
Abstract
Common solid wood panel defects affect the appearance of timber products and reduce their value for use. It is necessary to remove defects from solid wood panels to achieve a panel layout. A whole wooden beam column is cut into solid wood panels of different sizes, according to the requirements. Aiming to overcome problems of weak convergence ability, single-objective optimization, and the poor optimization effect of solid wood panel layout optimization based on a traditional genetic algorithm, an improved multi-objective solid wood panel layout optimization based on NSGA-II (Non-dominated sorted genetic algorithm-II) algorithm was proposed. Reverse learning was used to generate a reverse population to increase the search capability of the algorithm and to solve the problem of insufficient population diversity in the genetic algorithms. A combination of directional variation and uniform variation was used to improve the optimization effect and solve the problem of small individual differences in the evolution of the algorithm. The improved multi-objective optimization algorithm showed better optimization and stability than the NSGA-II algorithm. The number of convergence iterations was reduced and simultaneous optimization of multiple objectives can be realized.
Download PDF
Full Article
Non-Dominated Sorted Genetic Algorithm-II Algorithm-based Multi-objective Layout Optimization of Solid Wood Panels
Baogang Wang,a,b Chunmei Yang,a,* and Yucheng Ding a
Common solid wood panel defects affect the appearance of timber products and reduce their value for use. It is necessary to remove defects from solid wood panels to achieve a panel layout. A whole wooden beam column is cut into solid wood panels of different sizes, according to the requirements. Aiming to overcome problems of weak convergence ability, single-objective optimization, and the poor optimization effect of solid wood panel layout optimization based on a traditional genetic algorithm, an improved multi-objective solid wood panel layout optimization based on NSGA-II (Non-dominated sorted genetic algorithm-II) algorithm was proposed. Reverse learning was used to generate a reverse population to increase the search capability of the algorithm and to solve the problem of insufficient population diversity in the genetic algorithms. A combination of directional variation and uniform variation was used to improve the optimization effect and solve the problem of small individual differences in the evolution of the algorithm. The improved multi-objective optimization algorithm showed better optimization and stability than the NSGA-II algorithm. The number of convergence iterations was reduced and simultaneous optimization of multiple objectives can be realized.
DOI: 10.15376/biores.17.1.94-108
Keywords: Layout optimization; Multi-objective optimization; NSGA-II; Genetic algorithm
Contact information: a: School of Electromechanical Engineering, Northeast Forestry University, Harbin 150040, China; b: Mechanical Engineering College of Heilongjiang, Vocational College of Agricultural Engineering, Harbin 150088, China; *Corresponding author: ycmnefu@126.com
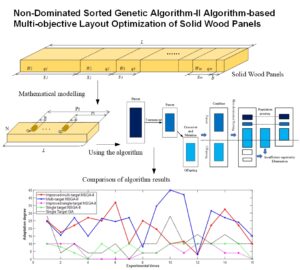
GRAPHICAL ABSTRACT
INTRODUCTION
In the traditional solid wood panel processing industry, live knots, dead knots, cavities, cracks, and decay are some of the most representative types of defects in solid wood panels during defect detection. These defects affect the appearance of the timber product and result in a reduction in the value of the timber product for use. Workers therefore need to find defects that are beyond a certain size and remove them. Workers mainly rely on human vision to manually remove the defects of solid wood panels and then lay the samples of panels according to the specified specification size (Chen 2004). Due to the limitation of workers’ vision, the efficiency of manual sample placement is low (Augustas et al. 2019). The utilization rate of solid wood panels often depends on the experience level of workers, and there is serious waste in the processing, which limits the development of automation in solid wood panel processing (Chang et al. 2018). With the combination of computer technology and the wood processing industry becoming increasingly mature, an automatic layout and optimization system for solid wood panels can improve the utilization of solid wood panels while reducing labor costs and labor intensity (He et al. 2019).
At present, solid wood cutting in most plate manufacturers is one-dimensional cutting, which only considers the change in length direction. The whole process of manual nesting is tediously calculated (Shao et al. 2020). If surface defects are encountered, the response procedures slow down the production line and make it difficult to adapt to modern industrial development (Meng and Zhang 2000). Therefore, the use of computer-based layout optimization algorithms to achieve automatic cutting and layout of solid wood panels is of great significance to reduce wood waste and improve economic efficiency (Liu et al. 2013).
In recent years, some scholars have made some achievements in the application of intelligent optimization algorithms in wood layout. Fang et al. (2015) used a traditional genetic algorithm for sawing and defective wood after obtaining the area and location of wood surface defects using image processing technology. Sun et al. (2019) studied a wood cutting system based on a particle swarm annealing algorithm, which can successfully avoid defects. Shan (2020) optimized the performance of the genetic algorithm and improved the efficiency of nesting by changing the crossover and mutation probability through an improved adaptive strategy.
Evolutionary algorithms mainly include neural network algorithms, particle swarm algorithms, simulated annealing algorithms, genetic algorithms, etc. However, not every algorithm is applicable to the layout optimization of a solid wood plate (Zhang et al. 2016). The neural network algorithm requires a large number of samples to train the network, which is not suitable for wood layout. The particle initial position and update speed of the ordinary particle swarm algorithm are continuous functions, which are not applicable to the discrete problem of solid wood panel layout. The simulated annealing algorithm has a great dependence on the selection of initial values, and a poor choice will cause slow convergence. In this paper, the NSGA-II (Non-dominated sorted genetic algorithm-II) algorithm was selected. The NSGA-II algorithm can be applied not only in multi-objective solid wood plate layout optimization, but also in other fields. Xu et al. (2017) introduced the NSGA- II algorithm into the multi-objective model for tolerance allocation of compliant sheet metals and a multi-objective optimization model for tolerance allocation of auto-body is established (Xu et al. 2017). Li et al. (2021) conducted a comprehensive multi-objective nonlinear optimization of the optimal structural parameters of the ANSD using the NSGA-II algorithm to effectively improve the performance of MANSS on seismic protection.
At present, the traditional genetic algorithm-based solid wood optimization model often has the problem of premature convergence in the process of population evolution, falling into local optimum in advance, and failing to obtain the optimal layout plan (Ding et al. 2021). For infeasible solutions, the traditional genetic algorithm directly eliminates individuals that do not meet the constraints, and to some extent, some excellent information is lost. This optimization scheme can only meet the single-objective optimization and cannot be used for multi-objective optimization. In view of the above problems, this paper realizes the multi-objective solid wood plate layout optimization based on the NSGA-II algorithm, which optimizes the evaluation index and includes one or more of yield, value, and size optimization (Li et al. 2015). The directional mutation is introduced to accelerate the convergence speed of the algorithm and improve the optimization efficiency. Random crossover and mutation are used to inhibit individual aggregation. The reverse solution in the particle swarm optimization algorithm is introduced to expand the search range and enrich the diversity of the population.
EXPERIMENTAL
Models
In the traditional solid wood plate layout optimization system, only a single indicator is often selected, and the traditional genetic algorithm cannot solve the optimization of multiple indicators. In this paper, the multi-objective optimization algorithm NSGA-II is used, which can optimize the wood layout not only for a single index, but also for a composite index. According to the actual production situation, three indicators of material rate optimization, value optimization, and length optimization are defined and modeled as optimization objectives.
A schematic diagram of solid wood panel model is shown in Fig. 1. It is assumed that there is a solid wood plate of length L, which needs to be cut into small pieces of size m. Panels of different sizes are the same width and different lengths. Panels of the same size are all the same length and width. The size of the small solid wood plate of size 1 is , the number of pieces that can be cut is , the economic value is W1, and the priority weight of cutting is . The size of the small solid wood plate of size 2 is , it can be cut in the quantity of, the economic value is , and the priority of cutting is . The size of the small solid wood plate of size m is, it can be cut in the quantity of , the economic value is , and the priority of cutting is . The final remaining waste is b. The numerical subscripts represent different sizes of panels.

Fig. 1. Diagram of solid wood plate model
Preferred output rate
The optimal yield is to process one solid wood panel, so that the final processing waste value is kept to a minimum. This optimization scheme can effectively improve the utilization rate of solid wood panel and reduce costs and is the most common optimization scheme in wood layout optimization. The mathematical model established in this paper is based on the optimization of wood yield and follows the principle of maximum wood yield to minimize the generated waste. The wood layout optimization is completed with other indicators. The specific formula is shown as Eq. 1,
 (1)
(1)
where b indicates the final remaining waste value of this solid wood plate.
Value preference
For different sizes of small solid wood panels corresponding to different values, the same solid wood panel using different cutting schemes was used to obtain different gains. The essence of value optimization is to maximize the value of the cutting scheme and improve the economic benefits of the enterprises. The specific formula is shown as Eq. 2,
 (2)
(2)where W denotes the total value of economic value generated by this solid wood plate.
Size preference
For the production and processing of solid wood panels of a specific size, it is important not only to pursue the maximum utilization of solid wood panels, but also to prioritize the processing of the size with the greatest demand. Priority is set for processing solid wood plates with different sizes. After more plates with the largest priority cannot be processed, the remaining materials are processed according to priority. The specific formula is shown in as Eq. 3,
 (3)
(3)
where q denotes the final corresponding weight of this solid wood plate.
The industrial camera (MER-030-120GM/C-P; DAHENG IMAGING, Beijing, China) is used to shoot images of defects in solid wood plate, and the computer is used to process the image data to locate surface defects in solid wood panels. The relevant information is: solid wood plate number N, solid wood plate length L, defect type Q, defect number n, defect location P and defect length l, as shown in Fig. 2.

Fig. 2. Information diagram of solid wood sheet
For solid wood plate processing enterprises, the only way to improve economic efficiency, reduce costs, and achieve the required evaluation indicators is to cut the solid wood plate reasonably because the information on the length, number of defects, and defect location of individual solid wood panels is inconsistent. Therefore, it is necessary to establish a mathematical model for the solid wood plate optimization, i.e., to determine the fitness function of the genetic algorithm. Assuming that the size to be cut is sj and the number of different sizes of solid wood panels to be cut is aij, the final remaining waste is bi, the value generated is Wi, and the weight is qi, where i denotes the i-th cutting scheme.
For the solid wood plate with defects, the location P and length l of the defect Q are obtained. The defect is removed, and then the layout was conducted according to the layout without defects. Finally, the mathematical model of wood layout optimization is shown as Eq. 4,

(4)
where min  denotes the multi-objective optimization to obtain the cutting solution with minimum waste, maximum value, and optimal size satisfaction.
denotes the multi-objective optimization to obtain the cutting solution with minimum waste, maximum value, and optimal size satisfaction.  indicates that the upper bound of the cutting number of the first specification size of the small solid wood plate in the first scheme is the maximum cutting number of the whole solid wood plate, only cutting this specification size of the small solid wood plate. After the upper bound of
indicates that the upper bound of the cutting number of the first specification size of the small solid wood plate in the first scheme is the maximum cutting number of the whole solid wood plate, only cutting this specification size of the small solid wood plate. After the upper bound of  satisfies the determination of the cutting number of all previous specifications, the remaining length of solid wood sheets are all used to cut the maximum cutting number of small solid wood sheets with this specification size.
satisfies the determination of the cutting number of all previous specifications, the remaining length of solid wood sheets are all used to cut the maximum cutting number of small solid wood sheets with this specification size.
Methods
Genetic algorithm is a global search algorithm, which is an optimal combination algorithm based on biological evolutionary mechanisms such as natural selection and genetic variation. NSGA-II algorithm is the improvement of NSGA algorithm (Deb et al. 2002). The improved algorithm proposes fast non-dominated sorting, which reduces the complexity of the algorithm (Liu et al. 2005). The elite strategy is introduced to expand the sampling space, maintain the excellent individuals in the population, and improve the accuracy of the results. The NSGA-II algorithm flow is shown in Fig. 3.

Fig. 3. NSGA-II algorithm flow
In the single-objective optimization problem, there is usually only one optimal solution, while in the multi-objective optimization problem, each goal is mutually constrained. The improvement of the performance of one goal often loses the performance of other goals, and it is difficult to have an optimal solution that meets all performance goals (Vargas Dênis et al. 2021). For multi-objective optimization problems, the core is to coordinate the relationship between the various objective functions. Finding the optimal solution set that makes the function value of each objective function smaller, which is usually a Pareto solution set.
If the ranking preference is set to a single-objective problem in NSGA-II, the fast non-dominated sort becomes sorted based on the size of the fitness function value, the crowding degree becomes infinite and degenerates to a basic genetic algorithm.
Adaptation function
The NSGA-II algorithm was used to complete the multi-objective optimization of wood ranking preferences. The mathematical modeling of the three indicators, yield, value, and size, were completed, so these three models were used as the fitness functions. For multi-objective optimization, the optimization results were the relative optimal solutions of these three indicators. Among them, a smaller value of waste b indicator optimization in the yield preference is better, while the larger value of W and size weight q is better. Therefore, in the fitness function, the value W and the size weight q take opposite numbers and are converted into a minimum value problem.
In actual production, it is also possible to select one or two of the three indicators for ranking. If only one indicator is selected for ranking, then the multi-objective optimization is converted into single-objective optimization, and the model is still applicable.
Coding
In genetic algorithms, coding is the key to transforming the individual potential solutions of the problem into chromosomes. In the problem of solid wood plate layout optimization, the real number encoding is selected. Chromosome sequence contains multiple decision variables and fitness function, the structure of which is shown in Fig. 4.

Fig. 4. Chromosome structure
Selection
The method of tournament selection is used in solving. This selection operation is performed based on the ordinal value and the crowding distance. A smaller ordinal value resulted in better fitness ability of the individuals, so a smaller ordinal value for different individuals, means the easier they are selected. When the individuals have the same ordinal value, the crowding distance of the individuals needs to be calculated. For the multi-target problem, the crowding distance of an individual is obtained by adding the crowding distance of each sub-target, and the larger the crowding distance of an individual represents the better diversity of individuals, so the larger the crowding distance is, the easier it is to be selected.
An elite strategy is introduced to expand the sampling space. The parent population and its offspring population are combined together to produce the next generation of the population through competition. This is beneficial to maintain the excellent individuals in the father generation and ensure that the excellent individuals are not discarded in the evolution process, to improve the accuracy of the optimization results. Additionally, through hierarchical storage of all individuals in the population, the best individuals will not be lost, which can rapidly improve the population level.
Crossover and mutation
The crossover operation adopts a three-point crossover. Three gene crossover points are randomly selected from the selected two parents, and the corresponding cutting schemes of the selected parents are exchanged at the three gene crossover points.
The mutation is mainly a process by which organisms change alleles on chromosomes with a small probability during the genetic process to maintain the diversity of the population, thus helping the population to escape from local optimal solutions. In this paper, directional and uniform mutations were selected to use directional mutations to speed up the optimal search in the early iterations of the genetic algorithm, when the population diversity is rich. In the later stages of the genetic algorithm, the population diversity decreases, and uniform variation is used to generate new chromosomes. Uniform variation randomly selects a gene fragment from the range of desirable cuts instead of the original value and mutates to produce new individuals.
Termination principle
There are two ways of genetic algorithm termination principle. The first one is to set the number of iterations, and the second one is to judge whether the optimization is terminated according to whether the fitness function changes. In this paper, the first way, i.e, the method of maximum termination generations, was chosen to determine whether the evolutionary process is terminated or not. The numbers of 5, 20, and 100 iterations were selected, and the change curve of fitness values were plotted as shown in Fig. 5.

Fig. 5. Variation of fitness value with different number of iterations
It can be seen from Fig. 5 that the algorithm has converged after 10 iterations, at which point the fitness value function was near stable and unmoving. To reduce the computation time, the maximum number of termination generations was selected as 15.
Improvements to the Methods
The population generated randomly in the population initialization of nesting optimization is a discrete integer and needs to meet the constraints, so the feasible solution is relatively small. Therefore, when the traditional genetic algorithm is used to optimize the layout of solid wood panels, the initial population individuals are more concentrated and repeated. When there is chromosome crossover and mutation, the new chromosome changes less, resulting in inbreeding. In the late genetic chromosome phase, the same issue is encountered, with premature phenomena. Therefore, the population initialization and variation were improved to increase the population diversity and expand the search range.
Introduction of the reverse solution
In common evolutionary algorithms, population initialization generally adopts a pure random generation strategy. The goal is to randomly generate a set of initial solutions within the range of known upper and lower limits. The calculation time of the evolutionary algorithm is related to the distance between the individual and the optimal individual in the initial population. If an individual is born near the optimal value, then in this calculation, all individuals of the population will converge rapidly. The individual quality generated by the pure random generation strategy cannot be guaranteed, so the convergence speed cannot be predicted.
Reverse learning strategy is a new technique in the field of intelligent algorithms in recent years. The algorithm needs to consider not only the influence of the current solution on the search result in the optimization process but also the role played by the reverse solution on the optimization result (Li et al. 2021). The introduction of the reverse solution expands the search range and enriches the diversity of the population to a certain extent.
Let  be a currently feasible chromosome, then its corresponding reverse solution chromosome
be a currently feasible chromosome, then its corresponding reverse solution chromosome  is defined as shown in Eq. 5,
is defined as shown in Eq. 5,
 (5)
(5)
where  are the inverse decision variables, and
are the inverse decision variables, and  is the dynamic boundary value of the decision variable. For the generated reverse solution and feasible solution, the fitness function is evaluated and the chromosome with higher fitness is selected to generate a new population.
is the dynamic boundary value of the decision variable. For the generated reverse solution and feasible solution, the fitness function is evaluated and the chromosome with higher fitness is selected to generate a new population.
Directed variation
The gradient information is introduced into the genetic algorithm to determine the variance and to speed up the convergence of the genetic algorithm as well as to improve the optimization efficiency of the algorithm (Li et al. 2021). Optimization of Solid Wood Sheet Layout is an optimization problem for finding the minimum value (Wang et al. 2016), which is defined as the form of Eq. 6:

 (6)
(6)
Take the following for two individuals in the population:
 (7)
(7)
Find the value of the objective function for these two individuals, respectively:
 (8)
(8)
Define the direction vector as Eq. 9:
 (9)
(9)
With the direction vector, it is then possible to perform a directional variation on individuals, as in Eq. 10:
 (10)
(10)
If the objective function value of the new individual produced after directed mutation is improved, then the individual is retained to replace the original one, otherwise, it is discarded. In the early stage of the algorithm, the variability of individuals in the population is large, and the size of the directed variance should be as large as possible at this time to expand the search range to improve the adaptation ability of new individuals as soon as possible; in the late stage of evolution, the variability of individuals in the population is small, and the size of the directed variance should be as small as possible at this time to avoid destroying the good genes in individuals. Therefore, the size of directed variation should decrease as the number of iterations rises, as shown in Eq. 11,
 (11)
(11)
where k is the number of current iterations and kmax is the maximum number of iterations. A flowchart of the solid wood panel row sample preference model is shown in Fig. 6.

Fig. 6. Flow chart of solid wood plate layout optimization
Experiment and Result Analysis
According to the principle of the improved multi-objective optimization algorithm, the Matlab 2020a simulation software (MathWorks, Natick, MA, USA) was used to program the experiments for solid wood plate layout optimization. The experimental conditions were: the length L of the solid wood plate was 4660 mm, and the cutting specifications are shown in Table 1, where N = 20, = 0.8, and = 0.05, the number of targets M was set to 2, and the number of iterations . Twenty sets of primitive populations were randomly generated according to the constraints, and the primitive populations are shown in Table 2. The results of multi-objective NSGA-II nesting optimization are shown in table 3. The optimized results of solid wood layout obtained by the improved multi-objective optimization are shown in Table 4.
Table 1. Information on Small Solid Wood Panels of Different Cutting Sizes

Table 2. Primary Populations

Table 3. Multi-objective NSGA-II Nesting Optimization Results

Table 4. Optimization Results of Improved Multi-objective Layout

From the simulation results in Tables 3 and 4, the experiments were repeated eight times, and it can be seen that both NSGA-II and the improved algorithm were able to find the optimal solution, and the improved algorithm was able to find the solution with a smaller margin to make the population fitness value better under the condition of achieving the same value. The windows-based operating system was run using a computer with a processor of Intel Core i7-6700HQ with a main frequency of 2.6 GHz and 8 GB of memory (Pavilion 15-bc015tx; Hewlett-Packard, Palo Alto, CA, USA). The basic genetic algorithm, NSGA-II algorithm, and the improved algorithm were used as controls. To eliminate the influence of random factors, all simulation experiments were run 16 times independently, and the results were averaged.
The number of fitness function calculations (NFFC) and the average deviation distance to evaluate the solution results were determined (Gao et al. 2006). The NFFC refers to the calculation number needed to find a feasible solution of the same quality. The smaller the value, the more efficient the search is represented. The average deviation distance is the average distance between the actual solution and the optimal solution obtained by the genetic algorithm. The deviation standard deviation indicates the degree of dispersion and precision of the search results of the genetic algorithm. The smaller the value, the better the stability is represented. The comparison results of the three algorithms in single-objective and multi-objective optimization are shown in Table 5. The comparison results of algorithm convergence are shown in Fig. 7. For the five algorithms, the data line graph of 16 experiments for each algorithm is shown in Fig. 9.

Fig. 7. Comparison of convergence of each algorithm
Table 5. Comparison of the Three Algorithms

From Table 5, when using typical modern computing devices, the time consumed using the NSGA-II algorithm was about twice that of the traditional algorithm. However, the final convergence value was more accurate. The NSGA-II algorithm can also achieve multi-objective optimisation, which is not available with traditional algorithms. From the comparative analysis of the convergence curves of Fig. 7, it can be learned that the NSGA-II algorithm had lower convergence iterations and higher convergence speed than the traditional GA algorithm in single-objective layout optimization. Additionally, the population fitness function was better. In the multi-objective layout optimization, the NSGA-II algorithm was improved by combining the reverse solution with directional mutation and random mutation strategy, which overcomes the problem that NSGA-II is easy to local convergence in the middle and late stages. Further, the convergence was better than other algorithms. It was verified that the improved NSGA-II algorithm effectively improved the convergence performance.

Fig. 8. Plot of 16 experimental data for the results of the five algorithms
From Fig. 8, it can be seen that the fluctuation of the improved NSGA-II algorithm is less than that of the other two algorithms in single-objective and multi-objective layouts. The broken line position is lower than other algorithms, and the overall solution is better. This verifies that the improved NSGA- II algorithm has stronger applicability.
CONCLUSIONS
- Aiming at the various problems existing in the traditional genetic algorithm in the solid wood plate layout problem, an improved multi-objective optimization algorithm was proposed, which effectively improved the convergence speed, and the optimization degree was further improved.
- Taking the actual production problem as an example, the improved NSGA- II algorithm was used to optimize the layout of the solid wood plate, with the yield and value as the optimization objectives. The simulation results show that the improved multi-objective optimization algorithm was effective. In the multi-objective and single-objective tests, the time used by the algorithm was equivalent to that of the NSGA- II algorithm, and the calculation times of the fitness function and the average deviation distance were lower than those of the ordinary GA and NSGA- II.
- Although the NSGA-II algorithm and the improved NSGA-II algorithm used about twice as much time as the ordinary GA algorithm, the number of convergence iterations was lower than the traditional GA algorithm, the error rate was reduced, and the degree of optimization and stability were improved. The algorithm takes time to meet the speed requirements of industrial production lines and can be directly applied to practical production problems.
- Improving the speed and effect of wood layout optimization is an important measure to improve the utilization rate of wood and the income of enterprises, and it is also one of the main difficulties in the study of wood optimization processing algorithm. Continuous research and improvement are needed to get better optimization results.
ACKNOWLEDGMENTS
This research was funded by the Research and Applied Technology Research and Development Programme of Heilongjiang Province (Grant Number GA19A402) and Fundamental Research Funds for the Central Universities (Grant Number 2572020DR12).
REFERENCES CITED
Augustas, U., Vidas, R., Rytis, M., and Robertas, D. (2019). “Automated identification of wood veneer surface defects using faster region-based convolutional neural network with data augmentation and transfer learning,” Applied Sciences 9(22), article no. 4898. DOI: 10.3390/app9224898
Chang, Z. Y., Cao, J., and Zhang, Y. Z. (2018). “A novel image segmentation approach for wood plate surface defect classification through convex optimization,” Journal of Forestry Research 29(6), 1789-1795. DOI: 10.1007/s11676-017-0572-7
Chen, Y. G. (2004). “Research on optimal layout of wood panels based on genetic algorithm,” Wood Processing Machinery 15(6), 6-9. DOI: 10.3969/j.issn.1001-036X.2004.06.002
Deb, K., Pratap, A., Agarwal, S., and Meyarivan, T. (2002). “A fast and elitist multiobjective genetic algorithm: NSGA-II,” IEEE Transactions on Evolutionary Computation 6(2), 182-197. DOI: 10.1109/4235.996017
Ding, F. L., Liu, Y., He, T., and Wang, Z. G. (2021). “Application of artificial intelligence in wood processing,” World Forestry Research 34(1), 42-47. DOI: 10.13348/j.cnki.sjlyyj.2020.0050.y
Fang, Y. P., Liu, Y., Xu, Z. J., and Yu, Y. B. (2015). “Intelligent layout algorithm for defect-oriented wood sawing optimization processing,” Wood Processing Machinery 26(3), 35-38. DOI: 10.13594/j.cnki. mcjgjx.2015.03.011
Gao, Q., Lu, W. Z., Du, X. S., Meng, Q. F., Fan, H., and He, Z. J. (2006). “Research on optimization performance evaluation criteria of genetic algorithm,” Journal of Xi’an Jiaotong University 40(7), 803-806. DOI: 10.3321/j.issn:0253-987X.2006.07.014
He, T., Liu, Y., Xu, C., Zhou, X., and Fan, J. (2019). “A fully convolutional neural network for wood defect location and identification,” IEEE Access 7, 123453-123462. DOI: 10.1109/ACCESS.2019.2937461
Li, H., Yu, Y., Li, J., Li, Y., and Askari, M. (2021). “Multi-objective optimization for improving the seismic protection performance of a multi-storey adaptive negative stiffness system based on modified NSGA-II with DCD,” Journal of Building Engineering 43, 103-145. DOI: 10.1016/J.JOBE.2021.103145
Li, J. R., Li, M. J., and Chen, M. (2021a). “State-space model evolution algorithm based on reverse learning,” Industrial Control Computers 34(2), 91-93. DOI: 10.3969/j.issn.1001-182X.2021.02.032
Li, S. Y., He, Q., and Du, N. S. (2021b). “Butterfly optimization algorithm for segmented weight and mutation reverse learning,” Computer Engineering and Applications (Accepted).
Li, X. Y., Zheng, J. H., and Xue, J. (2005). “A diversity metric for multi-objective evolutionary algorithms,” in: First International Conference on Advances in Natural Computation-volume Part III, Changsha, China, pp. 68-73. DOI: 10.1007/11539902_8
Liu, X. H., Liu, Y. S., Zhang, G. Y., and Yan, G. W. (2005). “Improvement of multi-objective optimization algorithm NSGA-II,” Computer Engineering and Applications 41(15), 73-75.
Liu, Y., Zhu, Y. T., Xia, F. M., and Xu, Z. J. (2013). “Research on the intelligent manufacturing system for lumber cutting,” Advanced Materials Research 631-632, 1441-1444. DOI: 10.4028/www.scientific.net/amr.631-632.1441
Meng, F. Z., and Zhang, Q. C. (2000). “Using genetic algorithm to solve the optimal cutting method,” Journal of Applied Sciences 18(3), 276-279. DOI: 10.3969/j.issn.0255-8297.2000.03.021
Shan, Y. H. (2020). “Research on rectangular nesting method based on adaptive genetic algorithm,” Computer and Digital Engineering 48(10), 2343-2347. DOI: 10.3969/j. issn.1672-9722.2020.10.008
Shao, M. W., and Dong, J. Y. (2020). “Wood optimization saw visual detection algorithm based on deep learning,” Forestry Science 56(12), 123-129. DOI: 10.11707/j.1001-7488.20201214
Sun, L. P., Li, J. Q., Zhang, X. M., and He, R. (2019). “Research on optimal marking based on PSO-SA algorithm,” Computer Applications and Software 36(1), 325-329. DOI: 10.3969/j.issn.1000-386x.2019.01.057
Vargas Dênis, E. C., Lemonge Afonso, C. C., Barbosa Helio, J. C., and Bernardino Heder, S. (2021). “Solving multi-objective structural optimization problems using GDE3 and NSGA-II with reference points,” Engineering Structures 239(3), article ID 112187. DOI: 10.1016/J.ENGSTRUCT.2021.112187
Wang, Y. H., Wu, J. M., and Jia, C. H. (2016). “Multi-objective evolutionary algorithm based on reverse learning model,” Journal of Agricultural Machinery 47(4), 326-332. DOI: 10.6041/j.issn.1000-1298.2016.04.043
Xu, S., Xing, Y., and Chen, W. (2017). “Multi-objective optimization based on improved non-dominated sorting genetic algorithm II for tolerance allocation of auto-body parts,” Advances in Mechanical Engineering 9(9), 1-9. DOI: 10.1177/1687814017718123
Zhang, G. L., Cai, X. N., Hou, X. P., Zhao, D., Zhou, Y. C., and Ge, Z. D. (2016). “Mathematical modeling and genetic algorithm solving for the sawing and layout of rectangular parts of artificial plates for parts,” Forestry Science 52(5), 150-159. DOI: 10.11707/j.1001-7488.20160518
Article submitted: June 21, 2021; Peer review completed: September 18, 2021; Revised version received and accepted: October 14, 2021; Published: November 8, 2021.
DOI: 10.15376/biores.17.1.94-108