uniform across the core region. As the panel density increased, there was an increase in the face density, but the face-to-core density ratio was smaller than that of the CT panels. The ability to manipulate core density is important when considering the application of loads and fastening.
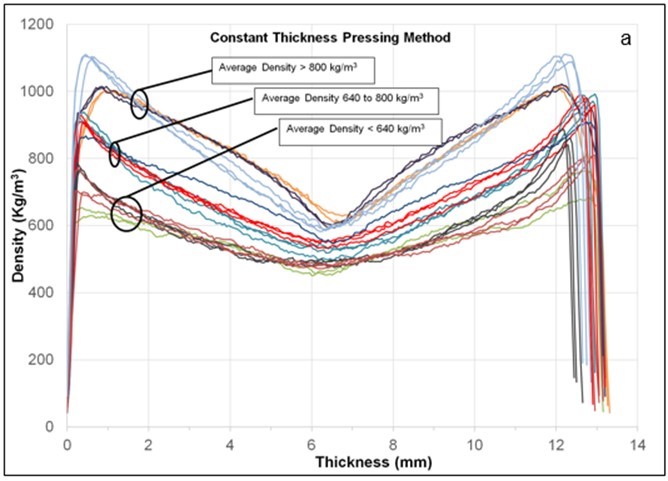
Fig. 2(a). VDP for the three panel density ranges pressed using three pressing methods: (a) CT press method, (b) CP press method using 0.55 MPa ending pressure, and (c) CP press method using 0.41 MPa ending pressure
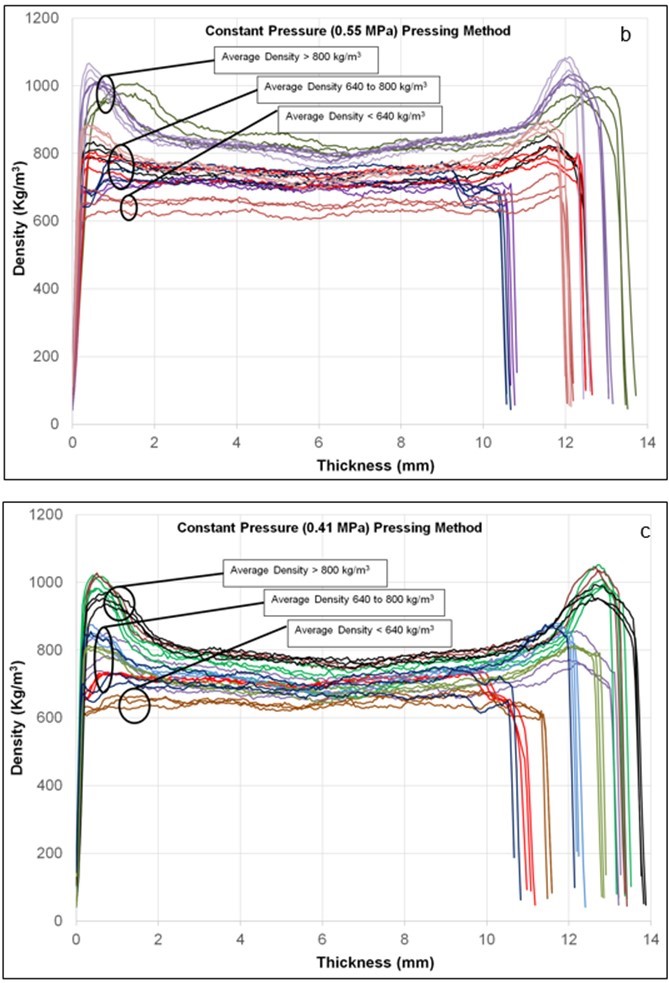
Fig. 2(b & c). VDP for the three panel density ranges pressed using three pressing methods: (a) CT press method, (b) CP press method using 0.55 MPa ending pressure, and (c) CP press method using 0.41 MPa ending pressure
For bending, a higher face density is beneficial (Nemli and Demirel 2007). However, for edge fastening, a slightly higher core density is preferred (Wang et al. 2007). In addition, a uniform yet slightly higher core density was better for nails and screws that passed through the panel in the thickness direction. It was also interesting to note that the CT pressing program did improve the consistency of the panel thickness. The panel thickness variation for those made with the CT press program (Fig. 2a) was much less than those pressed using the CP press program (Figs. 2b and 2c). The reason of thickness variation was that additional pressure was applied onto the mat for CP panels that further consolidate the mat, and the extent of consolidation was different due to that different amount of particles were mixed at beginning for panels with different target density.
There were no clear differences associated with the CNF addition ratio or particle size in the VDP. The drying rates were not measured in this study, but should be a part of a further study due to the use of the water forming process.
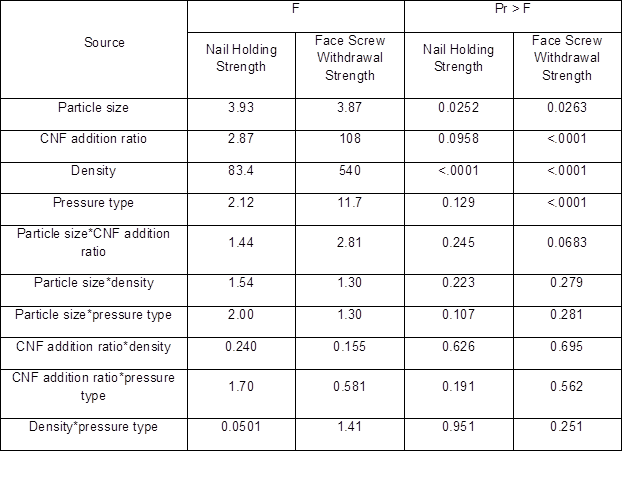
The nail pull and face screw withdrawal statistical analysis, as shown in Table 3, showed that only the density and particle size had significant effects on the nail pull strength, while all four factors had significant effects on the face screw withdrawal strength at the 95% confidence level. There were no significant interaction effects on either the nail pull or face screw withdrawal strength. Panel density had the most important effect on the nail and face screw withdrawal strength, which agreed with previous studies (Cai et al. 2004; Vassiliou and Barboutis 2005; Wang et al. 2007). Figures 3 and 4 show positive trends of the nail and face screw withdrawal strength as density increased. There were no noticeable differences between the CP and CT pressing methods on the nail holding strength.
The same results were found for the effect of CNF addition ratio, which agreed with the ANOVA analysis. All of these results indicated that the nail holding strength was only sensitive to the panel density and particle size that were related to the stress transfer due to the smooth shank type of nail that was used for testing.
Density played the most important role in the face screw withdrawal strength. The peak density was more important than the mean density. For panels manufactured at the same mean density, those with higher face density resulted in higher face screw withdrawal strength. In other words, the CT pressing method was better than the CP pressing method in terms of face screw withdrawal strength. Higher density in both face areas contributed more to the face screw withdrawal strength. Mixed-size particles were favorable to obtain a slightly better face screw withdrawal strength. It was proposed that mixed-size particles rendered a better homogeneous structure within the panels, because small particles could fill in the void formed by the large particles. Larger particles have lower surface to volume fraction, which would also lower the need for the amount of CNF per unit surface area.
In Fig. 4, the face screw withdrawal strength was plotted against ANSI A208.1 (2016) standard values. The low-density panels met the LD-1 requirement, and only the panels with 20% CNF addition ratio met the LD-2 standard requirement. For medium-density panels, only 15% and 20% CNF addition ratio barely met the M-1 standard requirement.
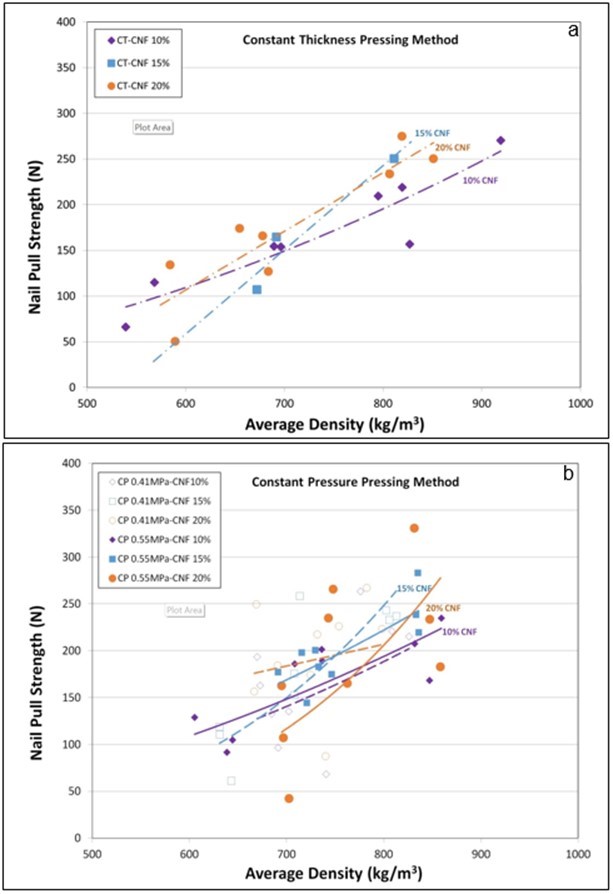
Fig. 3. Nail Pull vs. average panel density for panels with increased CNF and pressed using a) CT pressing method and b) CP pressing method
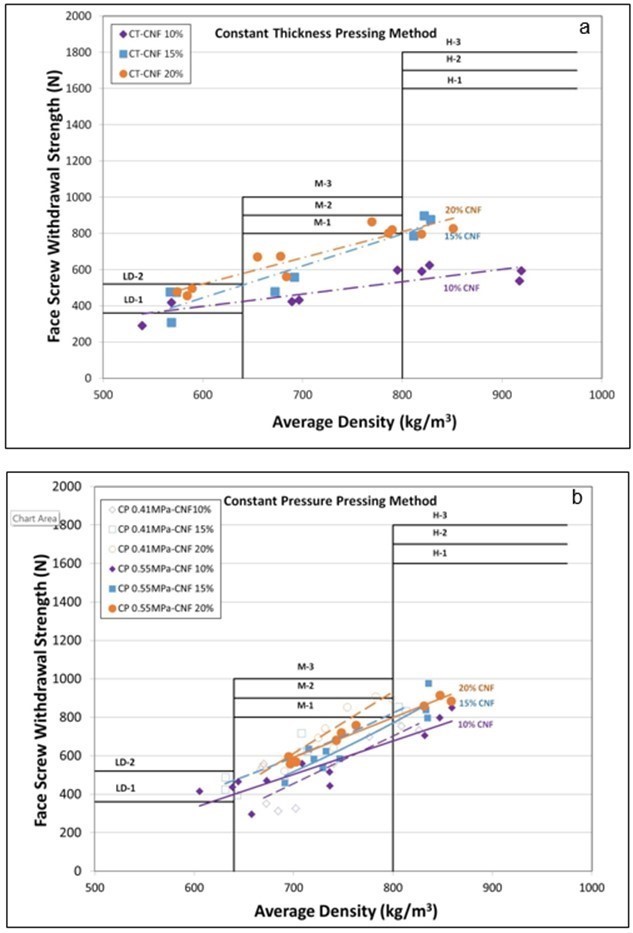
Fig. 4. Screw Pull vs. average panel density as they compare with the ANSI A208.1 (2016) standard values for panels with increased CNF and pressed using a) CT pressing method and b) CP pressing method
Table 3. ANOVA Results for Nail Holding Strength and Face Screw Withdrawal Strength
The WA and TS are obstacles that hinder use of a particleboard in external or high moisture condition applications. In this study, no additional wax or water resistant chemicals were added. The goal of this test was to determine what, if any, additional resistance could be achieved using CNF. The ANOVA results for WA and TS after a 2 h water immersion are shown in Table 4. The ANOVA results after a 24 h water immersion demonstrated similar trends (not shown in this paper). Figures 5 and 6 show the 24 h results for WA and TS, respectively. The results for the 2 h WA and the TS were very similar (not shown in this paper). According to the results in Table 4, the WA after 2 h was significantly affected by the panel density, CNF addition ratio, and particle size at 95% confidence level, while the effect of pressing method (CT or CP) was not statistically significant. There were significant interactions between the particle size and CNF addition ratio, and between the CNF addition ratio and pressing method on the WA after 2 h water immersion. In contrast, the TS after a 2 h water immersion was significantly influenced by all four main factors at a 95% confidence level. In addition, there were significant interactions among all four factors, except between the particle size and pressure type.
Wood particles absorb water mainly due to two reasons: hydrogen bonding between water molecules and available hydroxyl groups in wood particles and CNF (Gwon et al. 2010), and the porous structure of wood particles and voids formed by deposited particles within the particleboard (Salari et al. 2012). Figure 5 shows the general trend that WA decreased as panel density increased. The higher material density resulted in smaller micro pores into which the water could penetrate. In other words, as a result of the higher density, both intra- and inter-fiber where cell micro-pores were, compressed into smaller sizes limited water penetration into the board. In addition, higher density resulted in higher fiber-to-fiber contact and brought more hydroxyl groups together within the wood particles and with the CNF (Deka and Maji 2010).However, Figure 5a shows that panels with 15% CNF absorbed more water as the density increased, which was unexpected. The reason was unknown yet. Further investigation of microstructure and quantification of hydroxyl values of this group of panels is needed to determine the possible reasons. Figure 5 also shows a general trend that the WA decreased as the amount of CNF increased. Higher amounts of CNF contributed to a higher bonding quality between wood particles, where extra CNF filled in the voids and agglomerated under heat and pressure, resulting in fewer amount of hydroxyl groups and voids available to bond with water. As for the effect of particle size, it was possible that smaller particles reduced the WA due to the fact that smaller particles would form smaller voids within the panel. Smaller particles also had a larger surface area, which resulted in better bonding quality and reduced water diffusion into the panel. At a given mean density, the CT pressing method produced panels with higher face density and a lower core density. The contribution of low WA in both face regions may have also been beneficial in retarding the water penetration into the core regions.
The TS consists of the irreversible release of residual stress (spring-back) (Mohebby et al. 2009), hygroscopic swelling of both wood particles and CNF due to WA (Hsu et al. 1989), and the de-bonding between the CNF and wood particles. In Fig. 6, the correlation between TS and panel density showed that generally TS increased as the density increased (Büyüksarı et al. 2012). This was the general case with the CT panels. This was expected due to the general understanding of spring-back of compressed wood particles as they are exposed to moisture. Moisture caused a greater increase in TS as a result of the higher density, highly consolidated wood particles, and increased number of particles per unit volume at that density. It was also possible that while the disassociation of the hydroxyl groups were minimized due to better bonding at higher densities, there were more particles exposed per unit volume; thus the overall swelling increased (Hayashi et al. 2003). As for the effect of the pressing method, the results showed that the CT pressing method responded as expected. However, the CP pressing method had mixed results, and the reason was unclear. Further study is needed to figure out the reasoning. As for the effect of the CNF addition ratio on TS, there were noticeable interactions between CNF addition ratio and particle size, CNF addition ratio and pressing method, and CNF addition ratio and density. The combination treatment of high CNF addition ratio, small particles, low density, and CT pressing method generated the lowest TS.
Table 4. ANOVA Results for 2 h WA and 2 h TS
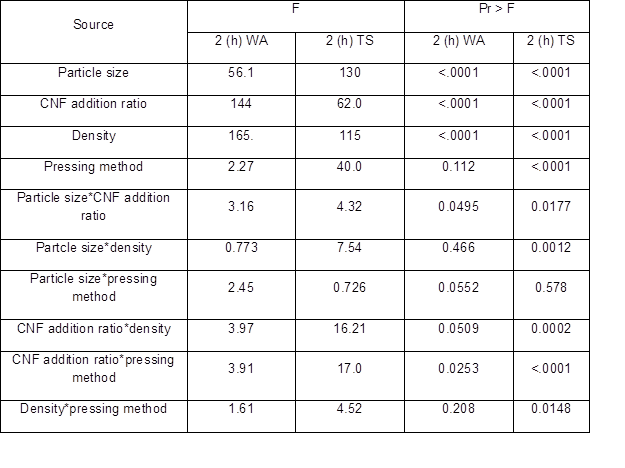
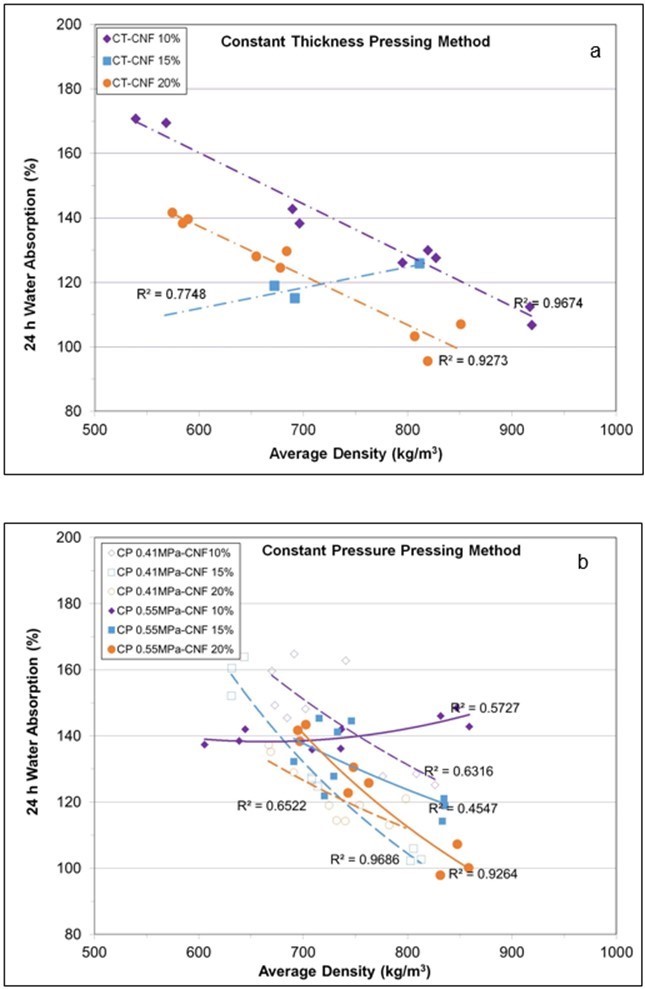
Fig. 5. 24 h WA vs. average panel density for panels with increased CNF and pressed using a) constant thickness pressing method and b) constant pressure pressing method
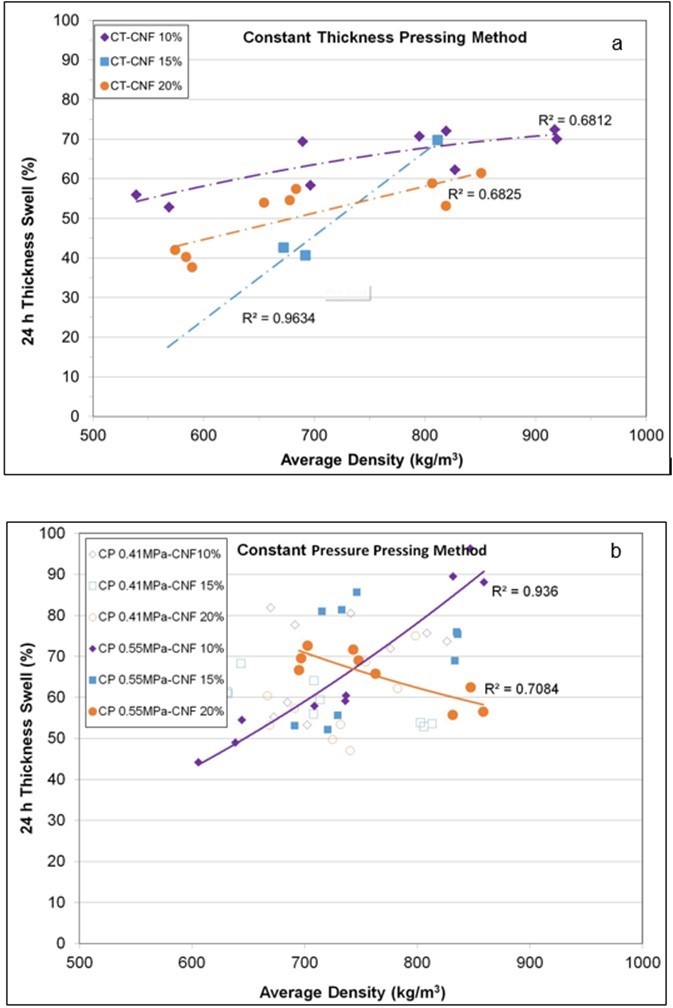
Fig. 6. The 24 h TS vs. average panel density for panels with increased CNF and pressed using a) constant thickness pressing method and b) constant pressure pressing method
None of the panels satisfied the standard TS requirement (< 8%). Higher amounts of CNF may be needed to improve both the WA and TS. Either wax or other water resistant chemistry might also be needed. It is also possible that heat treatment should be introduced to decrease the available hydroxyl groups within the panel and improve the dimensional stability. The benefit of natural bonding and natural materials may provide a niche market for some applications, which is not possible with the use of other resin types.
CONCLUSIONS
- Nail and face screw withdrawal strength increased with increased panel density and cellulose nanofibril (CNF) addition ratio. Nail holding strength was more random due to the smooth shank type of nail used. The U-shape density profile obtained from the constant thickness (CT) pressing method was more beneficial for the face screw withdrawal strength than the flat density profile obtained from the constant pressure (CP) pressing method. Mixed-size particles were favorable to obtain better face screw withdrawal strength.
- Generally, the water absorption (WA) decreased while thickness swelling (TS) increased as the panel density increased. An increased amount of CNF resulted in lower WA and lower TS. Nevertheless, the effect of CNF addition ratio on the TS was interactively influenced by the CNF addition ratio, particle size, density, and pressing method.
- All high-density panels, and most of the medium-density panels, failed to satisfy the standard requirement for face screw withdrawal strength in accordance with ANSI A208.1 (2016). For low-density panels, those manufactured with mixed-size particles, all satisfied the standard requirement. Those manufactured with large particles required no less than 15% CNF to meet the standard requirement, and those manufactured with small particles needed no less than 20% CNF to achieve the standard value. None of the panels met the standard TS requirement.
ACKNOWLEDGEMENTS
The University of Maine and Forest Products Laboratory would like to thank the U.S. Endowment for Forestry and Communities, Inc. for funding this research through the P3Nano grant number P3-5. The authors also thank the University of Maine’s Process Development Center for supplying the CNF material for this research. The authors are thankful to the Engineering Mechanics Lab at the Forest Products Laboratory, Madison, WI for collaboration for testing of the panels.
REFERENCES CITED
Alma, M. H., Kalaycıoğlu, H., Bektaş, I., and Tutus, A. (2005). “Properties of cotton carpel-based particleboards,” Industrial Crops and Products 22(2), 141-149. DOI: 10.1016/j.indcrop.2004.08.001
ANSI A208.1 (2016). “American national standard particleboard,” Composite Panel Association, Leesburg, VA.
Arévalo, R., and Peijs, T. (2016). “Binderless all-cellulose fiberboard from microfibrillated lignocellulosic natural fibres,” Composites: Part A 83, 38-46.
ASTM D1037-12 (2012). “Evaluating properties of wood-base fiber and particle panel materials,” ASTM International, West Conshohocken, PA.
Ayrilmis, N., Jarusombuti, S., Fueangvivat, V., and Bauchongkol, P. (2011). “Effects of thermal treatment of rubberwood fibres on physical and mechanical properties of medium density fibreboard,” Journal of Tropical Forest Science 23(1), 10-16.
Ayrilmis, N., Kwon, J. H., and Han, T. H. (2012). “Effect of resin type and content on properties of composite particleboard made of a mixture of wood and rice husk,” International Journal of Adhesion and Adhesives 38, 79-83. DOI: 10.1016/j.ijadhadh.2012.04.008
Barari, B., Ellingham, T. K., Ghamhia, I. I., Pillai, K. M., El-Hajjar, R., Turng, L.-S., and Sabo, R. (2016a). “Mechanical characterization of scalable cellulose nano-fiber based composites made using liquid composite molding process,” Composites Part B: Engineering 84, 277-284. DOI: 10.1016/j.compositesb.2015.08.040
Barari, B., Omrani, E., Dorri Moghadam, A., Menezes, P. L., Pillai, K. M., and Rohatgi, P. K. (2016b). “Mechanical, physical and tribological characterization of nano-cellulose fibers reinforced bio-epoxy composites: An attempt to fabricate and scale the ‘Green’ composite,” Carbohydrate Polymers 147, 282-293. DOI: 10.1016/j.carbpol.2016.03.097
Biswas, D., Kanti Bose, S., and Mozaffar Hossain, M. (2011). “Physical and mechanical properties of urea formaldehyde-bonded particleboard made from bamboo waste,” International Journal of Adhesion and Adhesives 31(2), 84-87. DOI: 10.1016/j.ijadhadh.2010.11.006
Boon, J. G., Hashim, R., Sulaiman, O., Hiziroglu, S., Sugimoto, T., and Sato, M. (2013). “Influence of processing parameters on some properties of oil palm trunk binderless particleboard,” European Journal of Wood and Wood Products 71(5), 583-589. DOI: 10.1007/s00107-013-0712-5
Buyuksari, U., Ayrilmis, N., Avci, E., and Koc, E. (2010). “Evaluation of the physical, mechanical properties and formaldehyde emission of particleboard manufactured from waste stone pine (Pinus pinea L.) cones,” Bioresource Technology 101(1), 255-259. DOI: 10.1016/j.biortech.2009.08.038
Büyüksarı, Ü., Hiziroglu, S., Akkılıç, H., and Ayrılmış, N. (2012). “Mechanical and physical properties of medium density fiberboard panels laminated with thermally compressed veneer,” Composites Part B: Engineering 43(2), 110-114. DOI: 10.1016/j.compositesb.2011.11.040
Cai, Z., Wu, Q., Lee, J. N., and Hiziroglu, S. (2004). “Influence of board density, mat construction, and chip type on performance of particleboard made from eastern redcedar,” Forest Products Journal 54(12), 226.
Deka, B. K., and Maji, T. K. (2010). “Effect of coupling agent and nanoclay on properties of HDPE, LDPE, PP, PVC blend and Phargamites karka nanocomposite,” Composites Science and Technology 70(12), 1755-1761. DOI: 10.1016/j.compscitech.2010.07.010
Gao, Q., Shi, S. Q., Zhang, S., Li, J., Wang, X., Ding, W., Liang, K., and Wang, J. (2012). “Soybean meal-based adhesive enhanced by MUF resin,” Journal of Applied Polymer Science 125(5), 3676-3681. DOI: 10.1002/app.36700
Guler, C., Bektas, I., and Kalaycioglu, H. (2006). “The experimental particleboard manufacture from sunflower stalks (Helianthus annuus, L.) and Calabrian pine (Pinus brutia, Ten.),” Forest Products Journal 56(4), 56.
Gwon, J. G., Lee, S. Y., Chun, S. J., Doh, G. H., and Kim, J. H. (2010). “Effects of chemical treatments of hybrid fillers on the physical and thermal properties of wood plastic composites,” Composites Part A: Applied Science and Manufacturing 41(10), 1491–1497. DOI: 10.1016/j.compositesa.2010.06.011.
Hayashi, K., Ohmi, M., Tominaga, H., and Fukuda, K. (2003) “Effect of board density on bending properties and dimensional stabilities of MDF-reinforced corrugated particleboard,” Journal of Wood Science 49, 398-404. DOI: 10.1007/s10086-002-0501-y
Hsu, W. E., Schwald, W., and Shields, J. A. (1989). “Chemical and physical changes required for producing dimensionally stable wood-based composites. Part 2: Heat post-treatment,” Wood Science and Technology 23(3), 281-288.
Hung, K.-C., and Wu, J.-H. (2010). “Mechanical and interfacial properties of plastic composite panels made from esterified bamboo particles,” Journal of Wood Science 56(3), 216-221. DOI: 10.1007/s10086-009-1090-9
Kojima, Y., Kawabata, A., Kobori, H., Suzuki, S., Ito, H., Makise, R., and Okamoto, M. (2016). “Reinforcement of fiberboard containing lingo-cellulose nanofiber made from wood fibers,” Journal of Wood Science 62(6), 518-525.
Leng, W., Hunt, J. F., and Tajvidi, M. (2017). “Effects of density, cellulose nanofibrils addition ratio, pressing method, and particle size on the bending properties of wet-formed particleboard,” BioResources 12(3), 4986-5000. DOI: 10.15376/biores.12.3.4986-5000
Li, X., Cai, Z., Winandy, J. E., and Basta, A. H. (2010). “Selected properties of particleboard panels manufactured from rice straws of different geometries,” Bioresource Technology 101(12), 4662-4666. DOI: 10.1016/j.biortech.2010.01.053
Lorenz, L. F., Conner, A. H., and Christiansen, A. W. (1999). “The effect of soy protein additions on the reactivity and formadehyde emissions of urea-formaldehyde adhesive resins,” Forest Products Journal 49(3), 73.
Mohebby, B., Gorbani-Kokandeh, M., and Soltani, M. (2009). “Springback in acetylated wood based composites,” Construction and Building Materials 23(9), 3103-3106. DOI: 10.1016/j.conbuildmat.2009.02.007
Nemli, G., and Demirel, S. (2007). “Relationship between the density profile and the technological properties of the particleboard composite,” Journal of Composite Materials 41(15), 1793-1802. DOI: 10.1177/0021998307069892
Paridah, M. T., Saifulazry, S. O. A., Jalaluddin, H., Zaidon, A., and Rahim, S. (2010). “Mechanical and physical properties of particleboard made from 4-year-old rubberwood of RRIM 2000 series clones,” Journal of Tropical Forest Science 22(4), 440–447.
Robles, E., Czubak, E., Kowaluk, G., and Labidi, J. (2016). “Lignocellulosic-based multilayer self-bonded composites with modified cellulose nanoparticles,” Composites Part B: Engineering 106, 300-307.
Rofii, M. N., Yumigeta, S., Kojima, Y., and Suzuki, S. (2013). “Effect of furnish type and high-density raw material from mill residues on properties of particleboard panels,” Journal of Wood Science 59(5), 402-409. DOI: 10.1007/s10086-013-1353-3
Salari, A., Tabarsa, T., Khazaeian, A., and Saraeian, A. (2012). “Effect of nanoclay on some applied properties of oriented strand board (OSB) made from underutilized low quality paulownia (Paulownia fortunei) wood,” Journal of Wood Science 58(6), 513-524. DOI: 10.1007/s10086-012-1278-2
Sari, B., Nemli, G., Baharoglu, M., Bardak, S., and Zekovic, E. (2013). “The role of solid content of adhesive and panel density on the dimensional stability and mechanical properties of particleboard,” Journal of Composite Material 47(10), 1247-1255. DOI: 10.1177/0021998312446503
Shao, Y., Yashiro, T., Okubo, K., and Fujii, T. (2015). “Effect of cellulose nano fiber (CNF) on fatigue performance of carbon fiber fabric composites,” Composites Part A: Applied Science and Manufacturing 76, 244-254. DOI: 10.1016/j.compositesa.2015.05.033
Tabarsa, T., Ashori, A., and Gholamzadeh, M. (2011). “Evaluation of surface roughness and mechanical properties of particleboard panels made from bagasse,” Composites Part B: Engineering 42(5), 1330-1335. DOI: 10.1016/j.compositesb.2010.12.018
Theng, D., Arbat, G., Delgado-Aguilar, M., Vilaseca, F., Ngo, B., and Mutjé, P. (2015). “All-lignocellulosic fiberboard from corn biomass and cellulose nanofibers,” Industrial Crops and Products 76, 166-173. DOI: 10.1016/j.indcrop.2015.06.046
Vassiliou, V., and Barboutis, I. (2005). “Screw withdrawal capacity used in the eccentric joints of cabinet furniture connectors in particleboard and MDF,” Journal of Wood Science 51(6), 572-576. DOI: 10.1007/s10086-005-0708-9
Wang, D., and Sun, X. S. (2002). “Low density particleboard from wheat straw and corn pith,” Industrial Crops and Products 15(1), 43-50. DOI: 10.1016/S0926-6690(01)00094-2
Wang, X., Salenikovich, A., and Mohammad, M. (2007). “Localized density effects on fastener holding capacities in wood-based panels,” Forest Products Journal 57(1/2), 103-109.
Wu, Q. (1999). “Screw-holding capacity of two furniture-grade plywoods,” Forest Products Journal 49(4), 56-59.
Ye, X. P., Julson, J., Kuo, M., Womac, A., and Myers, D. (2007). “Properties of medium density fiberboards made from renewable biomass,” Bioresource Technology 98(5), 1077-1084. DOI: 10.1016/j.biortech.2006.04.022
Article submitted: May 17, 2017; Peer review completed: August 12, 2017; Revised version received and accepted: August 14, 2017; Published: September 1, 2017.
DOI: 10.15376/biores.12.4.7692-7710