
Abstract
This literature review aims to provide a systematic analysis of studies on the financial aspects of producing torrefied biomass and torrefied pellets. There are substantial differences in the specific technologies, operating conditions, scale of the demonstration, and properties of biomass feedstock. There is a lack of reports that consider the entire supply chain, which is required for an understanding of the high-cost steps. To obtain a robust view of the torrefaction processes’ financial prospects the authors have used both peer-reviewed and non-peer-reviewed papers that allowed the researchers to include thirty-one papers in this analysis. All these studies establish that the prices of the biomass and the final torrefied product are critical. The product yield and caloric content, which are related to pricing, were also key financial drivers. The lower freight costs due to high-energy density of the torrefied pellets was recognized and calculated, but some other benefits were not quantified. There is a need for a detailed and flexible torrefaction financial model that includes variations in financial assumptions and biomass properties. Given the uncertainty around many specific steps, there is value in including stochastic tools in these financial analyses.
Download PDF
Full Article
Systematic Review of Torrefied Wood Economics
Robert I. Radics,a,b Ronalds Gonzalez,a Edward M. (Ted) Bilek,c and Stephen S. Kelley a,*
This literature review aims to provide a systematic analysis of studies on the financial aspects of producing torrefied biomass and torrefied pellets. There are substantial differences in the specific technologies, operating conditions, scale of the demonstration, and properties of biomass feedstock. There is a lack of reports that consider the entire supply chain, which is required for an understanding of the high-cost steps. To obtain a robust view of the torrefaction processes’ financial prospects the authors have used both peer-reviewed and non-peer-reviewed papers that allowed the researchers to include thirty-one papers in this analysis. All these studies establish that the prices of the biomass and the final torrefied product are critical. The product yield and caloric content, which are related to pricing, were also key financial drivers. The lower freight costs due to high-energy density of the torrefied pellets was recognized and calculated, but some other benefits were not quantified. There is a need for a detailed and flexible torrefaction financial model that includes variations in financial assumptions and biomass properties. Given the uncertainty around many specific steps, there is value in including stochastic tools in these financial analyses.
Keywords: Systematic review; Torrefied wood; Torrefied pellet; Economics
Contact information: a: Department of Forest Biomaterials, North Carolina State University, Raleigh, NC 27695-8005, USA.; b: Value Chain Optimization, Scion, Rotorua, New Zealand; c: USDA Forest Service, Forest Products Laboratory, One Gifford Pinchot Dr., Madison, WI, 53726-2398, USA.;
* Corresponding author: sskelley@ncsu.edu
INTRODUCTION
The basics of the torrefaction process and its potential advantages have been known for decades. However, new sources of demand, the significance of densifying biomass and improving biomass properties, and alternatives for optimizing bioenergy supply chains have received much attention over the last ten years.
Many of the world’s energy feedstocks are geographically concentrated and therefore vulnerable to disruption. One-third of known fossil fuel oil and gas reserves are held by a small group of countries (UNDP 2000). Coal is more widely dispersed around the globe, but it carries a number of significant environmental and social costs. Meanwhile, the potential advantages of bioenergy have been intensely studied over the past 30 years and have created a number of opportunities for commercial investments. While bioenergy, properly deployed in modern, efficient power plants, has a number of environmental and social advantages, financial hurdles remain (Scott et al. 2012). Specifically, advanced bioenergy has great potential to mitigate climate change, provide the United States with additional energy independence, energize rural economies, and support a long-term sustainable future (Resch et al. 2008; Abt et al. 2010). Sustainably-grown biomass is largely accepted in a carbon-neutral energy form, although the details of the biomass supply chain, biomass growth rate, and the geographic region specifics need to be carefully defined to verify this claim (Mathews 2008; Johnson 2009). The economics of biomass transportation are improved by drying and densification (Hamelinck et al. 2005). Transportation of pellets from North America to Europe accounts for 30% to 40% of the total delivered costs and is the most significant cost component, followed by the production cost, feedstock cost, and labor cost (Hoque et al. 2006).
The use of wood pellets to replace coal is growing rapidly due to policy changes in the European Union (EU). Biomass used in district heating applications is also growing in both the US and EU, although this is a smaller market than the grid-scale biomass power production (Goh et al. 2013).
Production of wood pellets (WP) in the US jumped from 8.5 Peta Joule (PJ) to 120 PJ (or approximately 0.38 million metric tonnes to 5.3 million metric tonnes) from 2000 to 2010 (Lamers et al. 2012) and is projected to grow to more than 10. 8 million metric tonnes by the end of the decade (Forest2Market 2015). In 2013, the EU produced 13.5 million metric tonnes of wood pellets, what was then 50% of the global production (European Biomass Association 2015). The EU production and consumption will continue to grow (Lamers et al. 2014), and this in turn is projected to drive US production growth as well (Forest2Market 2015). While pellet production increases costs, these costs are offset by improved energy density and decreasing freight costs, while also streamlining handling in the transportation systems and enhancing the biomass co-firing process.
Torrefaction Process, Mass Energy Balance
In the torrefaction process, the biomass is heated to 250 °C to 300 °C for 10 min to 20 min in an oxygen-free atmosphere. The resulting torrefied product is recovered in 50% to 70% yield and it retains 70% to 90% of the original energy content. At the same time, the volatile gases are used as fuel for the torrefaction process and heat from the combustion process is used to dry the biomass as needed (Koppejan et al. 2012; Adams et al. 2015). In cases where the biomass has a high moisture content and the torrefaction system has limited heat production, the combustion process can be augmented with additional fuel from biomass or fossil sources. The overall thermal process efficiency depends on the volume and energy content of the volatiles, the moisture content of the incoming biomass, and the efficiency of the dryer and torrefaction units. Figure 1 shows a frequently-cited example, in which 90% of energy was retained in 70% of the dry biomass (Bergman 2005).
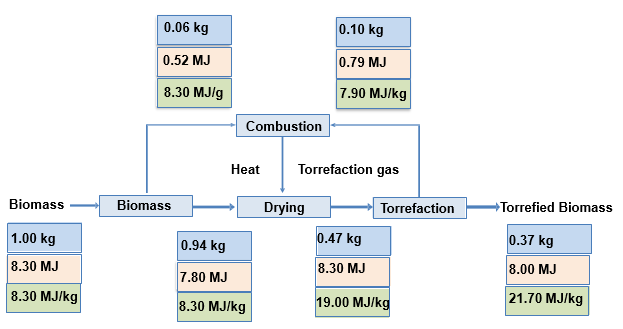
Fig. 1. Torrefaction mass and energy balance by Bergman (2005)
The moisture content, energy yields, and mass yields play a large role in the overall economics because biomass is typically purchased on a mass or volume basis with little regard for moisture content or caloric value. However, the torrefied product will be purchased with the caloric value as a key market specification. Also, the moisture content of incoming biomass has a non-linear impact on the overall energy balance. Depending on the design and efficiency of the biomass driers and torrefaction reactor, under a certain moisture content level, generally 30 wt.% to 40 wt.%, the torrefaction process does not require any externally-purchased heat. However, above this moisture content range, the cost of external heat, natural gas, or biomass required for the driers plays a role in the overall economic outcome (Adams et al. 2015).
OBJECTIVES
The goal of this article is to use a structured analysis to synthesize the results and findings from past studies focused on the economics of torrefied wood and torrefied pellet production. This research aims to identify methods used to model the torrefaction processes in past studies. Also, the goal is to examine the results in terms of different manufacturing methods, process economics, capital and operating costs, and financial structure, e.g., greenfield vs. upgrade of a current wood manufacturing system. Another objective is to map the reported costs of the studies by process steps along the supply chain (feedstock, transport, product), as well as evaluate the inclusion of different elements of risk analysis, market forecasts, and economics disruptors. This paper considers the inclusion of sustainability criteria that may impact the market demand or the inclusion/exclusion of subsidies; and recognizes the challenges faced by researchers in conducting economic analysis including the identification of areas that require further study.
METHODOLOGY FOR LITERATURE SEARCHES
A systematic review was undertaken to analyze the literature on torrefaction economics. This systematic review included key activities of 1) identifying and describing the relevant research, 2) critically evaluating research reports, and 3) synthetizing the findings (Gough et al. 2012). Figure 2 summarizes the searching and selection method of the studied articles.
ECONOMICS OF TORREFIED WOOD AND PELLET PRODUCTION ALONG THE SUPPLY CHAIN
Potential Use of Torrefied Wood and Torrefied Pellets
Torrefaction is proposed as a method to increase the energy density, reduce grinding energy, and decrease the moisture sensitivity of biomass pellets (Bergman 2005). Torrefied pellets also have the potential advantage of being a ‘drop-in’ replacement for low-rank coals, such as lignite and sub-bituminous coals, which have lower energy content when compared with high-ranked (e.g. bituminous and anthracite) coals. This ‘drop-in’ attribute is particularly attractive to the owners of power plants that would require substantial capital investments to allow for the combustion of high biomass levels.
Standard wood pellets, or so called ‘white pellets,’ (WP) have an energy density of approximately 7.8 GJ/m3 to 10.5 GJ/m3, while the energy density of torrefied pellets (TP) ranges between 14 GJ/m3 to 18.5 GJ/m3. Thus, transportation costs of torrefied pellets, derived on an energy basis, may be 20% to 40% less than for standard pellets. This is particularly important for transcontinental shipping. The value proposition for torrefaction offsets the higher manufacturing costs of torrefied pellets for the lower freight costs and other attributes valued by the power producer.
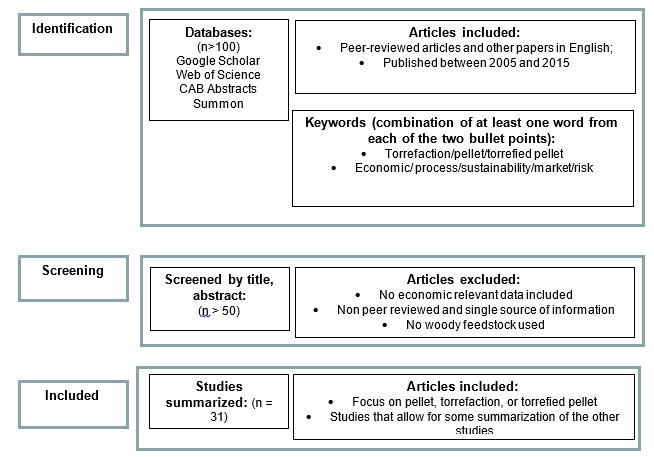
Fig. 2. Methodology for literature search and document extraction
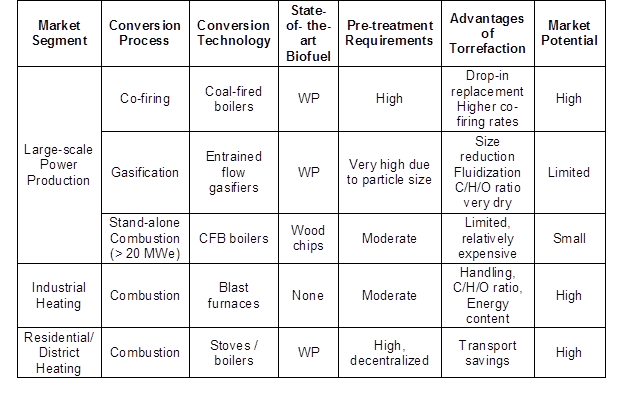
Many low-rank coals used in the US, such as Powder River Basin coals, have a lower energy density and higher moisture content, ash content, and sulfur content than commonly reported from torrefied pellets (Luppens 2011). The comparison of different wood energy sources and coal is shown in Table 1. The potential use of torrefied biomass is introduced in Table 2.
Table 1. Comparison of Sources of Solid Fuel (Luppens 2011; Koppejan et al. 2012; Thrän et al. 2016)
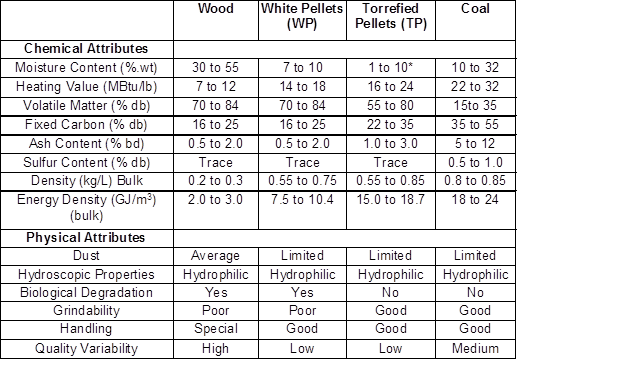
* For safety reasons, the moisture content of the torrefied pellets is kept in this range
Table 2. Potential Use of Torrefied Biomass (Koppejan et al. 2012)
Torrefaction Processes
There are a wide variety of different process technologies proposed for commercial torrefaction operations. Figure 3 outlines the overall torrefaction supply chain for both white and torrefied pellets. Although all of these processes have several unit operations in common, there are also some noteworthy differences between different designs.
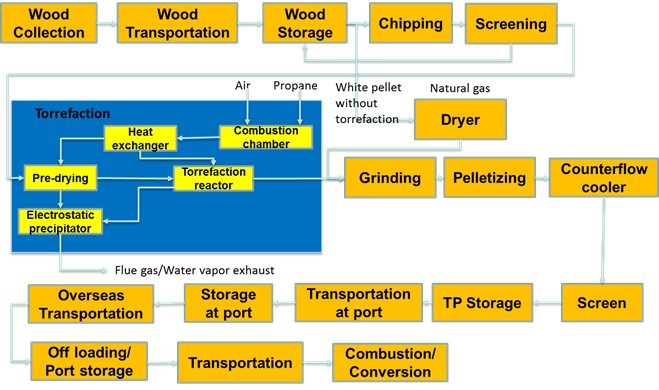
Fig. 3. Forest biomass supply chain for pellet production (Radics et al. 2016)
All torrefaction processes require some common unit of operations: a drier, some additional screening and size reduction, a torrefaction system, a system for combustion of torrefaction gases (and potentially biomass dust and drier vent gases), a cooling system, and a system for additional grinding and consolidation of the torrefied product. In addition, almost all of the systems move the biomass through the hot zone in a counter current with cold biomass being introduced in the lowest temperature zone. The major differences in the process lie in the details of the torrefaction system and selection of the consolidation process. The proposed commercial torrefaction systems may differ in three fundamental unit operations: 1) the technology used to move the biomass through the heat zone of the process; 2) direct or indirect exposure of the hot gases to the biomass; and 3) their ability to handle particles of different sizes.
The biomass may be transported through the hot zone system on belts, with horizontal or inclined screws or tubular reactors, on a series of rotating, gravity-feed trays (or with stationary trays and rotating scraper blades), or in fluidized beds. In most cases, the inlet temperature for the hot gases and the residence time in the reactor is managed based on the treatment recipe during the operation.
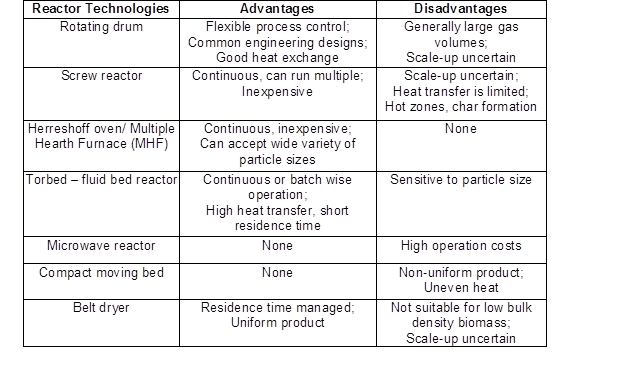
A second major design decision is the use of direct or indirect heating. In all cases, good mixing and uniform torrefaction is required to achieve a quality product. Direct heating is required for fluid bed systems, which use the hot gases to create the fluid bed, and for systems that use either rotating or stationary trays, because indirect heating through the wall or a tray is unpractical. Direct or indirect heating may be used for belt, screw, or rotary drum systems. For indirect heating in these systems, the biomass is heated through the reactor wall, and mechanical mixing is used to evenly torrefy the biomass particles. Table 3 lists some of the more common general configurations that have served as the basis for financial evaluations.
Densification is another operation that can be conducted with a wide variety of processes. Some studies are based on a standard 6 mm or 8 mm pellet die, while other systems assume a briquette-type of consolidation system. Both of these consolidation systems are commercially available. In either case, the final densification system must make a dense product that can be easily handled and shipped with minimal attrition and dust formation. Pelletization of torrefied biomass is more difficult than producing briquettes, although it has been demonstrated at a commercial scale. Pellets do have an advantage of being more easily air conveyed, which greatly enhances their handling, loading and unloading, for both rail and bulk container ships.
Biomass driers and grinding screen systems are relatively standard commercial systems with well-understood performance attributes and costs. While these different drier and grinding systems do not necessarily have the same cost and reliability features, differences in their operation are beyond the scope of this review.
The emission control systems that are required for a commercial system will be site dependent. Local regulations, corporate sustainability goals that exceed minimum compliance, and the potential to integrate the emissions control systems for the torrefaction system into currently operating systems will all play an important role in the overall costs, as well as the sustainability attributes of the system.
Table 3. Torrefaction Technologies by Koppejan et al. (2012)
Capital, Operational Cost, and Plant Size
Table 4 shows the mass/energy balance, the necessary total capital investment and per metric tonnes (MT) of torrefied pellet, the plant size, operating costs, and total costs. The sizes of the pellet mills are from 40,000 MT/year to 100,000 MT/year. Capital costs of between $92/MT to $322/MT have been reported. This wide range of capital costs can be explained, in part, by differences in the technologies, plant sizes, and the trade-offs between the capital and operation costs. However, these different studies vary widely in the specific unit operations that are included under ‘capital.’ The total costs of the torrefied pellets, which range from $5.65/GJ to $13.48/GJ, show lower variation.
Some of the studies introduced enough details to compare the individual cost components (Table 4). Four more recent studies estimate the total costs to be between $7.41/GJ to $8.34/GJ. While this is a fairly tight range, detailed inspection of the individual costs still shows major variations. It is reasonable that some costs are site or regional specific, although other costs show large variations. For example, the highest labor estimate (Ococho Lumber Company 2015) is five times larger than the lowest one (Walton and Bommel 2010). Depreciation, e.g., capital costs, and energy costs both vary by a factor of three. These differences underline the importance of the applied technology, planned plant size, and the trade-offs between the capital and operation costs.
Table 4. Cost Components by Studies
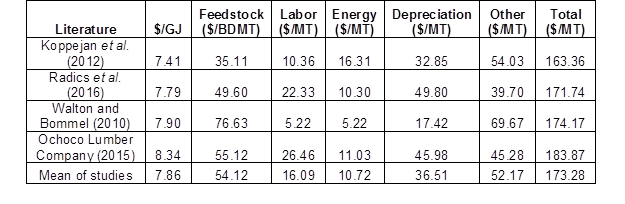
Figure 4 shows the most important cost factors for these studies. Note that ‘other costs’ are important in all the studies. Their mean is 31% of total costs and they cannot be neglected, but they are very project specific. The composition of the ‘other costs’ differs by papers, this is the main reason of the relatively large proportion of the ‘other costs’ and the high fluctuation.
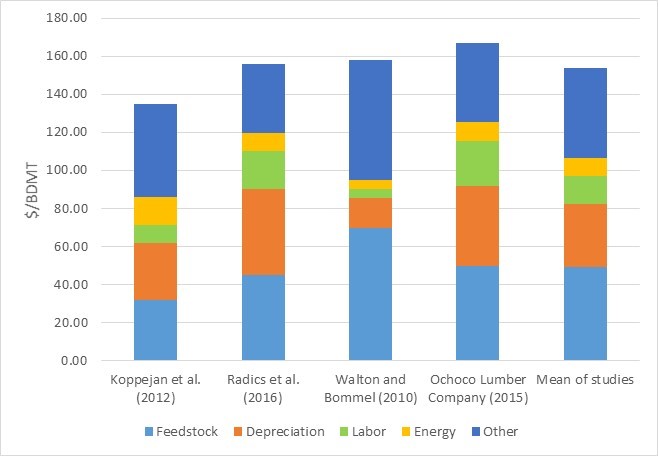
Fig. 4. Torrefaction cost components by studies
The economy of scale, on a series of different torrefaction plant sizes using the common scaling factor of 0.7, is shown in Table 5 (Batidzirai et al. 2013). It is important to note that the changes in the operation cost by increasing the plant size are not all linear. There are steps in the size of many large pieces of equipment, such as boilers, driers, and grinders, which will not be continuous. These results might be viewed as best case. It is also worth noting that a 500,000 MT plant is large, but still smaller than most current pulp mills. Plant size is a key issue for biomass plants. It is clearly understood that the cost of the biomass increases with increasing scale and transportation. Sustainability criteria, such as greenhouse gas emissions or pollution from trucks, will tend to favor smaller plants. The standard engineering benefits of scale push the plant to a larger size. The optimization of this trade-off is heavily dependent on the amount of biomass in a given region, and alternative demands on the biomass.
Integrating torrefaction plant to an existing or new wood processing plant can improve the torrefaction economic significantly (Thrän et al. 2016). In the same paper, the different geographical locations were compared, and Southeast US was found a high potential region for a competitive and economical torrefied pellet plant.
Table 5. Estimated Future Torrefied Pellet Production Costs by 2030 (Batidzirai et al. 2013)
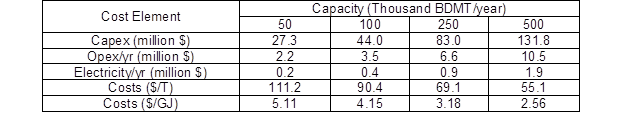
*(Does not include feedstock costs)
Feedstock Cost
The cost of feedstock is highly dependent on location. Specifically, location defines the acreage available for production of biomass, biomass growth rate, competing demands for biomass, the willingness of landowners to produce and sell biomass, and the labor force and infrastructure available to harvest and transport the biomass and the torrefied product.
Reviews of 22 forest biomass supply chain economic assessments and 28 forest biomass supply chain economic optimization studies were conducted (Cambero and Sowlati 2014). The majority of the forest biomass supply systems are suitable to supply biomass for torrefaction, although attention to ash and moisture content are required. Studies show that biomass supply chains for pellets are generally useful for supplying biomass for torrefaction, although it is worth noting that the torrefied systems need 11% more biomass if they are considered on an equal energy basis, or 40% more biomass if they are considered on an equal mass basis. This feedstock demand only refers to the biomass needed for pellet production, and does not consider the large energy demand needed for biomass drying in the case of white pellets. However, if white pellets are dried with a biomass boiler system, then the total delivered biomass required for the pellets and for the drier is greater for the production of white pellets relative to torrefied pellets. This is because the gas from torrefaction can also be burned for drying.
A recent DOE study (United States Department of Energy 2016) concludes that approximately 738 million bone dry metric tonnes (BDMT of biomass can be delivered at under $66.14/BDMT by 2022. Different torrefaction studies have used widely different estimates for the cost of biomass. Some of the feedstock cost assumptions are shown in Table 6. In summary, the feedstock costs are from $28/BDMT to $83/BDMT depending on the location and supply and demand.
Table 6. Feedstock Cost Estimates Used in Different Torrefaction Studies (all costs are converted to a BDMT basis)

Operating Costs
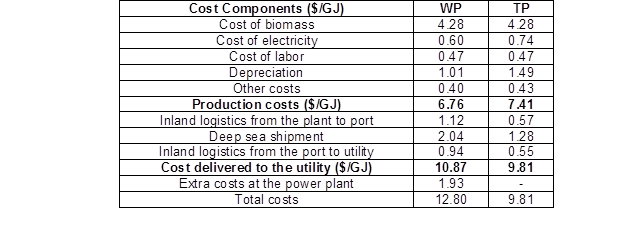
Operating costs have been estimated between $46.08/BDMT (pelletization is not included) to $213.30/BDMT. In Table 7, Koppejan and his team compared the cost of specific equipment and operations for a standard wood pellet and torrefied pellet. While the capital and operating costs of torrefied pellet production are higher than for a standard wood pellet, torrefied pellets are less expensive to ship, on an energy basis, and they do not require a costly retrofit of standard coal-fired power plants. This work concluded that altogether, the torrefied pellets have a 23% cost savings to the power plant operators relative to standard white pellets.
Table 7. Comparison of White Pellet and Torrefied Pellet Production Costs (Koppejan et al. 2012)
Freight Costs
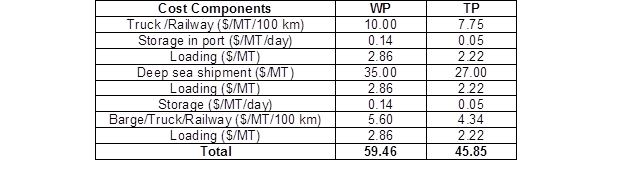
One of the main financial drivers for torrefaction is a reduction in the shipping costs on an energy basis. Table 8 presents the elements of the freight costs based on previous research for a supply chain system that includes a transatlantic shipping leg (Koppejan et al. 2012). Overall, the cost of shipping a GJ of torrefied pellets is approximately 30% lower than shipping a GJ of white pellets. Koppejan and his team concluded that the overall shipping costs were dominated by the ocean transport leg, where both the energy density and bulk density were important.
Table 8. Torrefied Pellet Freight Costs (Koppejan et al. 2012)
Process and Material Handling Risks
Any organic dust, e.g., wood, torrefied biomass, coal, or grain, has the potential for fires or explosions. The reactivity of torrefied material is similar to coal (Kiel 2007), and it has the potential for exothermic reactions that can cause fire during storage. These oxidative reactions can be minimized by the proper handling of the torrefied product. Specific steps include increasing the moisture content of the final product to 7% to 15% and exposing the product to air under carefully controlled, and monitored, conditions for 3 days to 5 days.
The characteristics of torrefied dust are similar to those of biomass dust, but torrefied dust is more reactive than coal dust (Wilen et al. 2014). The potential for dust explosions is present for almost any wood or biomass product manufacturing system. A number of dust explosions and fires have been reported for wood pellet production, and these same concerns would be present for torrefied products. The International Standard Organization (ISO) and various national safety organizations work to define best practices for wood pellets, and these guidelines should also apply to torrefied pellets (Boskovic et al. 2013; Mourant 2013). All of the process risks add to the cost of producing torrefied pellets, but these risks are relatively well-understood.
Financial Risks
One of the major elements of financial risk for torrefaction is the potential loss of subsidies that are required to allow this bio-based product to compete with coal. As is the case for standard wood pellets, torrefied pellets will likely require some sort of government support. This could come in the form of a direct subsidy, or in the form of some sort of indirect renewable energy production target. With these types of subsidized markets, there is always a risk that the subsidies could be withdrawn. To compensate for these risks, investors will expect a higher financial return than for alternative investments that do not carry this risk. None of the work reviewed in this paper included an explicit analysis of this element of risk.
CONCLUSIONS
The goal of this literature review was to provide an overview of biomass torrefaction and torrefied pellet economic studies. The possibility of improving biomass properties through torrefaction methods and densification has raised interest in optimizing bioenergy supply chains over the last ten years. However, there have been few large-scale industrial developments and updated data from those that do exist is not available. In making torrefied pellet production profitable, sales prices and feedstock costs have key roles. Both may be vulnerable to changes in policies regarding either direct subsidies or renewable portfolio standards. The lower freight costs due to the higher energy density of torrefied pellets were recognized and calculated, but some other benefits were not quantified (up to 100% coal replacement, less dust, lower environmental burden, lower grinding energy need, and hydrophobic attributes of torrefied biomass).
The torrefied biomass industry is in the state of infancy. The real costs associated with scale-up and long-term operations are still uncertain. Existing coal-fired power plants have a clear interest in capital investment-free coal replacement, but experience with handling and operating on torrefied pellets still a poses risk; also, the supply chains for torrefied pellets are not yet established. Progress in the US biomass torrefaction industry is slow. The lack of common understanding via the supply chain is an important factor.
ACKNOWLEDGEMENTS
The authors thank the USFS and US Endowment for Forests and Communities CAWES project for funding (2016-1711). Partial funding was also provided the USDA NIFA (2011-68005-30410).
REFERENCES CITED
Abt, R. C., Abt, K. L., Cubbage, F. W., and Henderson, J. D. (2010). “Effect of policy-
based bioenergy demand on southern timber markets: A case study of North Carolina,” Biomass and Bioenergy 34(12), 1679-1686. DOI: 10.1016/j.biombioe.2010.05.007
Adams, P. W. R., Shirley, J. E. J., and McManus, M. C. (2015). “Comparative cradle-to-gate life cycle assessment of wood pellet production with torrefaction,” Applied Energy 138, 367-380. DOI: 10.1016/j.apenergy.2014.11.002
Anonymous. (2015). North American Woodfiber & Biomass Markets. RISI, (January). Retrieved from http://www.risiinfo.com/Marketing/Indices/NAWBM_sample.pdf
Batidzirai, B., Mignot, a. P. R., Schakel, W. B., Junginger, H. M., and Faaij, a. P. C. (2013). “Biomass torrefaction technology: Techno-economic status and future prospects,” Energy 62, 196-214. DOI: 10.1016/j.energy.2013.09.035
Bergman, P. C. (2005). “Combined torrefaction and pelletisation. The TOP Process,” Analysis, (July), 29. https://doi.org/ECN-C–05-073
Boskovic, A., Basu, P., Amyotte, P., Stelte, W., Glasser, D., and Guo, W. (2013). “Logistics and storage of torrefied biomass: Safety aspects,” Fuel 93(4), 1-214. DOI: 10.1016/0016-2361(86)90163-8
Cambero, C., and Sowlati, T. (2014). “Assessment and optimization of forest biomass supply chains from economic, social and environmental perspectives – A review of literature,” Renewable and Sustainable Energy Reviews 36, 62-73. DOI: 10.1016/j.rser.2014.04.041
European Biomass Association. (2015). AEBIOM Statistical Report 2015. Retrieved from http://www.aebiom.org/wp-content/uploads/2015/10/AEBIOM-Statistical-Report-2015_Key-Findings1.pdf
Forest2Market. (2015). Wood Supply Market Trends in the US South Wood Supply Trends in the US South. Retrieved from http://www.theusipa.org/Documents/USSouthWoodSupplyTrends(ExecutiveSummary).pdf
Goh, C. S., Junginger, M., Cocchi, M., Marchal, D., Thrän, D., Hennig, C., Heinimö, J., Nikolaisen, L., Schouwenberg, P. P., and Bradley, D. H. R. (2013). “Wood pellet market and trade: A global perspective,” Biofuels, Bioproducts and Biorefining 7(1), 24-42.
Gough, D., Thomas, J., and Oliver, S. (2012). “Clarifying differences between review designs and methods,” Systematic Reviews 1(1), 28. DOI: 10.1186/2046-4053-1-28
Hamelinck, C. N., Suurs, R. A. A., & Faaij, A. P. C. (2005). International bioenergy transport costs and energy balance. Biomass and Bioenergy, 29(2), 114–134. https://doi.org/10.1016/j.biombioe.2005.04.002
Hoque, M., Sokhansanj, S., Bi, T., Mani, S., Jafari, L., Lim, J., Melin, S., Sowlati, T., and Afzal, M. (2006). “Economics of pellet production for export market,” 2006 CSBE/SCGAB, Edmonton, AB Canada, July 16-19, 2006, pp. 1-15. DOI: 10.13031/2013.22062
Johnson, E. (2009). “Goodbye to carbon neutral: Getting biomass footprints right,” Environmental Impact Assessment Review 29(3), 165-168. DOI: 10.1016/j.eiar.2008.11.002
Kiel, JHA. “Torrefaction for biomass upgrading into commodity fuels,” ECN2007, Berlin, Germany May7, 2007. Retrieved from http://www.ieabcc.nl/workshops/task32_Berlin_ws_system_perspectives/03_Kiel. pdf
Koppejan, J., Sokhansanj, S., Melin, S., and Madrali, S. (2012). “Status overview of torrefaction technologies,” IEA Bioenergy Task 32, (December), pp. 1-54.
Lamers, P., Hoefnagels, R., Junginger, M., Hamelinck, C., and Faaij, A. (2014). “Global solid biomass trade for energy by 2020: An assessment of potential import streams and supply costs to North-West Europe under different sustainability constraints,” GCB Bioenergy, 618-634. DOI: 10.1111/gcbb.12162
Lamers, P., Junginger, M., Hamelinck, C., and Faaij, A. (2012). “Developments in international solid biofuel trade – An analysis of volumes, policies, and market factors,” Renewable and Sustainable Energy Reviews 16(5), 3176-3199. DOI: 10.1016/j.rser.2012.02.027
Luppens, J. A. (2011). A Critical Review of Published Coal Quality Data From the Southwestern Part of the Powder River Basin , Wyoming.
Mathews, J. A. (2008). “Carbon-negative biofuels,” Energy Policy 36(3), 940-945. DOI: 10.1016/j.enpol.2007.11.029
McDow, W. (2013). The Wood Pellet Value Chain, (March).
Mourant, A. (2013). “Biomass: When could torrefaction be commercially viable?” Bioenergy, May. Retrieved from http://www.renewableenergyfocus.com/view/32330/biomass-when-could-torrefaction-be-commercially-viable/
Ococho Lumber Company. (2015). Torrefaction Facility Feasibility and Economic Analysis, (August).
Pirraglia, A., Gonzalez, R., Denig, J., and Saloni, D. (2012). “Technical and economic modeling for the production of torrefied lignocellulosic biomass for the U.S. densified fuel industry,” BioEnergy Research 6(1), 263-275. DOI: 10.1007/s12155-012-9255-6
Radics, R. I., Dasmohapatra, S., and Kelley, S. S. (2016). “Use of linear programming to -optimize the social, -environmental, and economic impacts of using woody feedstocks for pellet and-torrefied pellet production,” Biofuels, Bioproducts and Biorefining. DOI: 10.1002/bbb.1658
Resch, G., Held, A., Faber, T., Panzer, C., Toro, F., and Haas, R. (2008). “Potentials and prospects for renewable energies at global scale,” Energy Policy 36, 4048-4056. DOI: 10.1016/j.enpol.2008.06.029
Scott, J. A., Ho, W., and Dey, P. K. (2012). “A review of multi-criteria decision-making methods for bioenergy systems,” Energy 42(1), 146-156. DOI: 10.1016/j.energy.2012.03.074
Thrän, D., Witt, J., Schaubach, K., Kiel, J., Carbo, M., Maier, J., Nbide, C., Koppejan, J., Alakangas, E., Majer, S., and Schipfer, F. (2016). “Moving torrefaction towards market introduction – Technical improvements and economic-environmental assessment along the overall torrefaction supply chain through the SECTOR project,” Biomass and Bioenergy. DOI: 10.1016/j.biombioe.2016.03.004
Undp. (2000). Human DEVELOPMENT REPORT 2000 Human Rights and Human Development. Human Development.
United States Department of Energy. (2016). 2016 BILLION-TON REPORT (Vol. I).
Wilen, C., Sipila, K., Tuomi, S., Hiltunen, I., Lindfors, C., Sipila, E., Saarenpaa T, and Raiko, M. (2014). Wood torrefaction – market prospects and integration with the forest and energy industry Summary and conclusions. Wood Torrefaction – Market Prospects and Integration With the Forest and Energy Industry (Vol. 163). Julkaisija-Utgivare, VTT Technical Research Centre of Finland. Retrieved from: http://www.vtt.fi/inf/pdf/technology/2014/T163.pdf
Article submitted: February 26, 2017; Peer review completed: May 11, 2017; Revised version accepted: June 5, 2017; Published: June 14, 2017.
DOI: 10.15376/biores.12.3.Radics