
Abstract
Pulping using organic solvents is an alternative to kraft pulping and can reduce environmental pollutants. Ethanol is a potential cooking liquor, as it improves the penetration of the cooking chemical due to its low surface tension, and it can be recovered via distillation. The chemical structure and alpha-cellulose content need to be controlled during cooking and bleaching processes to prepare dissolving pulp. Therefore, the effect of ethanol on the cooking efficiency and caustic extraction prior to sequential bleaching on the alpha-cellulose content of the pulp were analyzed. The cooking yield was 50.2% in cooking liquor with 20% NaOH and 50% ethanol at 160 °C for 120 min. The delignification extent was 83.2%, which was better than that of kraft cooking. Caustic extraction was effective in removing the hemicellulose content, and the removal rate of xylan was 61.1% with 10% NaOH added to 1.5% pulp slurry and reacted at 60 °C for 90 min. The alpha-cellulose of bleached pulp could be improved to over 94% by a sequential bleaching process consisting of chlorine dioxide, sodium hydroxide, and hydrogen peroxide.
Download PDF
Full Article
Effect of Soda-ethanol Cooking with Caustic Extraction Prior to Bleaching on the Properties of Hardwood Pulp
Tai-Ju Lee, Jaegyoung Gwon, Won-Jae Youe, Yu-jin Oh, Byeong-Jun Ahn, and Jin-Ho Seo *
Pulping using organic solvents is an alternative to kraft pulping and can reduce environmental pollutants. Ethanol is a potential cooking liquor, as it improves the penetration of the cooking chemical due to its low surface tension, and it can be recovered via distillation. The chemical structure and alpha-cellulose content need to be controlled during cooking and bleaching processes to prepare dissolving pulp. Therefore, the effect of ethanol on the cooking efficiency and caustic extraction prior to sequential bleaching on the alpha-cellulose content of the pulp were analyzed. The cooking yield was 50.2% in cooking liquor with 20% NaOH and 50% ethanol at 160 °C for 120 min. The delignification extent was 83.2%, which was better than that of kraft cooking. Caustic extraction was effective in removing the hemicellulose content, and the removal rate of xylan was 61.1% with 10% NaOH added to 1.5% pulp slurry and reacted at 60 °C for 90 min. The alpha-cellulose of bleached pulp could be improved to over 94% by a sequential bleaching process consisting of chlorine dioxide, sodium hydroxide, and hydrogen peroxide.
DOI: 10.15376/biores.17.2.2884-2895
Keywords: Soda-ethanol cooking; Caustic extraction; Bleaching; Wood; Pulp
Contact information: National Institute of Forest Science, Department of Forest Products and Industry, Division of Forest Industrial Materials, 02455, Seoul, Republic of Korea;
* Corresponding author: seojh97@korea.kr
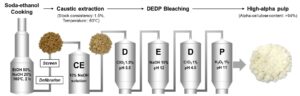
GRAPHICAL ABSTRACT
INTRODUCTION
Wood is a natural and sustainable resource consisting of cellulose, hemicellulose, lignin, and extractives; the major component is cellulose, which is present in approximately 40 to 50% of hardwoods and softwoods. Cellulose is a natural polymer consisting of β(1→4)-linked glucose units. The reactivity of cellulose molecules depends on the three reactive hydroxyl groups on C2, C3, and C6, which are involved in intra- and intermolecular bonding (del Cerro et al. 2020). Most cellulose can be obtained from wood in the form of pulp by cooking and bleaching. In addition, cellulose is a potential raw material for conversion into value-added materials, such as binders, paper, cosmetics, pharmaceuticals, and packaging. Kraft pulping is a typical chemical engineering process that can extract pulp from wood using NaOH and Na2S under high pressure and temperature. The process is advantageous in that strong pulp strength and reliable yield can be obtained (Quintana et al. 2013). However, it could generate some corrosive substances such as SOx and NOx, and these are environmentally harmful. To address these issues, more efficient and eco-friendly pulping processes have been developed to deal with the inevitable environmental problems linked with the pulp and paper industry, such as air pollution and high energy consumption. Moreover, the production of high-alpha pulp is limited, as hemicellulose remains even after the kraft pulping process involving cooking and multi-stage bleaching. Comparative studies have demonstrated the potential of organosolv pulping methods. Alcohol-based pulping is the most frequently studied, as the penetration of pulping liquor could be enhanced by the low surface tension of alcohols (Lopez 2011). Alcohols in alkali cooking liquor can also prevent excessive lignin condensation and remove more extractives compared to kraft pulping (Iakovlev et al. 2014). Methanol, ethanol, and butanol have been studied with concentrations ranging from 40% to 80% (Teramura et al. 2016; Moreira et al. 2020). Among them, ethanol has the advantage of alcohol separation by distillation due to its low boiling point (Shatalov and Periira 2002). Soda-ethanol pulping has been applied to various wood and non-wood materials. Aklilu (2020) studied the optimization and modelling of ethanol-assisted soda pulping based on process parameters including temperature, reaction time, and ethanol and alkali concentration; the maximum yield of bamboo was 53.6% at a cooking temperature of 162.3 °C, cooking time of 180 min, ethanol concentration of 60%, and alkali concentration of 18%. EL-Sakhawy et al. (1996) reported ethanol-assisted soda-anthraquinone pulping efficiency of wheat straw by analyzing the activation energy. The reaction rate increased with increasing reaction temperature and alkali concentration. Delignification occurred at an initial alkali concentration of 0.45 mol/L and a cooking temperature of 160 °C.
Hemicellulose is a constituent of the cell membrane of wood that can be extracted using an alkaline solution; this approach can be helpful in maintaining pulp strength. Although hemicellulose is partially removed by cooking and bleaching, an additional process is required to obtain high alpha-cellulose pulp for better pulp utilization. Alkaline extraction of pulp has been used as a swelling pretreatment to control morphology and reactivity, remove a large portion of hemicellulose from the pulp, and decrease the content of the charged groups (Choi et al. 2016). Zhang et al. (2012) performed an alkali extraction before soda-anthraquinone cooking to control xylan in corn stover. The hemicellulose in Eucalyptus grandis can be controlled by pre-alkaline extraction before Kraft pulping (Vena et al. 2013). This study aims to provide a method for preparing dissolving pulp using soda-ethanol cooking and alkali extraction combined with sequential bleaching on hardwood pulp properties by analyzing effects of the ethanol on the cooking efficiency and effects of alkali-extraction combined with sequential bleaching to control hemicellulose and lignin on the increase of alpha-cellulose and brightness.
EXPERIMENTAL
Materials
Oak is among the most abundant trees in forests, accounting for 20% of the growing stock and covering 32.2% of the forest area in the Republic of Korea (National Forest Service 2021). Sawtooth oak (Quercus acutissima Carruth.) has a distinct annual ring and porous ring and has usually been used for pulp production because of its high holocellulose content (Jeong and Park 2008). Sawtooth oak was harvested from Daejeon-si, a city in the central area of the Republic of Korea and used for the evaluation of soda-ethanol cooking. Debarked oak logs with a 20 cm diameter at breast height were chipped with disc chippers in a domestic mill. As shown in Fig. 1, the chips were used as raw materials for cooking following fractionation by the vibrating wood chip screen according to the TAPPI Useful method 21(1991). The mean chips size was 2.53 cm × 2.15 cm, and the mean thickness of the chips ranged from 3.5 to 4.3 mm. The chemical composition of the chips is shown in Table 1. NaOH and ethanol (Daejung Chemical, Siheung-si, Republic of Korea) were used to prepare cooking liquor. Chlorine dioxide (DUOZON, Seoul, Republic of Korea) and hydrogen peroxide (Daejung Chemical, Siheung-si, Republic of Korea) were used in the bleaching process.
Table 1. Chemical Composition of Raw Materials

Cooking
Circular digestion vessels (Daeil Machinery, Daejeon, Republic of Korea) were used for cooking, as shown in Fig. 1. The equipment had two 10-L stainless steel vessels and software to automatically control the temperature and monitor the H-factor (kinetic model for the rate of delignification in kraft pulping). After pre-steaming at 105 °C for 60 min, 500 g of oven-dried chips and cooking liquor with a ratio of 1:7 were inserted into the vessel. Ethanol concentrations varied from 40 to 60% and NaOH concentrations from 20 to 30% by volume in the cooking liquor. The cooking temperature was maintained at 160 to 180 °C. Table 2 shows the multi-stage sequence of the cooking temperature and the calculated H-factor at various maximum temperatures. The cooking time at maximum temperature was 120 min. For kraft pulping, cooking parameters were as follows: active alkali, 20%; sulfidity, 25%; liquor-to-wood ratio, 5:1; and cooking time, 120 min at 160 °C; pressure, max. 10 bar. The cooking liquor was circulated by circulating motors during cooking. When the cooking process was finished, cooling was started by a cooling zone in which the circulating cooking liquor was cooled down to below 80 °C using tap water. The cooked chips were defibrated after washing with tap water.

Fig. 1. Cooking equipment (A) and software (B)
Table 2. Cooking Temperature Sequence in Kraft and Soda-ethanol Cooking

Analysis of Yield
As shown in Fig. 2, the defibrated fibers were fractionated using a Somerville screen (FRANK-PTI, Birkenau, Germany) to separate the flakes and pulp fibers after cooking.

Fig. 2. Schematic diagram of fractionation of flakes and pulp fibers after cooking
After the screening, flakes remained on the screen slots; however, pulp fibers that passed through the 0.15 mm width slots were gathered. The oven-dried weight of each fraction was then measured. Finally, the total and screen pulp yields were calculated using Eqs. 1 and 2,
 (1)
(1)
 (2)
(2)
where Wreject is oven-dried weight of reject fraction (flakes) after screening, Waccept is oven-dried weight of accept fraction (fibers) after screening, and Wdefibrated fibers is oven-dried weight of whole fibers after defibration.
Bleaching with Caustic Extraction
As shown in Fig. 3, 1.5% brown pulp slurry was reacted in 5 to 10% NaOH solution for various reaction times at 60 °C after cooking. After concentrating the pulp slurry to 10%, bleaching (D1ED2P sequence) using chlorine dioxide, NaOH, and hydrogen peroxide in a closed reactor (Model 3D-2, PRIMIX, Tokyo, Japan) was carried out as shown in Table 3.

Fig. 3. Bleaching with caustic extraction; D, E, and P stand for chlorine dioxide, alkaline extraction, and hydrogen peroxide, respectively
Table 3. Conditions of Caustic Extraction and Bleaching Sequence

Chemical Analysis
The pulp samples obtained after cooking were analyzed to study the effect of soda-ethanol pulping on changes in the chemical components of wood under different cooking conditions in kraft pulping. First, the wood extractives were determined using alcohol-benzene extraction according to NREL/TP-510-42619 (Jeong et al. 2017). Subsequently, ash content was evaluated by ignition of 1 g pulp sample at 525 °C according to ISO 1762 (2019). Finally, the acid-insoluble lignin content was determined using the samples after removal of extractives according to NREL 510-42618 (Jeong et al. 2017). The acid-soluble lignin content was measured by UV-Visible analysis of the filtrate at 205 nm. Sugar (glucose, xylose, and arabinose) contents were measured using a high-performance liquid chromatograph (HPLC, Agilent 1100, Agilent Technologies, Santa Clara, CA, USA) (eluent: 0.01 N H2SO4, oven temperature: 40 °C, flow rate: 0.6 mL/min, injection volume: 10 μL) with an Aminex HPX-87H column and a refractive index (RI) detector (Agilent 1200, Agilent Technologies, Santa Clara, CA, USA). All analyses were performed in triplicates (Jeong et al. 2017).
Analysis of Pulp Properties
Freeness was determined using a Canadian Standard Freeness Tester (CSF tester, Lorentzen & Wettre, Kista, Sweden). A fiber analyzer (Fiber Tester Plus, Lorentzen & Wettre, Kista, Sweden) was used to measure the pulp fiber length/width, coarseness, and fiber fines. The kappa number and alpha-cellulose content were also determined under various experimental conditions. The brightness and yellowness of the pulp were measured using an optical analyzer (Elrepho, Lorentzen & Wettre, Kista, Sweden) after making handsheets with a grammage of over 100 g/m2 for the evaluation of bleaching efficiency. All experiments for pulp fiber properties were performed according to the ISO 5267-2 (2002) and 16065-2 (2014).
RESULTS AND DISCUSSION
Effect of Ethanol on Cooking Yield
Yield is an economic parameter for evaluating the effectiveness of the pulp-making process and the usefulness of wood resources as pulp fibers. The cooking yields obtained with various cooking conditions are shown in Figs. 4 through 6. As shown in Fig. 4, the total and screen yields decreased slightly with an increase in the mixing ratio of ethanol in the cooking liquor. However, there was no major change in yield with an ethanol mixing ratio above 50%. The maximum yield was 50.2% after cooking with 50% ethanol and 20% sodium hydroxide; this is a high yield, considering that the total yield of kraft pulping is approximately 45%. When ethanol was mixed above 60% in the liquor, the cooking was incomplete because the lignin was not completely removed. In contrast, the concentration of NaOH and cooking temperature considerably affected the yield. As shown in Figs. 5 and 6, the yield dramatically decreased with an increase in the sodium hydroxide concentration and cooking temperature because hydrolysis damaged the cellulose and hemicellulose. Evidence of such damage could be observed from the analysis results of the chemical compositions under various cooking conditions. As shown in Fig. 7, glucan and xylan decreased with an increase in the mixing ratio of ethanol in the cooking liquor. It should be noted that glucan did not decrease further, even though the mixing ratio of ethanol increased beyond 60%. In contrast, glucan and xylan decreased with increasing sodium hydroxide and cooking temperature, as shown in Figs. 8 and 9; this is considered to be due to the neutralizing effect of ethanol, which can easily dissociate to ethoxide and hydrogen ions in sodium hydroxide solution (Parsons et al. 2011). Ethoxide ions could be involved in delignification and hydrogen ions could neutralize hydroxide ions dissociated from sodium hydroxide. Therefore, the yield of ethanol-soda cooking was higher than that of kraft pulping as the quantity of hydroxide ions that cause hydrolysis and peeling reactions could be reduced by neutralization. Accordingly, it is important to maintain the sodium hydroxide input below 20% and to set the cooking temperature to less than 160 °C to obtain a reasonable cooking yield in soda-ethanol cooking with hardwood.

Fig. 4. Yield with varying mixing ratios of ethanol in cooking liquor (NaOH 20%, Temp. 160 °C) |

Fig. 5. Yield with varying mixing ratios of sodium hydroxide in cooking liquor (ethanol 50%, Temp. 160 °C) |

Fig. 6. Yield with varying cooking temperatures (NaOH 20%, ethanol 50%)


Fig. 7. Change in glucan (left) and xylan (right) with varying mixing ratios of ethanol


Fig. 8. Change in glucan (left) and xylan (right) with varying mixing ratios of sodium hydroxide


Fig. 9. Change in glucan (left) and xylan (right) with varying temperatures
Delignification
The removal of lignin is an important factor in the cooking process for the production of pulp fibers. Generally, delignification rate is determined by kappa number, which is one of the parameters for estimating delignification rate after cooking by measuring KMnO4 consumption. In this study, the effect of ethanol on delignification was analyzed by measuring the Kappa number, as shown in Fig. 10. The Kappa number did not change notably with an increase in ethanol concentration in the cooking liquor beyond 50%. The Kappa number was 11.16 at 40% ethanol and decreased to 7.8 at 50% ethanol. Considering that the Kappa number obtained in kraft pulping with active alkali and sulfidity of 20% at 165 °C was 9.3 in the authors’ experiments, the delignification in soda-ethanol cooking was better. Figure 11 shows the lignin removal rate calculated from the Klason lignin measurements. Under mixing conditions of less than 40% or more than 60% of ethanol, the removal rate of lignin was low and difficult to defibrate because the delignification was not sufficient to separate individual fibers. The effect of ethanol on delignification can also be inferred from the fiber coarseness in Table 4. All properties of the pulp fibers were similar, except for the fiber coarseness. Coarseness is proportionally related to cell wall thickness. As shown in Table 4, the fiber coarseness of the kraft pulp was higher than that of the ethanol-soda pulp. Thus, the fiber wall thickness of kraft pulp was higher than that of ethanol-soda pulp because delignification was promoted due to the increase in the penetration of cooking liquor by ethanol, which has a low surface tension (De Carvalho et al. 2014).

Fig. 10. Changes in Kappa number with varying mixing ratios of ethanol |

Fig. 11. Removal rate of lignin with varying mixing ratios of ethanol |
Table 4. Fiber Characteristics of Kraft and Ethanol-soda Pulps

Bleachability of Pulp with Caustic Extraction
Bleaching is an essential process to improve the brightness, softness, and alpha-cellulose content of pulp. Typically, the bleaching process consists of a multi-sequential procedure with reactive chemicals such as chlorine dioxide, oxygen, sodium hydroxide, and hydrogen peroxide. The bleachability was affected by the delignification rate of the cooked pulp and reaction conditions at each bleaching stage, such as temperature, dosage, and reaction time. The bleachability of the soda-ethanol pulp was checked by assuming that the bleaching efficiency would be better than that of kraft pulp.
The effect of caustic extraction on low-consistency pulp slurry (1.5 to 2%) on the increase in brightness and alpha-cellulose prior to multi-stage bleaching was also analyzed. Table 5 shows the optical properties of the bleached pulp cooked with soda-ethanol pulp. As shown in Table 5, the bleachability of soda-ethanol pulp was better because the brightness and L*, which indicate the percent reflectivity of pulp for certain wavelengths of light, were higher than those of the kraft pulp. Therefore, similar to delignification, the bleaching efficiency of soda-ethanol pulp was better than that of kraft pulp under the same bleaching conditions, due to low surface tension of ethanol. The b* value and yellowness of the bleached pulp with caustic extraction decreased notably, compared to that of the bleached pulp without caustic extraction. Caustic extraction prior to the multi-sequential bleaching process was effective in controlling residual lignin, colorants, and other derivatives.
Additionally, the possibility of an improved alpha-cellulose with caustic extraction was confirmed. As shown in Fig. 12, the removal of xylan increased with an increase in the sodium hydroxide concentration and reaction time. During caustic extraction, the fibers swelled due to osmosis and swelling pressure (Lund et al. 2012). In this case, hemicellulose exhibited higher solubility in alkaline solution. However, the yield decreased drastically at sodium hydroxide concentrations over 10% and reaction times over 90 min due to excessive hydrolysis. As a result, the alpha-cellulose content of the pulp was higher with caustic extraction (94.2%) than that without caustic extraction (80.8%), as shown in Fig. 13. However, the strength of the soda-ethanol pulp was lower than that of the kraft pulp because the viscosity of the pulp decreased.
Table 5. Effect of Caustic Extraction Prior to Bleaching on Optical Properties of Pulp


Fig. 12. Effects of caustic extraction on the removal of xylan

Fig. 13. Alpha-cellulose of the bleached pulps (caustic extraction: NaOH 10%, 90 min)
CONCLUSIONS
- The maximum yield of soda-ethanol cooking was 50.2% after cooking with 50% ethanol and 20% sodium hydroxide at 160 °C for 2 h, which was superior to that of kraft pulping with active alkali and sulfidity 20% at 165 °C for 2 h.
- Ethanol with sodium hydroxide could enhance the delignification because the penetration of cooking liquor was promoted due to low surface tension of ethanol. The delignification was above 80% at the conditions.
- Bleachability of caustic extraction in 10% sodium hydroxide solution on low-consistency pulp slurry (1.5 to 2%) prior to DEDP bleaching was improved compared to DEDP bleached pulp.
- Alpha-cellulose of the bleached pulp was also improved by caustic extraction, which could remove xylan in unbleached pulp. Accordingly, alpha-cellulose of the bleached pulp was higher with caustic extraction than that without caustic extraction.
REFERENCES CITED
Aklilu, E. G. (2020). “Optimization and modeling of ethanol–alkali pulping process of bamboo (Yushania alpina) by response surface methodology,” Wood Science and Technology 54, 1319-1347. DOI: 10.1007/s00226-020-01188-z
Choi, K. H., Kim, A. R., and Cho, B. U. (2016). “Effects of alkali swelling and beating treatments on properties of kraft pulp fibers,” BioResources 11(2), 3769-3782. DOI: 10.15376/biores.11.2.3769-3782
De Carvalho, D. M., Perez, A., García, J. C., Colodette, J. L., López, F., and Diaz, M. J. (2014). “Ethanol-soda pulping of sugarcane bagasse and straw,” Cellulose Chemistry and Technology 48(3-4), 355-364.
del Cerro, R. D., Koso, V. T., Kakko, T., King, A. W. T., and Kilpeläiene, I. (2020). “Crystallinity reduction and enhancement in the chemical reactivity of cellulose by non-dissolving pre-treatment with tetrabutylphosphonium acetate,” Cellulose 27, 5545-5562. DOI: 10.1007/s10570-020-03044-6
El-Sakhawy, M., Lönnberg, B., Ibrahim, A. A., and Fahmy, Y. (1996). “Organosolv pulping. 4. Kinetics of alkaline ethanol pulping of wheat straw,” Cellulose Chemistry and Technology 30(3-4), 281-296.
Iakovlev, M., You, X., van Heiningen, A., and Sixta, H. (2014). “SO2-ethanol-water (SEW) fractionation process: Production of dissolving pulp from spruce,” Cellulose 21, 1419-1429. DOI: 10.1007/s10570-014-0202-x
ISO 1762 (2019). “Paper, board, pulps and cellulose nanomaterials-Determination of residue (ash content) on ignition at 525°C,” International Standardization Organization, Geneva, Switzerland.
ISO 5267-2 (2002). “Pulps – Determination of drainability – Part 2: Canadian Standard freeness method,” International Standard Organization, Geneva, Switzerland.
ISO 16065-2 (2014). “Pulps – Determination of fiber length by automated optical analysis – Part 2: Unpolarized light method,” International Standardization Organization, Geneva, Switzerland.
Jeong, H. S., Park, Y. C., Seong, Y. J., and Lee, S. M. (2017). “Sugar and ethanol production from woody biomass via supercritical water hydrolysis in a continuous pilot-scale system using acid catalyst,” Bioresource Technology 245(A), 351-357. DOI: 10.1016/j.biortech.2017.08.058
Jeong, S. H., and Park, B. S. (2008). “Chemical properties of Quercus acutissima Carruth,” in: Wood Properties of the Useful Tree Species Grown in Korea, National Institute of Forest Science, Seoul, Republic of Korea, pp. 108-109.
Lopez, F., Perez, A., Garcia, J. C., Feria, M. J., Garcia, M. M., and Fernandez, M. (2011). “Cellulosic pulp from Leucaena diversifolia by soda-ethanol pulping process,” Chemical Engineering Journal 166(1), 22-29. DOI: 10.1016/j.cej.2010.08.039
Lund, K., Sjöstörm, K., and Brelid, H. (2012). “Alkali extraction of kraft pulp fibers: Influence on fiber and fluff pulp properties,” Journal of Engineered Fibers and Fabrics 7(12), 30-39. DOI: 10.1177/155892501200700206
Moreira, R., Mendes, C. V. T., Banaco, M. B. F., Carvalho, M. V. S., and Portugal, A. (2020). “New insights in the fractionation of Pinus pinaster wood: Sequential autohydrolysis, soda ethanol organosolv and acidic precipitation,” Industrial Crops & Products 152, article ID 112499. DOI: 10.1016/j.indcrop.2020.112499
National Forest Service (2021). “Statistical yearbook of forestry,” (https://www.forest.go.kr, Accessed 04 Jan 2022.
Quintana, E., Valls, C., Vidal, T., and Roncero, B. (2013). “An enzyme-catalysed bleaching treatment to meet dissolving pulp characteristics derivatives applications,” Bioresource Technology 148, 1-8. DOI: 10.1016/j.biortech.2013.08.104
Parsons, R. V., Parsons, K. A., and Sorensen, J. L. (2011). “Extraction of flax shive using sodium hydroxide catalyst in anhydrous ethanol,” Industrial Crops and Products 34(1), 1245-1249. DOI: 10.1016/j.indcrop.2011.04.009
Shatalov, A. A., and Periira, H. (2002). “Ethanol-enhanced alkaline pulping of Arundo donax L. Reed: Influence of solvent on pulp yield and quality,” Holzforschung 56(5), 507-512. DOI: 10.1515/HF.2002.078
TAPPI Useful method 21 (1991). “Sieve analysis of pulpwood chips,” TAPPI Press, Atlanta, GA, USA.
Teramura, T., Sasaki, K., Oshima, T., Matsuda, F., Okamoto, M., Shirai, T., Kawaguchi, H., Ogino, C., Hirano, K., Sazuka, T., Kitano, H., Kikuchi, H., and Kondo, A. (2016). “Organosolv pretreatment of sorghum bagasse using a low concentration of hydrophobic solvents such as 1-butanol or 1-pentanol,” Biotechnology for Biofuels and Bioproducts 9(27), 1-11. DOI: 10.1186/s13068-016-0417-z
Vena, P. F., García-Aparicio, M. P., Brienzo, M., Görgens, J. F., and Rypstra, T. (2013). “Effect of alkaline hemicellulose extraction on kraft pulp fibers from Eucalyptus grandis,” Journal of Wood Chemistry and Technology 33(3), 157-173. DOI: 10.1080/02773813.2013.773040
Zhang, M., Zhan, H., Fu, S., and Lucia, L. A. (2012). “Alkali extraction of hemicellulose from depithed corn stover and effect on soda-AQ pulping,” BioResources 6(1), 196-206. DOI: 10.15376/biores.6.1.196-206
Article submitted: February 21, 2022; Peer review completed: March 20, 2022; Revised version received and accepted: March 25, 2022; Published: April 5, 2022.
DOI: 10.15376/biores.17.2.2884-2895