
Abstract
In recent years, medium density fiberboard has been extensively used for furniture production. Often it is painted or coated using a PVC film in modern production, after the surfaces are formed via CNC machining. The surface roughness of medium density fiberboard used in this way is very important for the quality of the surface. In previous studies, the effects of the cutting parameters of a CNC router on the surface roughness of medium density fiberboard were investigated using laboratory test samples. The present study focused on the effects of certain cutting parameters of a CNC router on the surface roughness of real size test samples. In addition, the energy consumption and total processing time of the CNC router were investigated, in relation to the cutting parameters. Three different spindle speeds (8000 rpm, 12,000 rpm, and 16,000 rpm) and feed rates (3 m/min, 5 m/min, and 7 m/min) were used. According to the data obtained, it was determined that as the spindle speed increased, the surface roughness decreased, and the total energy consumption increased. However, as the feed rate increased, the surface roughness increased, and the total energy consumption decreased.
Download PDF
Full Article
Surface Roughness and Processing Time of a Medium Density Fiberboard Cabinet Door Processed via CNC Router, and the Energy Consumption of the CNC Router
Bekir Cihad Bal,* and Fevzi Dumanoğlu
In recent years, medium density fiberboard has been extensively used for furniture production. Often it is painted or coated using a PVC film in modern production, after the surfaces are formed via CNC machining. The surface roughness of medium density fiberboard used in this way is very important for the quality of the surface. In previous studies, the effects of the cutting parameters of a CNC router on the surface roughness of medium density fiberboard were investigated using laboratory test samples. The present study focused on the effects of certain cutting parameters of a CNC router on the surface roughness of real size test samples. In addition, the energy consumption and total processing time of the CNC router were investigated, in relation to the cutting parameters. Three different spindle speeds (8000 rpm, 12,000 rpm, and 16,000 rpm) and feed rates (3 m/min, 5 m/min, and 7 m/min) were used. According to the data obtained, it was determined that as the spindle speed increased, the surface roughness decreased, and the total energy consumption increased. However, as the feed rate increased, the surface roughness increased, and the total energy consumption decreased.
Keywords: CNC router; Surface roughness; MDF; Cabinet door; Energy consumption
Contact information: Kahramanmaraş Sütçü İmam University, Vocational School of Technical Sciences, Kahramanmaraş, Turkey; *Corresponding author: bcbal@hotmail.com
INTRODUCTION
Numerical control (NC) machines were created in the late 1940s by John T. Parsons and patented by Parsons in 1958 (Parsons and Stulen 1958). The first computerized numerical control (CNC) machine was developed at the Massachusetts Institute of Technology in 1952. Computerized numerical control machine technology was improved in the 1960s, and CNC machines started to be used in many different manufacturing industries in the 1980s. There are several types of CNC machines, including CNC lathes, mills, and routers. These CNC machines are used for drilling, boring, turning, and milling processes using a variety of different materials, such as metals, plastics, composites, solid woods, and wood-based materials. In recent years, CNC machines have been used in furniture factories to process solid wood and wood-based panels using various methods, such as cutting, turning, and milling. In particular, medium density fiberboard (MDF) is widely used in furniture manufacturing. After the MDF is processed via a CNC machine, the surface is painted or coated with a PVC film. The cutting parameters of the CNC machine affect the surface roughness of the MDF.
The first study related to wood machining was conducted by Davis (1962), who observed the effects of the cutter speed, feed rate, and the density and moisture content of solid wood processed using conventional wood processing machines, such as a thickness planer, molder machine, or lathe. To the best of the authors’ knowledge, the first study related to the surface roughness of MDF processed with a CNC machine was conducted by Aguilera et al. (2000). They investigated the effects of various properties of MDF and cutting parameters on the surface roughness and cutting force and determined that the cutting force increased with the density and chip thickness. Davim et al. (2007a,b) investigated the defects observed at the entrance and exit sides of drilled MDF plates. According to data obtained; they reported that higher cutting speeds should be used to obtain the greater material removal rates associated with minimal delamination. Gaitonde et al. (2008) worked to develop a mathematical model to predict the surface roughness and to determine the optimal cutting conditions during milling of MDF. The results show that the surface roughness can be optimized with lower feed rate and higher cutting speed values. In subsequent studies, how a change in CNC machine cutting parameters, e.g., spindle speed, step over, cutting speed, feed rate, and cutting depth, affected the surface roughness of MDF were investigated by many researchers (Davim et al. 2009Sütçü and Karagöz 2012; Deus et al. 2015; Koç et al. 2017; Deus et al. 2018; Bal 2018; Bal and Akçakaya 2018).
The energy consumption of industrial machines is a very important issue in industrial production processes. In previous studies, some researchers studied the energy consumption of CNC machines. Pavanaskar et al. (2015) studied the effects of the tool path strategy on the energy consumption of a CNC machine using aluminum test samples. Li et al. (2017) focused on process planning and cutting parameter optimization for energy-aware CNC machining. Peng and Xu (2017) experimented on the effects of the spindle speed, feed rate, depth of cut, and diameter of the cutter on the energy consumption of a CNC machine. Aramcharoen and Mativenga (2014) studied the effects of different cutting strategies, e.g., zig-zag, counter, and spiral strategies, on the energy consumption of a CNC machine.
In previous studies, the effects of CNC machine cutting parameters, e.g., spindle speed, step over, cutting speed, feed rate, and cutting depth, on the surface roughness of MDF was investigated (Sütçü and Karagöz 2012; Deus et al. 2015; Koç et al. 2017; Deus et al. 2018; Bal 2018). The results of these studies showed that the surface roughness decreased as the spindle speed increased, and the step over, feed rate, and depth of cut decreased. In addition, in previous studies, the energy consumption of a CNC machine processing metal test samples was studied using a CNC lathe, CNC milling, or a CNC machining center (Aramcharoen and Mativenga 2014; Pavanaskar et al. 2015; Peng and Xu 2017). To the best of the authors’ knowledge, there has been no study on the effects of the cutting parameters on the processing time and energy consumption of a CNC router, or on the surface roughness of an MDF cabinet door. For this reason, this study focused on investigating the effects of the spindle speed and feed rate on the processing time and energy consumption of a CNC router, and the surface roughness of a cabinet door prepared using MDF.
EXPERIMENTAL
Materials
MDF panels (manufactured by Kastamonu Entegre) were purchased from a supplier in Kahramanmaraş City, Turkey. The dimensions of the boards were 18 mm × 2100 mm × 2800 mm (thickness × width × length), with a density of 690 kg/m3. Test samples were prepared from these panels, each with a dimension of 18 mm × 400 mm × 700 mm (thickness × width × length). Each group had 10 test samples, and the total number of samples was 90. The moisture content of test samples was 6.5%±0.5%.
CNC machine and code file
A three-axis CNC router was used to perform the machining of the samples. The CNC router was equipped with a servo-motor that had a total spindle power of 2.2 kW with a spindle speed of 18,000 rpm. The CNC router was controlled using the Mach3 control program (Newfangled Solutions LLC, Version R3.042.036, Liver more Falls, ME). The code files to control the CNC router were created using the ArtCAM program (Autodesk, Version 2008, San Rafael, CA). The tool path adjustments were as follows: the spindle speed was 8000, 12,000, or 16,000 rpm; the feed rate was 3 m/min, 5 m/min, or 7 m/min; and the cutting depth was 5 mm. The CNC cutter type was ball nose, with a diameter of 10 mm. CNC cutters had two flutes and were produced from carbide. They were used in the machining process for the test specimens. A total of three CNC cutters were used for the experiments.
Energy consumption
The energy consumption for each test sample was monitored using a wattmeter (TT-TechnicPM 001) installed between the CNC machine and an electrical outlet (Fig.1).
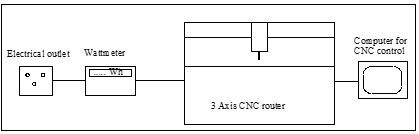
Fig. 1. Schematic view of CNC router and wattmeter

Fig. 2. Dimensions of pattern (A), test sample (B), measurement points (C), roughness tester (D)
Methods
The dimensions of the pattern on the surface of the cabinet door are shown in Fig. 2A. The pattern and test samples are shown in Fig. 2B. The test samples were processed using the “machine along vector” tool path. Roughness measurements were made at eight different points parallel to the cutter trace, as shown in Fig. 2C. The surface roughness was measured using a Mitutoyo Surftest SJ-210, as shown in Fig. 2D. The surface roughness settings and features were as follows: cut-off λc = 2.5 mm; stylus angle = 60°; drive unit speed = 0.75 mm/sn; x-axis measurement range = 12.5 mm; and z-axis = 360 μm. The arithmetical mean height of roughness (Ra) was determined according to ISO 4287 (1998). The SPSS 13.0 statistical package program was used. The data were analyzed using analysis of variance (two-way ANOVA), and significant differences among groups were determined by the Duncan multiple range test.
RESULTS AND DISCUSSION
The data obtained from the tests related to the surface roughness, energy consumption, and processing time are shown in Table 1. When the data in the table were analyzed, it can be seen that the lowest Ra value was 14.2 μm, and it was observed when using a spindle speed of 16,000 rpm, and a feed rate of 3 m/min. Conversely, the highest Ra value was 17.4 μm, and it was found when using a spindle speed of 8000 rpm, and a feed rate of 7 m/min. The lowest energy consumption was 5.4 Wh, and it corresponded to a spindle speed of 8000 rpm, and a feed rate of 7 m/min. The highest energy consumption was 13.0 Wh, and it was observed when using a spindle speed of 16,000 rpm, and a feed rate of 3 m/min. The energy consumption increased with the spindle speed, which is in agreement with the findings of Edem and Mativenga (2017). The processing time of the test samples changed with the feed rate. The spindle speed did not affect the processing time. The lowest processing time was 47 s, measured at a feed rate of 7 m/min. The highest processing time was 89 s, measured at a feed rate of 3 m/min. According to the data obtained, the surface roughness decreased as the spindle speed increased and the feed rate decreased, as shown in Table 3. The effects of these two factors on the surface roughness were statistically significant (P < 0.001), as shown in Table 2. The effect of the feed rate on the surface roughness was greater than that of the spindle speed. The F values of the feed rate and spindle speed were 47 and 26, respectively.
Table 1. Test Results for Surface Roughness (Ra), Energy Consumption (EC), and Processing Time (t)

*Arithmetic means shown in bold font, **standard deviation shown in normal font
In previous studies, some researchers investigated the effects of the spindle speed and feed rate on the surface roughness of MDF and reported similar results to those of the present study (Aguilera et al. 2000; Davim et al. 2009; Deus et al. 2015; Koç et al. 2017; Deus et al. 2018). In these previous studies, as a general rule, the surface roughness decreased as the spindle speed increased and the feed rate decreased (Davim et al. 2009; Deus et al. 2015). The highest spindle speed gave the lowest surface roughness. In addition, as a result of these studies, it is advised by the authors to utilize the highest spindle speed. However, a higher spindle speed resulted in greater energy consumption by the CNC router, as shown in Table 1, and the effect of the spindle speed on the energy consumption was statistically significant (P < 0.001), as can be seen in Table 2. However, in addition to the spindle speed, the servo motors and drivers affected the energy consumption. Thus, the energy consumption decreased as the feed rate increased, as shown in Tables 1 and 3. In addition, the feed rate also affected the processing time.
The processing time increased as the feed rate decreased (as shown in Tables 1 and 3). As a result, there was an inverse relationship between the surface roughness and processing time. The surface roughness decreased as the processing time increased.
The two-way ANOVA test results for the surface roughness, energy consumption, and processing time are shown in Table 2. When the results were analyzed, it was apparent that the effects of the spindle speed and feed rate on the surface roughness, energy consumption, and processing time were statistically significant (P < 0.001),, except for the effect of the spindle speed on the time (P > 0.05).. In addition, the coefficients of determination (R2) are shown in Table 2. The coefficients of determination for the surface roughness, energy consumption, and processing time were 0.65, 0.97, and 0.99, respectively. These coefficients of determination showed that there was a strong relationship between these independent variables and dependent variables. In a previous study, Sütçü and Karagöz (2012) found similar coefficients of determination between the surface roughness and cutting parameters.
Table 2. Two-Way ANOVA Results for the Surface Roughness, Energy Consumption, and Time

The Duncan test results for the surface roughness, energy consumption, and processing time are shown in Table 3. According to the Duncan test results, the surface roughness Ra values for spindle speeds of 8000 rpm and 12,000 rpm were similar, but the Ra value for a spindle speed of 16,000 rpm was different. In addition, the surface roughness values obtained with the feed rates of 3 m/min and 5 m/min were similar, but the Ra value for a feed rate of 7 m/min was different. The best surface roughness was obtained with a spindle speed of 16,000 rpm and a feed rate of 3 m/min. However, the highest energy consumption was measured with these cutting parameters, as shown in Table 3. The highest processing time was measured with a feed rate of 3 m/min. As a general result, it can be said that the higher the spindle speed, the higher the energy consumption. In addition, a lower feed rate was associated with a higher processing time. However, in modern production methods, the energy efficiency is a very important subject that affects the production costs. The processing time for each work piece affects the total production amount. A fast production rate, as well as low energy consumption rates are required for good production planning and a low cost. For this reason, in CNC machines, the surface roughness should be low, and the cutting parameters should be adjusted to obtain low energy consumption, as well as a rapid production rate.
Table 3. Duncan Test Results for the Surface Roughness, Energy Consumption, and Processing Time

Different capital letters (*A, B, C) indicates significant difference by Duncan test, N: number of samples
In previous studies, many researchers examined the effects of the cutting parameters on the energy consumption of CNC machines e.g., CNC milling machine, CNC lathe, or CNC machining center using metal test samples (Pavanaskar et al. 2015; Li et al. 2017; Peng and Zu 2017). In these studies, very low spindle speeds (800 rpm to 4000 rpm) were used because of the hardness of the test samples, since they were made of a metal (steel or aluminum). However, in previous studies related to the processing of MDF, the spindle speed was generally between 12,000 rpm and 24,000 rpm. There is a difference related to the motor power between a CNC machine processing metal and processing MDF. CNC machines that process metal are more powerful than those that process MDF. In addition, CNC machines that process metal have parts e.g., a lubricator, lighting, and compressed air, that differ from those used in the CNC router used in this study. In a previous study, Jiang et al. (2019) stated that it was impossible to characterize the energy consumption because there are so many factors that influenced it. However, similar results were obtained in the previous studies and the present study. The energy consumption increased as the spindle speed increased, and as the feed rate decreased.
CONCLUSIONS
The present study aimed to determine of effects of certain cutting parameters of a CNC router on the surface roughness of real size test samples. In addition, the energy consumption and total processing time of the CNC router were investigated. According to data obtained:
- The surface roughness of the MDF cabinet door decreased as the spindle speed increased and as the feed rate decreased. The lowest Ra value was 14.2, and it was determined when using a spindle speed of 16,000 rpm, and a feed rate of 3 m/min.
- The energy consumption of the CNC router decreased as the spindle speed decreased and as the feed rate increased. The lowest energy consumption was 5.4 Wh, and was observed when using a spindle speed of 8000 rpm, and a feed rate of 7 m/min.
- The processing time of the CNC router decreased as the feed rate increased. The lowest processing time was 47 s, measured at a feed rate of 7 m/min.
ACKNOWLEDGMENTS
The authors thank the Research Fund of Kahramanmaraş Sütçü İmam University for the financial support of this study (Project No: 2017/1-61 YLS).
REFERENCES CITED
Aguilera, A., Meausoone, P. J., and Martin, P. (2000). “Wood material influence in routing operations: The MDF case,” European Journal of Wood and Wood Products 58(4), 278-283. DOI: 10.1007/s001070050425
Aramcharoen, A., and Mativenga, P. T. (2014). “Critical factors in energy demand modelling for CNC milling and impact of tool path strategy,” Journal of Cleaner Production78, 63-74. DOI:10.1016/j.jclepro.2014.04.065
Bal, B. C. (2018). “CNC makinelerinin bazı ayarlarının parça işleme süresi ve lif levhanın yüzey pürüzlülüğü üzerine etkileri,” Mobilya ve Ahşap Malzeme Araştırmaları Dergisi 1(1), 21-30. DOI: 10.33725/mamad.427588
Bal, B. C., and Akçakaya, E. (2018). “The effects of step over, feed rate and finish depth on the surface roughness of fiberboard processed with CNC machine,” Furniture and Wooden Material Research Journal 1(2), 86-93. DOI: 10.33725/mamad.481278
Davim, J. P., Rubio, J. C., and Abrao, A. M. (2007a). “Delamination assessment after drilling medium-density fibreboard (MDF) by digital image analysis,” Holzforschung 61(3), 294-300.
Davim, J. P., Clemente, V., and Silva, S. (2007b). “Evaluation of delamination in drilling medium density fibreboard,” Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 221(4), 655-658.
Davim, J. P., Clemente, V. C., and Silva, S. (2009). “Surface roughness aspects in milling MDF (medium density fibreboard),” The International Journal of Advanced Manufacturing Technology 40(1-2), 49-55. DOI: 10.1007/s00170-007-1318-z
Davis, E. M. (1962). Machining and Related Characteristics of United States Hardwoods (Technical Bulletin No.1267), U.S. Department of Agriculture Forest Products Laboratory, Madison, WI.
Deus, P. R., Alves, M. C. S., and Vieira, F. H. A. (2015). “The quality of MDF work pieces machined in CNC milling machine in cutting speeds, feed rate, and depth of cut,” Meccanica 50(12), 2899-2906. DOI: 10.1007/s11012-015-0187-z
Deus, P. R., Alves, M. C. S., Vieira, F. H. A., and Bilesky, L. R. (2018). “Analysis of the cutting parameters in front milling for medium density fiberboard,” BioResources 13(2), 3404-3410. DOI: 10.15376/biores.13.2.3404-3410
Edem, I. F., and Mativenga, P. T. (2017). “Modelling of energy demand from computer numerical control (CNC) toolpaths,” Journal of Cleaner Production 157, 310-321. DOI:10.1016/j.jclepro.2017.04.096
Gaitonde, V. N., Karnik, S. R., and Davim, J. P. (2008). “Prediction and optimization of surface roughness in milling of medium density fiberboard (MDF) based on Taguchi orthogonal array experiments,” Holzforschung 62(2), 209-214.
ISO 4287 (1998) “Geometrical product specifications (GPS)—Surface texture: Profile method—Terms, definitions and surface texture parameters,” British Standards Institute, London
Koc, K. H., Erdinler, E. S., Hazir, E., and Öztürk, E. (2017). “Effect of CNC application parameters on wooden surface quality,” Measurement 107, 12-18. DOI: 10.1016/j.measurement.2017.05.001
Li, L., Li, C., Tang, Y., and Li, L. (2017). “An integrated approach of process planning and cutting parameter optimization for energy-aware CNC machining,” Journal of Cleaner Production 162, 458-473. DOI:10.1016/j.jclepro.2017.06.034
Jiang, Z., Gao, D., Lu, Y., Kong, L., and Shang, Z. (2019). “Electrical energy consumption of CNC machine tools based on empirical modeling,” The International Journal of Advanced Manufacturing Technology 100(9-12), 2255-2267. DOI: 10.1007/s00170-018-2808-x
Parsons, J. T., and Stulen, F. L. (1958). “Motor controlled apparatus for positioning machine tool,” US Patent No: 2820187A.
Pavanaskar, S., Pande, S., Kwon, Y., Hu, Z., Sheffer, A., and McMains, S. (2015). “Energy-efficient vector field based toolpaths for CNC pocket machining,” Journal of Manufacturing Processes 20(part 1), 314-320. DOI:10.1016/j.jmapro.2015.06.009
Peng, T., and Xu, X. (2017). “An interoperable energy consumption analysis system for CNC machining,” Journal of Cleaner Production 140(part 3), 1828-1841. DOI:10.1016/j.jclepro.2016.07.083
Sütçü, A., and Karagöz, Ü. (2012), “Effect of machining parameters on surface quality after face milling of MDF,” Wood Research 57(2), 231-240.
Parsons, J. T., and Stulen, F. L. (1958). “Motor controlled apparatus for positioning machine tool,” US Patent No: 2820187A.
Article submitted: August 30, 2019; Peer review completed: October 11, 2019; Revised version received: October 13, 2019; Accepted: October 14, 2019; Published: October 16, 2019.
DOI: 10.15376/biores.14.4.9500-9508